Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Галініч Володимир Іларіонович, Курланов Сергій Олександрович, Роговський Анатолій Антонович, Залевський Анатолій Васильович, Потапов Микола Миколайович, Осіпов Микола Якович
Формула / Реферат
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %):
диоксид кремния
35-45
оксид марганца (II)
25-40
оксид кальция
8-18
оксид магния
1-8
оксид алюминия
1-8
кальций фтористый
2-8
сумма оксидов калия и натрия
0,5-3
оксид железа (III)
0,5-2,5
сумма оксидов марганца (III и IV)
0,2-4
при этом сумма оксидов железа (III) и марганца (III и IV) должна составлять 1-5мас.% и при значениях этой суммы до 2,5 мас. % содержание оксида марганца (IV) должно составлять не менее 50% от общего количества оксидов марганца (III и IV), и значение основности флюса должно отвечать следующему соотношению:
где N - мольные доли соединений.
Текст
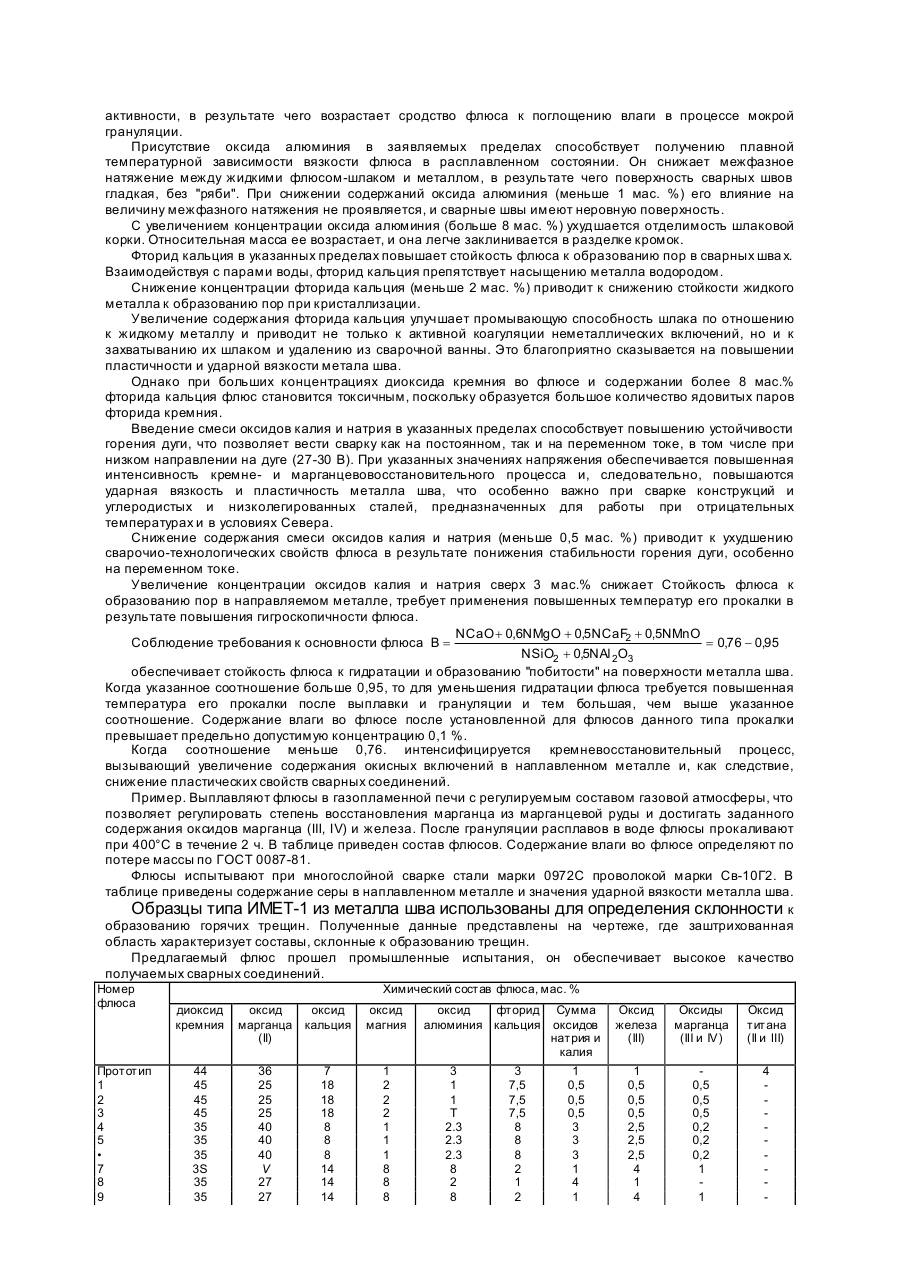
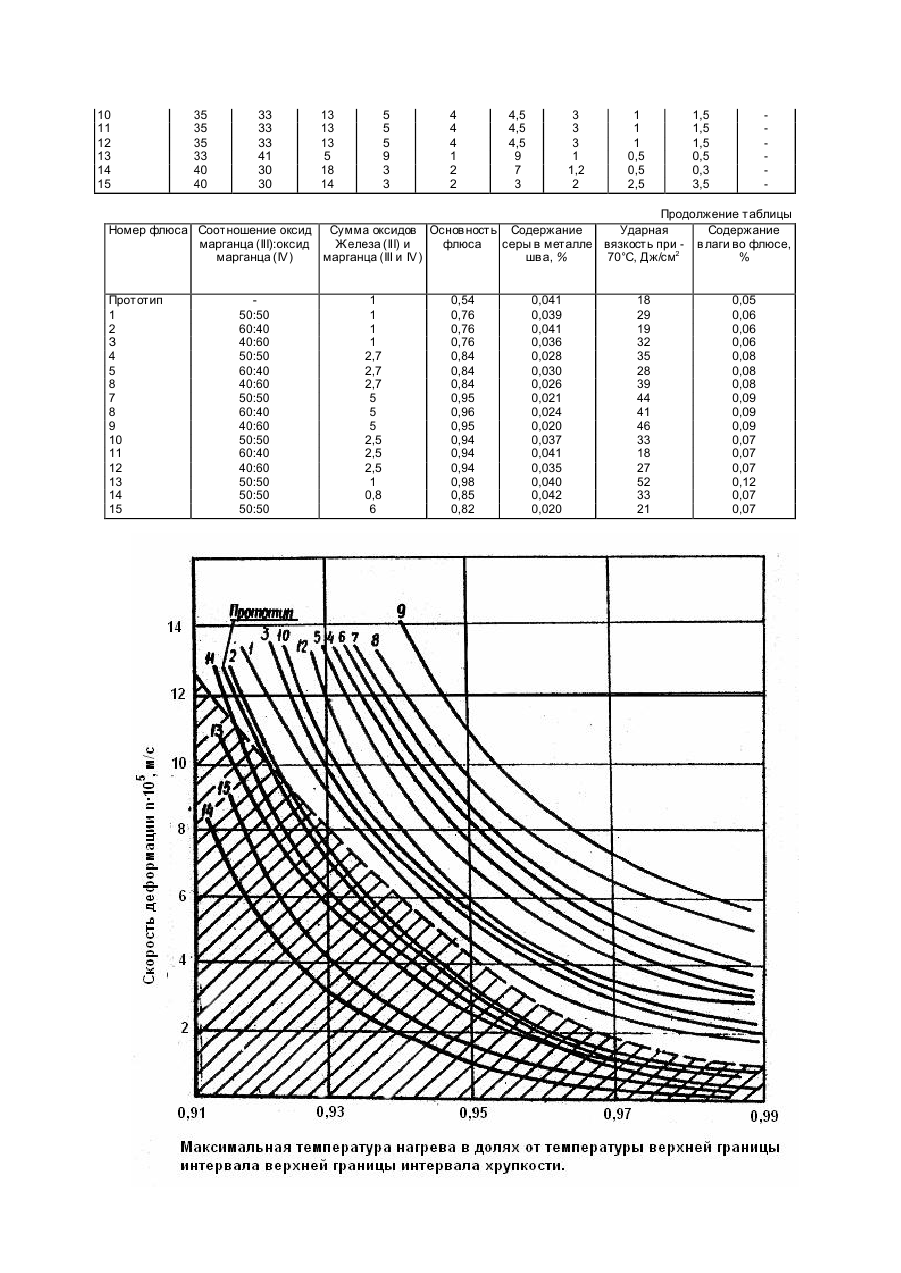
Изобретение относится к варке и касается составов плавленых флюсов, которые могут использоваться для механизированной сварки изделий из углеродистых и низколегированных сталей в различных областях машиностроения и строительстве. Известен флюс марки АН-348-А [1], применяемый для механизированной дуговой, сварки изделий и углеродистых и низколегированных сталей, содержащий мас. % Диоксид кремния 41-44 Оксид марганца (11) 34-38 Оксид кальция не более 6,5 Оксид магния 5,0-7.5 Оксид алюминия не более 4,5 Фторид кальция 4,0-5.5 Оксид железа (11) не более 2. Однако отсутствие в составе флюса оксидов калия и натрия снижает его стабилизирующие свойства и не позволяет применять его при сварке на переменном токе. Кроме того, при сварке флюсом АН-348-А высоки содержание мелкодисперсных включений (до 0,1 %) и концентрация серы и фосфора, что отрицательно сказывается на величине ударной вязкости, трещиностойкости и не позволяет использовать этот флюс для сварки конструкций, работающих в условиях Севера и при температуре ниже 30°С. Известен также флюс для электродуговой сварки [2], содержащий (мас. %): Диоксид кремния 42-46 Оксид марганца 35-40 Оксид кальция 3-11 Оксид магний 0,5 - 3,0 Оксид алюминия 1,5-5,5 Фторид кальция 2-4 Сумма оксидов натрия и калия 0,5-2,0 Оксид железа (III) не более при основности, подсчитанной по формуле 1,5 NCaO + 0,6NMgO + 0,5NCaF2 + 0,5NMnO B= NSiO2 + 0,5NAl 2O3 где N - мольная доля соединения, равной 0,4-0,75. Причиной, которая препятствует получению необходимого технического результата, является высокая кислотность флюса. Последняя обусловливает интенсивный переход кремния из флюса-шлака, засорение металла шва оксидными силикатными включениями, что отрицательно сказывается на величине ударной вязкости, особенно при отрицательных температурах. Так, например. в соответствии с требованиями ОСТ 2556-291-87 "сосуды и аппараты стальные сварочные", ударная вязкость металла шва при температуре испытаний -70°C должна быть не менее 28 Дж/см. Проведенные испытания показали, что флюс-прототип указанным требованиям не соответствуе т. Кроме того, из-за недостаточной окислительной способности флюса нельзя добиться снижения содержания серы в наплавленном металле, что в случае применения сварочных проволок с повышенным содержанием серы может вызвать образование горячих тре щин. Задачей, на решение которой направлено изобретение, является создание такого состава флюса, который благодаря добавлению новых и изменению содержания известных ингредиентов, позволил бы повысить качество металла шва при сварке углеродистых и низколегированных сталей. Поставленная задача решается тем, что флюс, содержащий диоксид кремния, оксиды марганца (II), кальция, магния, алюминия, калия, натрия, железа (III) и фторид кальция, в соответствии с заявленным изобретением дополнительно содержит оксиды марганца (III и IV) при следующих соотношениях ингредиентов (мас. %): Диоксид кремния 35 - 45 Оксид марганца (II) 25-40 Оксид кальция 8-18 Оксид магния 1 -8 Оксид алюминия 1-8 Фторид кальция 2-8 Сумма оксидов натрия и калия 0,5-3.0 Оксид железа (III) 0,5-2.5 Сумма оксидов марганца (III и IV) 0,2 - 4.0 при этом сумма оксидов железа (III) и марганца (III и IV) должна составлять 1-5мас.% и при значениях этой суммы до 2,5 мас. % содержание оксида марганца (IV) должно составлять не менее 50% общего количества оксидов марганца (III и IV), а основность флюса должна отвечать следующему соотношению: NCaO + 0,6NMgO + 0,5NCaF2 + 0,5NMnO B= = NSiO2 + 0,5NAl 2 O3 = 0,76 - 0,95 где N - мольные доли соединений. В ведение оксидов марганца (III и IV) при содержании оксида марганца (IV) не менее 50% от из общего количества в совокупности с оксидом железа (Ж) вызывает рост концентрации свободного кислорода как в атмосфере сварочной дуги, так и на межфазной границе за счет их диссоциации по реакциям 2Mn 3O 4® 6MnO + O2 ¬ 2Mn 2O3 ® 4MnO + O2 ¬ 2Fe 2O3 ® 4FeO + O 2 . ¬ 1-вооодныи кислород окисляет серу ( O 2 + S®SO 2 ), что способствует уменьшению концентрации ¬ легкоплавкой эвтектики FeS, разупрочняющей границы зерен кристаллизующегося металла. Склонность металла шва к образованию горячих трещин оценивают по допустимой скорости деформации при различных температурах нагрева по методике НПО ЦНИИТМАШ. При содержании оксидов марганца (III) и (V) менее 0,2 мас. %, содержании оксида марганца (IV) менее 50% от их общего количества и их суммы с оксидом железа (III) менее 1.0 мас. % флюс теряет окислительную способность, позволяющую обеспечивать окисление серы и снижать ее концентрацию в металле шва по сравнению с содержанием в сварочной проволоке. При содержании оксидов марганца (III и IV) более 4.мас.% и их суммы с оксидом железа (III) более 5 мас. % происходит чрезмерное повышение концентрации кислорода в металле шва, что отрицательно сказывается как на стойкости к образованию горячих трещин, так и на величине ударной вязкости металла шва. При концентрации диоксида кремния ниже 35 мас. % ухудшаются формирующие свойства флюса, особенно при сварке угловых (пристеночных) швов. В дополнение к этому возрастает склонность флюса к гидратации, а следовательно, склонность к образованию пор наплавленного металла. При концентрации диоксида кремния больше 45 маc. % весьма интенсивно протекают кремнийвосстановительные процессы по реакциям: (SiO2 )ф + 2Feж ® 2[FeO] + [Si] ¬ (SiO2 )ф + [Me ]® 2[MeO 2 ] + [Si] ¬ где Me - легирующие элементы стали. Следствием протекания этих реакций является не только чрезмерное возрастание концентрации кремния в металле шва, но и засорение последнего мелкодисперсными включениями кварца. Это приводит к падению пластичности и ударной вязкости металла шва. Присутствие оксида марганца (II) в заявляемых пределах обеспечивает получение плавной температурной зависимости вязкости, влияющей на укрывающую способность шлака. Дополнительно оксид марганца (И) взаимодействует с жидким металлом в сварочной ванне по реакции: (MnO )ф + Fe ж ® [FeO] + [Mn ] ¬ Оксид марганца (II), как и SiO2, создает мелкодисперсные оксидные включения в металле шва, которые, соединяясь с мелкодисперсными включениями кварца, коагулируют, имея пониженную температуру плавления, и лучше удаляются из металлической сварочной ванны, очищая металл шва. Кроме того, на таких включениях с пониженной температурой плавления конденсируются сера и фосфор, что повышает стойкость металла шва как к образованию горячих трещин, так и к хладоломкости. При концентрации ниже 25 мас. % оксид марганца (II) не влияет эффективно как на физические характеристики шлака в температурном интервале сварки, так и на процесс очищения металла шва от неметаллических включений, в том числе серы и фосфора. С увеличением концентрации оксида марганца (II) сверх 40 мас. % жидкотекучесть флюса в расплавленном состоянии увеличивается, в результате чего ухудшается укрывающая способность шлака, особенно при сварке угловых (пристеночных) швов. Оксид кальция, являясь поверхностно-активным компонентом в составе флюса, способствует улучшению формирования сварного шва, в частности получению плавного перехода от краев шва к основному металлу, без крутых кромок, являющихся нишами для залегания шлаковых включений. Он также способствует образованию шва с вогнутым мениском при сварке угловых швов, особенно при сварке в горизонтальном положении. Обладая повышенным средством к сере и фосфору, оксид кальция улучшает металлургические свойства флюса , способствуя повышению чистоты металла по сере и фосфор у. Пои снижении концентрации оксида кальция ниже 8 мас. % его воздействие на формирование шва, а также его металлургическая активность в отношении примесей серы и фосфора снижаются. Увеличение содержания оксида кальция сверх 18 мас. % отрицательно сказывается на стойкости флюса к гидратации и требует повышения температуры прокалки флюса перед сваркой пропорционально увеличению концентрации оксида кальция в его составе. Кроме того, возрастает жидкотекучесть шлака в расплавленном состоянии, что отрицательно влияет на его укрывающую способность. Оксид магния, являясь термически стойким и тугоплавким компонентом, придает флюсу высокую температуру размягчения и повышает коэффициент теплового расширения его шлаковой корки, препятствуя тем самым ее механическому удержанию на поверхности шва, т.е. способствует удалению поверхности шлака с металла шва. При содержании оксида магния меньше 1 мас. % уменьшается коэффициент термического расширения шлака при 20-600°C и ухудшается удаление шлака с поверхности металла шва. При этом возрастает температурный интервал размягчения шлака, что также отрицательно сказывается на отделимости шлаковой корки. Введение сверх 8 мас. % оксида магния отрицательно воздействует на стойкость флюса к гидратации и требует повышения температуры прокалки флюса перед сваркой пропорционально увеличению концентрации оксида магния в его составе. Это связано с тем, что частично замещая в кремнеалюмокисдородных каркасных анионах оксид кальция, оксид магния способствует повышению его активности, в результате чеro возрастает сродство флюса к поглощению влаги в процессе мокрой грануляции. Присутствие оксида алюминия в заявляемых пределах способствует получению плавной температурной зависимости вязкости флюса в расплавленном состоянии. Он снижаетмежфазное натяжение между жидкими флюсом-шлаком и металлом, в результате чего поверхность сварных швов гладкая, без "ряби". При снижении содержаний оксида алюминия (меньше 1 мас. %) его влияние на величину межфазного натяжения не проявляется, и сварные швы имеют неровную поверхность. С увеличением концентрации оксида алюминия (больше 8 мас. %) ухудшается отделимость шлаковой корки. Относительная масса ее возрастает, и она легче заклинивается в разделке кромок. Фторид кальция в указанных пределах повышает стойкость флюса к образованию пор в сварных шва х. Взаимодействуя с парами воды, фторид кальция препятствует насыщению металла водородом. Снижение концентрации фторида кальция (меньше 2 мас. %) приводит к снижению стойкости жидкого металла к образованию пор при кристаллизации. Увеличение содержания фторида кальция улучшает промывающую способность шлака по отношению к жидкому металлу и приводит не только к активной коагуляции неметаллических включений, но и к захватыванию их шлаком и удалению из сварочной ванны. Это благоприятно сказывается на повышении пластичности и ударной вязкости метала шва. Однако при больших концентрациях диоксида кремния во флюсе и содержании более 8 мас.% фторида кальция флюс становится токсичным, поскольку образуется большое количество ядовитых паров фторида кремния. Введение смеси оксидов калия и натрия в указанных пределах способствует повышению устойчивости горения дуги, что позволяет вести сварку как на постоянном, так и на переменном токе, в том числе при низком направлении на дуге (27-30 В). При указанных значениях напряжения обеспечивается повышенная интенсивность кремне- и марганцевовосстановительного процесса и, следовательно, повышаются ударная вязкость и пластичность металла шва, что особенно важно при сварке конструкций и углеродистых и низколегированных сталей, предназначенных для работы при отрицательных температурах и в условиях Севера. Снижение содержания смеси оксидов калия и натрия (меньше 0,5 мас. %) приводит к ухудшению сварочио-технологических свойств флюса в результате понижения стабильности горения дуги, особенно на переменном токе. Увеличение концентрации оксидов калия и натрия сверх 3 мас.% снижает Стойкость флюса к образованию пор в направляемом металле, требует применения повышенных температур его прокалки в результате повышения гигроскопичности флюса. NCaO + 0,6NMgO + 0,5NCaF2 + 0,5NMnO Соблюдение требования к основности флюса B = = 0,76 - 0,95 NSiO2 + 0,5NAl 2O3 обеспечивает стойкость флюса к гидратации и образованию "побитости" на поверхности металла шва. Когда указанное соотношение больше 0,95, то для уменьшения гидратации флюса требуется повышенная температура его прокалки после выплавки и грануляции и тем большая, чем выше указанное соотношение. Содержание влаги во флюсе после установленной для флюсов данного типа прокалки превышает предельно допустимую концентрацию 0,1 %. Когда соотношение меньше 0,76. интенсифицируется кремневосстановительный процесс, вызывающий увеличение содержания окисных включений в наплавленном металле и, как следствие, снижение пластических свойств сварных соединений. Пример. Выплавляют флюсы в газопламенной печи с регулируемым составом газовой атмосферы, что позволяет регулировать степень восстановления марганца из марганцевой руды и достигать заданного содержания оксидов марганца (III, IV) и железа. После грануляции расплавов в воде флюсы прокаливают при 400°C в течение 2 ч. В таблице приведен состав флюсов. Содержание влаги во флюсе определяют по потере массы по ГОСТ 0087-81. Флюсы испытывают при многослойной сварке стали марки 0972С проволокой марки Св-10Г2. В таблице приведены содержание серы в наплавленном металле и значения ударной вязкости металла шва. Образцы типа ИМЕТ-1 из металла шва использованы для определения склонности к образованию горячих трещин. Полученные данные представлены на чертеже, где заштрихованная область характеризует составы, склонные к образованию трещин. Предлагаемый флюс прошел промышленные испытания, он обеспечивает высокое качество получаемых сварных соединений. Номер флюса Прототип 1 2 3 4 5 • 7 8 9 Химический состав флюса, мас. % диоксид кремния 44 45 45 45 35 35 35 3S 35 35 оксид оксид марганца кальция (II) 36 25 25 25 40 40 40 V 27 27 7 18 18 18 8 8 8 14 14 14 оксид магния 1 2 2 2 1 1 1 8 8 8 оксид фторид Сумма алюминия кальция оксидов натрия и калия 3 1 1 T 2.3 2.3 2.3 8 2 8 3 7,5 7,5 7,5 8 8 8 2 1 2 1 0,5 0,5 0,5 3 3 3 1 4 1 Оксид железа (III) Оксиды марганца (III и IV) Оксид титана (II и III) 1 0,5 0,5 0,5 2,5 2,5 2,5 4 1 4 0,5 0,5 0,5 0,2 0,2 0,2 1 1 4 10 11 12 13 14 15 35 35 35 33 40 40 33 33 33 41 30 30 13 13 13 5 18 14 5 5 5 9 3 3 4 4 4 1 2 2 4,5 4,5 4,5 9 7 3 3 3 3 1 1,2 2 1 1 1 0,5 0,5 2,5 1,5 1,5 1,5 0,5 0,3 3,5 Продолжение таблицы Номер флюса Соотношение оксид Сумма оксидов Основ ность Содержание Ударная Содержание марганца (III):оксид Железа (III) и флюса серы в металле вязкость при - в лаги во флюсе, марганца (IV) марганца (III и IV) шв а, % 70°С, Дж/см2 % Прототип 1 2 З 4 5 8 7 8 9 10 11 12 13 14 15 50:50 60:40 40:60 50:50 60:40 40:60 50:50 60:40 40:60 50:50 60:40 40:60 50:50 50:50 50:50 1 1 1 1 2,7 2,7 2,7 5 5 5 2,5 2,5 2,5 1 0,8 6 0,54 0,76 0,76 0,76 0,84 0,84 0,84 0,95 0,96 0,95 0,94 0,94 0,94 0,98 0,85 0,82 0,041 0,039 0,041 0,036 0,028 0,030 0,026 0,021 0,024 0,020 0,037 0,041 0,035 0,040 0,042 0,020 18 29 19 32 35 28 39 44 41 46 33 18 27 52 33 21 0,05 0,06 0,06 0,06 0,08 0,08 0,08 0,09 0,09 0,09 0,07 0,07 0,07 0,12 0,07 0,07
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux for welding of carbon and low-alloy steels
Автори англійськоюOsypov Mykola Yakovych, Rohovskyi Anatolii Antonovych, Kurlanov Serhii Oleksandrovych, Potapov Mykola Mykolaiovych, Halynych Volodymyr Ilarionovych, Zalevskyi Anatolii Vasyliovych
Назва патенту російськоюФлюс для сварки углеродистых и низколегированных сталей
Автори російськоюОсипов Николай Яковлевич, Роговский Анатолий Антонович, Курланов Сергей Александрович, Потапов Николай Николаевич, Галинич Владимир Илларионович, Залевский Анатолий Васильевич
МПК / Мітки
МПК: B23K 35/362
Мітки: вуглецевих, сталей, флюс, зварювання, низьколегованих
Код посилання
<a href="https://ua.patents.su/4-678-flyus-dlya-zvaryuvannya-vuglecevikh-ta-nizkolegovanikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Флюс для зварювання вуглецевих та низьколегованих сталей</a>
Флюс для гарячого цинкування стальних виробів
Номер патенту: 685
Опубліковано: 15.12.1993
Автори: Мітніков Ілля Юхимович, Бочаров Олександр Яковлевич, Проскурін Євген Васильович, Ісаєв Юрій Гасанович, Попов Микола Григорович, Норвилло Надія Юріївна, Куліба Тетяна Миколаївна, Новак Василь Павлович, Гладуш Василь Макарович, Кулагіна Людмила Миколаївна
МПК: C23C 2/30
Мітки: гарячого, виробів, цинкування, стальних, флюс
Формула / Реферат:
Формула изобретения1. Флюс для горячего цинкования стальных изделий, содержащий хлоридцинка, хлорид аммония, поверхностно-активное вещество и воду, отличающийся тем, что, с целью повышения термостойкости флюса, он дополнительно содержит карналлит и гартцинк, а в качестве поверхностно-активного вещества - препарат ОМЕГА-1 при следующем соотношении компонентов, г: Хлорид цинка 100-300 ...
Катод для електродугових процесів
Номер патенту: 150
Опубліковано: 30.04.1993
Автори: Лакомський Віктор Йосипович, Таран Олександр Якович, Ковалевський Євген Валентинович
МПК: B23K 35/24
Мітки: електродугових, катод, процесів
Формула / Реферат:
1. Катод для электродуговых процессов, содержащий защитную пленку, состоящую из оксидов и нитридов элементов подгруппы титана и оксидов щелочноземельных металлов, отличающийся тем, что, с целью повышения качества обработки путем улучшения стабильности электрических параметров дуги, пленка дополнительно содержит оксид алюминия при следующем соотношении компонентов, мас.%:оксиды щелочноземельных металлов 3 -...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Толстопятов Костянтин Сергійович, Тагер Лев Рафаілович, Латаш Юрій Вадімович, Торхов Генадій Федорович, Стеценко Микола Васильович, Фролов Леонід Валеріанович, Ліхобаба Олексій Васильович
Мітки: зливків, пдп, заготовок, сплавів, поверхневого, сталей, шару, жароміцих, спосіб
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб котактного стикового зварювання оплавленням
Номер патенту: 318
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Горонков Микола Дмитрович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Бєляєв Данило Іванович
МПК: B23K 11/04
Мітки: котактного, оплавленням, спосіб, зварювання, стикового
Формула / Реферат:
Формула изобретенияСпособ контактной стыковой сварки оплавлением, при котором после оплавления производят осадку на заданный припуск, а после осадки сварное соединение выдерживают под действием осевого усилия в течение времени, обеспечивающего его охлаждение до определенной температуры, отличающийся тем, что, с целью повышения производительности способа и получения деталей заданных конечных размеров, выдержку сварного соединения...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Загадарчук Василь Феодосійович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, зварювання, спосіб, оплавленням, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Попередній патент: Оправка
Наступний патент: Спосiб виготовлення верхнього плечового одягу
Випадковий патент: Спосіб негормонального лікування ранньої менопаузи у жінок з гіпокінезією