Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Формула / Реферат
Формула изобретения
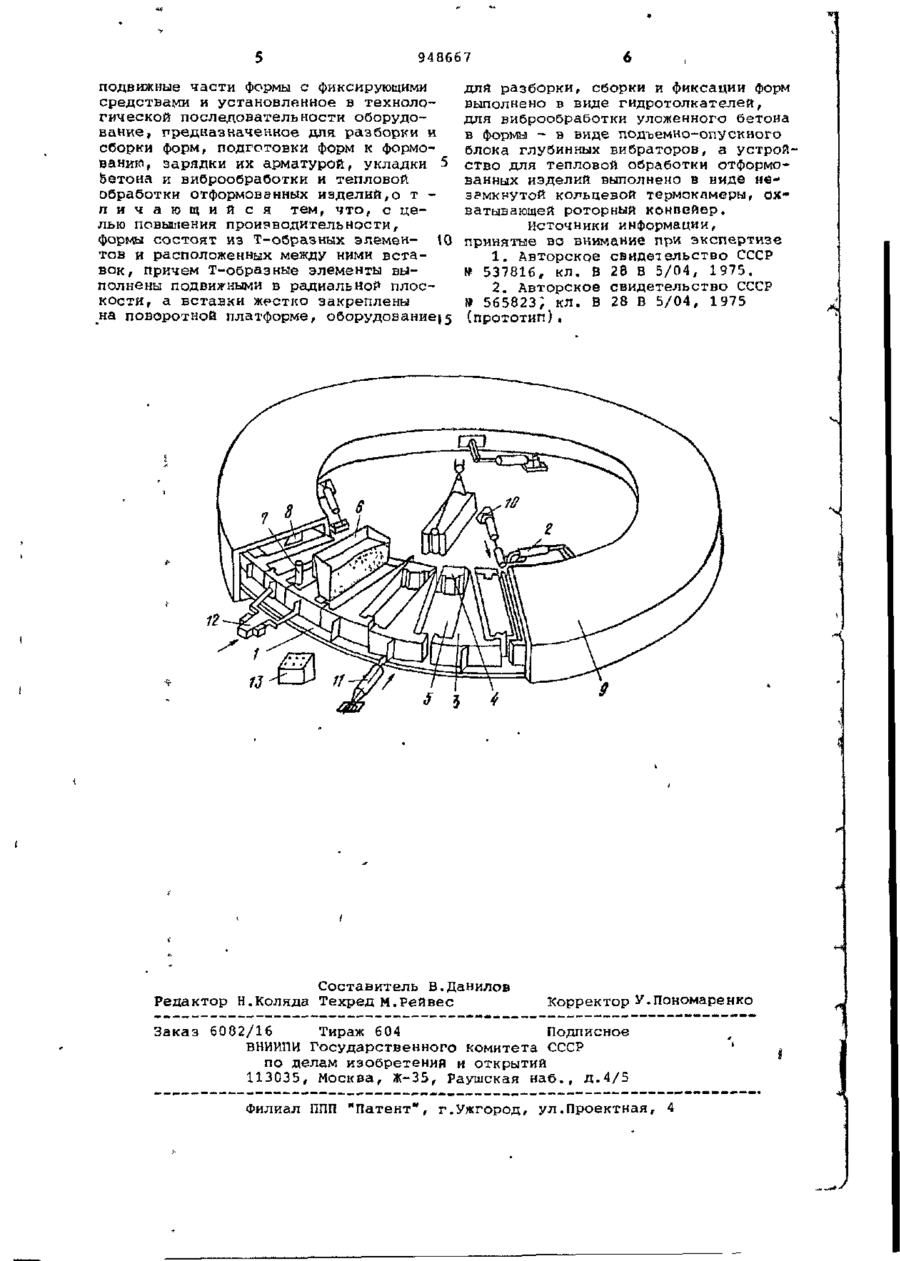
Роторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных изделий, отличающийся тем, что, с целью повышения производительности, формы состоят из Т-образных элеметов и расположенных между ними вставок, причем Т-образные элементы выполнены подвижными в радиальной плоскости, а вставки жестко закреплены на поворотной платформе, оборудование для разборки, сборки и фиксации форм выполнено в виде гидротолкателей, для виброобработки уложенного бетона в формы - в виде подъёмно-опускного блока глубинных вибраторов, а устройство для тепловой обработки отформованных изделий выполнено в виде не замкнутой кольцевой термокамеры, охватывающей роторный конвейєр.
Текст
оп С А Н ИЕ изо ЕТЕНИЯ Союз Советских Социалистических Республик К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву (22) Заявлено 1811.80 (21) 3005485/29-33 с присоединением заявки N9 Государственный комитет СССР по делам изобретений н открытий (23) Приоритет , В 28 В 5/04 . Опубликовано 07,08.82.Бюллетень № 29 -., (72) Авторы изобретения (51]М.Кл. { 5 3 ) У Д К 666.97.033 (088.8) Дата опубликования описания 07,08.82 И.В.Панасюк и Э.М.Бубен Днепропетровский филиал Научно-исследовательского института строительного производства . (71) Заявитель (54) РОТОРНЫЙ КОНВЕЙЕР ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ I Изобретение относится к оЬласти строительной индустрии, в частности к устройствам для изготовления бетонных и железобетонных изделий» и может быть использованО при изготовлении изделий типа блоков стен подвалов, фундаментных и наружных стеновых блоков, перемычек и т.п. Известен роторный конвейер для 13 изготовления бетонных и железобетон • пь>х изделий, состоящий из поворотной .платформы, на которой установлены подвижные и неподвижные части формы с фиксирующими средствами и установленные в технологической последовательности оборудования, предназначенные для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетонами виброобработки и тепловой обработки отформованных изделий И • Недостаткам известной установки является ее недостаточная производительность. Целью изобретения является повышение производительности конвейера и улучшение качества отформованных изделий. Указанная цель достигается тем, что в роторном конвейере, включающем 10 15 20 25 30 РПФК кольцевую поворотную платформу с расположенными на ней клиновидными элементами с вершиной, обращенной к центру конвейера и формовочными полостями, а также технологическими постами формования и термообработки, согласно изобретению клиновидные элементы выполнены Т-образными с возможностью радиального перемещения, между вершинами их неподвижно установлены вкладыши, образующие с клиновидными элементами формовочные полости, причем конвейер имеет последовательно установленные механизмы выталкивания, возврата и фиксации клиновидных элементов. Последние выполнены в виде гидроцилиндров, сблокированных между собой,- с постом формования и приводом платформы, а пост термообработки выполнен в виде охватывающей платформу кольцевой камеры. На чертеже показан предлагаемый конвейер. Роторный конвейер для изготовления бетонных и железобетонных изделий включает кольцевую поворотную плат* формні представляющую собой металлический поддон 1 с приводом 2. Подддон собирается из 8'секций, жестко соединенных между собой и опирается на 948667 колесные установки с ребордами. На тонной смеси составляет около 4 мин: поддоне 1 расположены клиновидные • опускание вибропакетэ 7-15 с, уплотэлементы 3 с вершинами^ обращенными нение смеси 3 мин, подъем вибропакек центру конвейера и вкладыши 4, нета 15 с. Механизм фиксации 12 клиноподвижно установленные на платформе видных элементов 3 предотвращает их 1 между вершинами клиновидных элемен-5 смещение в радиальном направлении в тов 3. При этом элемент 3 выполнен процессе виброуплотнения бетонной Т-обраэным с возможностью радиальносмеси. По окончании формования изго перемещения. Каждые два смежных делия механизм фиксации 12 отходит от двух смежных элементов 3, позвоэлемента 3 и один вкладыш 4 образуют формовочную полость 5. Конвейер вклю-Ю ляя производить поворот платформы 1. чает также технологический пост форПеремещение платформы 1 на очередной мования, содержащий"накопительный шаг происходит в течение 40-50 с. бункер б, вибропакет 7 и механизм При этом бетонная смесь срезается установки 8 монтажных петель, а такусиленным бортом бункера 6. Монтажже пост термообработки 9. Причем 15 ные петли устанавливают в бетон изразмеры сечения выходного отверстия делия при помощи механизма 8 устанакопительного бункера 6 с каждой новки петель. Процесс установки пестороны меньше формовочной полости тель в бетон осуществляется в момент 5. Вибропакет 7 представляет собой опускания вибраторов в бетонную смесь балку с закрепленными на ней глубин- 20 и составляют 15 с. Заполненная поными вибраторами. Пост* термообработлость 5 с установленными монтажными ки 9 выполнен s виде охватывающей петлями поворотом платформы 1 подаетплатформу 1 кольцевой камеры с парося в камеру 9 для тепловой обработки воздушной средой, оборудованной па~ формуемого изделия. После приобретароподводящими коммуникациями. Кон25 ния изделием отпускной прочности (70% вейер также имеет последовательно от марочной) клиновидные элементы 3 установленные механизмы выталкивапод воздействием гидроцилиндра 10 выния 10, возврата 11 и фиксации 12 талкиваются наружу от центра конвейклиновидных элементов 3. Все исполера и таким образом происходит распанительные механизмы 10, 11 и 12 вылубка готовых изделий. Продолжительполнены на основе гидроприводов,сбло- 30 ность паспалубки составляет 3-5 с. кированных между собой, с постом форИзделие, прошедшее тепловую обработмования и приводом 2 платформы. При ку , снимается с платформы 1 и трансэтом все исполнительные механизмы портируется на склад готовой провключаются с пульта дистанционного дукции. После съема изделий произуправления 13. 35 водится очистка формовочных полостей 5 от эатвердевших наплывов растРабота роторного конвейера проворной части бетона, а затем возврат исходит в следующей последовательное-, клиновидных элементов 3 с помощью гидти. Подачу бетонной смеси в формовочроцилиндра 11. Собранная полость 5 пеную полость осуществляют из накопительного бункера 6. Причем продольная40 ремещается на пост формования изделий, ось бункера совпадает с продольной причем укладка бетонной смеси осу^естосью формовочной полости 5. Заполневляется в нагретые полости 5, образоние полости 5 осуществляют на всю ее ванные неостывшими элементами 3. длину и высоту под действием собстТехнологические операции, такие, венного веса смеси, находящейся в на 45 как съем готового изделия, чистка и копительном бункере 6. Величину зазосмазка формовочных полостей г>, предра между верхом формуемого изделия и шествующих непосредственно формованию бункером б регулируют с учетом свойств изделий, производят во время вибробетонной смеси. Продолжительность уплотнения бетонной смеси в течение цикла укладки бетонной смеси в формо-5 0 2-4 мин. Управление исполнительными вочные полости 5 составляет 40-50 с. механиэмами кругового конвейера и Уплотнение бетонной смеси производят очередностью их включения осуществляс помощью вибраторов вибропакета 7, ется оператором с пульта управления 13. которые опускаются в формовочную поПрименение предложенного роторного лость 5. При опускании вибропакета конвейера для изготовления бетонных и происходит автоматическое включение железобетонных изделий позволит повывибраторов и погружение их в бетонную сить производительность и улучшить смесь. При этом вибраторы не доходят качество отформованных изделий^ до поддона 1. Подъем и опускание вибропакета 7 осуществляется гидроприводом. Уплотнение производят до пре- °" * Формула изобретения кращения оседания бетонной смеси в полости 5, появления цементного молоРоторный конвейер для изготовления ка на поверхности и прекращения выбетонных и железобетонных изделий, деления пузырьков воздуха. Продолжисостоящий из поворотной платформы, тельность цикла виброуплотнения бе65 на которой размещены подвижные и не 948667 подвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки 5 Ьетона и виброобработки и тепловой обработки отформованных изделий,о т л и ч а ю щ и й с я тем, что, с целью повышения производительности, формы состоят из Т-образных элемен- 10 тов и расположенных между ними вставок, причем Т-образные элементы выполнены подвижными в радиальной плоскости, а вставки жестко закреплены на поворотной платформе, оборудование)5 для разборки, сборки и фиксации форм выполнено в виде гидротолкателей, для виброобработки уложенного бетона в формы - в виде подъемно-опускного блока глубинных вибраторов, а устройство для тепловой обработки отформованных изделий выполнено в вид© незамкнутой кольцевой термокамеры, охватывающей роторный конвейер. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 537816, кл. В 28 В 5/04, 1975. 2. Авторское свидетельство СССР № 565823; КЛ. В 28 В 5/04, 1975 (прототип), Составитель В.Данилов Редактор Н.Коляда Техред м.Рейвес Корректор У.Пономаренко Заказ 6082/16 Тираж 604 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5 Филиал ППП "Патент", г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary conveyor for manufacture of concrete and ferroconcrete articles
Автори англійськоюPanasiuk Ihor Viktorovych, Buben Eduard Mykhailovych
Назва патенту російськоюРоторный конвейер для изготовления бетонных и железобетонных изделий
Автори російськоюПанасюк Игорь Викторович, Бубен Эдуард Михайлович
МПК / Мітки
МПК: B28B 5/00
Мітки: виробів, залізобетонних, виготовлення, роторний, бетонних, конвейер
Код посилання
<a href="https://ua.patents.su/4-458-rotornijj-konvejjer-dlya-vigotovlennya-betonnikh-ta-zalizobetonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Роторний конвейер для виготовлення бетонних та залізобетонних виробів</a>
Форма жердева в.в. для вулканізації нескінченних гумових виробів
Номер патенту: 515
Опубліковано: 30.04.1993
Автор: Жердев Володимир Васильович
МПК: B29K 19/00, B29C 35/04, B29C 33/48, B29L 29/00
Мітки: нескінченних, гумових, виробів, вулканізації, форма, в.в, жердева
Формула / Реферат:
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества...
Спосіб виготовлення щитів торцевого паркету
Номер патенту: 86
Опубліковано: 30.04.1993
Автори: Ротань Олексій Іванович, Тепер Володимир Борисович
МПК: E04F 15/04, B27M 3/04
Мітки: виготовлення, спосіб, паркету, щитів, торцевого
Формула / Реферат:
Формула изобретенияСпособ изготовления щитов торцового паркета, включающий формование фриза в прямоугольном шаблоне из паркетных шашек заданной породы дерева и произвольного поперечного сечения путем наклеивания их на подстилающий слой, заполнение стыков клеевым материалом и поверхностную обработку лицевого слоя, отличающийся тем, что, с целью снижения расхода клеевых материалов и повышения качества лицевого слоя, после заполнения...
Пристрiй печерського п.п. для виготовлення водних витяжок iз рослинної лiкарської сировини
Номер патенту: 824
Опубліковано: 01.01.1993
Автор: Печерський Петро Павлович
МПК: A61J 3/00
Мітки: водних, пристрій, виготовлення, рослинної, печерського, п.п, витяжок, лікарської, сировини
Формула / Реферат:
1. Устройство для приготовления водных извлечений из растительного лекарственного сырья, содержащее емкость для заливки извлекателя, установленный в ее полости перфорированный стакан для сырья с крышкой, средство для перемешивания извлекателя, электронагреватель и блок управления, отличающееся тем, что средство для перемешивания извлекателя представляет собой установленный коаксиально в полости перфорированного стакана патрубок, выходной...
Шестерена гідромашина

Номер патенту: 461
Опубліковано: 30.04.1993
Автори: Чайковський Анатолій Олександрович, Новак Олег Васильович, Златопольський Марко Юхимович, Лесючок Вадим Іванович, Заброцький Олександр Павлович, Аскері Мухамед Алі син Наги, Белянський Едуард Максимович
МПК: F04C 2/08
Мітки: гідромашина, шестерена
Формула / Реферат:
1. Шестеренная гидромашина внешнего зацепления, содержащая размещенные в цилиндрических расточках корпуса шестерни с цапфами, установленными в подшипниках скольжения, сопряженные с торцами шестерен компенсаторы торцовых зазоров, размещенные в пазах, выполненных на нерабочей поверхности компенсаторов, эластичные манжеты 3-образной формы с защитными элементами, установленными со стороны подшипников скольжения, и полости высокого и низкого...
Попередній патент: Клема рейкового скріплення
Наступний патент: Бальнеокліматичний комплекс
Випадковий патент: Оптоелектронний зсувний регістр