B21B 1/38 — для прокатки листів обмеженої довжини, наприклад гофрованих листів або листів, накладених один на одного
Лист для холодного штампування
Номер патенту: 106803
Опубліковано: 10.10.2014
Автори: Редько Леонід Олегович, Білий Вячеслав Євгенійович, Білий Євгеній Тимофійович
МПК: B21B 1/38, B21B 27/02, B21B 1/22 ...
Мітки: штампування, лист, холодного
Формула / Реферат:
Лист для холодного штампування з рельєфом поверхні у вигляді закономірно повторюваних виступів і западин, який відрізняється тим, що розмір кожної западини в плані в максимальному перерізі становить 0,9-1,1 від товщини листа, а площа западин у плані становить 0,2-0,3 від площі листа.
Спосіб енергозберігаючої прокатки сталевих злитків
Номер патенту: 61550
Опубліковано: 25.07.2011
Автори: Якін Михайло Миколайович, Прахнін Вячеслав Леонідович, Мурашкін Олександр Вікторович, Кладіті Георгій Олександрович, Фентісов Ігор Миколайович, Шмельков Дмитро Миколайович, Коваль Сергій Олексійович
МПК: C21D 1/34, B21B 1/38
Мітки: енергозберігаючої, спосіб, прокатки, сталевих, злитків
Формула / Реферат:
Спосіб енергозберігаючої прокатки сталевих злитків, що містить розливання в виливниці, передачу злитків кратними частинами до нагрівальних колодязів обтискного стану, посад злитків з рідкою серцевиною в колодязі та теплову обробку злитків у колодязях, яку виконують без подачі палива протягом усього часу підйому температури колодязя за рахунок внутрішньої теплоємності злитків, з наступним нагріванням садки за рахунок подачі палива, який...
Спосіб обробки поверхні листового металу
Номер патенту: 92821
Опубліковано: 10.12.2010
Автори: Редько Леонід Олегович, Білий Євгеній Тимофійович, Білий Вячеслав Євгенійович
МПК: B21B 27/02, B21B 1/22, B21B 1/38 ...
Мітки: листового, обробки, поверхні, спосіб, металу
Формула / Реферат:
Спосіб обробки поверхні листового металу, який включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних западин, орієнтованих діагоналлю в напрямку прокатки, який відрізняється тим, що рельєф формують у вигляді сукупності однорідних ромбовидних западин з відношенням розмірів діагоналей від 1,4 до 2,5 та орієнтованих у...
Спосіб виробництва металопрокату
Номер патенту: 49443
Опубліковано: 26.04.2010
Автори: Огурцов Євген Миколайович, Ізотов Борис Володимирович, Безчерев Олександр Сергійович, Куракін Юрій Миколайович
МПК: B21B 1/38, C21D 1/34
Мітки: металопрокату, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва металопрокату, який включає одержання сталі та її розливання у виливки, передачу виливків до нагрівальних колодязів обтискного стана, теплову обробку виливків в нагрівальних колодязях, прокатку виливків в обтискній кліті на заготівку, передачу заготівок до прокатного стана та їх прокатку в клітях цього стана, який відрізняється тим, що теплова обробка виливків в нагрівальних колодязях складається з двох послідовних етапів:...
Спосіб прокатки товстих листів
Номер патенту: 86476
Опубліковано: 27.04.2009
Автори: Руденко Євген Олексійович, Остапенко Арнольд Леонтійович, Юр'єв Олег Михайлович, Коновалов Юрій В'ячеславович
МПК: B21B 1/38
Мітки: спосіб, прокатки, товстих, листів
Формула / Реферат:
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщини розкату шляхом змінного по його довжині обтиску, який збільшується від кінців до середини довжини розкату, в поздовжньому проході перед кантуванням розкату на 90°, який відрізняється тим, що при прокатці листів їх ширину формують з довжини слябів, для чого спочатку здійснюють поперечну прокатку сляба до...
Спосіб редукування гарячих слябів та пристрій для його здійснення
Номер патенту: 83680
Опубліковано: 11.08.2008
Автори: Цвєтков Лєонід Євгєньєвіч, Іоффе Анатолій Мойсей-Аронович, Лєліков Алєксандр Ніколаєвіч, Зільберг Юрій Володимирович
МПК: B21B 15/00, B21B 1/38
Мітки: спосіб, гарячих, слябів, пристрій, редукування, здійснення
Формула / Реферат:
1. Спосіб редукування гарячих слябів, який включає обтиск слябу по ширині окремими ділянками вздовж сляба двома симетрично встановленими лінійками, які виконані з можливістю зворотно-поступального руху перпендикулярно відносно поздовжньої осі сляба, який відрізняється тим, що обтиск проводять при довжині зони деформації, яка становить не менше 0,8 початкової ширини сляба.2. Пристрій для редукування гарячих слябів, який включає два...
Спосіб виробництва прокату із виливків з рідкою серцевиною
Номер патенту: 27436
Опубліковано: 25.10.2007
Автори: Безчерев Олександр Сергійович, Харін Олексій Костянтинович, Шебаніц Едуард Миколайович, Дригін Олександр Іванович, Вахтін Олександр Олексійович, Ізотов Борис Володимирович, Огурцов Євген Миколайович, Куракін Юрій Миколайович
МПК: C21D 1/34, B21B 1/38
Мітки: серцевиною, виробництва, виливків, прокату, рідкою, спосіб
Формула / Реферат:
Спосіб виробництва прокату із виливків з рідкою серцевиною, що включає одержання сталі та її розливання у виливки, передачу виливків до нагрівальних колодязів обтискного стана, посадку виливків з рідкою серцевиною в нагрівальні колодязі та їх теплову обробку в нагрівальних колодязях, прокатку виливків в обтискній кліті на заготівку, передачу заготівок до прокатного стана та їх прокатку в клітях цього стана, який відрізняється тим, що теплова...
Спосіб виробництва прокату
Номер патенту: 26840
Опубліковано: 10.10.2007
Автори: Харін Олексій Костянтинович, Шебаніц Едуард Миколайович, Шаламов Юрій Микитович, Безчерев Олександр Сергійович, Огурцов Євген Миколайович, Ізотов Борис Володимирович, Дригін Олександр Іванович, Куракін Юрій Миколайович
МПК: C21D 1/34, B21B 1/38
Мітки: виробництва, спосіб, прокату
Формула / Реферат:
Спосіб виробництва прокату, що включає одержання сталі та її розливання у виливки, передачу виливків до нагрівальних колодязів обтискного стана, посадку виливків з рідкою серцевиною в нагрівальні колодязі та їх теплову обробку в нагрівальних колодязях, прокатку виливків в обтискній кліті на заготівку, передачу заготівок до прокатного стана та їх прокатку в клітях цього стана, який відрізняється тим, що теплову обробку виливків в нагрівальних...
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: товстих, листів, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб виробництва багатошарових листів
Номер патенту: 17123
Опубліковано: 15.09.2006
Автор: Луценко Віктор Олександрович
МПК: B21B 1/38
Мітки: листів, багатошарових, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва багатошарових листів, що включає виготовлення заготовок основного і плакованого шарів, розміщення між ними проміжного підшару з металевої фольги, зварювання пакетів, їх нагрівання і прокатування, який відрізняється тим, що на контактні поверхні заготовок плакованого шару наносять нікелеве гальванічне покриття товщиною 0,07-0,11 товщини нікелевої фольги, а нікелеву фольгу укладають між заготовками основного і плакованого...
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Туляков Віктор Олександрович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: спосіб, прокатки, листів, товстих
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб виготовлення профілю
Номер патенту: 12296
Опубліковано: 16.01.2006
Автори: Науменко Володимир Миколайович, Войцішевський Олександр Анатолійович
МПК: B21B 1/38
Мітки: спосіб, профілю, виготовлення
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що заглибини формують у вигляді однорідних півсфер, а відстань між центрами цих півсфер вибирають із наступного співвідношення: L=(2-8)D де: L - відстань між центрами півсфер, мм; D - діаметр півсфери, мм.
Спосіб ресурсозберігаючого виробництва прокату
Номер патенту: 10509
Опубліковано: 15.11.2005
Автори: Омельяненко Микола Іванович, Якін Михайло Миколайович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Сімон Віталій Мусійович, Дригін Олександр Іванович, Олейнік Віктор Васильович, Лещенко Єгор Миколайович
МПК: C21D 1/34, B21B 1/38
Мітки: прокату, виробництва, ресурсозберігаючого, спосіб
Формула / Реферат:
1. Спосіб ресурсозберігаючого виробництва прокату, що включає одержання сталі і розливання її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посадку зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготівлю, передачу заготівель до прокатного стану без підігріву в печах і прокатку в клітях, який відрізняється тим, що теплову обробку зливків виконують без подачі...
Спосіб виготовлення профілю
Номер патенту: 10861
Опубліковано: 15.11.2005
Автор: Науменко Володимир Миколайович
МПК: B21B 1/38
Мітки: профілю, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що деформування поверхні плоскої заготовки здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, які утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю.
Спосіб використання надлишкової тепломіскості зливків при їх тепловій обробці в колодязях перед прокаткою
Номер патенту: 9868
Опубліковано: 17.10.2005
Автори: Бойко Володимир Семенович, Омельяненко Микола Іванович, Пефтієв Володимир Михайлович, Сімон Віталій Мусійович, Зеленський Віктор Євгенович, Разумний Павло Кузьміч, Шебаніц Едуард Миколайович, Дригін Олександр Іванович
МПК: C21D 1/34, B21B 1/38
Мітки: тепловий, надлишкової, спосіб, прокаткою, обробці, колодязях, тепломіскості, зливків, використання
Формула / Реферат:
1. Спосіб використання надлишкової тепломісткості зливків при їх тепловій обробці в колодязях перед прокаткою, що включає одержання сталі і розливання її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посадку зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготовку, передачу заготовок до прокатного стана без підігріву в печах і прокатку в його клітях, який...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Климанчук Владислав Владиславович, Васєкін Андрій Валерійович, Лямцев Василь Петрович, Голі-Оглу Володимир Семенович, Греков Ніл Сергійович, Тарасенко Олег Станіславович, Кашков Генадій Алимович, Радушев Олексій Олександрович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Мурашкін Олександр Вікторович, Бойко Володимир Семенович, Саркіц Ігор Генадієвич, Налча Іван Борисович
МПК: B21B 1/38
Мітки: листів, товстих, гарячої, спосіб, прокатки
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб редукування литих заготовок
Номер патенту: 37413
Опубліковано: 15.05.2002
Автори: Кліменко Владислав Антонович, Климанчук Владислав Владиславович, Васекін Андрій Валерійович, Грекова Наталія Нілівна, Радушев Олексій Олександрович, Карнаушенко Ніл Андрійович, Дубінський Борис Євгенійович, Налча Георгій Іванович, Шебаніц Едуард Миколайович, Омельяненко Микола Іванович
МПК: B21B 1/38
Мітки: литих, заготовок, спосіб, редукування
Формула / Реферат:
Cпociб редукування литих заготовок на слябінгу з перемінним обтиском горизонтальними і вертикальними валками, який відрізняється тим, що сумарний обтиск вертикальними валками визначають виразомде Вз і bсл - ширина литої заготовки i катаного сляба, мм; - природне (вільне) розширення,...
Спосіб ресурсозберігаючого виробництва прокату
Номер патенту: 33738
Опубліковано: 15.02.2001
Автори: Бойко Володимир Семенович, Шебаниць Едуард Миколаїович, Якін Михайло Миколаєвич, Сімон Віталій Мусійович, Омельяненко Микола Іванович, Лещенко Єгор Миколаєвич, Олейнік Віктор Васильович
МПК: B21B 1/38, C21D 1/34
Мітки: спосіб, прокату, ресурсозберігаючого, виробництва
Формула / Реферат:
1. Спосіб ресурсозберігаючого виробництва прокату, що включає одержання сталі і розливу її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посад зливків із рідкою серцевиною в колодязі їхню теплову обробку в колодязях, прокатку в обтискній кліті на заготовку, передачу заготовок до прокатного стана без підігріву в печах прокатку в його клетях, який відрізняється тим, що теплову обробку зливків виконують без подачі палива...
Спосіб ресурсозберігаючого виробництва прокату
Номер патенту: 33737
Опубліковано: 15.02.2001
Автори: Шебаниць Едуард Миколаїович, Разумний Павло Кузьміч, Омельяненко Микола Іванович, Пефтієв Володимир Михайлович, Бойко Володимир Семенович, Сімон Віталій Мусійович, Дригін Олександр Іванович, Зеленський Віктор Євгенович
МПК: B21B 1/38, C21D 1/34
Мітки: прокату, ресурсозберігаючого, виробництва, спосіб
Формула / Реферат:
1. Спосіб ресурсозберігаючого виробництва прокату, що включає одержання сталі і розливу її в зливки, передачу зливків до нагрівальних колодязів обтискного стана, посад зливків із рідкою серцевиною в колодязі і їхню теплову обробку в колодязях, прокатку в обтискній клеті на заготовку, передачу заготовок до прокатного стана без підігріву в печах прокатку в його клітях, який відрізняється тим, що посад зливків у колодязь роблять при їхній...
Спосіб виробництва холоднокатаної штаби з диференційованими міцнісними властивостями
Номер патенту: 23233
Опубліковано: 29.12.1999
Автори: Максаков Анатолій Іванович, Толпа Анатолій Андрійович, Мельник Станіслав Михайлович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Пелець Сергій Миколайович
МПК: B21B 1/38
Мітки: властивостями, штаби, виробництва, холоднокатаної, диференційованими, спосіб, міцнісними
Формула / Реферат:
Способ производства холоднокатанной полосы с дифференцированными прочностными свойствами, включающий обжатие во взаимоперпендикулярных направлениях с преимущественным обжатием прикромочных участков, отличающийся тем, что обжатия производят с суммарной величиной относительной деформации 0,025-0,20 до изменения направления обжатия, при этом в ребровом проходе одновременно с обжатием боковой кромки формируют выступы на широких гранях, с...
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Повар Володимир Борисович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович
МПК: B21B 1/38
Мітки: товстих, прокатки, спосіб, листів
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб обробки поверхні листа
Номер патенту: 18803
Опубліковано: 25.12.1997
Автори: Білий Євген Тимофійович, Кравчун Степан Іванович, Потіп Микола Андрійович, Білий Вячеслав Євгенович
МПК: B21B 1/38
Мітки: листа, поверхні, обробки, спосіб
Формула / Реферат:
Способ обработки поверхности листа, включающий деформирование прокаткой в рифленых валках с формированием однородных конусных впадин, отличающийся тем, что при деформировании одновременно с впадинами формируют однородные выступы с поверхностью вершин, лежащих в одной плоскости, параллельной плоскости листа и образующей квадраты, диагональ которых совпадает с направлением прокатки.
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
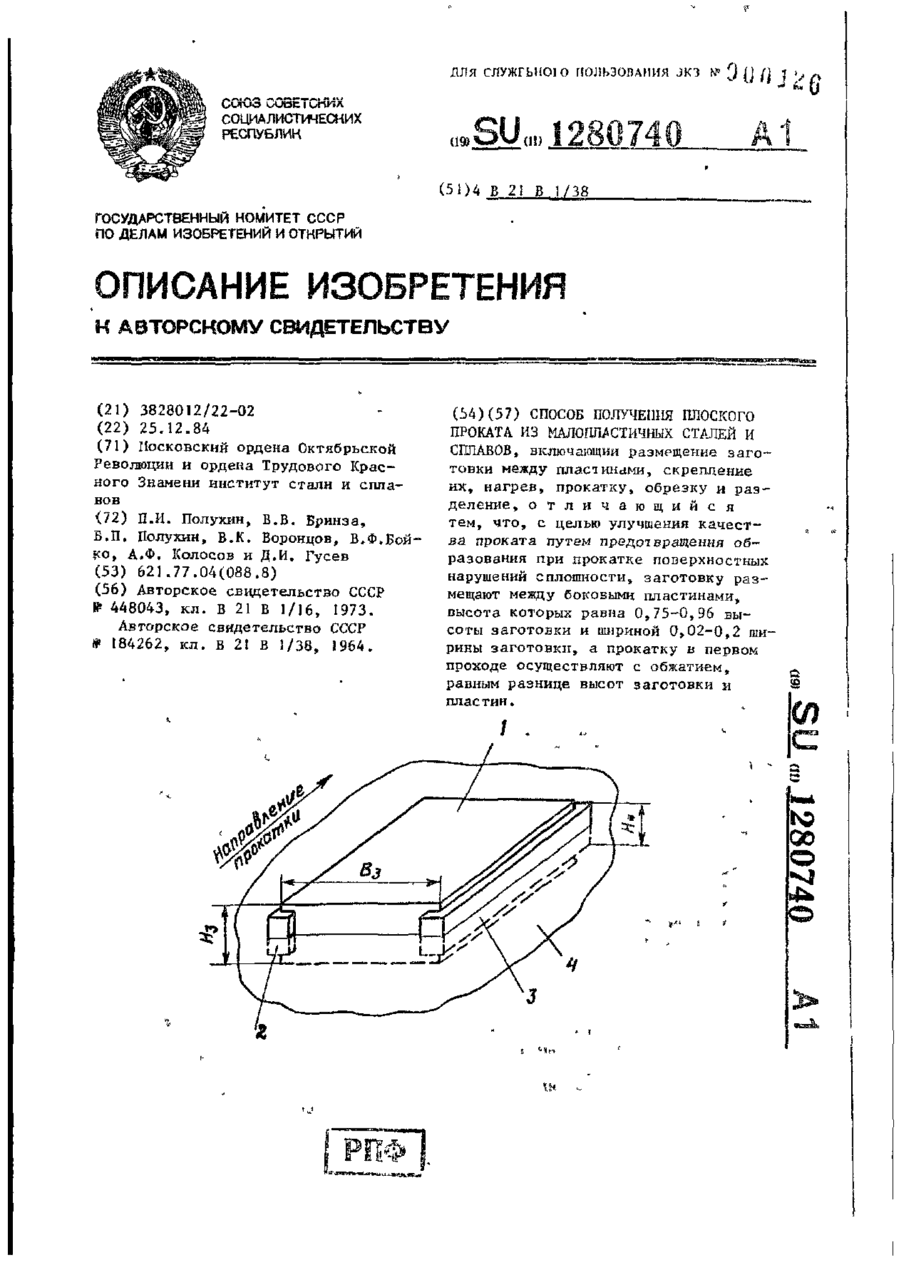
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Гусєв Дмітрій Івановіч, Колосов Александр Фйодоровіч, Полухін Владімір Пєтровіч, Полухін Пйотр Івановіч, Бойко Владімір Фйодоровіч, Воронцов Вячєслав Константіновіч, Брінза Вячєслав Владіміровіч
МПК: B21B 1/38
Мітки: отримання, малопластичних, плоского, спосіб, сплавів, прокату, сталей
Формула / Реферат:
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб виробництва прокату
Номер патенту: 8047
Опубліковано: 26.12.1995
Автори: Стурза Василь Іванович, Бердічевський Юрій Євгенович, Кацнельсон Генріх Майорович, Сердюк Генадій Анатолійович, Холодило Валерій Андрійович, Мінаєв Олександр Анатолійович, Сайгаков Анатолій Авраамович
МПК: B21B 45/02, B21B 1/38, C21D 8/00 ...
Мітки: прокату, спосіб, виробництва
Формула / Реферат:
Способ производства проката, преимущественно арматурных и угловых профилей, включающий нагрев металла, деформацию в черновых и чистовых проходах и послед еформационное охлаждение, отличающийся тем, что, с целью обеспечения заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой, величину скорости охлаждения проката обеспечивают, исходя из соотношениягде v0 - скорость охлаждения проката с...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Гончар Володимир Павлович, Крупнік Леонід Ісаакович, Зосименко Валерій Дмитрович, Гавриленко Євген Дмитрович, Енвальд Анатолій Васильович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович
МПК: C21D 8/06, B21B 1/38
Мітки: сталі, обробки, спосіб, термомеханічної, арматурної
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Диордиця Сергій Васильович, Скороход Микола Михайлович, Гєрмашов Юрій Володимирович, Хорошілов Микола Макарович, Локтіонов Петро Якович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Гребєнюков Анатолій Васильович
МПК: B21B 1/38
Мітки: листів, прокаткою, металевих, виготовлення, спосіб, тонких, пакети
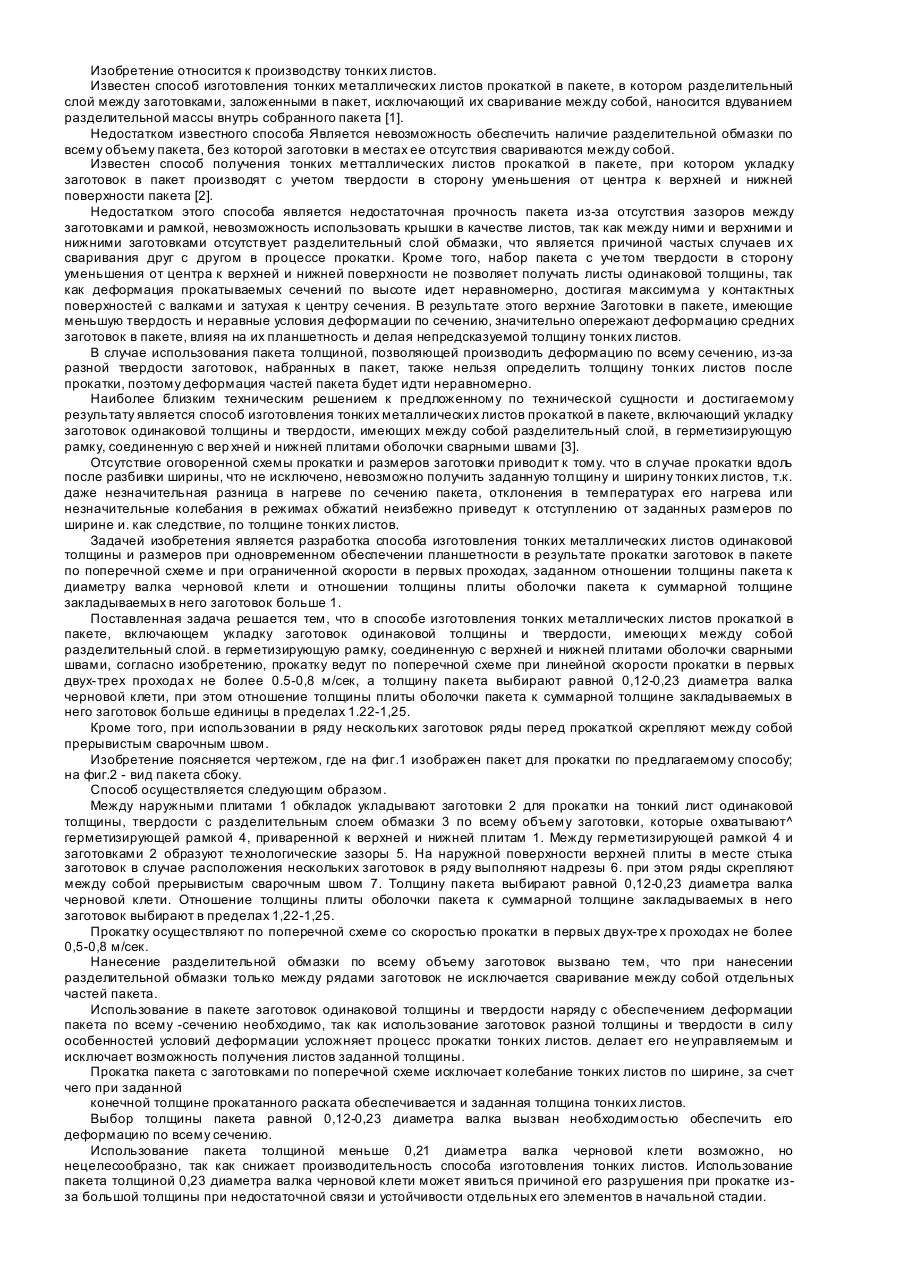
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Шульженко Віктор Васильович, Соловьйов Дмитро Володимирович, Проценко Юрій Юрійович, Міронов Євген Костянтинович
МПК: B21B 1/38
Мітки: листів, спосіб, виробництва, товстих
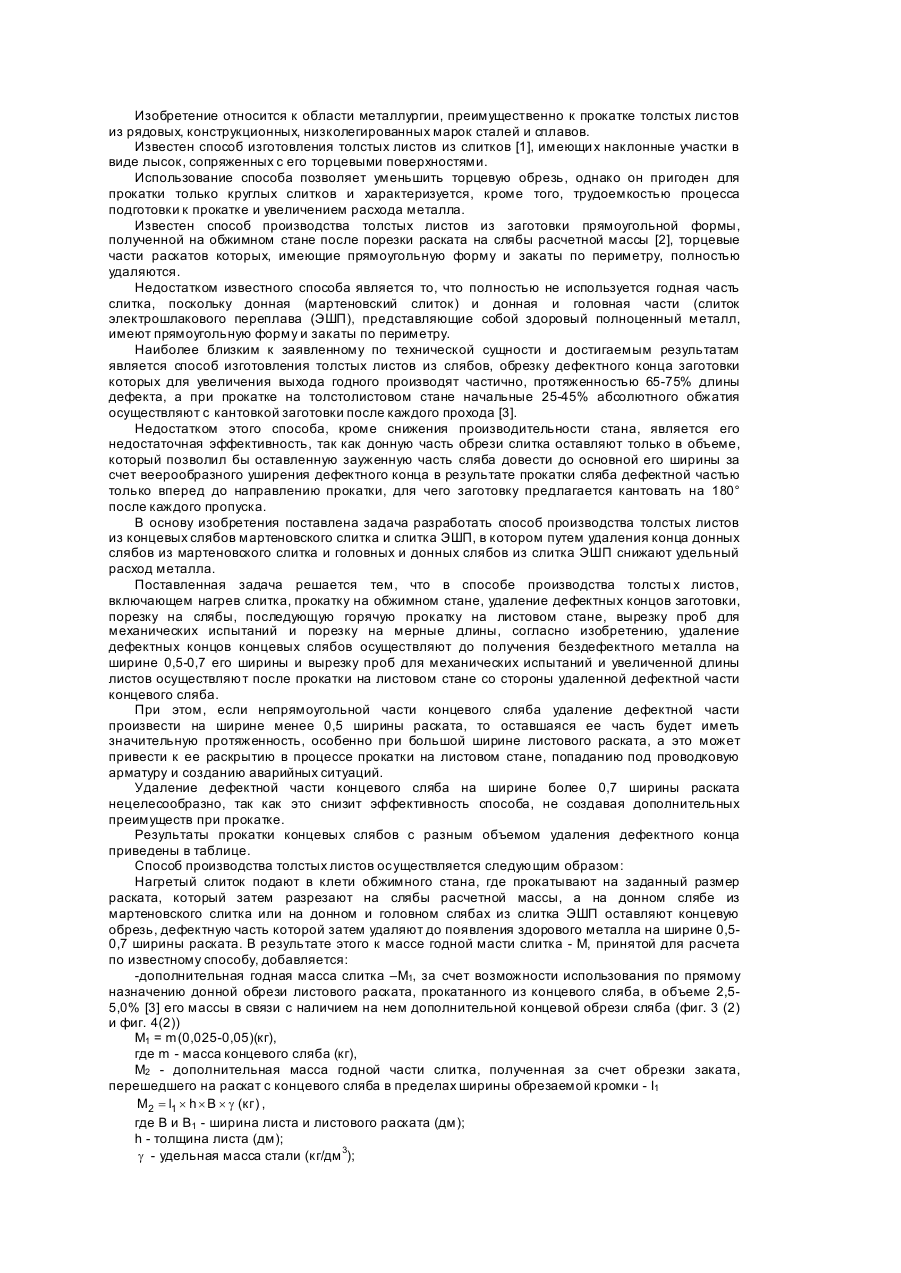
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Прохода Григорій Сергійович, Сапригін Хразален Михайлович, Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Крупник Ісаак Абрамович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович, Кузнєцов Лев Федорович, Єремєєв Віктор Іванович
МПК: B21B 1/38
Мітки: спосіб, металу, прокатки, штабового
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Локтіонов Петро Якович, Тарасов Віктор Іванович, Паталаха Анатолій Кузьмич, Антипенко Валентин Григорович, Міллєр Віктор Вікторович, Мочонов Валерій Георгійович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: вироблення, спосіб, листового, прокату
Формула / Реферат:
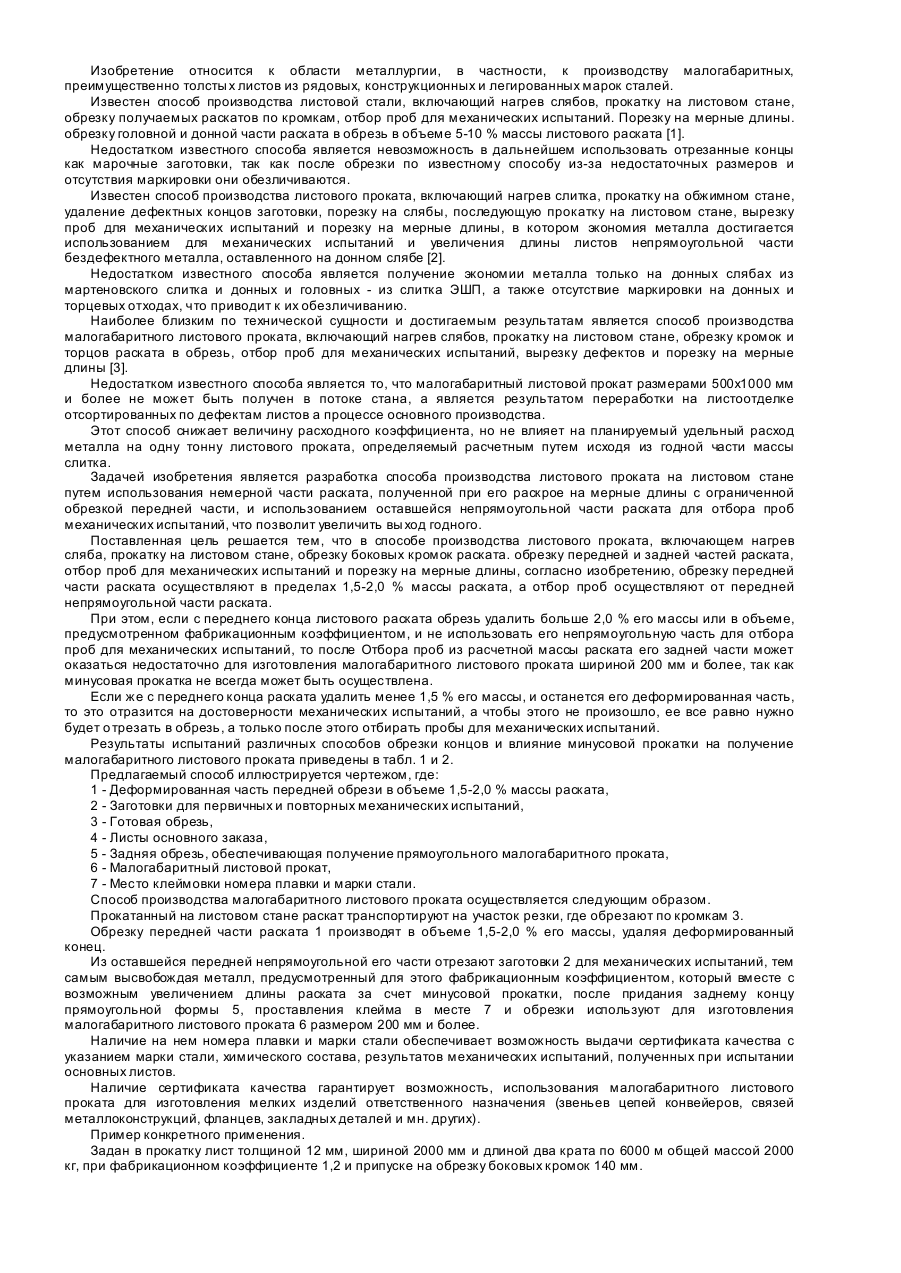
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.