Спосіб ремонту кульового млина в зборі


Формула / Реферат
Спосіб ремонту кульового млина в зборі, що включає операції звільнення барабана млина від куль і футерівки з кріпильними елементами, установки кульового млина на опорах стенда з можливістю обертання, виявлення зношених ділянок і тріщин на внутрішніх робочих поверхнях елементів збірної конструкції кульового млина, оброблення тріщин з подальшим їх зварюванням, підготовки і відновлення наплавленням зношених ділянок в елементах збірної конструкції і отворів в них під кріпильні елементи, підготовки матеріалів наплавлення, зварювального устаткування і оснащення робочих місць усередині барабана кульового млина і з його зовнішньої сторони, який відрізняється тим, що для кожної обробленої тріщини під зварювання і для кожної зношеної ділянки під наплавлення визначають значення довжини, глибини, розрахункового об'єму матеріалу наплавлення і кутового відхилення їх спрямованості від подовжньої осі відповідного елемента збірної конструкції, потім значення глибини і кутового відхилення ділянок, що підлягають відновленню, ранжирують в низхідному порядку, значення довжини і об'єму матеріалу наплавлення ранжирують у висхідному порядку, причому черговість відновлення оброблених тріщин зварюванням і зношених ділянок наплавленням встановлюють у порядку їх розміщення в ранжированих вибірках значень висхідного і низхідного рядів, відновлення внутрішньої поверхні елемента збірної конструкції у вигляді барабана кульового млина починають з середини барабана і ведуть у напрямі до його торців, відновлення елементів збірної конструкції у вигляді живильника і горловини воронки розвантажувальної починають з торців і ведуть у напрямі до їх середин, при відновленні внутрішньої поверхні барабана кульового млина використовують робоче місце, оснащене усередині барабана, при відновленні живильника і горловини воронки розвантажувальної кульового млина використовують робочі місця, оснащені усередині кульового млина і із зовнішньої сторони.
Текст
Спосіб ремонту кульового млина в зборі, що включає операції звільнення барабана млина від куль і футерівки з кріпильними елементами, установки кульового млина на опорах стенда з можливістю обертання, виявлення зношених ділянок і тріщин на внутрішніх робочих поверхнях елементів збірної конструкції кульового млина, оброблення тріщин з подальшим їх зварюванням, підготовки і відновлення наплавленням зношених ділянок в елементах збірної конструкції і отворів в них під кріпильні елементи, підготовки матеріалів наплавлення, зварювального устаткування і оснащення робочих місць усередині барабана кульового млина і з його зовнішньої сторони, який відрізняється тим, що для кожної обробленої тріщини під зварювання і для кожної зношеної ділянки під наплавлення визначають значення довжини, глибини, розрахункового об'єму матеріалу наплавлення і U 2 (19) 1 3 лення наплавленням зношених ділянок і отворів під кріпильні елементи, підготовки матеріалів наплавлення, зварювального устаткування і облаштування робочого місця усередині барабана кульового млина. Найближчим аналогом до заявленої корисної моделі за сукупністю ознак і очікуваному технічному результату є спосіб відновлення зношеної поверхні без розбірного патрубка барабана млина наплавленням за патентом України на корисну модель №37753, МПК В23К 9/04, дата подачі заявки 09.06.2008р., дата публікації 10.12.2008р., який включає операції звільнення барабана млина від куль і футерівки з кріпильними елементами, установки кульового млина на опорах стенда з можливістю обертання, виявлення зношених ділянок і тріщин на внутрішніх робочих поверхнях елементів збірної конструкції кульового млина, оброблення тріщин з подальшим їх заварюванням, підготовки і відновлення наплавленням зношених ділянок і отворів під кріпильні елементи, підготовки матеріалів наплавлення, зварювального устаткування і облаштування робочих місць усередині барабана кульового млина і з його зовнішньої сторони. Причиною, що перешкоджає досягненню технічного результату є те, що при наплавленні в кожній точці наплавленого валка і в конструкції, що наплавляється, виникають напруги і деформації. У початковий період наплавлення, коли відбувається нагрів металу, і в процесі подальшого охолоджування вони істотно змінюються за величиною, знаком, характером розподілу в тому або іншому перетині і їх прийнято називати тимчасовими. Тимчасові напруги і деформації у міру охолоджування поступово переходять в залишкові, які для більшості конструкційних матеріалів існують в металі протягом всього подальшого періоду експлуатації. В результаті утворення в кожній точці металу деформацій, формуються переміщення елементів конструкції, і за рахунок цього виникають формозміни деталей, що наплавляються. Досягши напруг вище за міцнісні параметри матеріалу деталі, в ній утворюються тріщини, які зрештою приведуть до ії руйнування. Тому такі технологічні заходи, як послідовність заварки тріщин і послідовність виконання наплавлення зношених ділянок, мають значення з погляду зниження виникаючого напруженого стану, до значень не перевищуючих граничні. Якщо послідовність наплавлення робить вплив на розподіл залишкових подовжніх пластичних деформацій укорочення, то вона впливає і на залишковий напружений стан в зварному з'єднанні. Прикладом цьому є зворотно-ступінчастий спосіб зварювання, при якому, як відомо, залишкові напруги в з'єднанні зменшуються і змінюється характер розподілу залишкових подовжніх пластичних деформацій укорочення. Вплив залишкових напруг на поведінку конструкції при експлуатації найбільшою мірою виявляється у разі крихких руйнувань. Залишкові напруги є значним фактором, дія якого може повною мірою виявитися при крихкому стані металу виробу. Можна вказати на три аспекти впливу залишкових напруг на крихке руйнування зварних конструкцій. По-перше, вони можуть підсумовуватися з 49419 4 напругами від зовнішніх навантажень на збірну конструкцію і таким чином зменшувати величину зовнішнього навантаження, необхідного для руйнування. По-друге, вони можуть в окремих об'ємах металу створювати об'ємний напружений стан, який перешкоджає пластичної деформації металу і сприяє переходу його в крихкий стан зі всіма витікаючими з цього наслідками. Нарешті, по-третє, маючи складний характер розподілу в різних перетинах зварного виробу, залишкові напруги можуть впливати на стійкість процесу крихкого руйнування, що дуже важливе з погляду розробки заходів щодо його запобігання. В основу корисної моделі поставлена задача удосконалити спосіб ремонту кульового млина в зборі, шляхом зміни послідовності виконання відновлювальних зварювальних робіт, забезпечити зменшення залишкових напруг і деформацій в елементах збірної конструкції, і за рахунок цього забезпечити якість зварювальних і наплавних робіт і підвищити експлуатаційні властивості відновлених елементів збірної конструкції кульового млина. Задача вирішена тим, що в способі ремонту кульового млина в зборі включаючому операції звільнення барабана млина від куль і футерівки з кріпильними елементами, установки кульового млина на опорах стенда з можливістю обертання, виявлення зношених ділянок і тріщин на внутрішніх робочих поверхнях елементів збірної конструкції кульового млина, оброблення тріщин з подальшим їх заварюванням, підготовки і відновлення наплавленням зношених ділянок в елементах збірної конструкції і отворів в них під кріпильні елементи, підготовки матеріалів наплавлення, зварювального устаткування і облаштування робочих місць усередині барабана кульового млина і з його зовнішньої сторони, згідно корисної моделі, для кожної обробленої тріщини під заварювання і для кожної зношеної ділянки під наплавлення визначають значення довжини, глибини, розрахункового об'єму матеріалу наплавлення і кутового відхилення їх спрямованості від подовжньої осі відповідного елемента збірної конструкції, потім значення глибини і кутового відхилення ділянок, що підлягають відновленню, ранжирують в низхідному порядку, значення довжини і об'єму матеріалу наплавлення ранжирують у висхідному порядку, при цьому черговість відновлення оброблених тріщин зваркою і зношених ділянок наплавленням встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів, відновлення внутрішньої поверхні елемента збірної конструкції у вигляді барабана кульового млина починають з середини барабана і ведуть у напрямі до його торців, відновлення елементів збірної конструкції у вигляді живильника і горловини воронки розвантажувальної починають з торців і ведуть у напрямі до їх середин, при відновленні внутрішньої поверхні барабана кульового млина використовують робоче місце, обладнане усередині барабана, при відновленні живильника і горловини воронки розвантажувальної кульового млина використовують робочі місця, обладнані усередині кульового млина і із зовнішньої сторони. 5 Завдяки тому, що для кожної обробленої тріщини під заварку і для кожної зношеної ділянки під наплавлення визначають значення довжини, глибини, розрахункового об'єму матеріалу наплавлення і кутового відхилення їх спрямованості від подовжньої осі відповідного елемента збірної конструкції, потім значення глибини і кутового відхилення ділянок, що підлягають відновленню, ранжирують в низхідному порядку, значення довжини і об'єму матеріалу наплавлення ділянок підлягаючих відновленню ранжирують у висхідному порядку, при цьому черговість відновлення оброблених тріщин заваркою і зношених ділянок наплавленням встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів, досягнуте зменшення залишкових напруг і деформацій при проведенні зварювальних робіт по відновленню елементів збірної конструкції, що дозволило забезпечити якість зварювальних робіт і підвищити експлуатаційні властивості відновлених елементів збірної конструкції. Відомості, що підтверджують можливість промислового використовування корисної моделі. Заздалегідь, барабан кульового млина звільняють від куль і футерівки з кріпильними елементами. Потім кульовий млин в зборі встановлюють з можливістю обертання на стенді для проведення відновних і ремонтних робіт. Після чого елементи збірної конструкції кульового млина, зокрема барабан, живильник і горловину воронки розвантажувальної кульового млина очищують від залишків гірничої породи і інших предметів. Поверхню, що підлягає відновленню, промивають водяним струменем з подальшою сушкою для видалення вологи. За допомогою дефектоскопа виявляють зношені ділянки і тріщини на внутрішніх робочих поверхнях елементів збірної конструкції кульового млина. Виявлені тріщини обробляють і готують їх до заварки. Поверхні виявлених зношених ділянок готують до відновлення наплавленням. У отвори встановлюють заздалегідь підготовлені графітні стрижні за допомогою пластинчастого кондуктора. Унаслідок того, що графітні стрижні не сплавляються з електродним металом, з достатньою точністю зберігаються ці отвори, які після наплавлення легко звільняють від згаданих стрижнів. Таким чином, відпадає необхідність в механічній обробці, свердленні отворів під кріпильні елементи. Далі для кожної обробленої тріщини під заварку і для кожної зношеної ділянки під наплавлення визначають значення довжини, глибини, розрахункового об'єму матеріалу наплавлення і кутового відхилення їх спрямованості від подовжньої осі відповідного елемента збірної конструкції кульового млина. Значення глибини і кутового відхилення ранжирують в низхідному порядку. Значення довжини і об'єму матеріалу наплавлення ранжирують у висхідному порядку. При цьому черговість відновлення оброблених тріщин заваркою і зношених ділянок наплавленням встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів. Далі готують матеріали наплавлення, зварю 49419 6 вальне устаткування і облаштовують робоче місце для зварювача усередині барабана кульового млина і робочі місця з його зовнішньої сторони. Для чого в порожнині барабана кульового млина встановлюють комунікацію з пультом управління зварювальним напівавтоматом, газовідводи і відповідний робочий інвентар для зварювальника. При цьому сам зварювальний випрямляч розміщують поза порожниною барабана. Відновлення внутрішньої поверхні елементу збірної конструкції у вигляді барабана кульового млина починають з середини барабана і ведуть у напрямі до його торців. Відновлення елементів збірної конструкції у вигляді живильника і горловини воронки розвантажувальної починають з торців і ведуть у напрямі до їх середин. При відновленні внутрішньої поверхні барабана кульового млина використовують робоче місце обладнане усередині барабана. При відновленні живильника і горловини воронки розвантажувальної кульового млина відповідно використовують робочі місця, обладнані усередині барабана кульового млина і з його зовнішньої сторони. Слідуючи черговості відновлення ділянок, яку встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів, в першу чергу, виконують напівавтоматичну заварку в захисних газах оброблених тріщин. В процесі заварки тріщин відстежують і підтримують температуру в зоні зварки в межах не більше 250°С. Після завершення процесу заварки відновлені ділянки піддають сповільненому охолоджуванню. Після чого переходять до відновлення зношених ділянок наплавленням. При цьому черговість відновлення зношених ділянок наплавленням також встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів. Відновлення тріщин і зношених ділянок в послідовності, яку встановлюють у порядку їх розміщення в ранжируваних вибірках значень висхідного і низхідного рядів, дозволило зменшити напруги і деформації в елементах збірної конструкції кульового млина. Крім того, для зменшення напруг і деформацій при проведенні зварювальних робіт, використовують різний порядок накладення зварювальних валиків залежно від глибини і довжини ділянок підлягаючих відновленню. Наприклад, при відновленні оброблених тріщин глибиною Н в межах (515) Н (5-24) зварювальні валки послідовно накладають горизонтальними шарами по обидві сторони згаданої ділянки симетрично його вертикальній осі з періодичним перекриттям їх зон сполучення центральними зварювальними валками. При відновленні ділянок, в яких глибина Н і довжина L знаходяться в межах L 150мм, Н 5мм, зварювальні валики виконують зваркою на прохід, змінюючи їх напрям в кожному наступному проході. При відновленні зношених ділянок, в яких глибина Н і довжина L знаходяться в межах 150мм L 600мм, Н 5мм, зварку виконують зворо 7 49419 тньоступінчастим методом із довжиною ступені 50100мм. При відновленні ділянок, в яких глибина Н і довжина L знаходяться в межах 150мм L 300мм, 10мм Н 24мм, використовують симетричний метод накладення зварювальних валків. При відновленні ділянок, в яких глибина Н і довжина L знаходяться в межах 300мм L 600мм, 10мм Н 24мм, використовують симетричний метод в комбінації з методом накладення зварювальних валків гіркою. Комп’ютерна верстка М. Ломалова 8 Також використовують методи, де зварювальні валки в шарах накладають блоками або з перев'язкою шарів. Використовування вищенаведених заходів дозволило зменшити залишкові напруги і деформації при проведенні зварювальних робіт по відновленню елементів збірної конструкції, що забезпечило якість зварювальних робіт і високі експлуатаційні властивості відновлених елементів збірної конструкції. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of ball mill in assembled condition
Автори англійськоюPanfilov Andrii Ivanovych
Назва патенту російськоюСпособ ремонта шаровой мельницы в сборе
Автори російськоюПанфилов Андрей Иванович
МПК / Мітки
МПК: B23K 9/04
Мітки: млина, кульового, зборі, ремонту, спосіб
Код посилання
<a href="https://ua.patents.su/4-49419-sposib-remontu-kulovogo-mlina-v-zbori.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту кульового млина в зборі</a>
Спосіб ремонту кульового млина в зборі
Номер патенту: 49418
Опубліковано: 26.04.2010
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: млина, зборі, кульового, спосіб, ремонту
Формула / Реферат:
1. Спосіб ремонту кульового млина в зборі, що включає операції звільнення барабана млина від куль і футерівки з кріпильними елементами, установки кульового млина на опорах стенда з можливістю обертання, дослідження і виявлення зношених ділянок елементів збірної конструкції кульового млина, відновлення наплавленням зношених ділянок, підготовки наплавних матеріалів, зварювального устаткування і облаштування робочих місць зварювальника...
Спосіб відновлення зношеної поверхні безрозбірного патрубка барабана кульового млина наплавленням
Номер патенту: 37753
Опубліковано: 10.12.2008
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: зношеної, наплавленням, поверхні, безрозбірного, млина, спосіб, кульового, відновлення, барабана, патрубка
Формула / Реферат:
1. Спосіб відновлення зношеної поверхні безрозбірного патрубка барабана кульового млина наплавленням, що включає операції установки барабана кульового млина в зборі з кришками і патрубками в опорах стенда з можливістю обертання, зачистки зношених поверхонь, підлягаючих відновленню, підготовки в порожнині барабана кульового млина основного робочого місця з відповідним устаткуванням для проведення відновних робіт наплавленням, який...
Спосіб визначення кульового завантаження барабанного млина пилосистеми
Номер патенту: 43807
Опубліковано: 25.08.2009
Автори: Мисак Йосиф Степанович, Омеляновський Петро Йосифович
МПК: F23K 1/00
Мітки: завантаження, спосіб, пилосистеми, барабанного, кульового, визначення, млина
Формула / Реферат:
Спосіб визначення кульового завантаження барабанного млина пилосистеми, який включає вимірювання спожитої електродвигуном млина потужності, який відрізняється тим, що до кульового завантаження, визначеного за спожитою електродвигуном млина потужністю, додається втрата металу від зношення броні барабана протягом експлуатації млина від першого після ремонтного пуску до моменту визначення кульового завантаження.
Футерівка внутрішньої поверхні кульового млина
Номер патенту: 32299
Опубліковано: 12.05.2008
Автори: Кияшко Володимир Тимофійович, Южакова Катерина Олегівна
МПК: B02C 17/00
Мітки: млина, поверхні, кульового, внутрішньої, футерівка
Формула / Реферат:
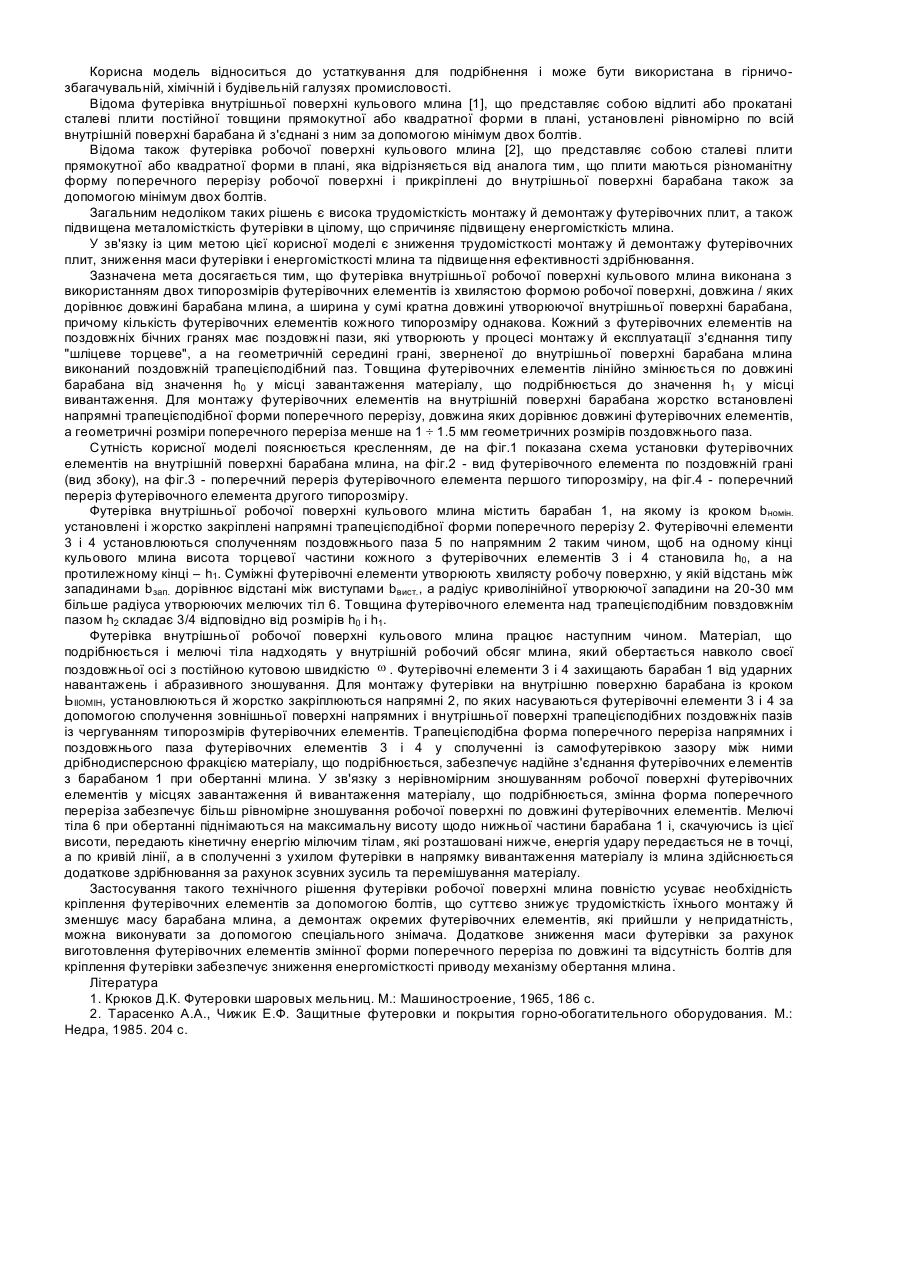
1. Футерівка внутрішньої поверхні кульового млина із хвильовою формою робочої поверхні, встановлена на внутрішній поверхні барабана, яка відрізняється тим, що футерувальні елементи виконано двох типорозмірів довжиною ℓ, рівною довжині барабана млина, й шириною bконстр., у сумі кратною довжині твірної внутрішньої криволінійної поверхні барабана, і кількість футерувальних елементів кожного типорозміру однакова.2. Футерівка...
Футерівка кульового млина
Номер патенту: 24243
Опубліковано: 25.06.2007
Автори: Новожилова Тетяна Борисівна, Змарада Анатолій Олександрович
МПК: B02C 17/22
Мітки: кульового, млина, футерівка
Формула / Реферат:
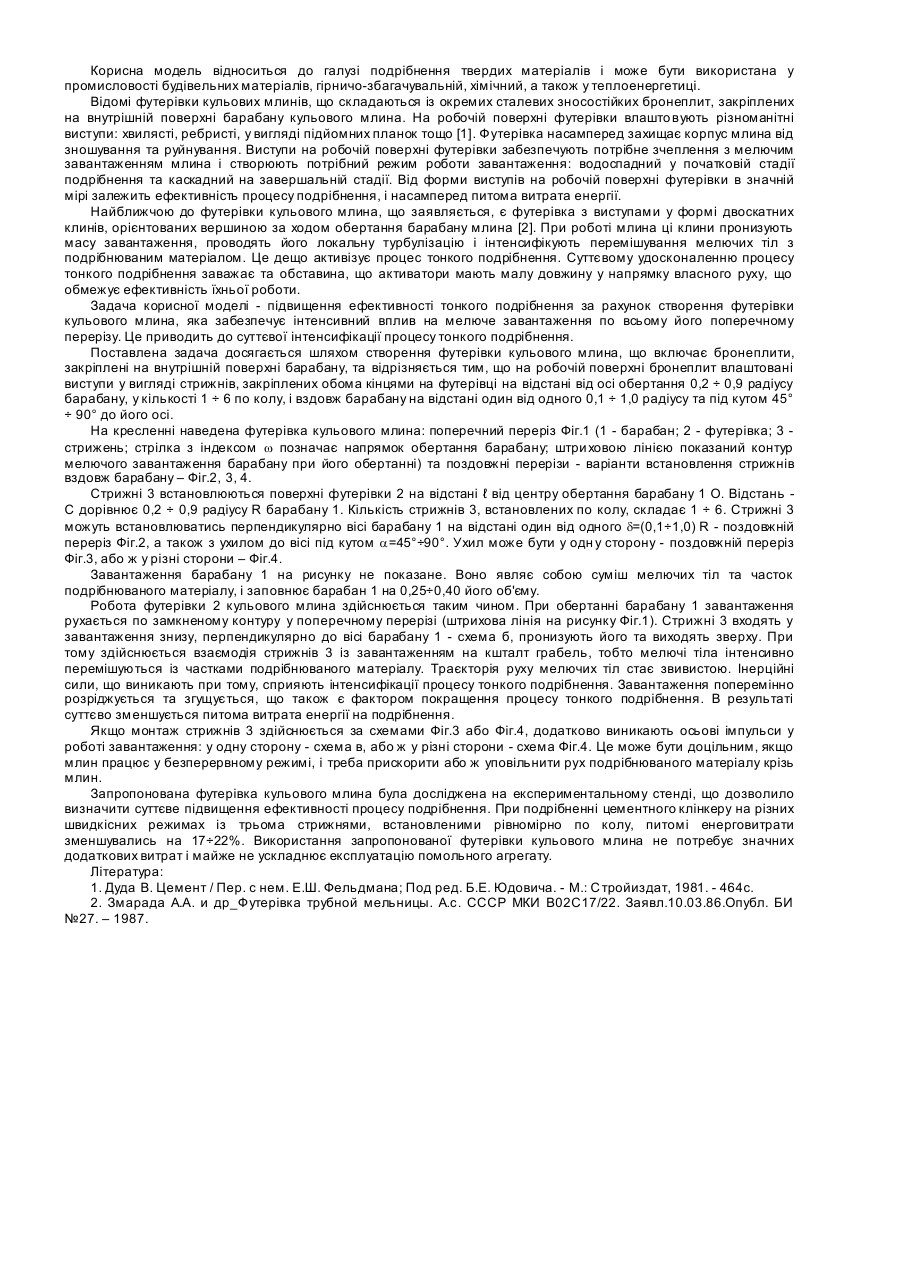
Футерівка кульового млина, що включає бронеплити, закріплені на внутрішній поверхні барабана, яка відрізняється тим, що на робочій поверхні бронеплит влаштовані виступи у вигляді стрижнів, закріплених обома кінцями на футерівці на відстані від осі обертання 0,2-0,9 радіуса барабана, у кількості 1-6 по колу, і вздовж барабана на відстані один від одного 0,1-1,0 радіуса та під кутом 45-90° до його осі.
Попередній патент: Спосіб ремонту кульового млина в зборі
Наступний патент: Мультиплікатор прямолінійного переміщення
Випадковий патент: Спосіб очистки внутрішньої поверхні трубопроводу