Установка для формування деталей головних уборів об’ємної форми в рідинно-активному робочому середовищі
Номер патенту: 51683
Опубліковано: 26.07.2010
Автори: Кущевський Микола Олександрович, Кошевко Юлія Володимирівна, Прибега Дмитро Володимирович
Формула / Реферат
Установка для формування деталей головних уборів об'ємної форми в рідинно-активному робочому середовищі, що містить перфоровану нижню матрицю, що з'єднана з трубопроводом, яка відрізняється тим, що замість верхньої подушки виступає рідинно-активне робоче середовище (РАРС), яке водночас є пластифікатором і теплоносієм, забезпечує відповідність формуючих поверхонь та рівномірне вібраційне зусилля на напівфабрикат, додатково містить датчики вимірювання тиску РАРС; вузол контролю та регулювання температури з нагрівальним елементом; вузли для подачі РАРС та пульсуючого повітря під тиском в робочу зону камери, керування основними параметрами процесу формування деталі головного убору здійснюють за допомогою ЕОМ.
Текст
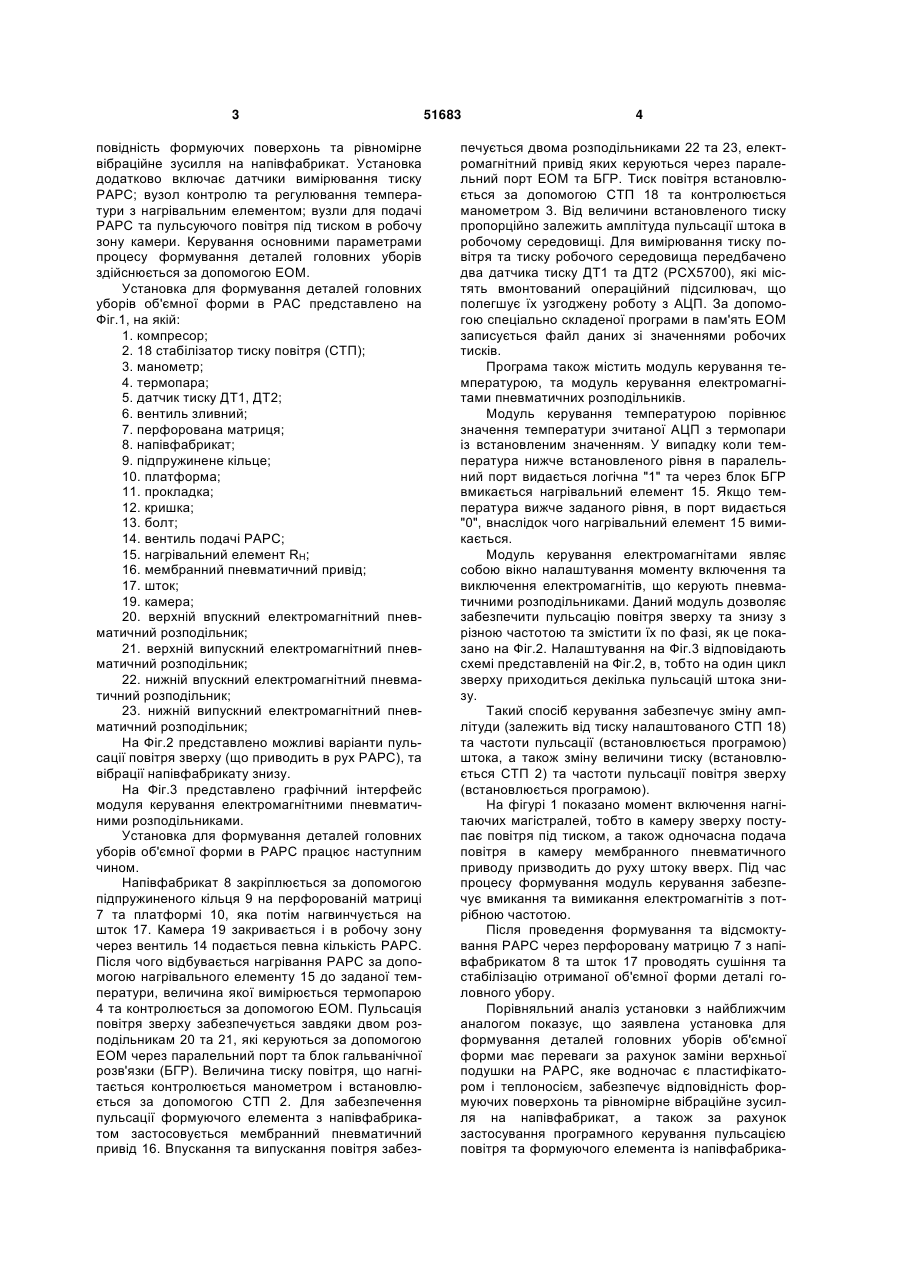
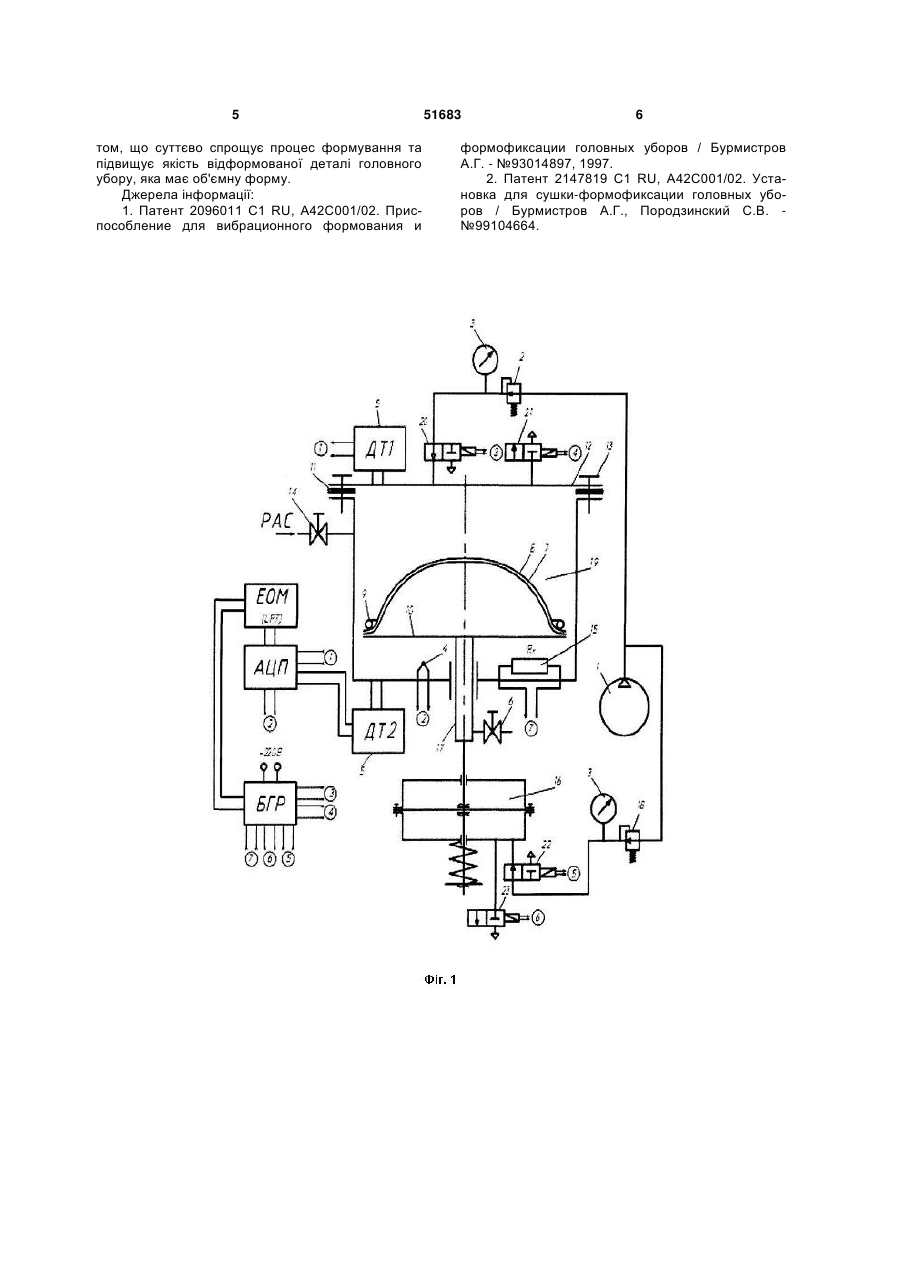
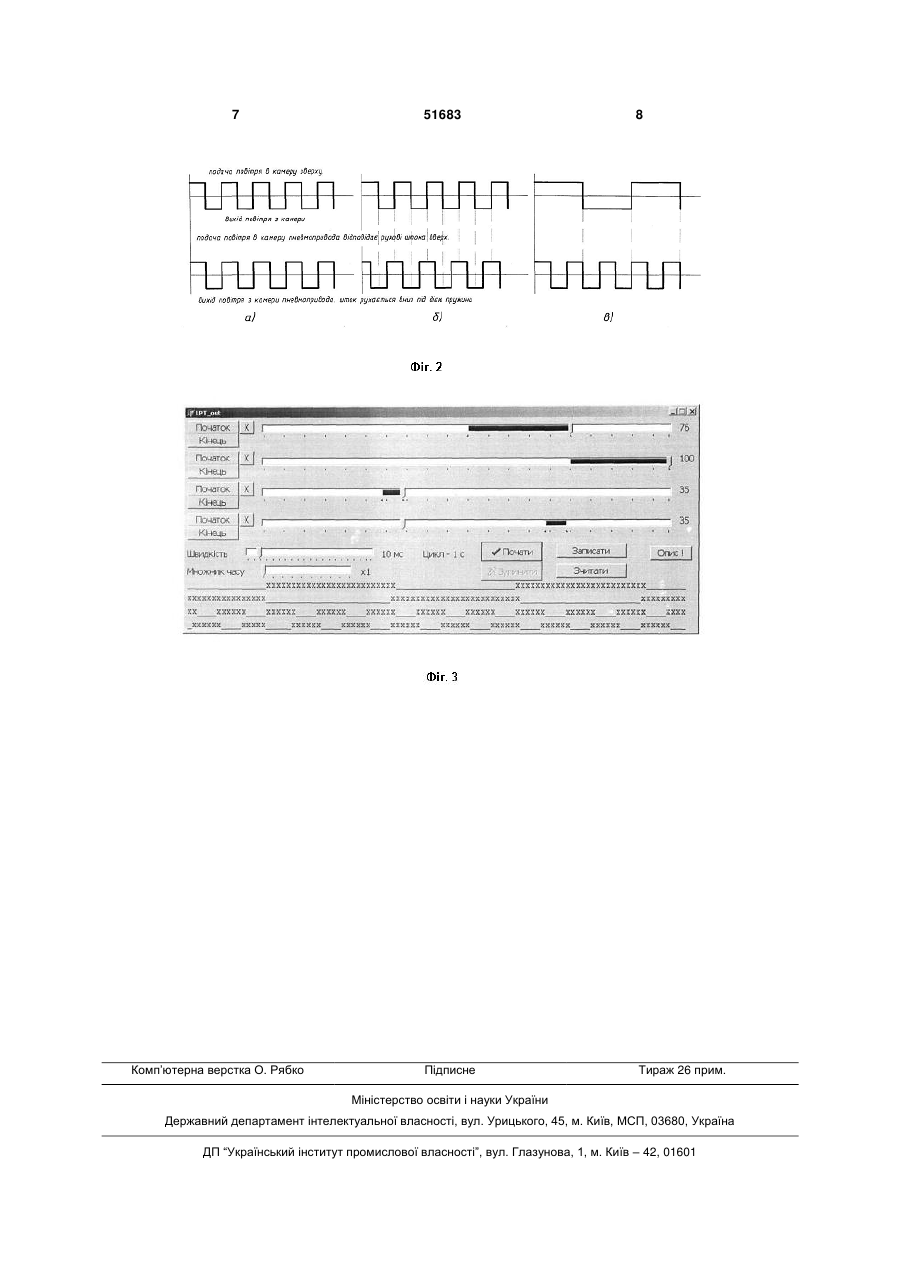
Установка для формування деталей головних уборів об'ємної форми в рідинно-активному робочому середовищі, що містить перфоровану нижню 3 повідність формуючих поверхонь та рівномірне вібраційне зусилля на напівфабрикат. Установка додатково включає датчики вимірювання тиску РАРС; вузол контролю та регулювання температури з нагрівальним елементом; вузли для подачі РАРС та пульсуючого повітря під тиском в робочу зону камери. Керування основними параметрами процесу формування деталей головних уборів здійснюється за допомогою ЕОМ. Установка для формування деталей головних уборів об'ємної форми в РАС представлено на Фіг.1, на якій: 1. компресор; 2. 18 стабілізатор тиску повітря (СТП); 3. манометр; 4. термопара; 5. датчик тиску ДТ1, ДТ2; 6. вентиль зливний; 7. перфорована матриця; 8. напівфабрикат; 9. підпружинене кільце; 10. платформа; 11. прокладка; 12. кришка; 13. болт; 14. вентиль подачі РАРС; 15. нагрівальний елемент RН; 16. мембранний пневматичний привід; 17. шток; 19. камера; 20. верхній впускний електромагнітний пневматичний розподільник; 21. верхній випускний електромагнітний пневматичний розподільник; 22. нижній впускний електромагнітний пневматичний розподільник; 23. нижній випускний електромагнітний пневматичний розподільник; На Фіг.2 представлено можливі варіанти пульсації повітря зверху (що приводить в рух РАРС), та вібрації напівфабрикату знизу. На Фіг.3 представлено графічний інтерфейс модуля керування електромагнітними пневматичними розподільниками. Установка для формування деталей головних уборів об'ємної форми в РАРС працює наступним чином. Напівфабрикат 8 закріплюється за допомогою підпружиненого кільця 9 на перфорованій матриці 7 та платформі 10, яка потім нагвинчується на шток 17. Камера 19 закривається і в робочу зону через вентиль 14 подається певна кількість РАРС. Після чого відбувається нагрівання РАРС за допомогою нагрівального елементу 15 до заданої температури, величина якої вимірюється термопарою 4 та контролюється за допомогою ЕОМ. Пульсація повітря зверху забезпечується завдяки двом розподільникам 20 та 21, які керуються за допомогою ЕОМ через паралельний порт та блок гальванічної розв'язки (БГР). Величина тиску повітря, що нагнітається контролюється манометром і встановлюється за допомогою СТП 2. Для забезпечення пульсації формуючого елемента з напівфабрикатом застосовується мембранний пневматичний привід 16. Впускання та випускання повітря забез 51683 4 печується двома розподільниками 22 та 23, електромагнітний привід яких керуються через паралельний порт ЕОМ та БГР. Тиск повітря встановлюється за допомогою СТП 18 та контролюється манометром 3. Від величини встановленого тиску пропорційно залежить амплітуда пульсації штока в робочому середовищі. Для вимірювання тиску повітря та тиску робочого середовища передбачено два датчика тиску ДТ1 та ДТ2 (РСХ5700), які містять вмонтований операційний підсилювач, що полегшує їх узгоджену роботу з АЦП. За допомогою спеціально складеної програми в пам'ять ЕОМ записується файл даних зі значеннями робочих тисків. Програма також містить модуль керування температурою, та модуль керування електромагнітами пневматичних розподільників. Модуль керування температурою порівнює значення температури зчитаної АЦП з термопари із встановленим значенням. У випадку коли температура нижче встановленого рівня в паралельний порт видається логічна "1" та через блок БГР вмикається нагрівальний елемент 15. Якщо температура вижче заданого рівня, в порт видається "0", внаслідок чого нагрівальний елемент 15 вимикається. Модуль керування електромагнітами являє собою вікно налаштування моменту включення та виключення електромагнітів, що керують пневматичними розподільниками. Даний модуль дозволяє забезпечити пульсацію повітря зверху та знизу з різною частотою та змістити їх по фазі, як це показано на Фіг.2. Налаштування на Фіг.3 відповідають схемі представленій на Фіг.2, в, тобто на один цикл зверху приходиться декілька пульсацій штока знизу. Такий спосіб керування забезпечує зміну амплітуди (залежить від тиску налаштованого СТП 18) та частоти пульсації (встановлюється програмою) штока, а також зміну величини тиску (встановлюється СТП 2) та частоти пульсації повітря зверху (встановлюється програмою). На фігурі 1 показано момент включення нагнітаючих магістралей, тобто в камеру зверху поступає повітря під тиском, а також одночасна подача повітря в камеру мембранного пневматичного приводу призводить до руху штоку вверх. Під час процесу формування модуль керування забезпечує вмикання та вимикання електромагнітів з потрібною частотою. Після проведення формування та відсмоктування РАРС через перфоровану матрицю 7 з напівфабрикатом 8 та шток 17 проводять сушіння та стабілізацію отриманої об'ємної форми деталі головного убору. Порівняльний аналіз установки з найближчим аналогом показує, що заявлена установка для формування деталей головних уборів об'ємної форми має переваги за рахунок заміни верхньої подушки на РАРС, яке водночас є пластифікатором і теплоносієм, забезпечує відповідність формуючих поверхонь та рівномірне вібраційне зусилля на напівфабрикат, а також за рахунок застосування програмного керування пульсацією повітря та формуючого елемента із напівфабрика 5 том, що суттєво спрощує процес формування та підвищує якість відформованої деталі головного убору, яка має об'ємну форму. Джерела інформації: 1. Патент 2096011 С1 RU, А42С001/02. Приспособление для вибрационного формования и 51683 6 формофиксации головных уборов / Бурмистров А.Г. - №93014897, 1997. 2. Патент 2147819 C1 RU, А42С001/02. Установка для сушки-формофиксации головных уборов / Бурмистров А.Г., Породзинский С.В. №99104664. 7 Комп’ютерна верстка О. Рябко 51683 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit to form parts of headwear of volumetric shape in a liquid-active working medium
Автори англійськоюKoshevko Yulia Volodymyrivna, Kuschevskiy Mykola Oleksandrovich, Pribega Dmytro Volodymyrovich
Назва патенту російськоюУстановка для формирования деталей головных уборов объемной формы в жидкостно-активной рабочей среде
Автори російськоюКошевко Юлия Владимировна, Кущевский Николай Александрович, Прибега Дмитрий Владимирович
МПК / Мітки
МПК: A41H 41/00, B29C 55/00
Мітки: форми, деталей, об'ємної, головних, середовищі, рідинно-активному, уборів, формування, установка, робочому
Код посилання
<a href="https://ua.patents.su/4-51683-ustanovka-dlya-formuvannya-detalejj-golovnikh-uboriv-obehmno-formi-v-ridinno-aktivnomu-robochomu-seredovishhi.html" target="_blank" rel="follow" title="База патентів України">Установка для формування деталей головних уборів об’ємної форми в рідинно-активному робочому середовищі</a>
Установка фдр для формування деталей об`ємно-просторової форми в рідинно-активному середовищі
Номер патенту: 14332
Опубліковано: 15.05.2006
Автори: Кущевський Микола Олександрович, Буханцова Людмила Василівна, Буйняк Олександр Дмитрович, Злотніков Вадим Олександрович
МПК: A41H 41/00, B29C 51/00
Мітки: формування, установка, форми, рідинно-активному, об`ємно-просторової, середовищі, деталей, фдр
Формула / Реферат:
Установка для формування деталей об'ємно-просторової форми в рідинно-активному середовищі, що містить перфоровану нижню подушку, опору, отвір, з'єднаний з трубопроводом та вакуум-насосом, яка відрізняється тим, що для розширення можливостей формування замість верхньої подушки використане рідинно-активне середовище та додатково включений вузол вимірювання тиску рідинно-активного середовища, вузол контролю та регулювання температури з...
Спосіб формування деталей швейних виробів об’ємно-просторової форми в рідинно-активному середовищі
Номер патенту: 35946
Опубліковано: 10.10.2008
Автори: Кошевко Юлія Володимирівна, Кущевський Микола Олександрович
МПК: A41H 5/00, D06F 73/00
Мітки: виробів, деталей, спосіб, об`ємно-просторової, рідинно-активному, формування, форми, середовищі, швейних
Формула / Реферат:
Спосіб формування деталей швейних виробів об'ємно-просторової форми в рідинно-активному середовищі, що включає розміщення напівфабрикату на нижній подушці, закріплення, зволоження, віброформування, сушіння та стабілізацію, який відрізняється тим, що нижня перфорована подушка з пробою виконує вібраційні коливання в рідинно-активному середовищі, котре в свою чергу здійснює силову дію на пробу зверху величиною 0,1-0,5 МПа за рахунок повітря, яке...
Установка для формування деталей головних уборів гідроструминним способом
Номер патенту: 46811
Опубліковано: 11.01.2010
Автори: Злотніков Вадим Олександрович, Прибега Дмитро Володимирович, Кущевський Микола Олександрович, Попович Олена Володимирівна
МПК: A42C 1/00
Мітки: способом, установка, уборів, головних, формування, гідроструминним, деталей
Формула / Реферат:
Установка для формування деталей головних уборів гідроструминним способом, яка містить перфорований формуючий елемент, розташований на предметному столику, що закріплений на валу, який обертається навколо своєї осі, яка відрізняється тим, що містить струменеформуючий насадок, який закріплений з можливістю здійснення переміщення згідно з контуром формуючого елемента та створення концентрованого тиску на поверхню тканини напівфабрикату.
Спосіб формування деталей швейних виробів об’ємно-просторової форми в рідинно-активному середовищі
Номер патенту: 14333
Опубліковано: 15.05.2006
Автори: Буханцова Людмила Василівна, Кущевський Микола Олександрович
МПК: A41H 5/00, D06F 73/00
Мітки: рідинно-активному, виробів, спосіб, форми, формування, об`ємно-просторової, середовищі, швейних, деталей
Формула / Реферат:
Спосіб формування деталей швейних виробів об'ємно-просторової форми в рідинно-активному середовищі, який включає розміщення напівфабрикату на нижній подушці, закріплення, зволоження, віброформування, сушіння та стабілізацію, який відрізняється тим, що нижня перфорована подушка є стаціонарною, а віброформування виконують рідинно-активним середовищем, яке під дією пульсуючого повітря, поданого під тиском, створює на нижню перфоровану подушку та...
Спосіб віброформування деталей швейних виробів об’ємної форми в рідинно-активному середовищі
Номер патенту: 46767
Опубліковано: 11.01.2010
Автори: Кущевський Микола Олександрович, Прибега Дмитро Володимирович, Кошевко Юлія Володимирівна
МПК: D06F 73/00, A41H 5/00
Мітки: швейних, виробів, форми, об'ємної, деталей, віброформування, рідинно-активному, спосіб, середовищі
Формула / Реферат:
Спосіб формування деталей швейних виробів об'ємної форми в рідинно-активному середовищі (РАС), який включає розміщення напівфабрикату на нижній подушці, закріплення, зволоження, віброформування, сушіння та стабілізацію, який відрізняється тим, що РАС коливається під тиском пульсуючого повітря, який регулюється від 0,1 до 0,5 МПа, а віброформування виконується мембранним пневмоприводом, що приводить в дію шток разом з формуючим елементом та...
Попередній патент: Спосіб складання потижневого розкладу навчальних занять у вищому навчальному закладі з використанням електронної таблиці
Наступний патент: Застосування 1-(адамантил-1-алкокси)-3-діалкіламіно-2-пропанолів як засобів, які мають церебропротекторну активність
Випадковий патент: Піч для спалювання деревинних відходів