Потокова лінія для виготовлення тротуарних та лицювальних плиток з бетонних сумішей

Формула / Реферат
1. Потокова лінія для виготовлення будівельних виробів з бетонних сумішей, що холодно тверднуть, зокрема тротуарних та лицювальних плиток, що містить розміщені в технологічній послідовності змішувальну ділянку для приготування суміші, завантажувальну ділянку, передавальну ділянку для ущільнення та твердіння суміші в формах з одночасним транспортуванням форм із сумішшю, вивантажувальну ділянку та набір форм, розташованих на ділянках із можливістю пересування їх між ділянками вздовж всієї лінії, яка відрізняється тим, що передавальна ділянка містить металевий стіл з горизонтально розташованою поверхнею та ударно-вібраційний механізм, який виконаний з можливістю дії на поверхню столу знизу вверх під кутом 20-50° та ударне зусилля якого має таку величину, що горизонтальна результуюча сили, що діє на форми, розташовані на поверхні столу, спрямована в сторону вивантажувальної ділянки.
2. Потокова лінія за п. 1, яка відрізняється тим, що металевий стіл має довжину 2,9-3,1 м.
3. Потокова лінія за пп. 1, 2, яка відрізняється тим, що металевий стіл містить вбудовану плиту в своїй нижній частині, що жорстко закріплена під кутом 20-50° щодо горизонтально розташованої поверхні столу, на якій встановлений ударно-вібраційний механізм.
4. Потокова лінія за пп. 1, 2, 3, яка відрізняється тим, що ударно-вібраційним механізмом є принаймні один вібратор.
5. Потокова лінія за пп. 1, 2, 3, 4, яка відрізняється тим, що містить 2 вібратори, що розташовані у вертикальній площині один над іншим.
6. Потокова лінія за пп. 1, 2, 3, 4, 5, яка відрізняється тим, що напрям обертів валів вібраторів є назустріч один одному, тобто напрям обертів вала одного вібратора - за годинниковою стрілкою, напрям обертів другого вібратора - проти годинникової стрілки.
Текст
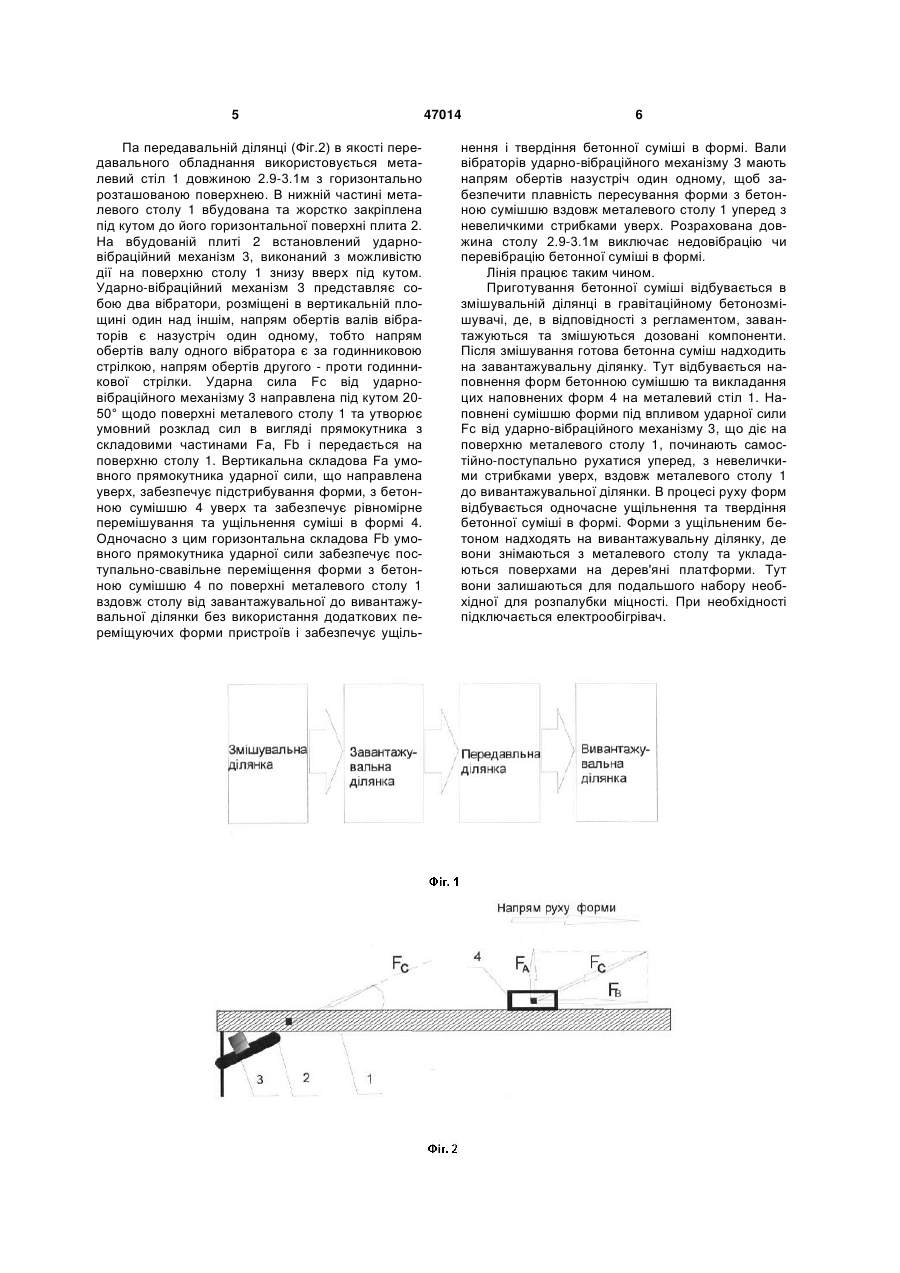
1. Потокова лінія для виготовлення будівельних виробів з бетонних сумішей, що холодно тверднуть, зокрема тротуарних та лицювальних плиток, що містить розміщені в технологічній послідовності змішувальну ділянку для приготування суміші, завантажувальну ділянку, передавальну ділянку для ущільнення та твердіння суміші в формах з одночасним транспортуванням форм із сумішшю, вивантажувальну ділянку та набір форм, розташованих на ділянках із можливістю пересування їх між ділянками вздовж всієї лінії, яка відрізняється тим, що передавальна ділянка містить металевий стіл з горизонтально розташованою поверхнею та ударно-вібраційний механізм, який виконаний з можливістю дії на поверхню столу знизу вверх під кутом 20-50° та ударне зусилля якого має таку величину, що горизонтальна ре U 2 (19) 1 3 гічно складного дорогого енергоємного обладнання, що знижує її економічність та надійність в цілому. Використання багатоярусних платформ з формами ускладнює процес заміни форм при переході з одного виду виробів на інші, ставить індивідуальні малочисельні замовлення в залежність від ступеню зайнятості всієї потокової лінії при виконанні масових замовлень. Це призводить до подорожчання собівартості одиниці готового виробу з малочисельного замовлення. Використання в відомому пристрої багатоярусних платформ з формами потребує включення в процес ще й дорогокоштуючого завантажувального та вивантажувального обладнання з штовхачами, що ускладнює процес одержання готової продукції та збільшує кількість часу для її отримання. Використання в роботі відомої потокової лінії складного пускового механізму для переміщення форм із сумішшю призводить до інтенсивного зносу складових частин, що знижує надійність пристрою. В основу корисної моделі поставлена задача вдосконалення та спрощення потокової лінії для виготовлення тротуарних та лицювальних плиток з бетонних сумішей, в якій за рахунок використання на передавальній ділянці металевого столу завданої довжини, з вбудованими на жорстко закріпленій під кутом плиті двома вібраторами, забезпечується одночасне проходження процесів ущільнення та твердіння бетонної суміші в формах та транспортування форм із сумішшю від завантажувальної до вивантажувальної ділянки без використання додаткових переміщуючих форми пристроїв. За рахунок цього оптимізується процес виготовлення тротуарних та лицювальних плиток, збільшується к.к.д. пристрою, його продуктивність та економічність. Поставлена задача вирішується тим, що в пристрій містить розміщені в технологічній послідовності змішувальну ділянку для приготування бетонної суміші, завантажувальну ділянку, передавальну ділянку для ущільнення та твердіння суміші в формах з одночасним транспортуванням форм із сумішшю, вивантажувальну ділянку та набір форм, розташованих на ділянках із можливістю пересування їх між ділянками вздовж всієї лінії, відповідно до корисної моделі, передавальна ділянка містить металевий стіл з горизонтально розташованою поверхнею та ударно-вібраційний механізм, встановлений на жорстко закріпленій в нижній частині столу плиті під кутом 20-50° щодо горизонтально розташованої поверхні столу, викопаний з можливістю дії на поверхню столу знизу вверх та ударне зусилля якого має таку величину, що горизонтальна результуюча сили, що діє на форми, розташовані на поверхні столу, спрямована в сторону вивантажувальної ділянки, причому металевий стіл має довжину 2, 9-3, 1м, ударновібраційним механізмом є, принаймні, один вібратор, застосовано 2 вібратори, які розташовані у вертикальній площині, один над іншим, напрям обертів палів вібраторів є назустріч один одному, тобто напрям обертів валу одного вібратора є за годинниковою стрілкою, напрям обертів другого вібратора - проти годинникової стрілки. 47014 4 Запропонована конструкція забезпечує оптимізацію та прискорення процесів виготовлення готової продукції за рахунок того, що таким чином відбувається одночасне проходження процесів ущільнення та твердіння бетонної суміші в формах та їх транспортування від завантажувальної до вивантажувальної ділянки, що виключає такі недоліки виробництва, як недовібрацію та перевібрацію. Недовібрація призводить до появи повітряних отворів як на лицьовій поверхні, так і зсередини плитки. Перевібрація викликає переміщення найбільш великих складових бетонної суміши до дна форми, а найбільш дрібних - наверх. Це призводить до нерівномірного застигання та отримання неоднорідного бетону. Запропонована конструкція забезпечує спрощення процесу виготовлення плиток та зниження собівартості одиниці готової продукції за рахунок того, що в передавальній ділянці не використовується традиційний конвеєр з пусковими механізмами, а також не використовуються інші переміщуючі пристрої для форм із сумішшю. Одночасно на металевому столі мається можливість використання форм різноманітних розмірів та різноманітної конфігурації. За рахунок дії ударної сили від ударно-вібраційного механізму на стіл форми з різною масою та розмірами мають можливість проходити одну й ту ж відстань столу до вивантажувальної ділянки з різним прискоренням за різний час. Найбільш масивні форми за рахунок того, що сила від вібраторів діє на стіл та остається постійною, мають прискорення руху найменше, легкі форми проходять з більшим прискоренням. Розрахована довжина столу забезпечує однорідне вібролиття як для масивних, так і для легких по масі форм з різною конфігурацією. Використання столу розрахованої довжини забезпечує оптимальне, однорідне ущільнення суміші, виключаючи недовібрацию та перевібрацію. Ця особливість конструкції столу виключає необхідність переналагодження обладнання під форми певної маси та стану їх наповнення, що надає можливості одночасно виготовлювати плитки різних розмірів. За рахунок того, що вали вібраторів обертаються назустріч один одному, забезпечується плавне пересування форм із сумішшю вздовж столу уперед з невеличкими стрибками. Суть запропонованої корисної моделі пояснюється кресленнями. На Фіг.1 зображена схема потокової лінії для виготовлення тротуарних та лицювальних плиток з бетонних сумішей; на Фіг.2 представлений малюнок фрагменту передавальної ділянки в вигляді поверхні металевого столу з вбудованою під кутом плитою з ударновібраційним механізмом та формою із сумішшю. Потокова лінія містить розміщені в технологічній послідовності (Фіг.1) змішувальну ділянку, призначену для приготування бетонної суміші, завантажувальну ділянку, де відбувається наповнення форм бетонною сумішшю, передавальну ділянку, де безпосередньо відбуваються процеси твердіння та ущільнення бетонної суміші в формах та одночасне транспортування форм та вивантажувальну ділянку, розташовану наприкінці передавальної. 5 Па передавальній ділянці (Фіг.2) в якості передавального обладнання використовується металевий стіл 1 довжиною 2.9-3.1м з горизонтально розташованою поверхнею. В нижній частині металевого столу 1 вбудована та жорстко закріплена під кутом до його горизонтальної поверхні плита 2. На вбудованій плиті 2 встановлений ударновібраційний механізм 3, виконаний з можливістю дії на поверхню столу 1 знизу вверх під кутом. Ударно-вібраційний механізм 3 представляє собою два вібратори, розміщені в вертикальній площині один над іншім, напрям обертів валів вібраторів є назустріч один одному, тобто напрям обертів валу одного вібратора є за годинниковою стрілкою, напрям обертів другого - проти годинникової стрілки. Ударна сила Fс від ударновібраційного механізму 3 направлена під кутом 2050° щодо поверхні металевого столу 1 та утворює умовний розклад сил в вигляді прямокутника з складовими частинами Fa, Fb і передається на поверхню столу 1. Вертикальна складова Fa умовного прямокутника ударної сили, що направлена уверх, забезпечує підстрибування форми, з бетонною сумішшю 4 уверх та забезпечує рівномірне перемішування та ущільнення суміші в формі 4. Одночасно з цим горизонтальна складова Fb умовного прямокутника ударної сили забезпечує поступально-свавільне переміщення форми з бетонною сумішшю 4 по поверхні металевого столу 1 вздовж столу від завантажувальної до вивантажувальної ділянки без використання додаткових переміщуючих форми пристроїв і забезпечує ущіль 47014 6 нення і твердіння бетонної суміші в формі. Вали вібраторів ударно-вібраційного механізму 3 мають напрям обертів назустріч один одному, щоб забезпечити плавність пересування форми з бетонною сумішшю вздовж металевого столу 1 уперед з невеличкими стрибками уверх. Розрахована довжина столу 2.9-3.1м виключає недовібрацію чи перевібрацію бетонної суміші в формі. Лінія працює таким чином. Приготування бетонної суміші відбувається в змішувальній ділянці в гравітаційному бетонозмішувачі, де, в відповідності з регламентом, завантажуються та змішуються дозовані компоненти. Після змішування готова бетонна суміш надходить на завантажувальну ділянку. Тут відбувається наповнення форм бетонною сумішшю та викладання цих наповнених форм 4 на металевий стіл 1. Наповнені сумішшю форми під впливом ударної сили Fс від ударно-вібраційного механізму 3, що діє на поверхню металевого столу 1, починають самостійно-поступально рухатися уперед, з невеличкими стрибками уверх, вздовж металевого столу 1 до вивантажувальної ділянки. В процесі руху форм відбувається одночасне ущільнення та твердіння бетонної суміші в формі. Форми з ущільненим бетоном надходять на вивантажувальну ділянку, де вони знімаються з металевого столу та укладаються поверхами на дерев'яні платформи. Тут вони залишаються для подальшого набору необхідної для розпалубки міцності. При необхідності підключається електрообігрівач. 7 Комп’ютерна верстка М. Мацело 47014 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction line for manufacture of construction articles made of concrete mixtures
Автори англійськоюIhnatovych Valerii Volodymyrovych
Назва патенту російськоюПоточная линия для изготовления строительных изделий из бетонных смесей
Автори російськоюИгнатович Валерий Владимирович
МПК / Мітки
МПК: B28B 7/00
Мітки: сумішей, тротуарних, лінія, бетонних, потокова, плиток, лицювальних, виготовлення
Код посилання
<a href="https://ua.patents.su/4-47014-potokova-liniya-dlya-vigotovlennya-trotuarnikh-ta-licyuvalnikh-plitok-z-betonnikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для виготовлення тротуарних та лицювальних плиток з бетонних сумішей</a>
Форма для виготовлення тротуарних та лицювальних плиток з бетонних сумішей
Номер патенту: 36242
Опубліковано: 27.10.2008
Автор: Ігнатович Валерій Володимирович
МПК: E04F 13/00
Мітки: бетонних, виготовлення, форма, сумішей, лицювальних, тротуарних, плиток
Формула / Реферат:
Форма для виготовлення тротуарних та лицювальних плиток з бетонної суміші, що виконана з еластичної гуми у вигляді суцільної ємкості з пласким або рельєфним дном та боковими стінками, яка відрізняється тим, що ємність має задані розміри товщин стінок та дна в залежності від висоти при наступному їх співвідношенні:h/d=2;d1≤d≤d2, причомуd1=5 мм, d2=6 мм для форми висотою А до 48 мм;d1=8 мм, d2=9 мм для...
Спосіб виготовлення виробів із бетонних сумішей
Номер патенту: 17704
Опубліковано: 16.10.2006
Автори: Дехта Тетяна Миколаївна, Ликова Світлана Олександрівна, Павленко Тетяна Михайлівна, Сторожук Микола Андрійович
МПК: C04B 7/28
Мітки: виробів, сумішей, бетонних, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів із бетонних сумішей, що включає приготування бетонної суміші та ущільнення її вібровакуумуванням, який відрізняється тим, що в процесі приготування бетонної суміші до її складу додають електроліт, наприклад, CaCl2, в кількості 0,4-0,5 мас. % від витрати цементу.
Спосіб виготовлення бетонних сумішей
Номер патенту: 82406
Опубліковано: 10.04.2008
Автори: Зайченко Микола Михайлович, Зайченко Людмила Генадіївна, Братчун Валерій Іванович
МПК: B28C 5/00, C04B 40/00
Мітки: сумішей, спосіб, бетонних, виготовлення
Формула / Реферат:
Спосіб виготовлення бетонних сумішей, що включає перемішування компонентів бетонної суміші, наступне її дозування та обробку в індукторі обертового електромагнітного поля, який відрізняється тим, що свіжоприготовлену бетонну суміш, яка містить у своєму складі феромагнітні добавки, такі як зола-винесення теплових електростанцій, колошниковий пил металургійних комбінатів, відходи гірничо-збагачувальних комбінатів, безпосередньо після...
Спосіб виготовлення виробів із сухих бетонних сумішей
Номер патенту: 59524
Опубліковано: 15.09.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/08
Мітки: сумішей, виготовлення, сухих, бетонних, спосіб, виробів
Формула / Реферат:
1. Спосіб виготовлення виробів із сухих бетонних сумішей, який включає формування, насичення вологою і початкове твердіння, який відрізняється тим, що формування сухої бетонної суміші має місце при сукупній дії вібрації, вакууму і силового привантажу від дії атмосферного тиску, після чого ущільнена і безповітряна суха бетонна суміш, яка знаходиться у вакуумному об'ємі в обтиснутому стані, піддається насиченню вологою без порушення вакууму...
Потокова лінія для підготування та подання шлакостворювальних сумішей у плавильний агрегат та сталерозливний ковш
Номер патенту: 3786
Опубліковано: 27.12.1994
Автори: Бельман Леонід Михайлович, Скорубський Леонід Моїсейович, Аріст Леонід Михайлович, Сахно Валерій Олександрович, Стороженко Анатолій Сергійович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: плавильній, лінія, сумішей, шлакостворювальних, ковш, потокова, сталерозливний, агрегат, подання, підготування
Формула / Реферат:
Поточная линия для подготовки и подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами...
Попередній патент: Спосіб лікування алкогольної залежності
Наступний патент: Спосіб розрахунку за товари та/або послуги за допомогою мобільного телефону
Випадковий патент: Металевий верхняк для кріплення очисного вибою