Спосіб зварювання під флюсом
Номер патенту: 4221
Опубліковано: 27.12.1994
Автори: Іващенко Георгій Антонович, Асніс Аркадій Юхимович, Веселов Валентин Арсентьович, Демченко Юрій Володимирович, Пікман Борис Абрамович, Ліптуга Іван Васильович
Формула / Реферат
Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повышенной прочности, при котором во флюс подают смесь аргона с кислородом, отличающийся тем, что, с целью повышения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу, повышения вязкости зоны термического влияния и упрощения технологии изготовления, смесь аргона и кислорода подают при сварке последнего слоя на границу контакта расплавленного металла сварочной ванны и основного металла под углом 30-60° к оси горелки в плоскости, перпендикулярной направлению движения горелки, со скоростью истечения QC = mVCB, где VCB - скорость сварки, mÎ(0,5-0,7) при содержании кислорода в смеси 5-20%.
Текст
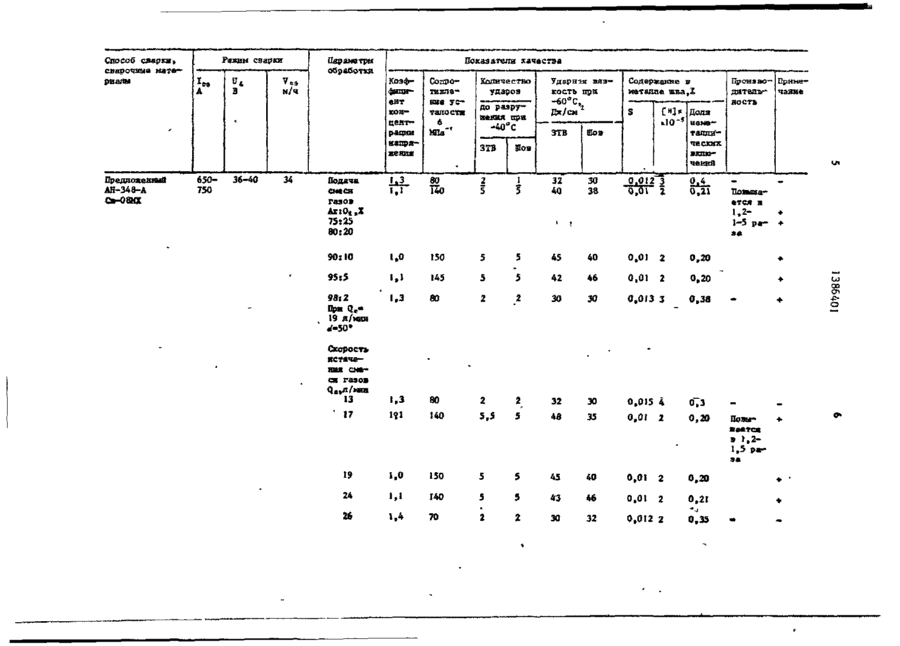
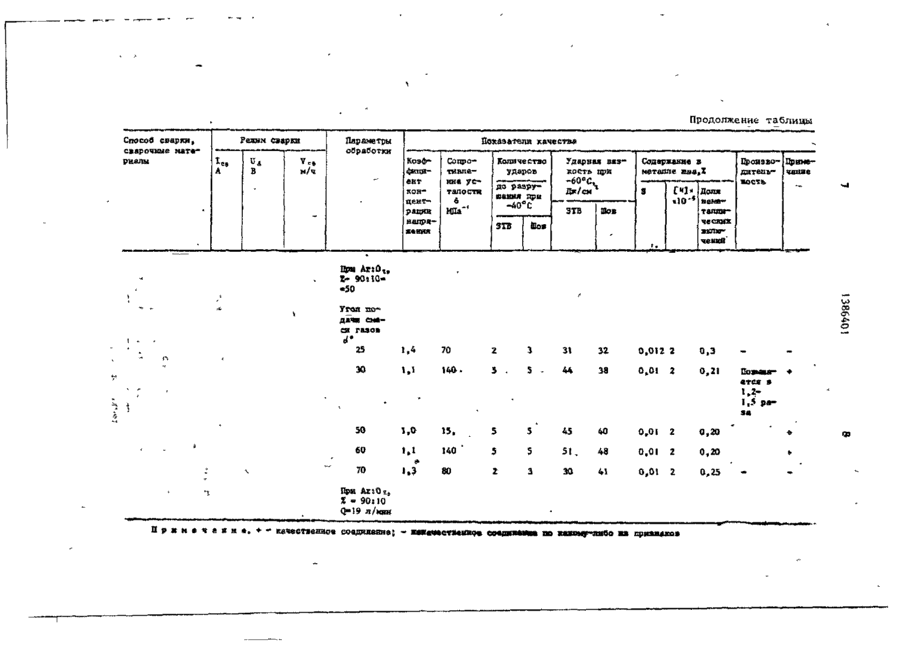
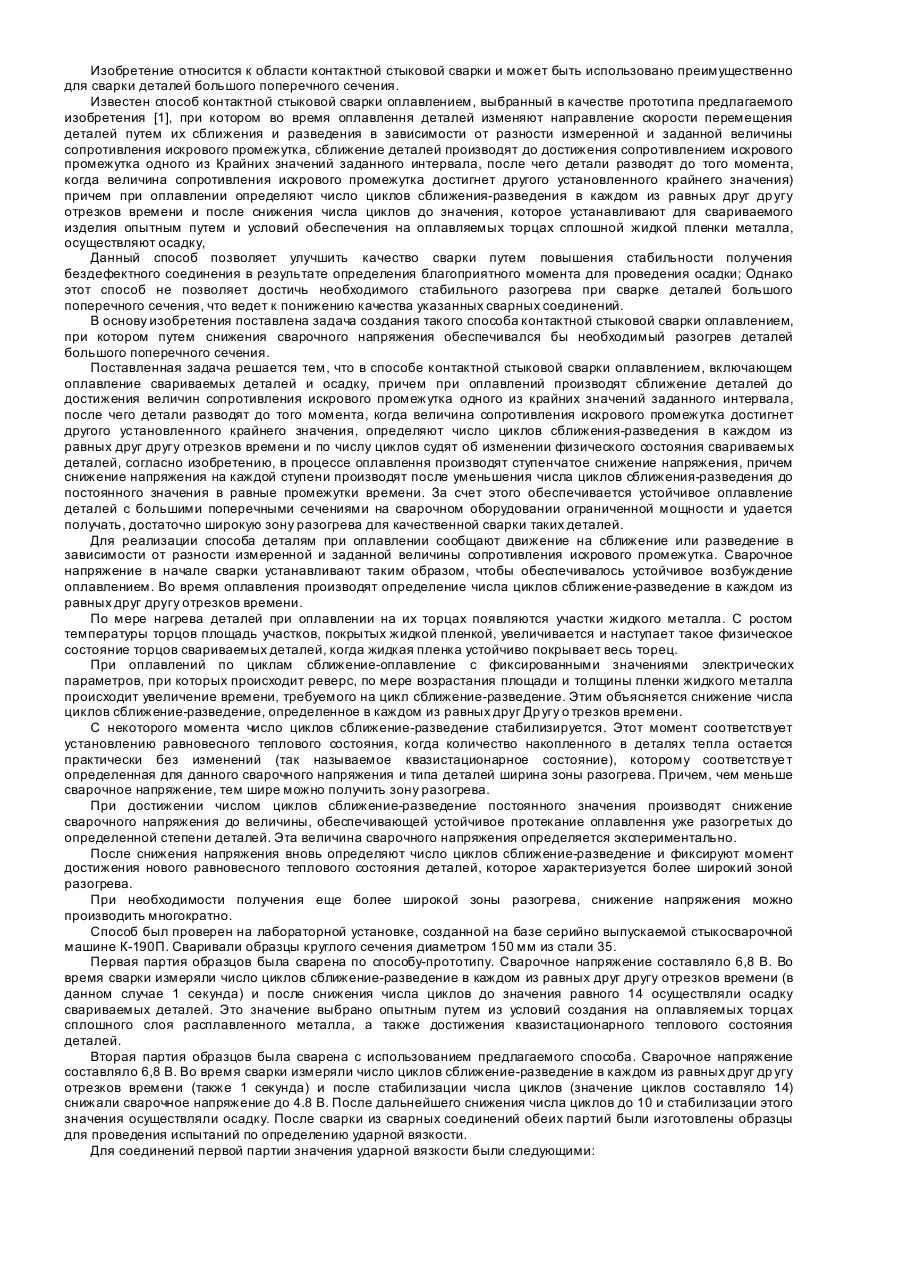
Изобретение относится к электродуговой сварке под флюсом конструкционных материалов, в частности н и з колегированных сталей повышенной прочн о с т и , и может быть использовано для получения качественных сварных соединений, работающих ^ри циклических и ударных н а г р у з к а х . Цель - повышение работоспособности сварных соединений при динамических нагрузках и отрицательной температуре путем формирования плавного перехода шва к основному металлу повышением смачиваемости жидким металлом сварочной ванны о с новного металла, а также упрощение технологии изготовления путем повышения вязкости металла зоны термического влияния. Сварку выполняют под флюсомо При сварке последнего слоя под1, флюс на границу контакта расплавленного металла сварочной ванны и основного металла подают г а зовую смесь, состоящую из аргона и кислорода, при содержании кислорода 5 - 20%, Скорость истечения Q t ~ = ( 0 , 5 o . . 0 f 7 ) V C 8 » где V c e - скорость сварки, м/ч о Поток газовой смеси подается под углом 3 0 в , . 6 0 ° к оси горелки в плоскости, перпендикулярной направлению движения горелки» При таком ведении процесса создаются условия для дегазации и десульфурац и и . Содержание водорода снижается в 2-3 р а з а , а серы на 15-20%, 1 т а б л . 1 1386401 Изобретение относится к сварке под йшосом конструкционных материалов, в частности низколегированных сталей повышенной прочности, и может быть использовано для повышения работоспособности сварных соединений, работающих при циклических и ударных нагрузках при отрицательных температурах. Целью изобретения является повышение работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу повышением смачиваемости жидким металлом шва основного металла и упрощение технологии их изготовления путем повышения вязкости металла зоны термического влияния. Способ заключается в том, что под флюс при сварке последнего слоя подают газовую смесь, состоящую из аргона и кислорода в соотношении Аг:О5=8О - 95 : 20 - 5%, со скоростью истечения, определяемой из соотношения Q c f 0,5 - 0,7 Vce , где Q c скорость истечения газовой смеси, л/мин; V ев ' скорость сварки, м/ч, причем смесь газов подается на границу контакта жидкой ванны с основным металлом. Поток газовой смеси подают под углом 30 - 60° к оси горелки в плоскости, перпендикулярной направлению движения горелки о * Воздействие газовой смеси осуществляется следующим образом. Свободный кислород обладает способностью заполнять свободные связи на поверхности жидкости и тем самым ослаблять связь поверхностных атомов и молекул жидкости. При этом силы поверхностного натяжения резко уменьшаются» увеличивается смачивающая способность жидкого металла, улучшается формирование шва в местах перехода к основному металлу. Уменьшение сил поверхностного натяжения способствует проникновению аргона вглубь ванны и интенсивному ее перемешиванию газовой струей» Вследствие разницы парциальных давлений газов в металле и пузырях аргона создаются условия для дегазации и десульфурации о Содержание водорода снижается в 2 - 3 раза, а серы - на 15 20%. Уменьшается доля неметалличес to 15 20 25 30 ких включений размером больше 2,3 2,6 мкм. При этом форма включений изменяется на глобулярную, что снижает степень концентрации напряжений возле неметаллических включений. Кроме того, газовая смесь оказывает механическое воздействие на расплавленный металл, что способствует образованию плавных переходов шва к основному металлу. Степень концентрации напряжений при сварке снижается до 1,0 - 1,1, при этом поток газа оказывает и подстуживающее действие на металл ЗТВ, что способствует повышению вязкости. Указанные соотношения получены для автоматической сварки под флюсом АН-ЗА8-А в сочетании с проволокой Св-08 M применительно для сварки X стали повышенной прочности, в частности 09Г2С, Отклонение содержания аргона в" смеси в меньшую сторону, а кислорода соответственно в большую приводит к интенсивному выгоранию легирующих г элементов в металле шва и при этом нельзя обеспечить требуемые механические свойства металла шва стандартными сварочными проволоками, При отклонении содержания аргона в смеси в большую сторону, а кислорода соответственно в меньшую не происходит снижение сил поверхностного натяжения и повышения смачиваемости расплавленного металла и, как следствие, снижается очищающее действие аргона. Желаемый эффект не достигается. При отклонении коэффициента и соответственно скорости истечения газовой смеси Q L в меньшую сторону желаемый эсЬфект не достигается изза недостаточного механического воздействия газовой смеси на расплавленный металл о При отклонении коэффициента и, соответственно ссорости истечения газовой смеси Qc в большую сторону наблюдаются выплески жидкого металла и нарушение качественного формирования шва, что приводит к повышению концентрации напряжений и, соответственно к снижению работоспособности сварного соединения с При отклонении направления подачи газовой смеси на угол меньше 30° желаемый эффект не достигается изза наплывов, некачественного форми 1386401 рования шва, по причине интенсивного вытеснения жидкого металла в местах перехода шва к основному металлу. При отклонении направления подачи газовой смеси на угол больше 60° эффект не достигается из-за подрезов, некачественного формирования по причине вытеснения жидкого металла к центру швао Таким образом, соотношения Аг:0 5 = ' - 8 0 - 9 5 : 20 - 5%, скорость истечения газовой смеси Q c = 0,5 - 0,7 VCB и угол подачи газовой смеси 30 - 60° являются оптимальными, 15 П р и м е р . Проводилась сварка стыковых соединений стали 09Г2С размером 700-400*12 мм. Химический состав сталий С 0 , 1 , Si 0,6, М 1,6, п S 0,03, Р 0,02. Механические свойст- 20 ваї' 6*340 МПа, 6 6 540 МПа; / 5 31%; ударная вязкость КСи. т е Ч 45 Дж/смЧ Сварочные материалы, обеспечивающие нормативные показатели вязкости КСЦ^б* и механические свойства ме25 талла шва, - сварочная проволока Св - 0,8 M в сочетании с флюсом А X Н 348-А. Режим сварки, гарантирующий ударную вязкость металла шва ЗТВ по границе сплавления, на уровне ЗО КС1ЦООС 30 Дж/см\ 1 с в 650 - 700А, Up 36 - 40Bt Vcs 34 м/ч (погонная энергия составляет -хЬ ккал/см). Сварка выполняется за два прохода (по одному с каждой стороны). Из сварных соединений вырезались образцы для испытаний на сопротивление усталости и ударных испытаний,, Выполнялись металлографические исследования. Результаты испытаний сведены в таблицу. Использование предлагаемого спосо•ба сварки под флюсом сталей повышенной прочности позволяет повысить работоспособность сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу повышением смачиваемости жидким металлом основного металла; упростить технологию изготовления сварных конструкций путем повышения вязкости металла ЗТВ и сокращения производственного цикла в 1,2 - 1,5 раза 0 Формула и з о б р е т е н и я Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повышенной прочности, при котором во флюс подают смесь аргона с кислородом, о т л и ч а ю щ и й с я тем, что, с целью повышения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу, повыше._ ния вязкости зоны термического влияния и упрощения технологии изготовСварку выполняли с подачей на граления, смесь аргона и кислорода поницу контакта расплавленного металдают при сварке последнего слоя на : ла сварочной ванны и основного металграницу контакта расплавленного мела газовой смеси, состоящей из арготалла сварочной ванны и основного на и кислорода в соотношении Ar : 0 l s металла под углом 30 - 60° к оси %: 75:25, 80:20, 90:10, 95:5, 98:2, горелки в плоскости, перпендикуляр-ч со скоростью истечения, определяемой ной направлению движения горелки, со по формуле Qt = 0,5 - 0,7 V С 8 , где скоростью истечения Q c = mVC89 где V-ce 34 M A I ; , Q C 13, 17, 19, 24 и 26 45 VCB - скорость сварки, m є ( 0 , 5 л/мин, из трубок диаметром 6 мм, рас0,7) при содержании кислорода в смеположенных под углом 25, 30, 50, 60, си 5 - 20%. 70° к оси X, Рдагам csajtsns Способ сварки» рвал» А6* В Параметры обработка м/ч Показатели качества Козфеит ЖО№ • * Предложений АН-348-А Сш-ОШ. Количество удароэ СОПРО тивле до разруи*ння пра -40 ас тало стя рацни аапря— жения 34 • ЦЗ 1.1 80 140 1.0 150 5 5 95:5 1.» 145 5 98:2 36-40 Подача смеси газов ArtOc,X 75:25 80:20 90:10 650750 МПа"* 1.3 80 зтв 1 5 Содержаіше і метая S ЗТВ 30 »JU Ео» 32 40 .ІП"5 Доля дятеяъность TSp имечгяие НвМЭ"* таплй1чнских вютвченвЯ Шов 2 5 Ударная вязкость пра 3 за "оЗГГ Г 45 40 0,01 2 0,20 5 42 46 0,01 2 0,20 2 2 30 30 0,013 3 0,38 80 2 2 32 30 Ї40 5,5 5 48 35 0,015 4 0,01 2 0,20 Повыва«тса 1 Повета— ется а 1,2+ 1-5 ра- + э« t 00 о 19 я/мин «Ґ-50» • Скорость истечения смеси газов "із " 17 из 1.5'раза 19 1,0 150 5 5 45 40 0,01 2 0,20 24 1.1 140 5 5 43 46 0,01 2 0,21 26 1.4 70 2 2 30 32 0,012 2 0^35 + Продолжение таблицы Способ сварки, сварочные материалы 'ежим сварки 1 А "А В Параметры обработхн Показатели качестве Коэффициент концентрации напряж«ккя н/ч • Сопротивление у с талости 6 ИДа"' Количество ударов до разрешения при -40° С зхв Ударная в я з кость при -60 в С. Дк/см^ ЗТВ Содержание в металле шде,Х Доля вехе— талшгчесвия S Шов Шв о Произво- Примедитель- чание ность IBlfJW « чення' При A r : O t , Z- 90s 10-50 Угол подате снеси газов 00 о 25 70 3 31 32 0,012 2 0,3 5 . 30 2 5 44 38 0,01 2 0,21 •овывдг«ТС* 3 1 Ч— !,£і*. 1.5 ра J за 50 15, 5 5 45 40 0,01 2 0,20 60 140 5 5 51, 48 0,01 2 0,20 80 г 3 30 1*\ 0,01 2 0,25 * 70 1.3 % * 90П0 > Q-19 л/кнн + - качвстввдноа еоадннвннвї • » еовдшшам по к«жомг*зшбо та признаков • 1386401 Редактор Ле1>атилло Составитель Г.'Ьотченкова Техред М.Ходаннч Корректор М.Шароши Заказ 1456/18 Тираж 921 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of submerged arc welding
Автори англійськоюAsnis Arkadii Yukhymovich, Ivaschenko Heorhii Antonovych, Demchenko Yurii Volodymyrovych, Liptuha Ivan Vasyliovych, Veselov Valentyn Arsentiiovych, Pikman Borys Abramovych
Назва патенту російськоюСпособ сварки под флюсом
Автори російськоюАснис Аркадий Ефимович, Иващенко Георгий Антонович, Демченко Юрий Владимирович, Липтуга Иван Васильевич, Веселов Валентин Арсентьевич, Пикман Борис Абрамович
МПК / Мітки
Мітки: флюсом, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/6-4221-sposib-zvaryuvannya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання під флюсом</a>
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, спосіб, процесом, стикового, зварювання, оплавленням, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 2478
Опубліковано: 26.12.1994
Автори: Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Бєляєв Данило Іванович, Дідковський Олександр Володимирович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович
МПК: B23K 11/04
Мітки: контактного, стикового, зварювання, спосіб, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, включающий оплавление свариваемых деталей и осадку, причем при оплавлений производят сближение деталей до достижений величин сопротивления искрового промежутка одного из крайних значений заданного интервала, после чего детали разводят до того момента, когда величина сопротивления искрового промежутка достигает другого установленного крайнего значения, определяют число циклов сближения-рвэведвния...
Спосіб котактного стикового зварювання оплавленням
Номер патенту: 318
Опубліковано: 30.04.1993
Автори: Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Горонков Микола Дмитрович
МПК: B23K 11/04
Мітки: зварювання, спосіб, котактного, оплавленням, стикового
Формула / Реферат:
Формула изобретенияСпособ контактной стыковой сварки оплавлением, при котором после оплавления производят осадку на заданный припуск, а после осадки сварное соединение выдерживают под действием осевого усилия в течение времени, обеспечивающего его охлаждение до определенной температуры, отличающийся тем, что, с целью повышения производительности способа и получения деталей заданных конечных размеров, выдержку сварного соединения...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Думчев Євген Олександрович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Дідковський Олександр Володимирович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович
МПК: B23K 11/00, B23K 11/04
Мітки: грату, спосіб, гарячому, зрізування, стані, контактного, зварювання, машини, стикового
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 1614
Опубліковано: 25.10.1994
Автори: Шкурко Віктор Григорійович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Горонков Микола Дмитрович, Чвертко Петро Миколайович
МПК: B23K 11/04
Мітки: контактного, стикового, спосіб, оплавленням, зварювання
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением, при котором в процессе оплавлення нагрев торцов свариваемых деталей производят при помощи двух источников питания, один из которых имеет низкое напряжение холостого хода, а другой — более высокое, способное поддерживать между оплавляемыми торцами сварочную дугу, причем другой источник питания включают в начале оплавления, отличающийся тем, что, с целью повышения производительности сварки и...
Попередній патент: Спосіб зарядки частинок порошків полімерів у коронному розряді та пристрій для його здійснення
Наступний патент: Пристрій для калорічної проби
Випадковий патент: Спосіб отримання содової солом'яної напівцелюлози