Спосіб механохімічної обробки гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 52288
Опубліковано: 16.12.2002
Автори: Дмитрієва Тетяна Володимирівна, Кримовська Світлана Костянтинівна, Невмержицька Галина Федорівна, Григор'єв Ігор Володимирович
Формула / Реферат
Спосіб механохімічної обробки поверхні гільз циліндрів двигунів внутрішнього згорання, шляхом попереднього хонінгування і знежирювання з наступним натиранням поверхні під тиском антифрикційними брусками з одночасною подачею активуючої рідини на водній основі, яка містить рідке скло, діамід тіовугільної кислоти, калій роданістий і цільову добавку, який відрізняється тим, що послідовно проводять модифікацію і створення покриття поверхні з активуючого середовища, що містить, мас. %:
скло розчинне натрієве
0,1-5
діамід тіовугільної кислоти
0,1-13
діамід вугільної кислоти
4-18
тіоціанат калію
0,1-18
поліетиленоксид
0,1-74
нітрилотриетанол
0,9-2
вода
до 100,
при цьому подачу активуючої рідини завершують за 15-20 сек. до завершення процесу натирання.
Текст
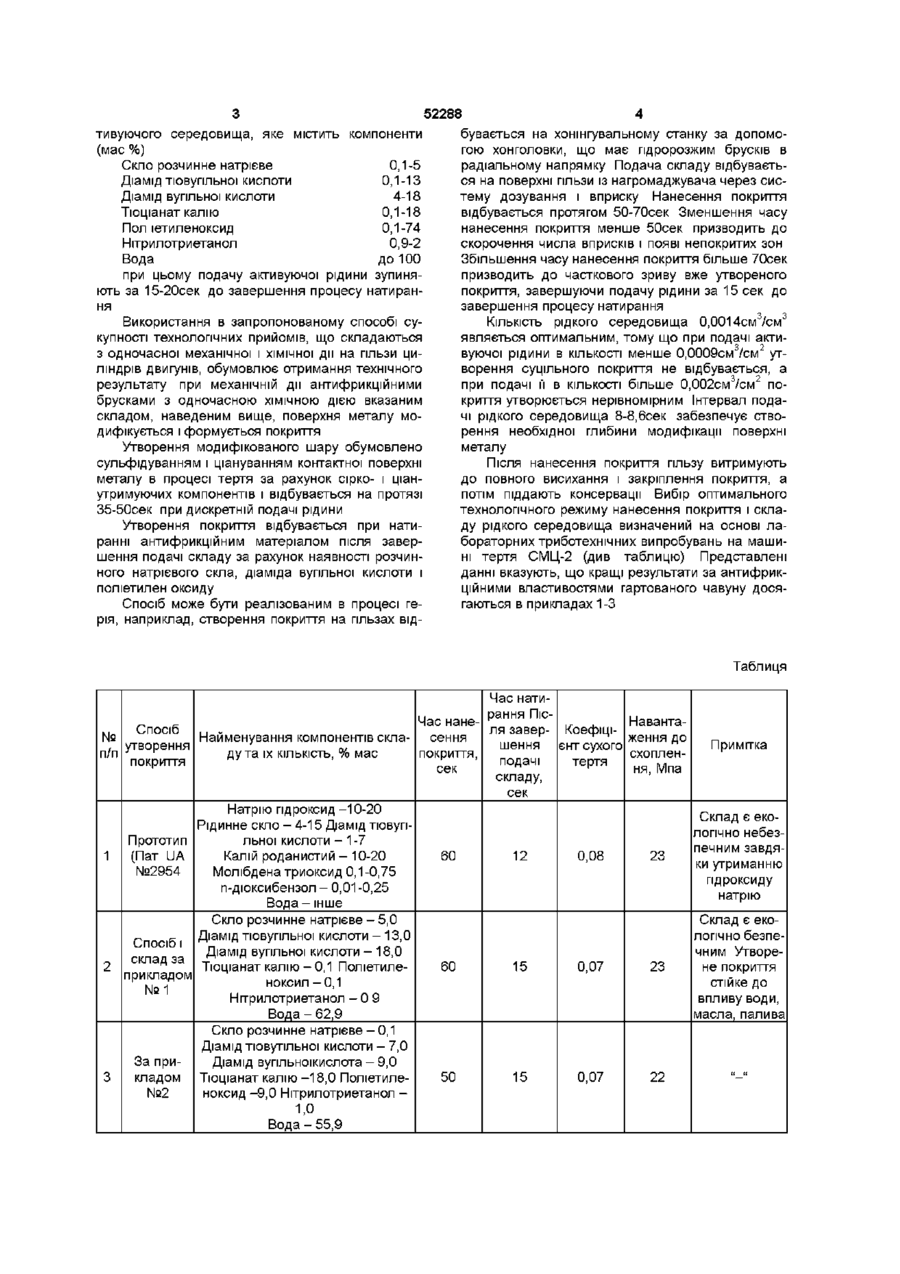
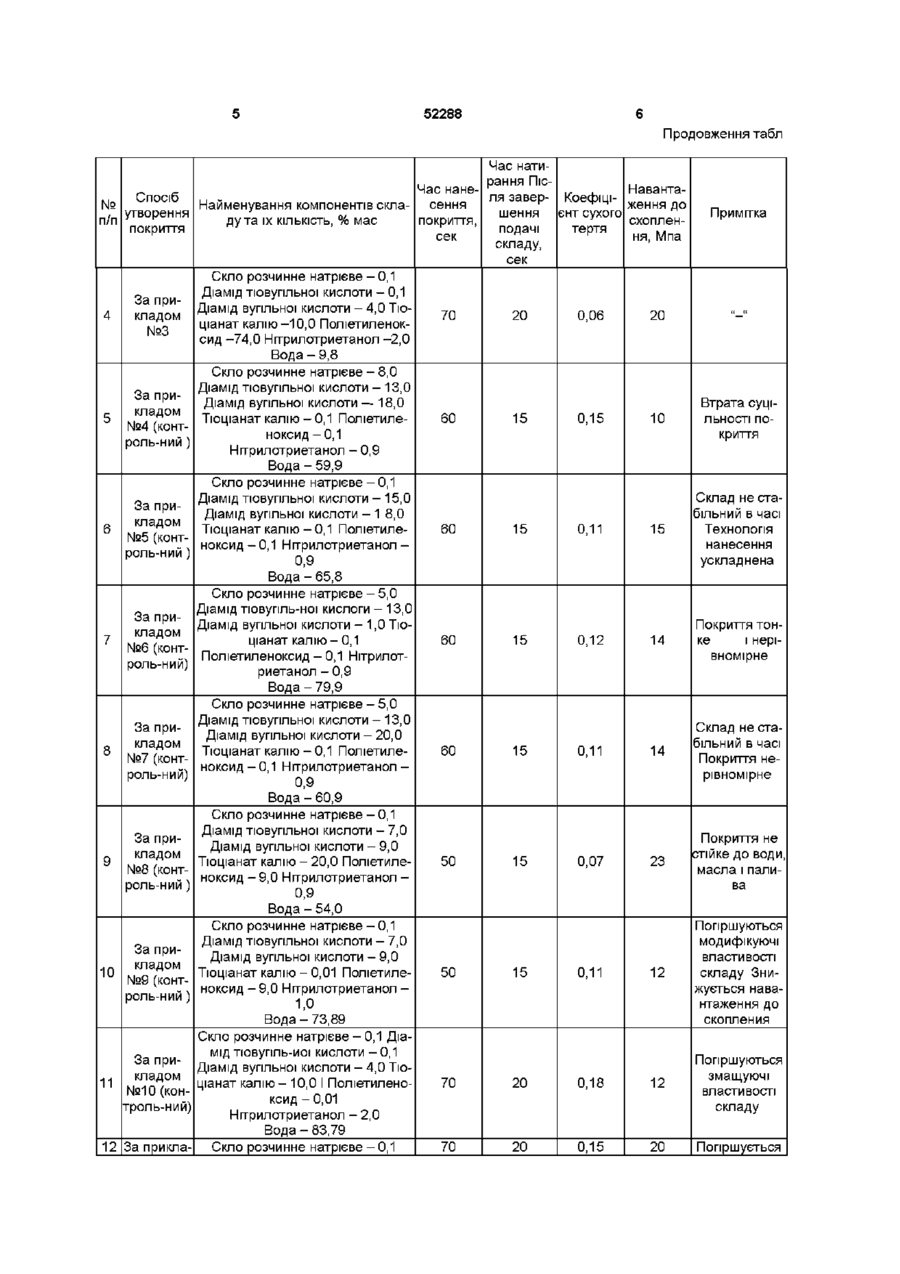
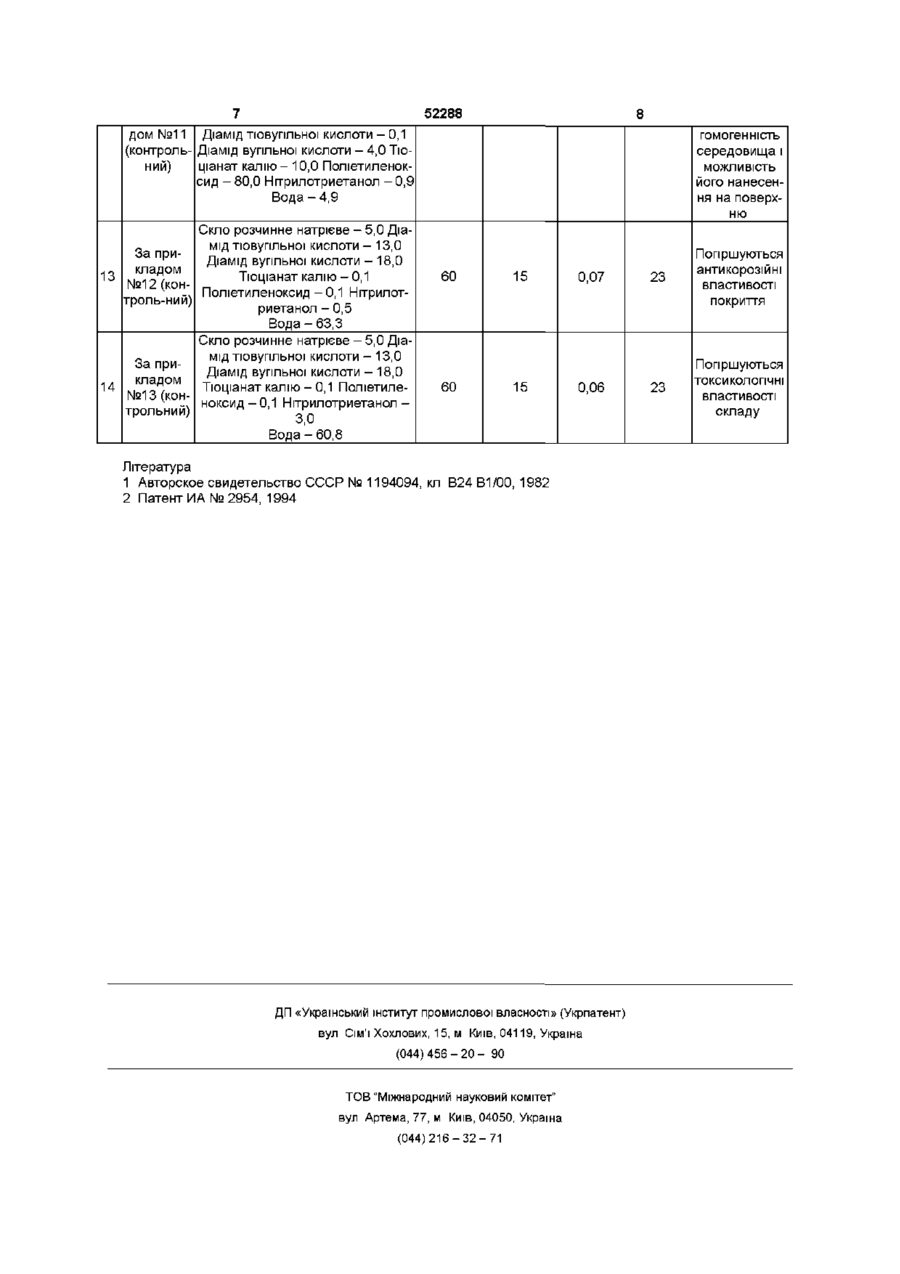
Спосіб механохімічної обробки поверхні гільз циліндрів двигунів внутрішнього згорання, шляхом попереднього хонінгування і знежирювання з наступним натиранням поверхні під тиском антифрикційними брусками з одночасною подачею активуючої рідини на водній основі, яка містить рідке скло, діамід тювупльної кислоти, калій роданістии і цільову добавку, який відрізняється тим, що послідовно проводять модифікацію і створення покриття поверхні з активуючого середовища, що містить, мас % скло розчинне натрієве 0 1-5 діамід тювупльної кислоти 0 1-13 діамід вугільної кислоти 4-18 тюціанат калію 0 1-18 поліетиленоксид о 1-74 нітрилотриетанол о 9-2 вода до 100, при цьому подачу активуючої рідини завершують за 15-20сек до завершення процесу натирання Винахід відноситься до області механічної обробки металів тиском з використанням плинного середовища, і може бути використаний в машинобудуванні Відомий спосіб кінцевої обробки гільз циліндрів двигунів внутрішнього згорання ДВЗ /1/, який складається з того, що поверхню гільзи обробляють антифрикційними брусками під тиском з додаванням водного активуючого середовища на основі гексапдро-Н-адепінона-2 Спосіб забезпечує створення антифрикційних властивостей на негартованій поверхні гільз Недоліком даного способу являється низька якість обробки і зміна властивостей покриття під впливом вологи навколишнього середовища Відомий спосіб фінішної обробки гільз циліндрів двигунів внутрішнього згорання (ДВЗ) /2/, який складається з того, що поверхню гільзи обробляють антифрикційними брусками на протязі заданого часу з одночасною подачею активуючої рідини, яка містить, мас % Натрія гідроксид 10-20 Рідинне скло 4-15 Діамід тю вугільної кислоти 1-7 Калій роданистий 10-20 Мол ібдена триоксид 0,1-0,75 п - дюксибензол 0,01-0,25 Вода інше Даний спосіб забезпечує при високій якості обробки водо-масло-, паливостійкість, корозійну СТІЙКІСТЬ і антифрикційність покриття внутрішньої поверхні гартованих гільз Недоліком даного способу є наявність в активуючому середовищі гідроксиду натрію, який присутній в аерозолі повітря, погіршує умови праці і створює екологічну небезпеку В основу запропонованого винаходу поставлене завдання розробки такого способу фінішної обробки гільз циліндрів ДВЗ, який шляхом міни складу активуючого середовища, технологічних засобів забезпечив би екологічну безпеку при створенні антифрикційного покритгя поверхні ДВЗ з високою водо-масло-, паливостійкістю корозійною СТІЙКІСТЮ і антифрикційними властивостями Поставлене завдання вирішується тим, що в способі механохімічної обробки поверхні гільз циліндрів ДВЗ, шляхом попереднього хонінгування і знежирювання з наступним натиранням поверхні під тиском антифрикційними брусками з одночасною подачею активуючої рідини на водній основі, що містить рідке скло, діамід тювупльної кислоти, калій роданистий і цільову добавку, згідно запропонованого винаходу, послідовно проводять модифікацію і створення покриття на поверхні із ак 00 00 ю 52288 бувається на хонінгувальному станку за допомогою хонголовки, що має пдророзжим брусків в радіальному напрямку Подача складу відбувається на поверхні гільзи із нагромаджувача через систему дозування і вприску Нанесення покриття відбувається протягом 50-70сек Зменшення часу нанесення покриття менше 50сек призводить до скорочення числа вприсків і появі непокритих зон Збільшення часу нанесення покриття більше 70сек призводить до часткового зриву вже утвореного покриття, завершуючи подачу рідини за 15 сек до завершення процесу натирання КІЛЬКІСТЬ рідкого середовища 0,0014см3/см3 являється оптимальним, тому що при подачі активуючої рідини в КІЛЬКОСТІ менше 0,0009см3/см2 утворення суцільного покриття не відбувається, а при подачі її в КІЛЬКОСТІ більше 0,002см3/см2 покриття утворюється нерівномірним Інтервал подачі рідкого середовища 8-8,6сек забезпечує створення необхідної глибини модифікації поверхні металу Після нанесення покриття гільзу витримують до повного висихання і закріплення покриття, а потім піддають консервації Вибір оптимального технологічного режиму нанесення покриття і складу рідкого середовища визначений на основі лабораторних триботехнічних випробувань на машині тертя СМЦ-2 (див таблицю) Представлені данні вказують, що кращі результати за антифрикційними властивостями гартованого чавуну досягаються в прикладах 1-3 тивуючого середовища, яке містить компоненти (мас %) Скло розчинне натрієве 0,1-5 Діамід тювупльної кислоти 0,1-13 Діамід вугільної кислоти 4-18 Тюціанат калію 0,1-18 Пол іетиленоксид 0,1-74 Нітрилотриетанол 0,9-2 Вода до 100 при цьому подачу активуючої рідини зупиняють за 15-20сек до завершення процесу натирання Використання в запропонованому способі сукупності технологічних прийомів, що складаються з одночасної механічної і хімічної дії на гільзи циліндрів двигунів, обумовлює отримання технічного результату при механічній дії антифрикційними брусками з одночасною ХІМІЧНОЮ ДІЄЮ вказаним складом, наведеним вище, поверхня металу модифікується і формується покриття Утворення модифікованого шару обумовлено сульфідуванням і ціануванням контактної поверхні металу в процесі тертя за рахунок сірко- і ціанутримуючих компонентів і відбувається на протязі 35-50сек при дискретній подачі рідини Утворення покриття відбувається при натиранні антифрикційним матеріалом після завершення подачі складу за рахунок наявності розчинного натрієвого скла, діаміда вугільної кислоти і поліетилен оксиду Спосіб може бути реалізованим в процесі герія, наприклад, створення покриття на гільзах від Таблиця Час натирання ПісЧас нанеля завер- КоефіціСпосіб сення № Найменування компонентів склашення утворення єнт сухого покриття, п/п ду та їх КІЛЬКІСТЬ, % мас подачі покриття тертя сек складу, сек 1 2 3 Натрію гідроксид-10-20 Рідинне скло - 4-15 Діамід тювупльної кислоти - 1 - 7 Прототип Калій роданистий - 1 0 - 2 0 (Пат UA Молібдена триоксид 0,1-0,75 №2954 п-дюксибензол - 0,01 -0,25 Вода - інше 60 Скло розчинне натрієве - 5,0 Діамід тювупльної кислоти - 13,0 Спосіб і Діамід вугільної кислоти - 18,0 склад за Тюціанат калію - 0,1 Поліетилеприкладом ноксил - 0 , 1 №1 Нітрилотриетанол - 0 9 Вода - 62,9 60 Скло розчинне натрієве - 0,1 Діамід тювутільної кислоти - 7,0 Діамід вупльноікислота - 9,0 Тюціанат калію -18,0 Поліетиленоксид - 9 , 0 Нітрилотриетанол 1,0 Вода - 55,9 50 За прикладом №2 12 15 0,08 0,07 Навантаження до схоплення, Мпа Примітка 23 Склад є екологічно небезпечним завдяки утриманню гідроксиду натрію 23 Склад є екологічно безпечним Утворене покриття стійке до впливу води, масла, палива 15 0,07 22 52288 Продовження табл Час натирання ПісЧас нанеля завер- КоефіціСпосіб сення № Найменування компонентів склашення утворення єнт сухого покриття, п/п ду та їх КІЛЬКІСТЬ, % мас подачі покриття тертя сек складу, сек Навантаження до схоплення, Мпа Примітка Скло розчинне натрієве - 0,1 Діамід тіовугільної кислоти - 0,1 Діамід вугільної кислоти - 4,0 Тюціанат к а л і ю - 1 0 , 0 Поліетиленоксид -74,0 Нітрилотриетанол -2,0 Вода-9,8 70 20 0,06 20 5 Скло розчинне натрієве - 8,0 Діамід тіовугільної кислоти - 13,0 За приДіамід вугільної кислоти — 18,0 кладом Тюціанат калію - 0,1 Поліетиле№4 (контноксид - 0 , 1 роль-ний) Нітрилотриетанол - 0,9 Вода - 59,9 60 15 0,15 10 Втрата суцільності покриття 6 Скло розчинне натрієве - 0,1 Діамід тіовугільної кислоти - 15,0 За приДіамід вугільної кислоти - 1 8,0 кладом Тюціанат калію - 0,1 Поліетиле№5 (контн о к с и д - 0 , 1 Нітрилотриетанолроль-ний) 0,9 Вода - 65,8 60 15 0,11 15 Склад не стабільний в часі Технологія нанесення ускладнена 7 Скло розчинне натрієве - 5,0 Діамід тювупль-ної кислоги - 13,0 За приДіамід вугільної кислоти - 1 , 0 Тюкладом ціанат к а л і ю - 0,1 №6 (контПоліетиленоксид - 0,1 Нітрилотроль-ний) риетанол - 0,9 Вода - 79,9 60 15 0,12 14 Покриття тонке і нерівномірне 8 За прикладом №7 (контроль-ний) 14 Склад не стабільний в часі Покриття нерівномірне 9 Скло розчинне натрієве - 0,1 Діамід тіовугільної кислоти - 7,0 За приДіамід вугільної кислоти - 9,0 кладом Тюціанат калію - 20,0 Поліетиле№8 (контноксид - 9 , 0 Нітрилотриетанол роль-ний) 0,9 Вода - 54,0 23 Покриття не стійке до води, масла і палива 12 Погіршуються модифікуючі властивості складу Знижується навантаження до скопления 4 За прикладом №3 Скло розчинне натрієве - 5,0 Діамід тіовугільної кислоти - 13,0 Діамід вугільної кислоти - 20,0 Тюціанат калію - 0,1 Поліетилен о к с и д - 0 , 1 Нітрилотриетанол0,9 Вода - 60,9 Скло розчинне натрієве - 0,1 Діамід тіовугільної кислоти - 7,0 За приДіамід вугільної кислоти - 9,0 кладом Тюціанат калію - 0,01 Поліетиле10 №9 (контноксид - 9 , 0 Нітрилотриетанол роль-ний) 1,0 Вода - 73,89 60 50 50 15 15 15 0,11 0,07 0,11 Скло розчинне натрієве - 0,1 Діамід тювупль-иоі кислоти - 0,1 За приДіамід вугільної кислоти - 4,0 Тюкладом ціанат к а л і ю - 10,0 І Поліетилено11 №10 (конксид - 0,01 троль-ний) Нітрилотриетанол - 2,0 Вода - 83,79 70 20 0,18 12 Погіршуються змащуючі властивості складу 12 За прикла 70 20 0,15 20 Погіршується Скло розчинне натрієве - 0,1 52288 дом №11 Діамід тювупльної кислоти - 0,1 (контроль- Діамід вугільної кислоти - 4,0 Тюціанат к а л і ю - 10,0 Поліетиленокний) сид - 80,0 Нітрилотриетанол - 0,9 Вода-4,9 13 Скло розчинне натрієве - 5,0 Діамід тювупльної кислоти - 13,0 За приДіамід вугільної кислоти - 18,0 кладом Тюціанат калію - 0,1 №12 (конПоліетиленоксид - 0,1 Нітрилоттроль-ний) риетанол - 0,5 Вода - 63,3 14 Скло розчинне натрієве - 5,0 Діамід тювупльної кислоти - 13,0 За приДіамід вугільної кислоти - 18,0 кладом Тюціанат калію - 0,1 Поліетиле№13 (конн о к с и д - 0 , 1 Нітрилотриетанолтрольний) 3,0 Вода - 60,8 гомогенність середовища і МОЖЛИВІСТЬ його нанесення на поверхню 60 15 0,07 23 Погіршуються антикорозійні властивості покриття Погіршуються 60 15 0,06 Література 1 Авторское свидетельство СССР № 1194094, кл В24 В1/00, 1982 2 Патент ИА № 2954, 1994 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 23 ТОКСИКОЛОГІЧНІ властивості складу
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mechanical-chemical treatment of the bush sleeves of combustion emgine cylinders
Автори англійськоюDmytriieva Tetiana Volodymyrivna, Hryhoriev Ihor Volodymyrovych, Krymovska Svitlana Kostiantynivna, Nevmerzhytska Halyna Fedorivna
Назва патенту російськоюСпособ механо-химической обработки гильз цилиндров двигателей внутреннего сгорания
Автори російськоюДмитриева Татьяна Владимировна, Григорьев Игорь Владимирович, Крымовская Светлана Константиновна, Невмержицкая Галина Федоровна
МПК / Мітки
МПК: B24B 1/00, B21D 26/02
Мітки: механохімічної, згорання, циліндрів, гільз, обробки, спосіб, внутрішнього, двигунів
Код посилання
<a href="https://ua.patents.su/4-52288-sposib-mekhanokhimichno-obrobki-gilz-cilindriv-dviguniv-vnutrishnogo-zgorannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб механохімічної обробки гільз циліндрів двигунів внутрішнього згорання</a>
Спосіб фінішної обробки гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 2954
Опубліковано: 26.12.1994
Автори: Павлівський Василь Михайлович, Яковлєв Сергій Павлович, Дмитрієва Тетяна Володимирівна, Мулярчук Іван Федосійович, Жабоєдов Віктор Іванович, Сироватка Леонід Олександрович, Строков Олександр Петрович, Свиридов Анатолій Олексійович, Олефіренко Поліна Наумівна, Трипольський Лев Романович, Масльонок Ігор Іванович
МПК: B24B 1/00
Мітки: спосіб, обробки, фінішної, згорання, внутрішнього, гільз, двигунів, циліндрів
Формула / Реферат:
Способ финишной обработки гильз цилиндров двигателей внутреннего сгорания, при котором натирают поверхность гильзы антифрикционными брусками в течение заданного времени и одновременно подают активирующую жидкость на водной основе. отличающийся тем, что в качестве активирующей жидкости берут раствор гидроокиси натрия, жидкого стекла, диамида тиоугольной кислоты, роданистого калия, трехокиси молибдена и п-диоксибензола при следующем соотношении...
Паливна композиція для двигунів внутрішнього згорання
Номер патенту: 38881
Опубліковано: 15.05.2001
Автори: Цапенко Андрій Юрійович, Цапенко Юрій Тимофійович
МПК: C10L 1/19
Мітки: композиція, двигунів, паливна, згорання, внутрішнього
Текст:
...забруднюючих речовин, що утворилися в процесі горіння. Для вирішення поставленої задачі пропонується паливна композиція на основі неетильованих бензинів, що містить 0,2-5,0 мас. % етилацетат (складний ефір етилового спирту і оцтової кислоти). Відмінність технічного вирішення, що пропонується, від відомих, полягає у вмісті в складі паливної композиції етилацетату в запропонованих концентраціях. Технічний результат полягає в тому, що...
Спосіб виготовлення відцентрового регулятора випередження запалювання для двигунів внутрішнього згорання
Номер патенту: 7732
Опубліковано: 26.12.1995
Автор: П'єр Ерітьє Бест
МПК: F02P 5/00
Мітки: відцентрового, спосіб, виготовлення, згорання, запалювання, випередження, регулятора, внутрішнього, двигунів
Формула / Реферат:
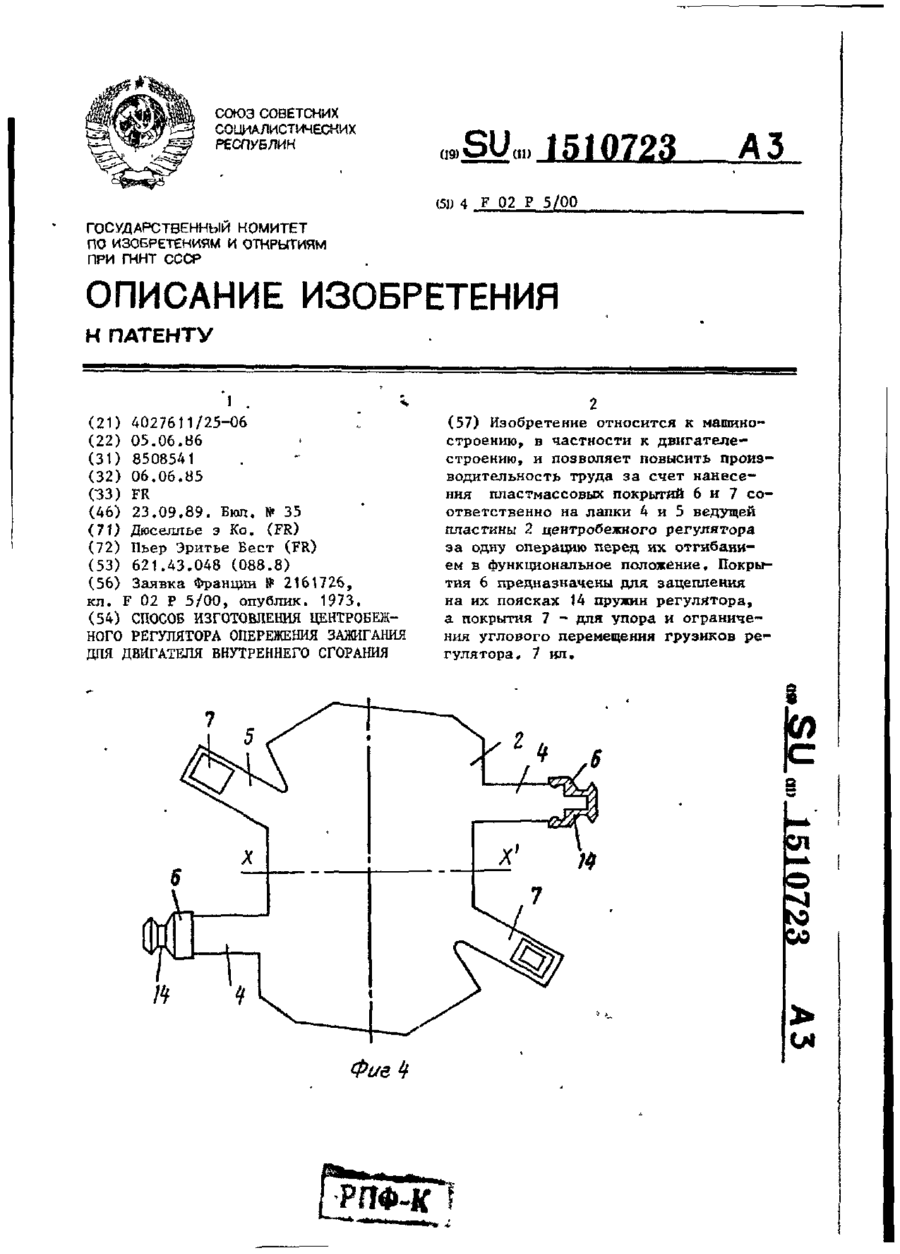
Способ изготовления центробежного регулятора опережения зажигания для двигателя внутреннего сгорания, заключающийся в вырезании в ведущей пластине, выполненной заодно с приводным валом, двух пар лапок соответственно для зацепления и упора, их отгибании и нанесении на них пластического материала, установке на осях ведущей пластины по меньшей мере двух грузиков с возможностью поворота в зависимости от скорости двигателя и контактирования...
Каталізатор для очистки вихлопних газів двигунів внутрішнього згорання і спосіб його отримання
Номер патенту: 1067
Опубліковано: 30.12.1993
Автори: Альфред Боцон, Херберт Фолькер, Едгар Коберштайн, Ханс-Дітер Плєтка, Едуард Лакатос
МПК: B01J 37/08, B01J 21/04, B01D 53/02, B01J 37/02, B01J 23/89
Мітки: очистки, внутрішнього, отримання, згорання, спосіб, двигунів, газів, вихлопних, каталізатор
Формула / Реферат:
Формула изобретения1. Катализатор для очистки выхлопных газов двигателей внутреннего сгорания, содержащий металлы группы платины, двуокиси церия и циркония, промотирующую добавку на носителе - окиси алюминия, представляющий собой формованный сыпучий материал или нанесенный на монолитный структурный усилитель из кордиерита в количестве 5—15 мас.%, отличающийся тем, что, с целью повышения активности катализатора, он в качестве металла...
Свічка запалювання для двигунів внутрішнього згорання
Номер патенту: 28138
Опубліковано: 16.10.2000
Автори: Мещанов Євген Віталійович, Глотов Андрій Юрійович
МПК: H01T 13/00
Мітки: двигунів, запалювання, внутрішнього, згорання, свічка
Текст:
...що місти ть корпус і розміщений в ньому ізолятор з центральним стрижневим елект родом, яка відрізняє ться тим, що корпус обладнаний звуженим і розширеним соплами, утворюючими з корпусом мікрофоркамеру, при цьому звуж ен е соп л о вик о на н е у ви гля д і ви хо р о утворювача, пере хідна частина між соплами має вигляд циліндричного пояску, утворюючого з центральним електродом кільцевий іскровий проміжок, а об'єм мікрофоркамери і площа...
Попередній патент: Система опалення житлових та адміністративних будівель
Наступний патент: Спосіб лікування загострень хронічних сальпінгоофоритів у жінок
Випадковий патент: Спосіб отримання відновного газу з твердих продуктів піролізу вугілля