Спосіб виготовлення брикету для промивання горна доменної печі
Номер патенту: 52015
Опубліковано: 10.08.2010
Автори: Цуканов Владислав Іванович, Гриніщин Андрій Богданович, Крикунов Борис Петрович, Риженков Олександр Миколайович, Кулаков Володимир Миколайович, Дрейко Олексій Іванович, Байструченко Олександр Савелович, Храпко Андрій Вікторович, Ємченко Андрій Валентинович, Замуруєв Валерій Михайлович, Філатов Юрій Васильович

Формула / Реферат
1. Спосіб виготовлення брикету для промивання горна доменної печі, що включає змішування компонентів шихти, що містить окислений залізовмісний матеріал і зв'язуючого у вигляді портландцементу, зволоження отриманої суміші, пресування, який відрізняється тим, що як зв'язуюче використовують портландцемент міцністю не нижче 400 кг/см2, у процесі змішування додають відсів магнітної складової металургійного шлаку фракцією 0-10 мм до одержання суміші при наступному вмісті компонентів, мас.%: окислений залізовмісний матеріал 5,0-35, відсів магнітної складової металургійного шлаку 45-90, зв'язуюче 5-15.
2. Спосіб за п. 1, який відрізняється тим, що як окислений залізовмісний матеріал використовують суміш первинної окалини прокатного виробництва й окалини установки безперервного розливання сталі, у кількості, вибраній зі співвідношення (8-9):(2-1) відповідно.
3. Спосіб за п. 1, який відрізняється тим, що в процесі змішування вводять флюсуючу добавку, за яку використовують відходи випалу вапна.
Текст
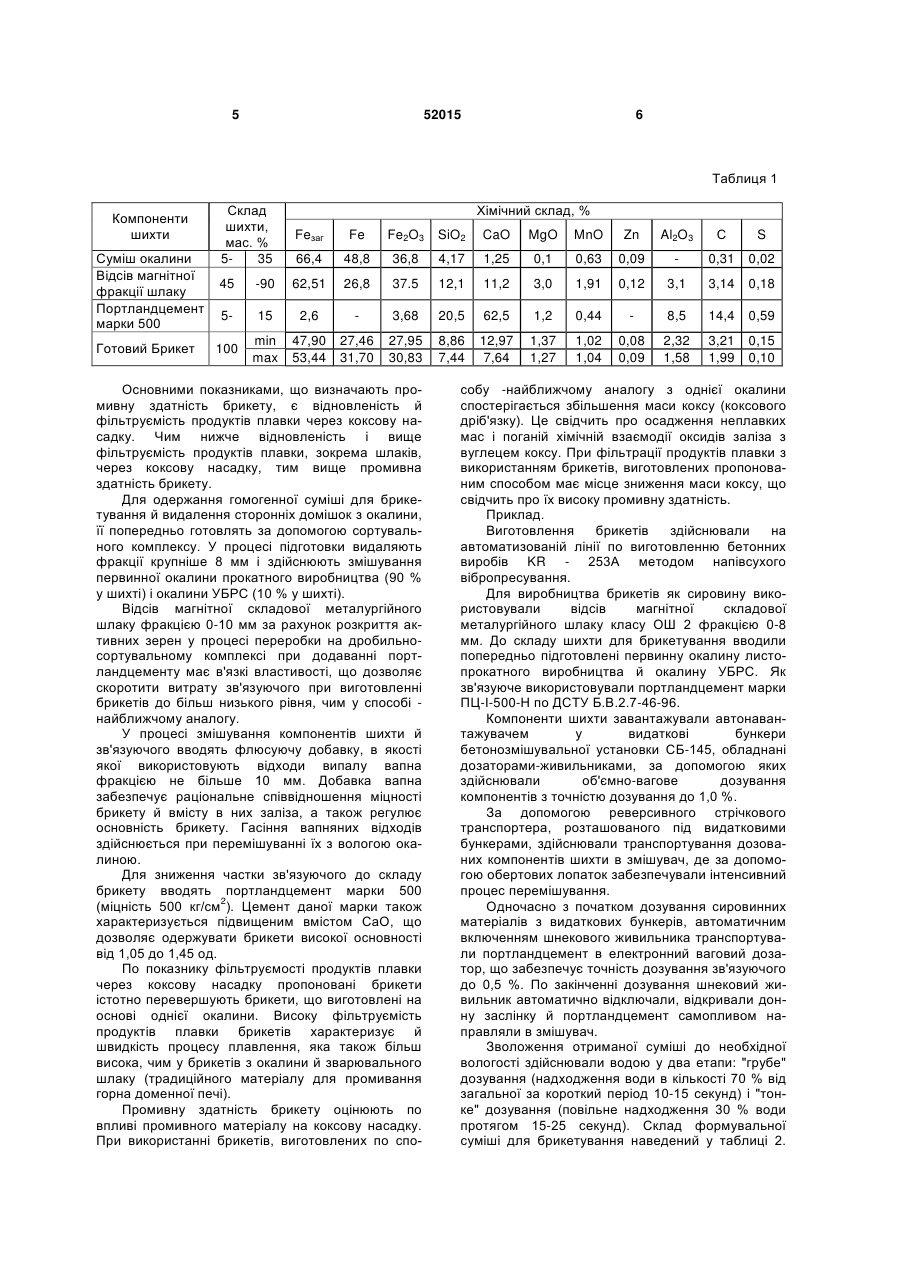
1. Спосіб виготовлення брикету для промивання горна доменної печі, що включає змішування компонентів шихти, що містить окислений залізовмісний матеріал і зв'язуючого у вигляді порт 3 бражку, меласу, упарену післядріжджову барду, водорозчинний препарат, лужний стік виробництва капролактану або милонафту із концентрацією понад 100 % у кількості 0,1-0,5 % від маси мінерального зв'язуючого, пресування суміші з питомим тиском, рівним 0,02-0,1 МПа, з одночасним впливом на суміш вібрацією із частотою 30-70 Гц і амплітудою коливання 0,2-0,6 мм (RU, № 2183679 С1, кл. С21С 5/52, С21В 3/00, С22В 1/24, С22В 1/242, опубл. 28.06.2001 р.). Відомий спосіб не забезпечує досягнення необхідного технічного результату по наступних причинах. Використання мінерального зв'язуючого у вигляді портландцементу в кількості до 20 % не регламентованої міцності приводить у випадку використання портландцементу з низькою міцністю (до 400 кг/см2) до необхідності використання пластифікаторів, що здорожує спосіб виготовлення брикету, а при зниженій витраті пластифікаторів - до недостатньої міцності брикету. Зволоження суміші водяним розчином пластифікатора вносить у доменну піч шкідливі елементи, такі як сірка, цинк, луги, погіршуючи якість чавуну, впливає на стан футеровки доменної печі й збільшує викиди. Вхідна до складу пластифікатора меласа вносить вуглець до складу брикету, у результаті чого погіршується промивна здатність брикету через розвиток процесів прямого відновлення в брикеті в робочому просторі печі. Оскільки початок процесу відновлення відбувається при температурі 900 °С, а окислений залізовмісний матеріал у вигляді окалини в кількості 80-90 мас. % складається з FeO, у процесі переміщення брикету в робочому просторі печі до горна, FeO може бути повністю відновленим горновим газом, що знижує промивну здатність брикету. Крім того, на процес промивання впливає міцність брикету, яка при недостатній величині приводить до руйнування брикету в процесі його переміщення в робочому просторі печі до горна й прискорення процесу відновлення FeO горновим газом, знижуючи промивну здатність брикету, що приводить до підвищення відновленості й зниженню фільтруємості продуктів плавки через коксову насадку (зона малорухомого коксу в центрі печі). В основу корисної моделі поставлена задача вдосконалення способу виготовлення брикету для промивання горна доменної печі, у якому за рахунок технологічних особливостей і вмісту шихти зменшується розвиток процесів прямого відновлення в брикеті в процесі його переміщення в робочому просторі печі до горна, забезпечуючи підвищення його промивної здатності, що приводить до зниження відновленості й підвищенню фільтруємості продуктів плавки через коксову насадку. 52015 4 Поставлена задача вирішується тим, що в способі виготовлення брикету для промивання горна доменної печі, що включає змішування компонентів шихти, що містить окислений залізовмісний матеріал і зв'язуючого у вигляді портландцементу, зволоження отриманої суміші, пресування, згідно корисної моделі в якості зв'язуючого використовують портландцемент міцністю не нижче 400 кг/см2, у процесі змішування додають відсів магнітної складової металургійного шлаку фракцією 0-10 мм до одержання суміші при наступному вмісті компонентів, мас. %: окислений залізовмісний матеріал 5,0-35, відсів магнітної складової металургійного шлаку 45-90, зв'язуюче 5-15. Доцільно в якості окисленого залізовмісного матеріалу використовувати суміш первинної окалини прокатного виробництва й окалини установки безперервного розливання сталі, у кількості, обраній зі співвідношення (8-9):(2-1) відповідно. Доцільно в процесі змішування вводити флюсуючу добавку, у якості якої використовувати відходи випалу вапна. У якості окисленого залізовмісного матеріалу використовують суміш первинної окалини прокатного виробництва й окалини установки безперервного розливання сталі (УБРС), у кількості, обраній зі співвідношення (8-9):(2-1) відповідно. Дане співвідношення дозволяє одержати оптимальний склад суміші по вмісту FeO у межах 45-55 %, по фракційному складі в цьому випадку забезпечується необхідне співвідношення дрібних і великих фракцій (окалина УБРС дрібнофракційна сировина, первинна окалина більші фракції у вигляді пластинок), що дозволяє одержувати максимально щільну структуру брикету високої міцності. Додавання в процесі змішування відсіву магнітної складової металургійного шлаку фракцією 0-10 мм, що містить у своєму складі фаяліт (2Fe·SiO2) й оливин (FeO·SiO2·CaO) приводит до того, що присутній в даних сполуках FeO менш схильний до відновлення горновим газом в процесі його переміщення в робочому просторі печі до горна, що підвищує його промивну здатність. Використання портландцементу із міцністю не нижче 400 кг/см2 приводить до одержання міцного брикету, у меншому ступені підданому руйнуванню в процесі вантажно-розвантажувальних операцій і при переміщенні в робочому просторі печі, а, отже, до зменшення розвитку процесів прямого відновлення, що підвищує промивну здатність брикету. Пропонований спосіб здійснюють таким чином. Для одержання брикету, хімічний склад якого наведений у таблиці 1 змішують компоненти шихти й зв'язуючого, хімічний склад яких наведений у таблиці 1. 5 52015 6 Таблиця 1 Feзаг Fe Fe2O3 SiO2 CaO MgO MnO Zn Al2O3 С S Суміш окалини Відсів магнітної фракції шлаку Портландцемент марки 500 Склад шихти, мас. % 535 66,4 48,8 36,8 4,17 1,25 0,1 0,63 0,09 0,31 0,02 45 -90 62,51 26,8 37.5 12,1 11,2 3,0 1,91 0,12 3,1 3,14 0,18 5 15 2,6 3,68 20,5 62,5 1,2 0,44 8,5 14,4 0,59 Готовий Брикет 100 min max 47,90 53,44 27,46 31,70 27,95 30,83 8,86 7,44 12,97 7,64 1,37 1,27 1,02 1,04 0,08 0,09 2,32 1,58 3,21 1,99 0,15 0,10 Компоненти шихти Хімічний склад, % Основними показниками, що визначають промивну здатність брикету, є відновленість й фільтруємість продуктів плавки через коксову насадку. Чим нижче відновленість і вище фільтруємість продуктів плавки, зокрема шлаків, через коксову насадку, тим вище промивна здатність брикету. Для одержання гомогенної суміші для брикетування й видалення сторонніх домішок з окалини, її попередньо готовлять за допомогою сортувального комплексу. У процесі підготовки видаляють фракції крупніше 8 мм і здійснюють змішування первинної окалини прокатного виробництва (90 % у шихті) і окалини УБРС (10 % у шихті). Відсів магнітної складової металургійного шлаку фракцією 0-10 мм за рахунок розкриття активних зерен у процесі переробки на дробильносортувальному комплексі при додаванні портландцементу має в'язкі властивості, що дозволяє скоротити витрату зв'язуючого при виготовленні брикетів до більш низького рівня, чим у способі найближчому аналогу. У процесі змішування компонентів шихти й зв'язуючого вводять флюсуючу добавку, в якості якої використовують відходи випалу вапна фракцією не більше 10 мм. Добавка вапна забезпечує раціональне співвідношення міцності брикету й вмісту в них заліза, а також регулює основність брикету. Гасіння вапняних відходів здійснюється при перемішуванні їх з вологою окалиною. Для зниження частки зв'язуючого до складу брикету вводять портландцемент марки 500 (міцність 500 кг/см2). Цемент даної марки також характеризується підвищеним вмістом СаО, що дозволяє одержувати брикети високої основності від 1,05 до 1,45 од. По показнику фільтруємості продуктів плавки через коксову насадку пропоновані брикети істотно перевершують брикети, що виготовлені на основі однієї окалини. Високу фільтруємість продуктів плавки брикетів характеризує й швидкість процесу плавлення, яка також більш висока, чим у брикетів з окалини й зварювального шлаку (традиційного матеріалу для промивання горна доменної печі). Промивну здатність брикету оцінюють по впливі промивного матеріалу на коксову насадку. При використанні брикетів, виготовлених по спо собу -найближчому аналогу з однієї окалини спостерігається збільшення маси коксу (коксового дріб'язку). Це свідчить про осадження неплавких мас і поганій хімічній взаємодії оксидів заліза з вуглецем коксу. При фільтрації продуктів плавки з використанням брикетів, виготовлених пропонованим способом має місце зниження маси коксу, що свідчить про їх високу промивну здатність. Приклад. Виготовлення брикетів здійснювали на автоматизованій лінії по виготовленню бетонних виробів KR - 253А методом напівсухого вібропресування. Для виробництва брикетів як сировину використовували відсів магнітної складової металургійного шлаку класу ОШ 2 фракцією 0-8 мм. До складу шихти для брикетування вводили попередньо підготовлені первинну окалину листопрокатного виробництва й окалину УБРС. Як зв'язуюче використовували портландцемент марки ПЦ-І-500-Н по ДСТУ Б.В.2.7-46-96. Компоненти шихти завантажували автонавантажувачем у видаткові бункери бетонозмішувальної установки СБ-145, обладнані дозаторами-живильниками, за допомогою яких здійснювали об'ємно-вагове дозування компонентів з точністю дозування до 1,0 %. За допомогою реверсивного стрічкового транспортера, розташованого під видатковими бункерами, здійснювали транспортування дозованих компонентів шихти в змішувач, де за допомогою обертових лопаток забезпечували інтенсивний процес перемішування. Одночасно з початком дозування сировинних матеріалів з видаткових бункерів, автоматичним включенням шнекового живильника транспортували портландцемент в електронний ваговий дозатор, що забезпечує точність дозування зв'язуючого до 0,5 %. По закінченні дозування шнековий живильник автоматично відключали, відкривали донну заслінку й портландцемент самопливом направляли в змішувач. Зволоження отриманої суміші до необхідної вологості здійснювали водою у два етапи: "грубе" дозування (надходження води в кількості 70 % від загальної за короткий період 10-15 секунд) і "тонке" дозування (повільне надходження 30 % води протягом 15-25 секунд). Склад формувальної суміші для брикетування наведений у таблиці 2. 7 52015 8 Таблиця 2 Вміст у замісі Найменування компонента шихти % 31 57 10 2 100 Підготовлена суміш окалини Відсів магнітної складової Портландцемент марки 500 Вода Усього Приготовлену формувальну суміш по закінченні перемішування вивантажували на стрічковий транспортер, за допомогою якого суміш потрапляла на похилий жолоб і скидалася у видатковий бункер вібропреса. Після звільнення змішувача автоматично здійснювали наступний цикл готування формувальної суміші. Пресування брикетів здійснювали методом вібропресування, тобто одночасним впливом на формувальну суміш вібрації й пресування, цикл якого здійснювали по сигналу з датчика рівня суміші у видатковому бункері вібропреса при наявності суміші. Під дією вібрації значно зменшується тертя й зчеплення між частками в суміші, внаслідок цього полегшується перемішування часток і ущільнення суміші. Формувальна суміш перетворюється із твердої й малорухомої в досить рухливу текучу масу, що швидко заповнює форму. Вплив на суміш вібрації в сукупності із пресуванням дозволяє одержати брикети максимальної щільності й міцності. Формування брикетів здійснювали в багатомісних прес-формах на металевих технологічних піддонах. Технологічні піддони з брикетами транспортували на підйомникзнижувач, що містить два передатних столи із установленими в спеціальному гнізді двома контейнерами. Контейнер віддаляється в камеру набору відпускної міцності за допомогою вантажопідйомного механізму, а на його місце встановлюється порожній контейнер. У камеру набору відпускної міцності подавали Комп’ютерна верстка Д. Шеверун Кг 307 571 100 22 1000 пароповітряну суміш для інтенсифікації процесу набору міцності. Після набору відпускної міцності (не менш 60 кг/см2) брикети за допомогою вантажопідйомного механізму транспортували на лінію вивантаження, де за допомогою підйомниказнижувача передавали на конвеєр готової продукції. За допомогою даного конвеєра здійснювали навантаження брикетів у вагони залізничного транспорту й направляли в доменний цех. Випробування брикетів здійснювали на 3 доменній печі корисним об'ємом 1033 м , що працює з використанням пиловугільного палива й коксу звичайної якості КД-2 із середньодобовим виробництвом 2040 т. Брикети вводили 3 рази за добу у кількості 15 т у подачу, без компенсації. При проплаві промивних подач на випусках відзначався підвищений вихід з печі коксового сміття. Після трьох діб інтенсивного промивання горна печі її робота стабілізувалася, покращився схід шихти. Продукти плавки виходили з печі рівномірними порціями. Після стабілізації роботи печі збільшили витрату дуття, кисню, температуру дуття, витрату пиловугільного палива, при цьому середньодобове виробництво складало 2234 т. Таким чином, використання пропонованого способу забезпечує підвищення промивної здатності брикету, що приводить до зниження відновленості й підвищенню фільтруємості продуктів плавки через коксову насадку й при використанні даних брикетів у доменній печі поліпшуються показники плавки. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of briquette for washing of blast furnace hearth
Автори англійськоюFilatov Yurii Vasyliovych, Ryzhenkov Oleksandr Mykolaiovych, Yemchenko Andrii Valentynovych, Krikunov Borys Petrovich, Zamuruiev Valerii Mykhailovych, Tsukanov Vladyslav Ivanovych, Dreiko Oleksii Ivanovych, Khrapko Andrii Viktorovych, Hrynischyn Andrii Bohdanovych, Baistruchenko Oleksandr Savelovych, Kulakov Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления брикета для промывки горна доменной печи
Автори російськоюФилатов Юрий Васильевич, Рыженков Александр Николаевич, Емченко Андрей Валентинович, Крикунов Борис Петрович, Замуруев Валерий Михайлович, Цуканов Владислав Иванович, Дрейко Алексей Иванович, Храпко Андрей Викторович, Гринищин Андрей Богданович, Байструченко Александр Савельевич, Кулаков Владимир Николаевич
МПК / Мітки
Мітки: печі, брикету, горна, промивання, доменної, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-52015-sposib-vigotovlennya-briketu-dlya-promivannya-gorna-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення брикету для промивання горна доменної печі</a>
Спосіб промивання горна доменної печі
Номер патенту: 74294
Опубліковано: 15.11.2005
Автори: Мішечкін Сергій Дмитрович, Чернятевич Анатолій Григорович, Науменко Олексій Вікторович, Веремієвський Микола Іванович, Бондаренко Віктор Дмитрович, Несвіт Володимир Васильович, Новиков Микита Варфоломійович, Вдовін Федір Вікторович, Болгов Валерій Анатолійович, Гирін Юрій Володимирович, Самусєв Сергій Миколайович, Гуржий Олег Іванович, Пупко Лев Борисович, Мусієнко Клавдія Анатоліївна, Руденко Микола Романович, Дорофєев Володимир Леонідович
МПК: C21B 3/00
Мітки: спосіб, печі, доменної, промивання, горна
Формула / Реферат:
1. Спосіб промивання горна доменної печі, що включає введення в рудну частину шихти промивного реагенту і його проплавку в доменній печі, який відрізняється тим, що як промивний реагент використовують матеріал офлюсований залізовмісний, що формується при виробництві феронікелю, як побічний продукт.2. Спосіб за п. 1, який відрізняється тим, що матеріал офлюсований залізовмісний має підвищену основність і його завантажують без...
Спосіб промивання горна доменної печі
Номер патенту: 69141
Опубліковано: 16.08.2004
Автори: Товаровський Йосип Григорович, Донсков Євгеній Гаврилович, Орел Григорій Іванович, Шеремет Володимир Олександрович, Костенко Георгій Петрович, Кекух Анатолій Володимирович, Адаменко Олександр Васильович, Лялюк Віталій Павлович
МПК: C21B 7/00
Мітки: промивання, спосіб, доменної, горна, печі
Формула / Реферат:
Спосіб промивання горна доменної печі, що включає завантаження в піч промивної шихти у вигляді зварювального шлаку, залізної руди, марганцевої руди, плавикового шпату і, після надходження її в горн, припинення подачі на 15-120 хвилин відновних добавок у фурми через 5-10 хвилин після відкриття чавунної льотки, який відрізняється тим, що перед завантаженням промивної шихти попередньо замість агломерату й котунів у піч завантажують металевий...
Спосіб промивання горна доменної печі
Номер патенту: 13210
Опубліковано: 15.03.2006
Автори: Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Лялюк Віталій Павлович, Антоненко Юрій Борисович, Листопадов Владислав Станіславович, Сокуренко Анатолій Валентинович, Дмитренко Кирилл Анатолійович
МПК: C21B 3/00
Мітки: доменної, горна, печі, спосіб, промивання
Формула / Реферат:
Спосіб промивання горна доменної печі, що включає завантаження в піч рудної частини шихти і коксу, подачу дуття, кисню і відновлювальних домішок, тимчасове припинення подачі відновлювальних домішок на період промивання горна, який відрізняється тим, що одночасно з припиненням подачі відновлювальних домішок припиняють подачу в піч і кисню зі зменшенням температури гарячого дуття до рівня, при якому піч починає інтенсивно набирати витрату...
Спосіб промивання горна доменної печі
Номер патенту: 69140
Опубліковано: 16.08.2004
Автори: Шеремет Володимир Олександрович, Товаровський Йосип Григорович, Орел Григорій Іванович, Лялюк Віталій Павлович, Донсков Євгеній Гаврилович, Адаменко Олександр Васильович, Кекух Анатолій Володимирович, Костенко Георгій Петрович
МПК: C21B 7/00
Мітки: спосіб, промивання, печі, доменної, горна
Формула / Реферат:
Спосіб промивання горна доменної печі, що включає завантаження в піч промивної шихти у вигляді зварювального шлаку, залізної руди, марганцевої руди, плавикового шпату і, після надходження її в горн, припинення подачі на 15-120 хвилин відновних добавок у фурми через 5-10 хвилин після відкриття чавунної льотки, який відрізняється тим, що в подачі попереднього завантаження промивної шихти зменшують масу вапняку на величину, визначену з...
Спосіб промивання горна доменної печі
Номер патенту: 14621
Опубліковано: 15.05.2006
Автори: Нестеров Олександр Станіславович, Нинь Сергій Віталійович, Орел Григорій Іванович, Костенко Георгій Петрович, Оторвін Павло Іванович, Кекух Анатолій Володимирович, Голобокий Олександр Іванович, Шеремет Володимир Олександрович, Большаков Вадим Іванович, Можаренко Микола Михайлович, Якушев Володимир Сергійович
МПК: C21B 5/00
Мітки: спосіб, горна, печі, промивання, доменної
Формула / Реферат:
1. Спосіб промивання горна доменної печі, який включає періодичне завантаження в піч і проплав разом із шихтою промивного матеріалу, що містить оксиди заліза, який відрізняється тим, що кількість промивного матеріалу у подачі визначають із співвідношення Ф=(0,11-0,19).М, а момент завантаження промивної подачі на колошник встановлюють виходячи з умови влучення промивного матеріалу у горно в проміжку між випусками, але не раніше, ніж через 0,5...
Попередній патент: Пружна призматична шпонка
Наступний патент: Огорожа для утримання вівцематок з ягнятами
Випадковий патент: Спосіб одержання 5-(о-аміноаніліно)-3-арилпіразолів