Спосіб виробництва гарячекатаного прокату
Номер патенту: 50716
Опубліковано: 25.06.2010
Автори: Бровкін Володимир Леонідович, Полєщук Валентин Михайлович, Крівченко Юрій Сергійович
Формула / Реферат
Спосіб виробництва гарячекатаного прокату, що включає безперервний розлив зливків в одну або більше ліній, розділення зливка на заготовки, вирівнювання температури заготовок по перерізу і подальшу їх прокатку, який відрізняється тим, що синхронно з переміщенням зливка, що частково закристалізувався, шляхом послідовних операцій здійснюють його локальне обтиснення в двох взаємно-перпендикулярних напрямах до змикання поверхневих шарів, що закристалізувалися, і розділення зливка на заготовки в місці локального обтиснення, а завершення кристалізації і вирівнювання температури по довжині і перерізу зливка і відокремленої заготовки проводять їх термостатуванням.
Текст
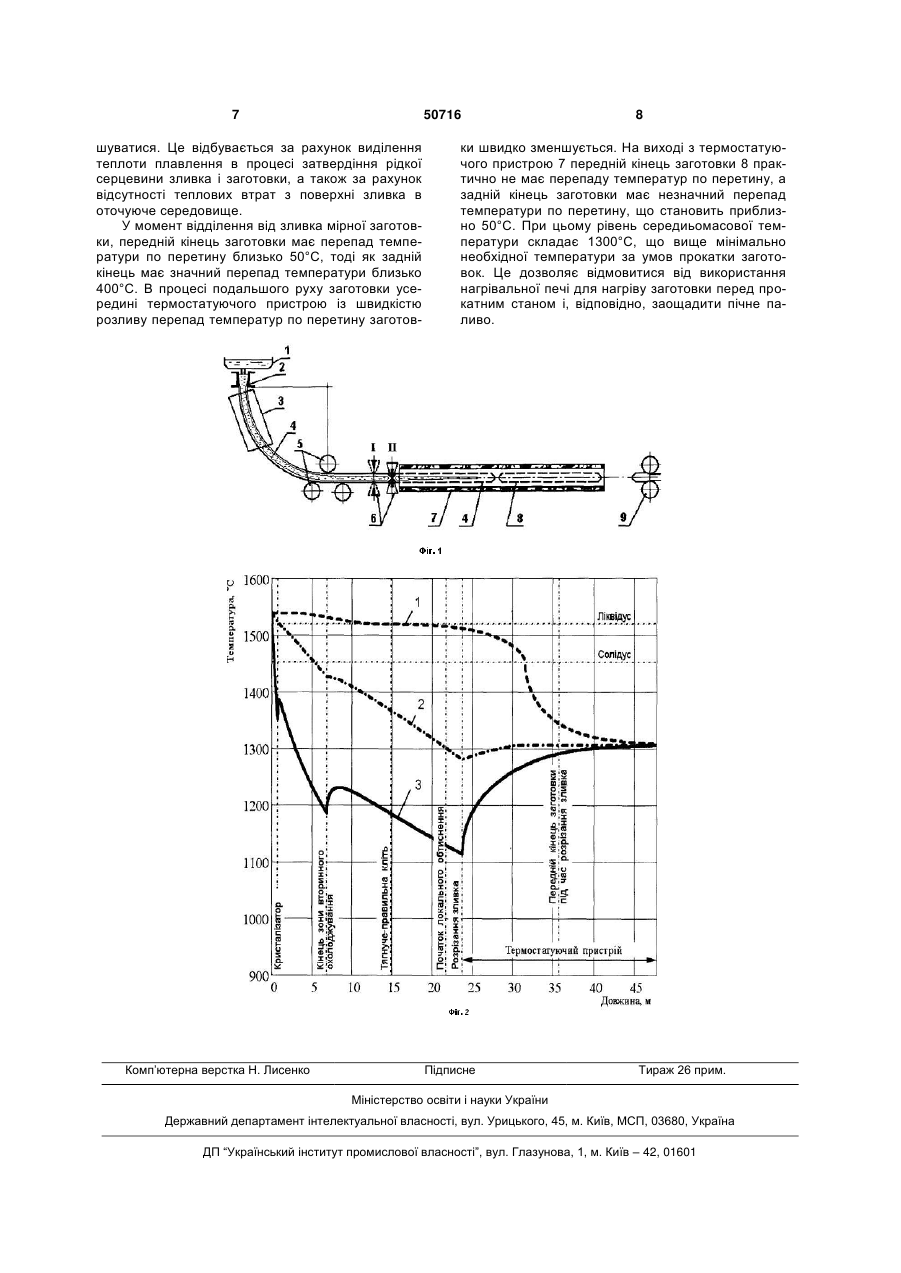
Спосіб виробництва гарячекатаного прокату, що включає безперервний розлив зливків в одну або більше ліній, розділення зливка на заготовки, 3 також до скорочення часу їх транспортування між МБЛЗ і прокатним станом, що також сприяє зменшенню втрат тепловмісту заготовок. Таким чином, виключення операції нагріву забезпечує значний енергозберігаючий ефект. Поставлена задача вирішується тим, що в способі виробництва гарячекатаного прокату, що включає безперервний розлив зливків в одну або більш лінію, розділення зливка на заготовки, вирівнювання температури заготовок по перетину і подальшу їх прокатку, згідно корисної моделі, синхронно з переміщенням зливка, що частково закристалізувався, шляхом послідовних операцій здійснюють його локальне обтиснення в двох взаємно перпендикулярних напрямах до змикання поверхневих шарів, що закристалізувалися, і розділення зливка на заготовки в місці локального обтиснення, а завершення кристалізації і вирівнювання температури по довжині і перетину зливка і відокремленої заготовки проводять їх термостатуванням. Причинно-наслідковий зв'язок між суттєвими ознаками технічного рішення, що заявляється, і технічним результатом, що досягається, полягає в наступному. Використання заготовки, що має на стадії відділення від безперервнолитого зливка, що частково закристалізувався, на своїй осі температуру, що знаходиться в інтервалі температур між температурами ліквідус-солідус, тобто на деякій частині своєї довжини містить рідко-тверду серцевину, і, таким чином, значно більший тепловміст одиниці довжини заготовки в порівнянні з традиційною технологією, дозволяє проводити вирівнювання температури по довжині і перетину зливка і заготовки термостатуванням за рахунок власного тепловмісту із забезпеченням необхідної температури заготовки на вході у прокатний стан. Це дозволяє відмовитися від нагріву заготовок перед прокаткою. Локальне обтиснення безперервнолитого зливка, що частково закристалізувався, в двох взаємно-перпендикулярних напрямах дозволяє сформувати на безперервнолитому зливку феронепроникну перегородку в зоні, де надалі зливок буде підданий поперечному різанню з подальшим відділенням заготовки. Такий технологічний прийом виключає можливість прориву рідкого металу не тільки із зливка, але і з відокремленої заготовки, а також забезпечує можливість подальшого вирівнювання температури по довжині і перетину зливка і заготовки термостатуванням за рахунок теплоти, що виділяється при кристалізації осьової частини заготовки. Таким чином, вирівнювання температури по довжині і перетину зливка і заготовки в термостатуючому пристрої з використанням теплоти кристалізації дозволяє відмовитися від традиційного нагріву заготовок перед прокаткою. Поєднання послідовних операцій локального обтиснення і розділення зливка, що частково закристалізувався, на заготовки зменшує тривалість технологічних операцій до моменту розрізання зливка на заготовки, тобто шлях переміщення зливка від кристалізатора до відділення заготовки від зливка буде мінімальним, мінімальними будуть 50716 4 і втрати теплоти заготовкою. Крім того, в процесі локального обтиснення зливка відповідним торцевим частинам заготовки і зливка надається форма, що забезпечує більш надійне захоплювання заготовки в прокатному стані, що, у свою чергу, забезпечує мінімізацію втрат металу в обрізь переднього і заднього кінців готового прокату і скорочує втрати металу за рахунок зменшення кількості забурювань на прокатному стані. Операція локального обтиснення в 2-х взаємоперпендикулярних напрямах зливка, що частково закристалізувався, виконується синхронно з рухом цього зливка, що дозволяє виключити виникнення небажаних подовжніх сил як в самому зливку, так і в пристрої локального обтиснення і розрізання. Приклад здійснення способу приведений для випадку розливу зливків на МБЛЗ криволінійного типу. На Фіг.1 представлена схема технологічного процесу безперервного розливу-прокатки, де 1 проміжний ківш МБЛЗ; 2 - кристалізатор; 3 - зона вторинного охолоджування; 4 - безперервнолитий зливок; 5 - тягнуче-правильна кліть (у випадку використання МБЛЗ криволінійного типу); 6 - блок пристроїв локального обтиснення і розрізання зливка в положенні початку обтиснення (І) і в положенні закінчення розрізання (II); 7 - термостатуючий пристрій; 8 - безперервнолита заготовка мірної довжини; 9 - прокатний стан. На Фіг.2 представлений приклад температурної діаграми процесу розливу зливка і термостатування зливка і заготовки перед прокаткою. В порівнянні з традиційним способом безперервного розливу-прокатки, що передбачає розрізання зливка, що повністю закристалізувався, в пропонованому способі зливок при розрізанні має рідку серцевину. Рідка серцевина в зливку може бути одержана при фіксованому місці розрізання зливка на заготовки або підвищенням швидкості розливу, або збільшенням перетину безперервнолитого зливка, або будь-яким іншим способом. За наявності можливості переміщення місця розрізання такий же ефект досягається наближенням місця розрізання до кристалізатора, а також будьяким іншим способом. В даному прикладі розглядається спосіб збільшення швидкості розливу в 2 рази, що дозволяє зберегти продуктивність МБЛЗ незмінною при зменшенні числа рівчаків в 2 рази. В загальному випадку швидкість розливу зливка задають такою, при якій середньомасова температура необтиснених об'ємів зливка на всій ділянці від точки розрізання до прокатного стану не опускається нижче за середиьомасову температуру заготовки на вході в першу кліть прокатного стану, при цьому враховуються неминучі втрати теплоти заготовкою на елементах технологічної лінії ЛПК. На прямолінійній ділянці рівчака МБЛЗ після тягнуче-правильної кліті 5 безперервнолитий зливок 4, що частково закристалізувався, піддають послідовним операціям: локальному обтисненню в двох взаємно перпендикулярних напрямах до змикання шарів зливка (положення І блоку пристроїв 6), що закристалізувалися, з подальшим відділенням заготовки (положення II блоку пристроїв 6) в 5 місці якнайменшого перетину зони локального обтиснення зливка. Процес обтиснення зливка 4 і відділення від нього заготовки 8 здійснюють в єдиному блоці пристроїв 6 локального обтиснення і розрізання зливка протягом деякого часу, при цьому блок пристроїв 6 локального обтиснення і розрізання зливка переміщають синхронно з розливним зливком від точки зіткнення інструменту локального обтиснення з поверхнею безперервнолитого зливка до точки, в якій заготовка буде відокремлена від безперервнолитого зливка. Вирівнювання температури по довжині і перетину зливка і заготовки здійснюють одночасно з кристалізацією осьової зони зливка і заготовки в термостатуючому пристрої 7, розташованому безпосередньо за точкою відділення заготовки від безперервнолитого зливка. На прокатному стані 9 заготовку прокатують на профілі необхідного розміру за звичайною технологією. Температурні характеристики зливка і заготовки на різних етапах процесу отримання гарячекатаного прокату за пропонованим способом, представлені на Фіг.2, одержані розрахунковим шляхом з використанням чисельної математичної моделі теплообміну (Теплові процеси при безперервному литті сталі. Самойловіч Ю.А., Крульовецкий С.А., Горяїнов Б.А., Кабаков З.К., - М.: Металургія, 1982. - 152с.). Вихідні дані при розрахунку теплообміну: 1. Температура перегріву сталі перед розливом - 20°С. 2. Перетин зливка - квадрат із стороною а=0,125м. Еквівалентний радіус зливка a / 0,5 0,125 / 0,5 0,0705 м 70,5 мм. 3. Швидкість розливу за пропонованим способом - 4,4м/мін. 4. Висота кристалізатора - 0,8 м. 5. Довжина зони вторинного охолоджування (ЗВО) - 6,1м. 6. Металургійна довжина МБЛЗ - 23,77м. 7. Відстань між тягнуче-правильною кліттю і пристроєм локального обтиснення і розділення зливка - 8,8м. 8. Прийнятий хімічний склад сталі: С=0,18%; Мn=0,5%; Si=0,2%; S=0,055%; Р=0,05%. 9. Температура ліквідує - 1519°С. 10. Температура солідус - 1453°С. 11. Мірна довжина заготовки -12м. 12. Термостатуючий пристрій є ідеальним, тобто тепловий потік з поверхні заготовки рівний нулю. Відповідно до пропонованого способу температура поверхні зливка в кристалізаторі 2 з моменту подачі рідкої сталі в кристалізатор падає від температури 1539°С до 1350°С (крива 3, Фіг.2). Падіння температури в порівнянні з традиційним способом менш значне, оскільки швидкість розливу вище в 2 рази і, відповідно, час перебування зливка в охолоджуючих пристроях в 2 рази менше. Цим досягається збільшення тепловмісту зливка перед його розділенням на окремі заготовки, забезпечується збереження продуктивності МБЛЗ і R 50716 6 зберігається місцезнаходження основних вузлів технологічної лінії, а саме, тягнуче-правильної кліті, блоку пристроїв локального обтиснення і розрізання зливка, аналогічне тому, як їх розташовують при традиційній технології. Після виходу з кристалізатора 2 зливок потрапляє в зону 3 вторинного охолоджування (ЗВО), в якій температура поверхні на початку цієї зони підіймається на 40°С за рахунок зниження інтенсивності охолоджування в порівнянні з кристалізатором 2, а потім починає швидко знижуватися. Температура поверхні падає до 1180°С, середньомасова (крива 2) - до 1430°С, а температура на осі (крива 1) мало змінюється і рівна 1530°С. Після виходу зливка із зони вторинного охолоджування 3 на повітря температура поверхні спочатку підіймається на 50°С за рахунок зниження інтенсивності охолоджування в порівнянні із ЗВО, а потім починає поступово знижуватися. В тягнуче-правильній кліті 5 температура поверхні зливка складає 1180°С, середньомасова температура 1360°С, а температура на осі рівна температурі ліквідує. Такі температурні умови забезпечують випрямляння зливка без утворення дефектів на поверхні внутрішнього радіусу безперервнолитого зливка. Випрямлений зливок проходить далі із швидкістю розливу, і поблизу точки відділення заготовки від зливка починається операція локального обтиснення зливка (положення І блоку пристроїв 6) в точці передбачуваного його розділення на мірні заготовки. Операція локального обтиснення зливка виконується в двох взаємоперпендикулярних напрямах. В зоні локального обтиснення зливка відбувається змикання затверділих шарів зливка. Товщина твердої скориночки по периметру заготовки приблизно в 2 рази більше поперечного розміру рідкої серцевини. Так, на даному зливку в пропонованому варіанті товщини скориночки з кожної сторони складають близько 45-50мм, а діаметр рідкої серцевини складає 45-50мм Операція локального обтиснення вимагає деякого часу і тому здійснюється блоком пристроїв 6 локального обтиснення і розрізання зливка, робочий хід якого синхронізований із швидкістю руху зливка 4. Локальне обтиснення до змикання поверхневих шарів зливка, що закристалізувалися, готує безперервно литий зливок до наступної операції розділення його на заготовки. На завершальній стадії операції обтиснення відбувається відділення заготовки від зливка (положення II блоку пристроїв 6). Після відокремлення попередньої заготовки від зливка передній торець зливка входить до внутрішнього простору термостатуючого пристрою. При цьому температура на осі зливка вище за температуру солідус, тоді як на поверхні температура всього лише 1110°С. Під час проходження зливком термостатуючого пристрою 7 температури на осі і на поверхні прагнуть середиьомасової температури 1300°С. В реальних термостатуючих пристроях 7 обов'язково присутні теплові втрати і температура заготовки буде трохи нижче. Можна звернути увагу на поведінку середиьомасової температури: у момент розділення зливка вона починає збіль 7 50716 шуватися. Це відбувається за рахунок виділення теплоти плавлення в процесі затвердіння рідкої серцевини зливка і заготовки, а також за рахунок відсутності теплових втрат з поверхні зливка в оточуюче середовище. У момент відділення від зливка мірної заготовки, передній кінець заготовки має перепад температури по перетину близько 50°С, тоді як задній кінець має значний перепад температури близько 400°С. В процесі подальшого руху заготовки усередині термостатуючого пристрою із швидкістю розливу перепад температур по перетину заготов Комп’ютерна верстка Н. Лиcенко 8 ки швидко зменшується. На виході з термостатуючого пристрою 7 передній кінець заготовки 8 практично не має перепаду температур по перетину, а задній кінець заготовки має незначний перепад температури по перетину, що становить приблизно 50°С. При цьому рівень середиьомасової температури складає 1300°С, що вище мінімально необхідної температури за умов прокатки заготовок. Це дозволяє відмовитися від використання нагрівальної печі для нагріву заготовки перед прокатним станом і, відповідно, заощадити пічне паливо. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hot-rolled stock
Автори англійськоюPolieschuk Valentyn Mykhailovych, Krivchenko Yurii Serhiiovych, Brovkin Volodymyr Leonidovych
Назва патенту російськоюСпособ производства горячекатаного проката
Автори російськоюПолещук Валентин Михайлович, Кривченко Юрий Сергеевич, Бровкин Владимир Леонидович
МПК / Мітки
МПК: B22D 11/22, B21B 1/46, B22D 11/14
Мітки: спосіб, гарячекатаного, виробництва, прокату
Код посилання
<a href="https://ua.patents.su/4-50716-sposib-virobnictva-garyachekatanogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва гарячекатаного прокату</a>
Спосіб ресурсозберігаючого виробництва прокату
Номер патенту: 33738
Опубліковано: 15.02.2001
Автори: Якін Михайло Миколаєвич, Олейнік Віктор Васильович, Лещенко Єгор Миколаєвич, Бойко Володимир Семенович, Сімон Віталій Мусійович, Омельяненко Микола Іванович, Шебаниць Едуард Миколаїович
Мітки: ресурсозберігаючого, спосіб, виробництва, прокату
Формула / Реферат:
1. Спосіб ресурсозберігаючого виробництва прокату, що включає одержання сталі і розливу її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посад зливків із рідкою серцевиною в колодязі їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготовку, передачу заготовок до прокатного стана без підігріву в печах прокатку в його клетях, який відрізняється тим, що теплову обробку зливків виконують без подачі палива...
Спосіб ресурсозберігаючого виробництва прокату
Номер патенту: 33737
Опубліковано: 15.02.2001
Автори: Разумний Павло Кузьміч, Дригін Олександр Іванович, Бойко Володимир Семенович, Шебаниць Едуард Миколаїович, Зеленський Віктор Євгенович, Сімон Віталій Мусійович, Пефтієв Володимир Михайлович, Омельяненко Микола Іванович
Мітки: виробництва, ресурсозберігаючого, спосіб, прокату
Формула / Реферат:
1. Спосіб ресурсозберігаючого виробництва прокату, що включає одержання сталі і розливу її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посад зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній клеті на заготовку, передачу заготовок до прокатного стана без підігріву в печах прокатку в його клітях, який відрізняється тим, що посад зливків у колодязь роблять при їхній...
Спосіб виробництва сталевого прокату
Номер патенту: 66653
Опубліковано: 17.05.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, виробництва, спосіб, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки тимчасовий опір сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Спосіб виробництва сталевого прокату
Номер патенту: 66654
Опубліковано: 17.05.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: виробництва, сталевого, спосіб, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: сталевого, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Попередній патент: Спосіб оцінки ефективності лікування хворих на ішемічну хворобу серця із стенокардією та артеріальною гіпертензією атенололом
Наступний патент: Пристрій кріплення запасного колеса
Випадковий патент: Спосіб переробки зерна пшениці або тритикале на пластівці підвищеної біологічної цінності