Спосіб віброобробки дрібногабаритних площинних деталей
Формула / Реферат
Спосіб віброобробки дрібногабаритних площинних деталей, який полягає в тому, що у встановленому на пружній підвісці резервуарі із U-подібною формою поперечного перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, поверхням стінок і днища резервуара інерційним віброзбуджувачем надають плоского коливального руху, створюють інтенсивне перемішування вмісту резервуара, при відносному переміщенні і взаємному тиску гранул середовища і деталей проводять процес обробки, видаляють дефектний шар металу і його оксидів, зменшують шорсткість поверхні, який відрізняється тим, що процес обробки, руйнування пакетів злиплих дрібногабаритних площинних деталей і їх склепінь, запобігання екрануванню оброблюваних поверхонь деталей і їх деформації при взаємному зіткненні проводять у зустрічнорухомих висхідних і низхідних потоках середовища, що формуються робочими поверхнями резервуара і об'ємного хрестоподібного дефлектора, який встановлюють обхватом його внутрішньої порожнини циліндрового корпусу коаксіального резервуара інерційного віброзбуджувача з можливістю вільного обертання під дією силових імпульсів робочого середовища, що коливається, у напрямі його циркуляційного руху, найбільший подовжній розмір L перерізу овальних елементів конструкції дефлектора вибирають з умови, де R - радіус днища резервуара, найбільший поперечний розмір l перерізу овальних елементів з умови відповідності відношенню вертикальної і горизонтальної амплітуд коливання резервуара дорівнює 0,25R (l=0,25R), осьову відстань b між робочими поверхнями резервуара і дефлектора вибирають рівною половині радіуса R днища (b=0,5R), висота H резервуара рівна 2,25R.
Текст
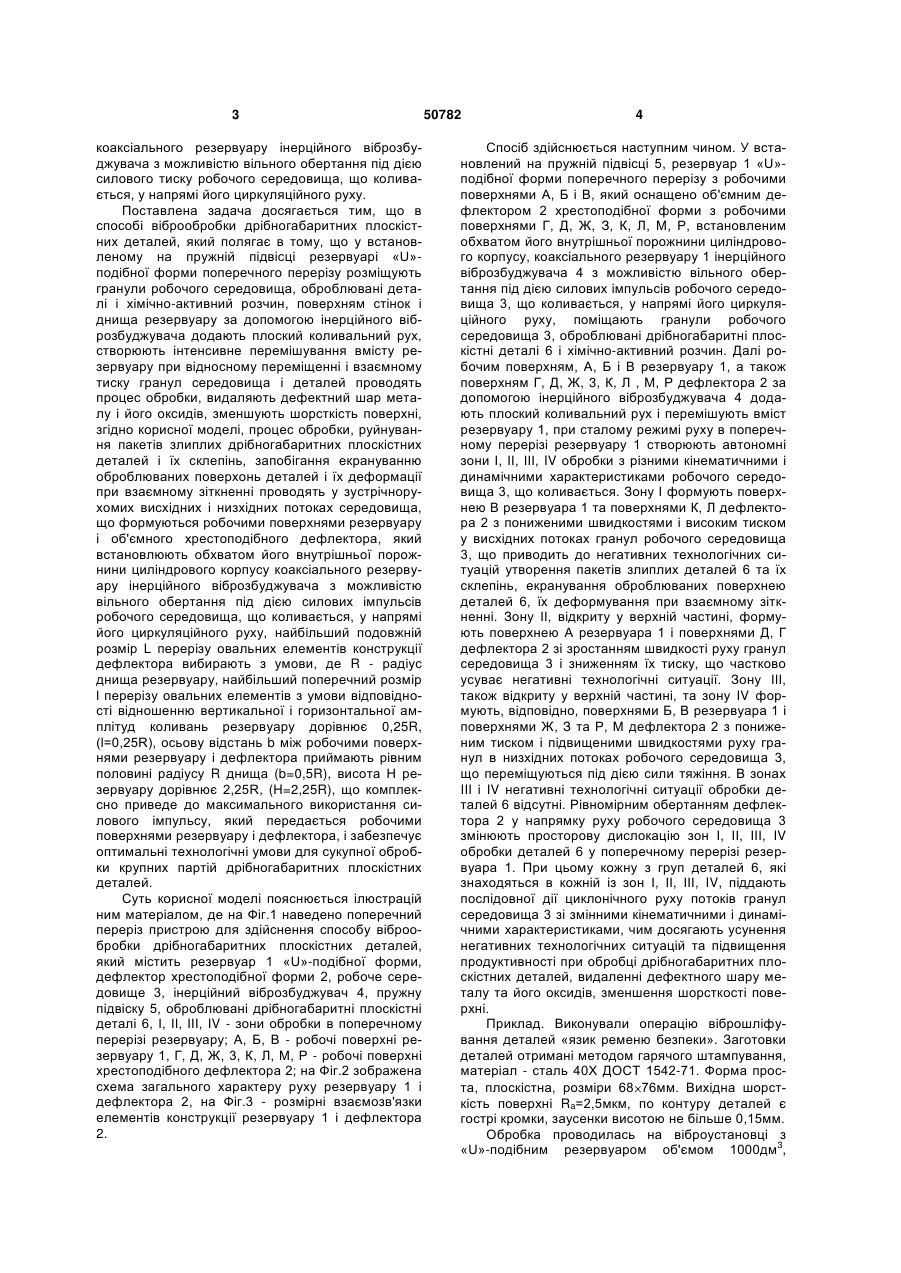
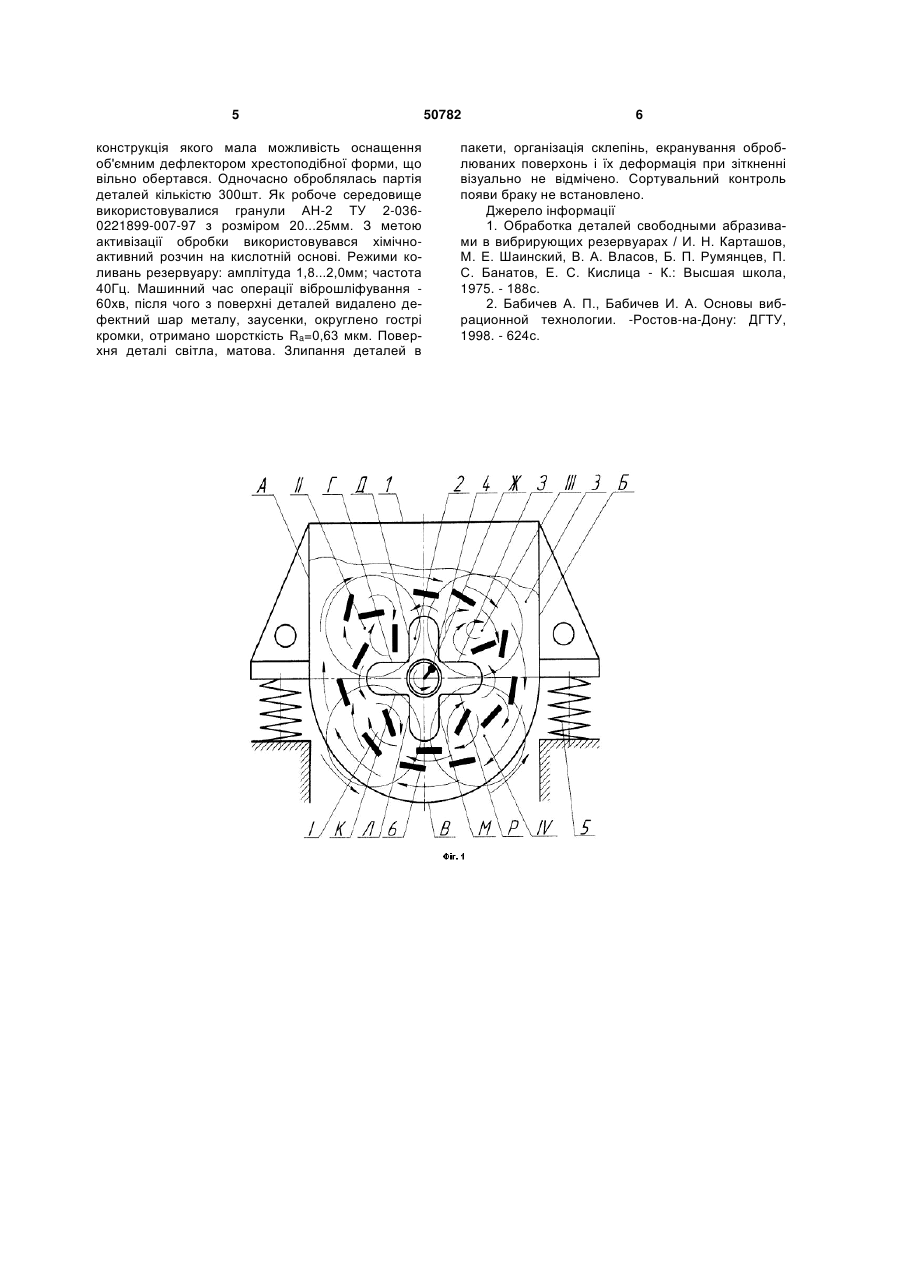
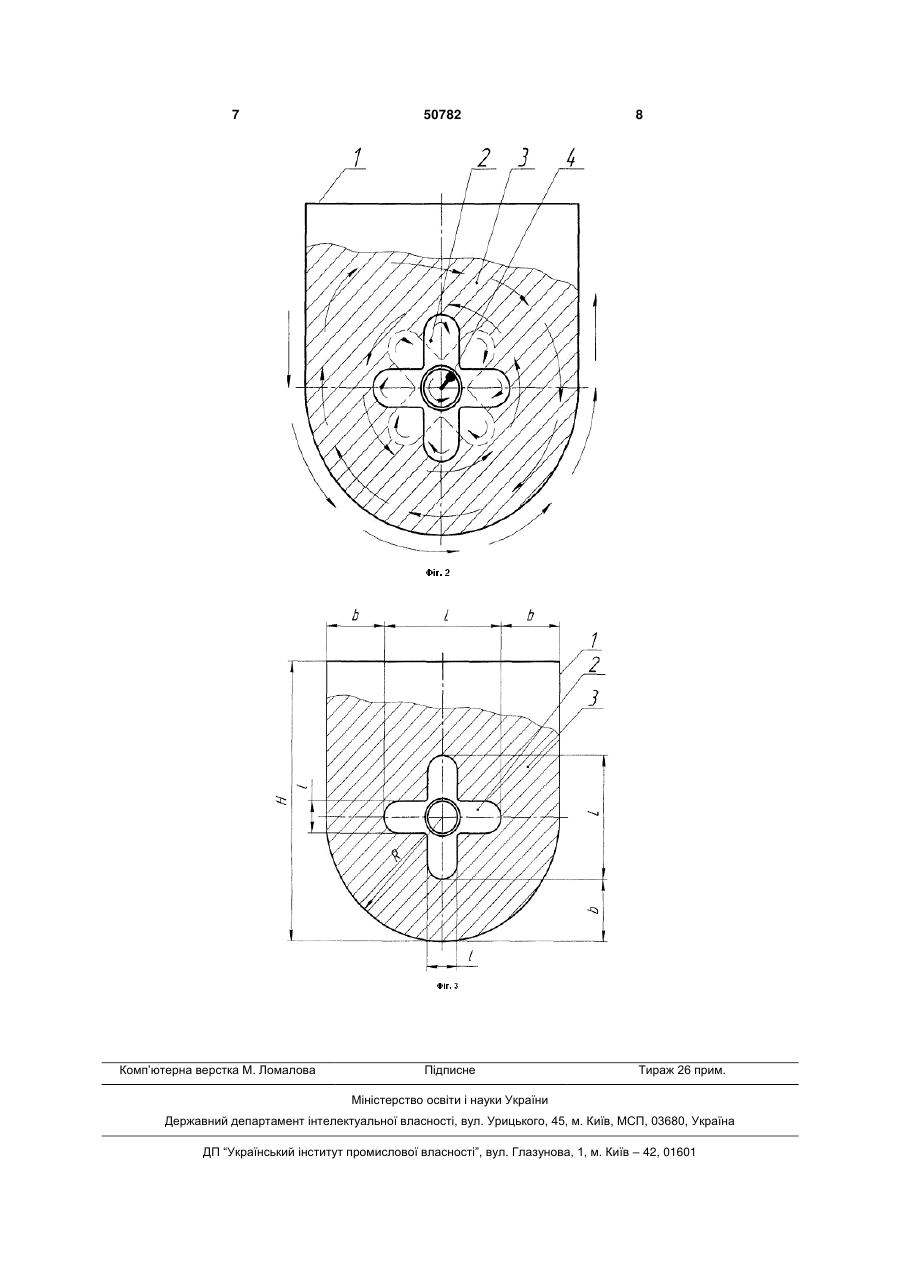
Спосіб віброобробки дрібногабаритних площинних деталей, який полягає в тому, що у встановленому на пружній підвісці резервуарі із Uподібною формою поперечного перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, поверхням стінок і днища резервуара інерційним віброзбуджувачем надають плоского коливального руху, створюють інтенсивне перемішування вмісту резервуара, при відносному переміщенні і взаємному тиску гранул середовища і деталей проводять процес обробки, видаляють дефектний шар металу і його оксидів, зменшують шорсткість поверхні, який відрізняється тим, що процес обробки, руйнування пакетів злиплих дрібногабаритних площинних деталей і їх U 1 3 коаксіального резервуару інерційного віброзбуджувача з можливістю вільного обертання під дією силового тиску робочого середовища, що коливається, у напрямі його циркуляційного руху. Поставлена задача досягається тим, що в способі віброобробки дрібногабаритних плоскістних деталей, який полягає в тому, що у встановленому на пружній підвісці резервуарі «U»подібної форми поперечного перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно-активний розчин, поверхням стінок і днища резервуару за допомогою інерційного віброзбуджувача додають плоский коливальний рух, створюють інтенсивне перемішування вмісту резервуару при відносному переміщенні і взаємному тиску гранул середовища і деталей проводять процес обробки, видаляють дефектний шар металу і його оксидів, зменшують шорсткість поверхні, згідно корисної моделі, процес обробки, руйнування пакетів злиплих дрібногабаритних плоскістних деталей і їх склепінь, запобігання екрануванню оброблюваних поверхонь деталей і їх деформації при взаємному зіткненні проводять у зустрічнорухомих висхідних і низхідних потоках середовища, що формуються робочими поверхнями резервуару і об'ємного хрестоподібного дефлектора, який встановлюють обхватом його внутрішньої порожнини циліндрового корпусу коаксіального резервуару інерційного віброзбуджувача з можливістю вільного обертання під дією силових імпульсів робочого середовища, що коливається, у напрямі його циркуляційного руху, найбільший подовжній розмір L перерізу овальних елементів конструкції дефлектора вибирають з умови, де R - радіус днища резервуару, найбільший поперечний розмір l перерізу овальних елементів з умови відповідності відношенню вертикальної і горизонтальної амплітуд коливань резервуару дорівнює 0,25R, (l=0,25R), осьову відстань b між робочими поверхнями резервуару і дефлектора приймають рівним половині радіусу R днища (b=0,5R), висота Н резервуару дорівнює 2,25R, (H=2,25R), що комплексно приведе до максимального використання силового імпульсу, який передається робочими поверхнями резервуару і дефлектора, і забезпечує оптимальні технологічні умови для сукупної обробки крупних партій дрібногабаритних плоскістних деталей. Суть корисної моделі пояснюється ілюстрацій ним матеріалом, де на Фіг.1 наведено поперечний переріз пристрою для здійснення способу віброобробки дрібногабаритних плоскістних деталей, який містить резервуар 1 «U»-подібної форми, дефлектор хрестоподібної форми 2, робоче середовище 3, інерційний віброзбуджувач 4, пружну підвіску 5, оброблювані дрібногабаритні плоскістні деталі 6, I, II, III, IV - зони обробки в поперечному перерізі резервуару; А, Б, В - робочі поверхні резервуару 1, Г, Д, Ж, 3, К, Л, М, Р - робочі поверхні хрестоподібного дефлектора 2; на Фіг.2 зображена схема загального характеру руху резервуару 1 і дефлектора 2, на Фіг.3 - розмірні взаємозв'язки елементів конструкції резервуару 1 і дефлектора 2. 50782 4 Спосіб здійснюється наступним чином. У встановлений на пружній підвісці 5, резервуар 1 «U»подібної форми поперечного перерізу з робочими поверхнями А, Б і В, який оснащено об'ємним дефлектором 2 хрестоподібної форми з робочими поверхнями Г, Д, Ж, З, К, Л, М, Р, встановленим обхватом його внутрішньої порожнини циліндрового корпусу, коаксіального резервуару 1 інерційного віброзбуджувача 4 з можливістю вільного обертання під дією силових імпульсів робочого середовища 3, що коливається, у напрямі його циркуляційного руху, поміщають гранули робочого середовища 3, оброблювані дрібногабаритні плоскістні деталі 6 і хімічно-активний розчин. Далі робочим поверхням, А, Б і В резервуару 1, а також поверхням Г, Д, Ж, 3, К, Л , М, Р дефлектора 2 за допомогою інерційного віброзбуджувача 4 додають плоский коливальний рух і перемішують вміст резервуару 1, при сталому режимі руху в поперечному перерізі резервуару 1 створюють автономні зони I, II, III, IV обробки з різними кінематичними і динамічними характеристиками робочого середовища 3, що коливається. Зону I формують поверхнею В резервуара 1 та поверхнями К, Л дефлектора 2 з пониженими швидкостями і високим тиском у висхідних потоках гранул робочого середовища 3, що приводить до негативних технологічних ситуацій утворення пакетів злиплих деталей 6 та їх склепінь, екранування оброблюваних поверхнею деталей 6, їх деформування при взаємному зіткненні. Зону II, відкриту у верхній частині, формують поверхнею А резервуара 1 і поверхнями Д, Г дефлектора 2 зі зростанням швидкості руху гранул середовища 3 і зниженням їх тиску, що частково усуває негативні технологічні ситуації. Зону III, також відкриту у верхній частині, та зону IV формують, відповідно, поверхнями Б, В резервуара 1 і поверхнями Ж, З та Р, М дефлектора 2 з пониженим тиском і підвищеними швидкостями руху гранул в низхідних потоках робочого середовища 3, що переміщуються під дією сили тяжіння. В зонах III і IV негативні технологічні ситуації обробки деталей 6 відсутні. Рівномірним обертанням дефлектора 2 у напрямку руху робочого середовища 3 змінюють просторову дислокацію зон I, II, III, IV обробки деталей 6 у поперечному перерізі резервуара 1. При цьому кожну з груп деталей 6, які знаходяться в кожній із зон I, II, III, IV, піддають послідовної дії циклонічного руху потоків гранул середовища 3 зі змінними кінематичними і динамічними характеристиками, чим досягають усунення негативних технологічних ситуацій та підвищення продуктивності при обробці дрібногабаритних плоскістних деталей, видаленні дефектного шару металу та його оксидів, зменшення шорсткості поверхні. Приклад. Виконували операцію віброшліфування деталей «язик ременю безпеки». Заготовки деталей отримані методом гарячого штампування, матеріал - сталь 40Х ДОСТ 1542-71. Форма проста, плоскістна, розміри 68 76мм. Вихідна шорсткість поверхні Ra=2,5мкм, по контуру деталей є гострі кромки, заусенки висотою не більше 0,15мм. Обробка проводилась на віброустановці з «U»-подібним резервуаром об'ємом 1000дм3, 5 конструкція якого мала можливість оснащення об'ємним дефлектором хрестоподібної форми, що вільно обертався. Одночасно оброблялась партія деталей кількістю 300шт. Як робоче середовище використовувалися гранули АН-2 ТУ 2-0360221899-007-97 з розміром 20...25мм. З метою активізації обробки використовувався хімічноактивний розчин на кислотній основі. Режими коливань резервуару: амплітуда 1,8...2,0мм; частота 40Гц. Машинний час операції віброшліфування 60хв, після чого з поверхні деталей видалено дефектний шар металу, заусенки, округлено гострі кромки, отримано шорсткість Ra=0,63 мкм. Поверхня деталі світла, матова. Злипання деталей в 50782 6 пакети, організація склепінь, екранування оброблюваних поверхонь і їх деформація при зіткненні візуально не відмічено. Сортувальний контроль появи браку не встановлено. Джерело інформації 1. Обработка деталей свободными абразивами в вибрирующих резервуарах / И. Н. Карташов, М. Е. Шаинский, В. А. Власов, Б. П. Румянцев, П. С. Банатов, Е. С. Кислица - К.: Высшая школа, 1975. - 188с. 2. Бабичев А. П., Бабичев И. А. Основы вибрационной технологии. -Ростов-на-Дону: ДГТУ, 1998. - 624с. 7 Комп’ютерна верстка М. Ломалова 50782 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibrating machining small-size flat parts
Автори англійськоюMitsyk Volodymyr Yakovych
Назва патенту російськоюСпособ виброобработки мелкогабаритных плоскостных деталей
Автори російськоюМицык Владимир Яковлевич
МПК / Мітки
МПК: B24B 31/06
Мітки: віброобробки, деталей, дрібногабаритних, площинних, спосіб
Код посилання
<a href="https://ua.patents.su/4-50782-sposib-vibroobrobki-dribnogabaritnikh-ploshhinnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб віброобробки дрібногабаритних площинних деталей</a>
Спосіб віброобробки деталей
Номер патенту: 30388
Опубліковано: 25.02.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/00
Мітки: деталей, спосіб, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у...
Спосіб віброобробки великогабаритних площинних виробів в u-подібному контейнері
Номер патенту: 28511
Опубліковано: 10.12.2007
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: великогабаритних, u-подібному, контейнері, спосіб, віброобробки, площинних, виробів
Формула / Реферат:
Спосіб віброобробки великогабаритних площинних виробів в U-подібному контейнері, який полягає в тому, що у U-подібний в площині коливань контейнер, оснащений дефлектором та модернізованими робочими поверхнями, вміщають оброблювані вироби та гранули робочого середовища, контейнеру надають коливального руху з відносним переміщенням та взаємним тиском гранул та виробів, формуючи висхідні та низхідні потоки робочого середовища, у яких проводять...
Спосіб віброобробки деталей
Номер патенту: 34364
Опубліковано: 11.08.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/06
Мітки: спосіб, деталей, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у змонтованому на пружинній підвісці резервуарі U-подібної форми перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, робочим поверхням резервуара за допомогою інерційного віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях х і у, створюючи інтенсивне перемішування вмісту резервуара, при відносному переміщенні і...
Спосіб автоматичної віброобробки металевих деталей
Номер патенту: 56421
Опубліковано: 15.05.2003
Автори: Панкратов Анатолій Іванович, Шеремет Олексій Іванович
МПК: C21D 1/04
Мітки: металевих, автоматичної, спосіб, деталей, віброобробки
Формула / Реферат:
Спосіб автоматичної віброобробки металевих деталей, що включає періодичний вплив механічними імпульсами визначених форм, що мають обмежений частотний спектр впливу з рівними амплітудами гармонік S0, безперервний контроль зсуву резонансних частот деталі і припинення впливу при зникненні зсуву резонансних частот, який відрізняється тим, що виконують безперервний контроль величин діапазонів
Пристрій для віброобробки деталей
Номер патенту: 29857
Опубліковано: 15.11.2000
Автори: Романов Олександр Михайлович, Омельянов Олег Микойович, Ярошенко Леонід Вікторович
МПК: B24B 31/06
Мітки: віброобробки, деталей, пристрій
Формула / Реферат:
Пристрій для віброобробки деталей, який містить збірний контейнер, що складається із жорсткого корпусу з торцевими стінками та приєднаної до нього пружної оболонки із закріпленими у ній віброплощадками, вільні кінці яких виступають за межі контейнера і контактують із дисковими штовхачами, встановленими із можливістю зміни величини ексцентриситету на валу, що кінематично зв'язаний із приводом обертання, який відрізняється тим, що дискові...
Попередній патент: Спосіб визначення індивідуального терміну тривалості життя людини (максимального біологічного віку)
Наступний патент: Стрічковий конвеєр
Випадковий патент: Спосіб отримання магнітокерованого біосорбенту