Спосіб зварювання сталей під флюсом
Номер патенту: 4852
Опубліковано: 28.12.1994
Автори: Іващенко Георгій Антонович, Асніс Аркадій Юхимович, Демченко Юрій Володимирович, Веселов Валентин Арсентьович
Формула / Реферат
СПОСОБ СВАРКИ СТАЛИ ПОД ФЛЮСОМ, при котором во флюс добавлявют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую углекислоту добавляют во флюс в количестве, определяемом из соотношения
mсу = (0,2...0,4)q,
где mсу - масса сухой углекислоты, кг/пог. м;
q - погонная энергия, ккал/см.
Текст
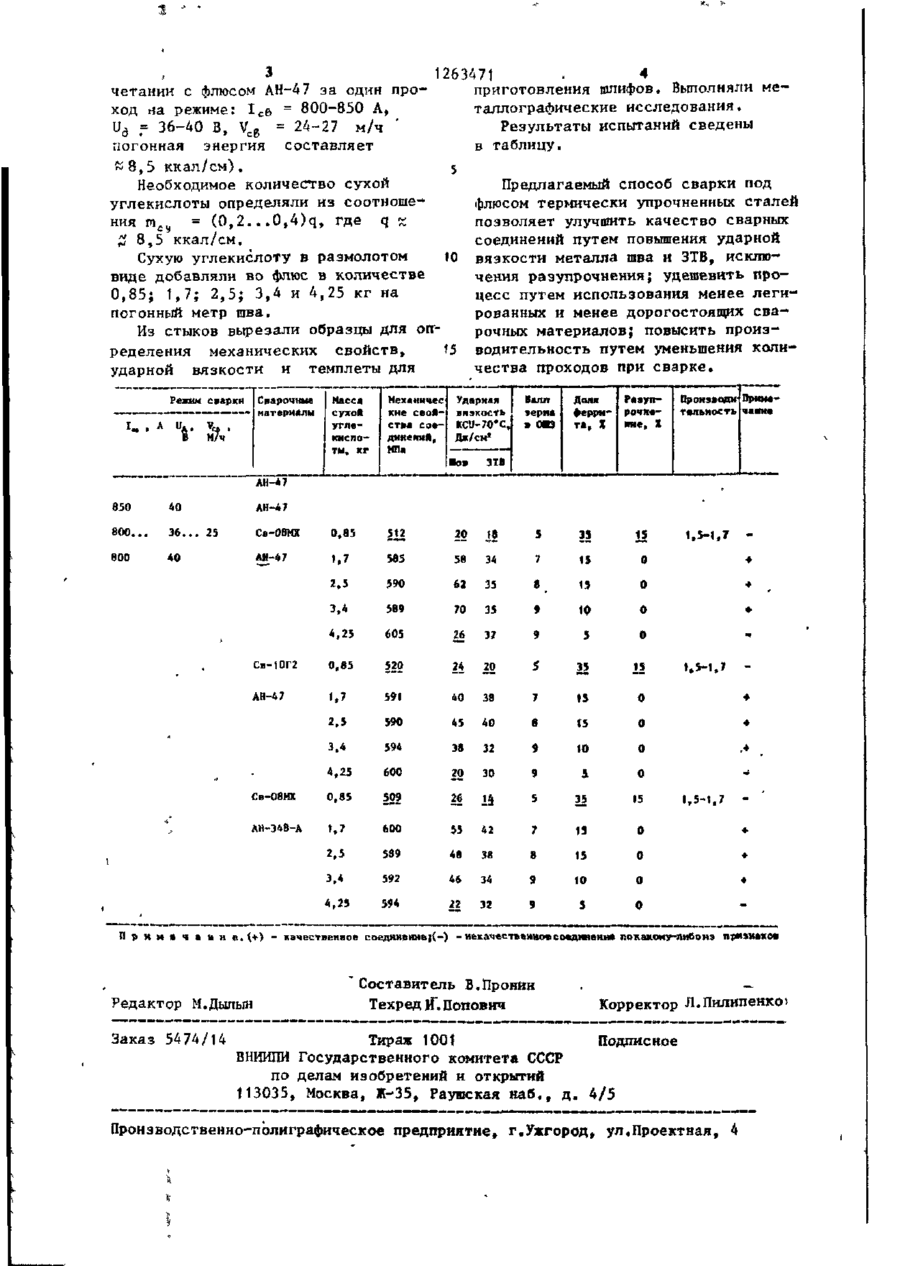
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (19) SIL1263471 (51) 4 А1 В 23 К 9 / 1 8 , 9 / 1 6 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ А АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3912348/25-27 (22) 18.04.85 (46) 15.10.86. Бюл, № 38 (71) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е.О.Патона (72) А.Е.Аснис, Г.А.Иващенко, Ю.В.Демченко и В,А.Веселое (53) 621.791.75.04(088.8) (56) Авторское свидетельство СССР * 261604, кл. В 23 К 9/16, 24.11.69. (54)(57) СПОСОБ СВАРКИ СТАЛГЙ ПОД ФЛЮСОМ, при котором во флюс добавляв ют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучше ния качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую углекислоту добавляют во флюс в количестве, определяемом из соотношения racY = (0,2...0,4)q, где m c - масса сухой углекислоты, кг/пог. м; q - погонная энергия, ккал/см. (Л С 2 6 і А 71 Изобретение относится к электродуговой сварке под флюсом ннзкоуглеродистых и низколегированных конструкционных сталей, в частности термически упрочненных. Предлагаемый способ сварки наиболее эффективно может быть использован для получения качественных сварных соединений и повышения производительности при изготовлении и ремонте сосудов изотермических резервуаров для хранения и перевозки сжиженной двуокиси углерода. Преимущества термически упрочненной стали г повышенная прочность, сопротивляемость к хрупкому разрушению, благоприятная структура и т.п., необходимо в возможно более полной мере сохранять в сварных соединениях конструкций. Снижение данных свойств под тепловым воздействием сварки (разупрочнение) уменьшает эффективность применения этих сталей 5 10 15 20 Цель изобретения - улучшение ка• чества сварного соединения, повыше- 25 ние вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристалли- • зо зации и охлаждения в интервале температур 800-500°С и повышение производительности сварки. Подстуживающее действие сухой углекислоты на стадии существования 35 сварочной ванны способствует снижению ее температуры и соответственно термического цикла сварки на основной металл, а на стадии кристаллизации - измельчению зерна столбчато40 дендритной структуры металла шва и участка перегрева в ЗТВ, а также уменьшению размеров ЗТВ. На стадии остывания сварного соединения в целом подстуживающее действие сухой 45 углекислоты в критическом интервале температур 800-500°С способствует образованию благоприятных структур в металле шва и ЗТВ, обладающих высокой вязкостью и необходимыми свойствами, и устранению разупрочнения в металле ЗТВ. Это позволяет повысить режимы сварки и перейти на сварку за один проход (вместо многопроходной) конструкции с толщиной элементов до 20 мм, осуществить замену сварочных материалов на менее легированные и 55 І -• м менее дорогостоящие, например силрочной проволоки СВ-08МЯ, применяемой в сочетании с флюсом АН-4 7 для сварки конструкций из стали, в частности, 09Г2С, эксплуатирующихся в условиях низких температур до минус 70 С, на проволоку Св-10Г2 либо флюс АН-47 на флюс АН-318-А. Соотношение между массой подаваемоЙ во флюс углекислоты и тепловложением при сварке получено для автоматической сварки под флюсом. При отклонении коэффициента и соответственно массы сухой углекислоты в меньшую сторону подстуживание проходит менее интенсивно. При УТОМ сварное соединение не отвечает тре-> буемым показателям по вязкости и механическим свойствам, наблюдается разупрочнение, невозможна замена сварочных материалов на менее легированные. При отклонении коэффициента и соответственно массы сухой углекислоты в большую сторону повышается интенсивность подстуживания, что приводит к образованию закалочных структур и трещин, снижению показателей вязкости металла шва. Таким образом, соотношение тс v = - (0,2...0,4)q является оптимальным. Проводилась сварка стыковых соединений термически упрочненной стали 09Г2С толщиной 14 мм. Химический состав стали, %: С 0,1; Si 0,6; Мп 1,58; S 0,03; Р 0,02. Механические свойства: S T = 440 МПа, 6В = = 590 МПа, 85 = 25%, ударная вязкость KCU - 70°С г 52 Дж/см 2 . Сварочные материалы, обеспечивающие нормативные показатели вязкости и механических свойств, - сварочная проволока Св-08МХ в сочетании с флюсом АН-47. Режим сварки, гарантирующий отсутствие разупрочнения металла в ЗТВ и обеспечивающий ударную вязкость в ЗТВ по границе сопротивления на уровне KCU - 70°С > 30 Дж/см 2 , 1 с 6 = 650-700 A, \Ja = 36-40 В, V c 6 = = 34 м/ч, (погонная энергия составляет z 6,0 ккал/см). Сварка выполняется за два прохода с обязательным остыванием после первого прохода (базовый способ), Сварку по предлагаемому способу выполняли сварочной проволокой Св09МХ в сочетании с флюсом АН-4 7 и \H-348-A, проволокой Св-10Г2 в со 1263471 приготовления шлифов. Выполняли мечетании с флюсом АН-47 за один проталлографические исследования. ход на режиме: 1се = 800-850 А, Результаты испытаний сведены U d = 36-40 В, Vc6 = 24-27 м/ч ' в таблицу. погонная энергия составляет tt 8,5 ккал/см). Предлагаемый способ сварки под Необходимое количество сухой флюсом термически упрочненных сталей углекислоты определяли из соотноше-* позволяет улучшить качество сварных ния тсч = (0,2...0,4)q, где q % соединений путем повышения ударной £ 8 , 5 ккал/см. 10 вязкости металла шва н ЗТВ, исклюСухую углекислоту в размолотом чения разупрочнения; удешевить провиде добавляли во флюс в количестве цесс путем использования менее леги0,85; 1,7; 2,5; 3,4 и 4,25 кг на рованных и менее дорогостоящих свапогонный метр шва. рочных материалов; повысить пронэИз стыков вырезали образцы для о г гводительность путем уменьшения колиределения механических свойств, чества проходов при сварке. ударной вязкости и темплеты для Режим сварки A U.. в V Сварочные материалы , м/ч Массе сухой углекислоты, кг Механичес кие свойства соединений, ИПа Ударная ВЯЗКОСТЬ KCU-70*C, Цж/см1 о. Балл зерна вО Э Ш Доля •еррнта, X Разупрочнение, X Производи Прюмтояьность чаин* ЗТВ АН-47 850 40 АН-47 800... 3 6 . . . 25 Са-ОВМХ 0,85 ЗІ2 20 600 40 АН-47 1,7 585 58 2,5 590 S 35 15 34 7 15 0 62 35 8 13 0 589 70 35 9 10 О 4,25 605 26 37 9 5 о Св-10Г2 0,85 520 24 20 S 35 15 АН-47 1.7 59! 40 38 7 »5 о 2.5 590 45 40 8 15 о 3,4 594 38 32 9 10 о 4,25 600 20 30 9 5 о Св-ОвМХ 0,85 509 26 14 5 35 15 AH-3U8-A '.7 600 55 42 7 13 0 2,5 589 48 38 8 15 О 3,4 592 46 34 9 10 0 4,25 594 П 32 9 3 0 1,5-1,7 1,5-1,7 П р и м е ч а н и е . (+) - качественное соединение;!-) - некачественно* соединение покажому-лиСо иэ признаков Редактор М.Дылын Заказ 5474/14 Составитель В.Пронин Техред Й~.Попович Корректор Л.Пилипенкс» Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hidden arc welding steels
Автори англійськоюAsnis Arkadii Yukhymovich, Ivaschenko Heorhii Antonovych, Demchenko Yurii Volodymyrovych, Veselov Valentyn Arsentiiovych
Назва патенту російськоюСпособ сварки сталей под флюсом
Автори російськоюАснис Аркадий Ефимович, Иващенко Георгий Антонович, Демченко Юрий Владимирович, Веселов Валентин Арсентьевич
МПК / Мітки
Мітки: сталей, флюсом, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-4852-sposib-zvaryuvannya-stalejj-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання сталей під флюсом</a>
Спосіб зварювання під флюсом
Номер патенту: 4221
Опубліковано: 27.12.1994
Автори: Пікман Борис Абрамович, Ліптуга Іван Васильович, Іващенко Георгій Антонович, Демченко Юрій Володимирович, Асніс Аркадій Юхимович, Веселов Валентин Арсентьович
Мітки: спосіб, зварювання, флюсом
Формула / Реферат:
Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повышенной прочности, при котором во флюс подают смесь аргона с кислородом, отличающийся тем, что, с целью повышения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу, повышения вязкости зоны термического влияния и упрощения технологии изготовления,...
Керамічний флюс для зварювання низьколегованих сталей
Номер патенту: 5156
Опубліковано: 28.12.1994
Автори: Устинов Сергій Денисович, Кушнерьов Данило Матвійович, Головко Віктор Володимирович, Походня Ігор Костянтинович, Зарубін Андрій Михайлович
МПК: B23K 35/362
Мітки: низьколегованих, флюс, сталей, керамічний, зварювання
Формула / Реферат:
Керамический флюс для сварки низколегированных сталей, содержащий обожженный магнезит, плавиковый шпат, электрокорунд, волластонит, марганец, силикат натрия, отличающийся тем, что, с целью повышения хладостойкости металла шва, определяемой на образцах на ударный изгиб с острым надрезом, при сохранении высоких сварочно-технологических свойств флюса он дополнительно содержит ферротитан и ферробор при следующем соотношении компонентов, маc....
Керамічний флюс для зварювання низьколегованих сталей
Номер патенту: 5155
Опубліковано: 28.12.1994
Автори: Головко Віктор Володимирович, Походня Ігор Костянтинович, Кушнерьов Данило Матвійович
МПК: B23K 35/362
Мітки: керамічний, флюс, сталей, зварювання, низьколегованих
Формула / Реферат:
Керамический флюс для сварки низколегированных сталей, содержащий магнезит обожженный, волластонит, плавиковый шпат, ферромарганец, силикокальций, алюминиевый порошок, двуокись алюминия, компоненты-окислители, отличающийся тем,что, с целью улучшения отделимости шлаковой корки при сварке в глубокую разделку, улучшения формирования металла шва и уменьшения гигроскопичности флюса, в качестве компонентов - окислителей флюс содержит...
Керамічний флюс для зварювання низьколегованих високоміцних сталей
Номер патенту: 5157
Опубліковано: 28.12.1994
Автори: Головко Віктор Володимирович, Ямський Марат Вікторович, Походня Ігор Костянтинович, Баскаков Генадій Васильович, Устинов Сергій Денисович, Соколов Олег Григорович, Зарубін Андрій Михайлович, Кушнерьов Данило Матвійович, Грищенко Леонід Володимирович
МПК: B23K 35/362
Мітки: флюс, високоміцних, керамічний, низьколегованих, зварювання, сталей
Формула / Реферат:
Керамический флюс для сварки низколегированных высокопрочных сталей, содержащий обожженный магнезит, компонент, содержащий не менее 95% а-Аl2О3, волластонит, марганец, силикат натрия, ферротитан, ферробор, отличающийся тем, что, с целью повышения хладостойкости и предела текучести металла шва, а также снижения содержания в нем диффузионного водорода при сохранении высоких сварочно-технологических свойств флюса, он дополнительно...
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Курланов Сергій Олександрович, Роговський Анатолій Антонович, Галініч Володимир Іларіонович, Осіпов Микола Якович, Залевський Анатолій Васильович, Потапов Микола Миколайович
МПК: B23K 35/362
Мітки: вуглецевих, низьколегованих, флюс, зварювання, сталей
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Попередній патент: Спосіб агломерації рудних матеріалів
Наступний патент: Пристрій для захисту електродвигуна від перевантаження і роботи на двох фазах
Випадковий патент: Пристрій для виміру ємності