Спосіб фінішної обробки гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 2954
Опубліковано: 26.12.1994
Автори: Жабоєдов Віктор Іванович, Яковлєв Сергій Павлович, Строков Олександр Петрович, Мулярчук Іван Федосійович, Трипольський Лев Романович, Сироватка Леонід Олександрович, Дмитрієва Тетяна Володимирівна, Масльонок Ігор Іванович, Олефіренко Поліна Наумівна, Свиридов Анатолій Олексійович, Павлівський Василь Михайлович
Формула / Реферат
Способ финишной обработки гильз цилиндров двигателей внутреннего сгорания, при котором натирают поверхность гильзы антифрикционными брусками в течение заданного времени и одновременно подают активирующую жидкость на водной основе. отличающийся тем, что в качестве активирующей жидкости берут раствор гидроокиси натрия, жидкого стекла, диамида тиоугольной кислоты, роданистого калия, трехокиси молибдена и п-диоксибензола при следующем соотношении ингредиентов. мас.%;
натрия гидроокись
10-20
жидкое стекло
4-15
диамид тиоугольной кислоты
1-7
калий роданистый
10-20
молибдена трехокись
0,1-0,75
n-диоксибензол
0.01-0,25
вода
остальное
а подачу жидкости прекращают за 9-12 сек до окончания натирания.
Текст
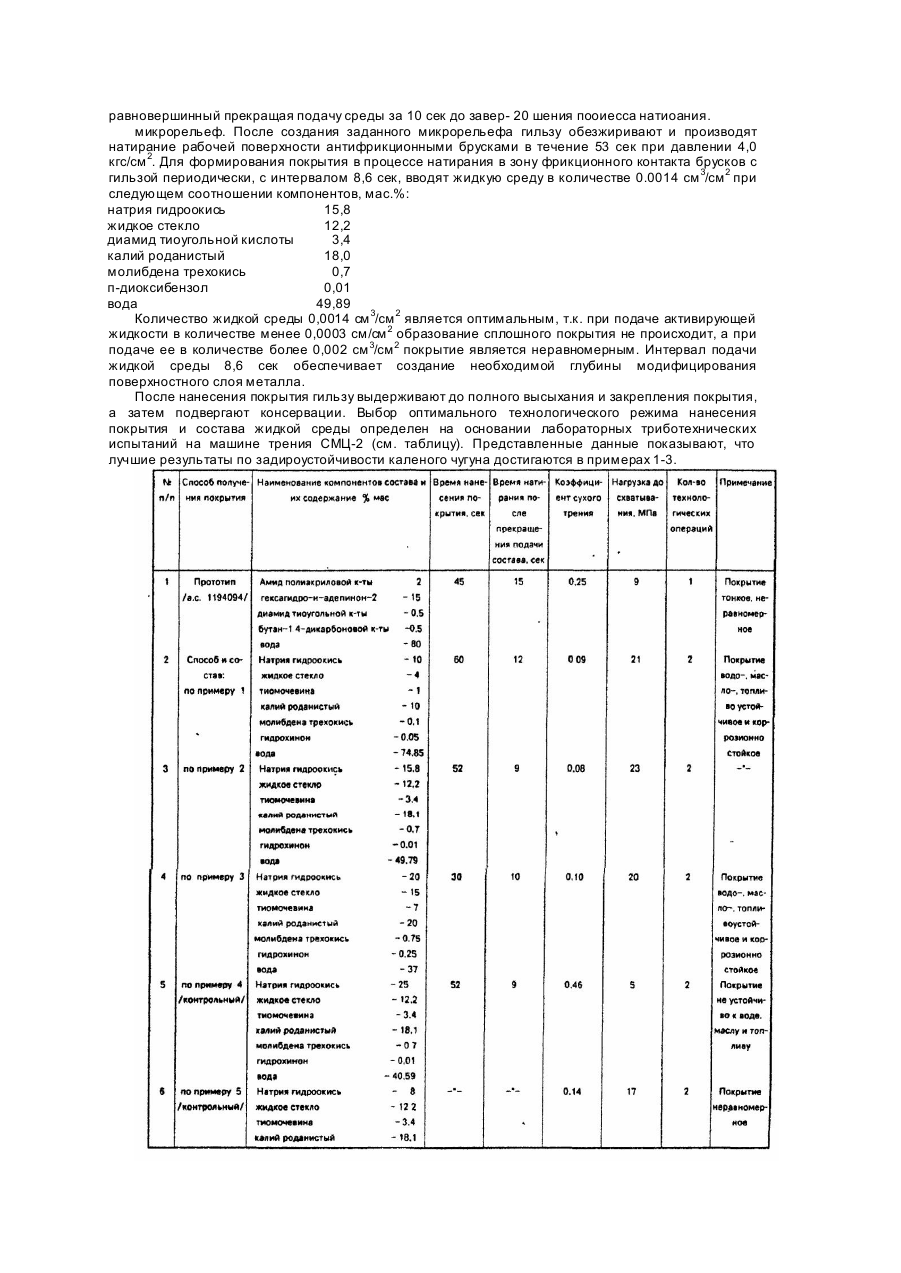
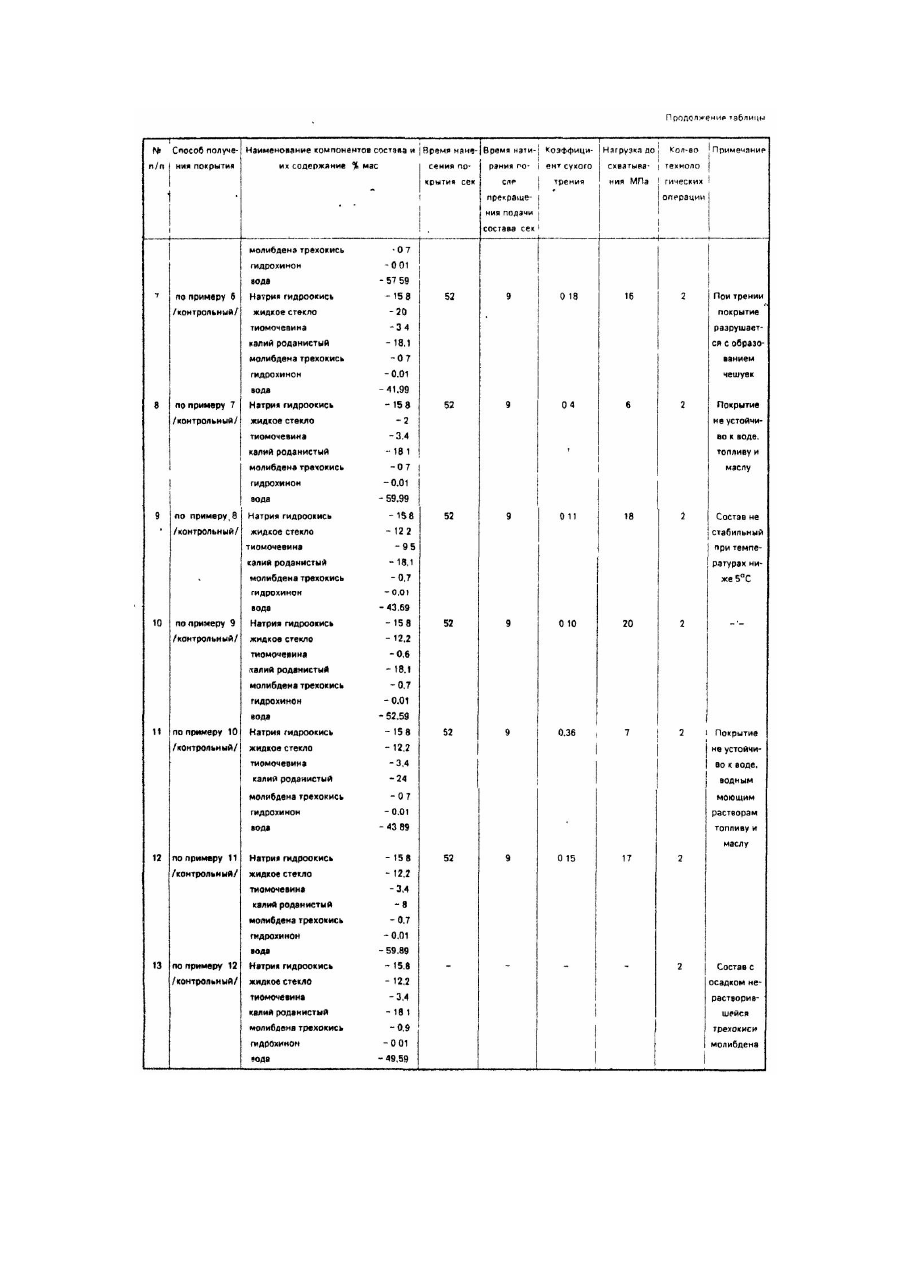
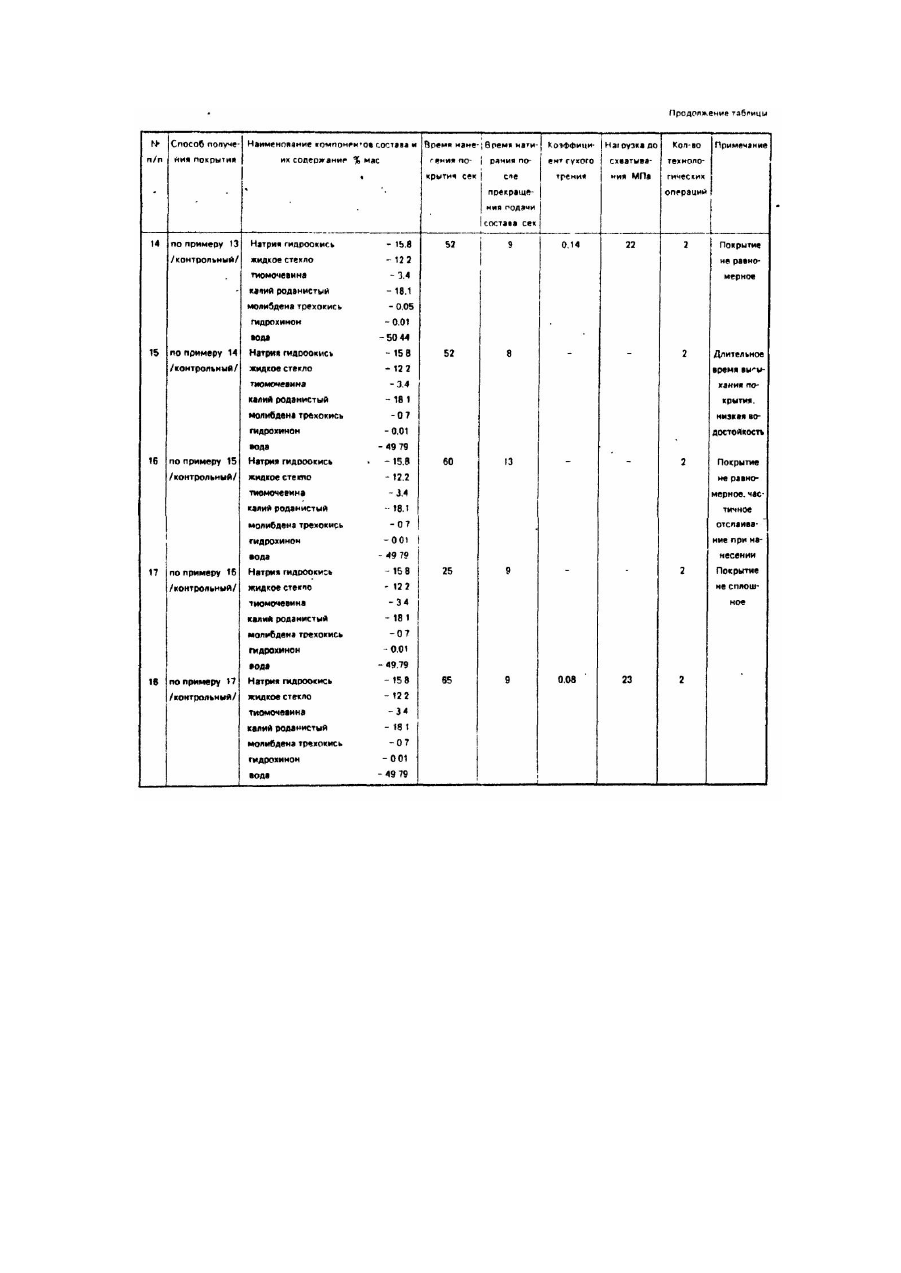
Изобретение относится к области создания тонких покрытий на металлических поверхностях, работающих в режиме трения скольжения, и может быть использовано в машиностроении. Известен способ окончательной обработки гильз цилиндров двигателей внутреннего сгорания (ДВС) [1], заключающийся в том, что поверхность гильзы обрабатывают антифрикционными брусками при давлении 4-6 кгс/см в течение 15-45 сек. с добавлением водорастворимой активирующей среды, содерж. (мас. %): амид полиакриловой кислоты 0,1-3,0 гексагидро-Н-адепинон-2 5-50 диамид тиоугольной кислоты 0,2-2,0 бутан-1,4-дикарбоновой кислоты 0,2-2,0 вода остальное Недостатком данного способа является низкое качество обработки, так как на свойства покрытий влияет комнатная температура и влажность окружающей среды. В основу предлагаемого изобретения поставлена задача разработки такого способа финишной обработки гильз цилиндров ДВС;' который путем изменения состава активирующей среды, технологических приемов обеспечивал бы повышение водо-, масло-, топливоустойчивости, коррозионной стойкости и антифрикционных свойств и. соответственно, высокое качество обработки. Поставленная задача решается тем, что в способе финишной обработки гильз цилиндров двигателей внутреннего сгорания, при котором натирают поверхность гильзы антифрикционными брусками в течение заданного времени и одновременно подают активирующую жидкость на водной основе, согласно предлагаемому изобретению, в качестве активирующей жидкости берут раствор гидроокиси натрия, жидкого стекла, диамида тиоугольной кислоты, роданистого калия, трехокиси молибдена и n-диоксибен-зола при следующем соотношении ингредиентов (мас.%): натрия гидроокись 10-20, жидкое стекло 4-15, диамид тиоугольной кислоты 1-7. калий роданистый 10-20, молибдена трехокись 0,1-0,75, n-диоксибензол 0,01-0,25, вода - остальное (до 100%), при этом подачу активирующей жидкости прекращают за 9-12 сек, до завершения процесса натирания. Применение в предложенном способе совокупности технологических приемов, состоящих в одновременном механическом и химическом воздействии на гильзы цилиндров двигателей, обусловливает получение технического результата: при механическом воздействии антифрикционными брусками с одновременным химическим воздействием указанным составом, приведенным выше, на покрываемой поверхности металла формируется двухслойное покрытие. Образование первого слоя обусловлено растравливанием поверхности щелочью (гидроокисью натрия) и ее сульфидированием за счет серусодержащих компонентов (диамида тиоугольной кислоты и калия роданистого) и происходит в течение 21-48 сек, пока осуществляется дискретная подача состава. Образование второго слоя происходит при натирании после прекращения подачи состава за счет наличия жидкого стекла, гидроокиси натрия и молибдена трехокиси. Исходная шероховатость поверхности составляет Ra=0,7-1,6 мкм. Способ может быть реализован в процессе трения, например, создание покрытия на гильзах осуществляется на хонинговаль-ном станке при помощи хонголовки, имеющей гидроразжим брусков в радиальном направлении. Подачу щелочного состава осуществляют на поверхность гильзы из накопителя через систему дозировки и впрыска. Нанесение покрытия осуществляют в течение 30-60 сек. Уменьшение времени нанесения покрытия менее 30 сек приводит к сокращению числа впрысков до 2 и появлению непокрытых мест, Увеличение времени нанесения покрытия свыше 60 сек приводит к непроизводительному расходу жидкости, т.к. требуемая задиростойкость обеспечивается уже толщиной покрытия, нанесенного за 60 сек. Подача жидкости прекращается за 9-12 сек до завершения процесса натирания, т.к. если прекратить подачу жидкости раньше, то пленка покрытия быстро высыхает, что может привести к нарушению ее сплошности. Если подачу жидкости прекратить позже, то сухое покрытие не успевает сформироваться. При содержании щелочи свыше 20% уменьшается адгезия антифрикционного покрытия к поверхности металла и устойчивость к водным моющим растворам, топливу и маслу, а при ее содержании менее 10% процесс травления происходит медленно и окисная пленка снимается не полностью, При содержании жидкого стекла свыше 15% повышается жесткость покрытия и снижается его антифрикционность, при содержании менее 4% - снижается адгезия покрытия и снижается его устойчивость к водным моющим растворам, маслу и топливу. При содержании диамида тиоугольной кислоты свыше 7% уменьшается стабильность состава при температурах ниже 5°С, а при содержании менее 1% - уменьшается антифрикционность и ухудшаются противозадирные свойства поверхности вследствие уменьшения ее насыщения серой и количества образующи хся сульфидов железа. Повышение содержания роданистого калия в составе свыше 20% ухудшает адгезию покрытия и устойчивость к моющим водным растворам, при содержании менее 10% т- ухудшаются антифрикционность и противозадирные свойства покрытия. При введении в состав молибдена трехокиси свыше 0,75% полного ее превращения в дисульфиид металла не происходит и она образует осадок, при содержании менее 0,1 % - ухудшаются смазочные свойства состава и антифрикционные свойства покрытия. n-Диоксибензол вводится с целью стабилизации состава и предотвращения гелеобразования, которое обеспечивается концентрацией от 0,1 до 0,25 мас.% в диапазоне температур от +5°С до +30°С. Пример конкретного выполнения способа. Гильзу цилиндра двигателя СМД-60 подвергают предварительному алмазному хонингованию на хонинговальном станке (модели ЗМ83С), при котором на рабочей поверхности формируют равновершинный прекращая подачу среды за 10 сек до завер- 20 шения пооиесса натиоания. микрорельеф. После создания заданного микрорельефа гильзу обезжиривают и производят натирание рабочей поверхности антифрикционными брусками в течение 53 сек при давлении 4,0 кгс/см 2. Для формирования покрытия в процессе натирания в зону фрикционного контакта брусков с гильзой периодически, с интервалом 8,6 сек, вводят жидкую среду в количестве 0.0014 см 3/см 2 при следующем соотношении компонентов, мас.%: натрия гидроокись 15,8 жидкое стекло 12,2 диамид тиоугольной кислоты 3,4 калий роданистый 18,0 молибдена трехокись 0,7 п-диоксибензол 0,01 вода 49,89 Количество жидкой среды 0,0014 см 3/см 2 является оптимальным, т.к. при подаче активирующей жидкости в количестве менее 0,0003 см/см 2 образование сплошного покрытия не происходит, а при подаче ее в количестве более 0,002 см 3/см 2 покрытие является неравномерным. Интервал подачи жидкой среды 8,6 сек обеспечивает создание необходимой глубины модифицирования поверхностного слоя металла. После нанесения покрытия гильзу выдерживают до полного высыхания и закрепления покрытия, а затем подвергают консервации. Выбор оптимального технологического режима нанесения покрытия и состава жидкой среды определен на основании лабораторных триботехнических испытаний на машине трения СМЦ-2 (см. таблицу). Представленные данные показывают, что лучшие результаты по задироустойчивости каленого чугуна достигаются в примерах 1-3.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finishing treatment of the cases of internal combustion engines
Автори англійськоюMuliarchuk Ivan Fedosiiovych, Dmytriieva Tetiana Volodymyrivna, Syrovatka Leonid Oleksandrovych, Pavlivskyi Vasyl Mykhailovych, Trypolskyi Lev Romanovych, Yakovliev Serhii Pavlovych, Strokov Oleksandr Petrovych, Svyrydov Anatolii Oleksiiovych, Zhaboiedov Viktor Ivanovych, Maslionok Ihor Ivanovych
Назва патенту російськоюСпособ финишной обработки гильз двигателей внутреннего сгорания
Автори російськоюМулярчук Иван Федосеевич, Дмитриева Татьяна Владимировна, Сыроватка Леонид Александрович, Павливский Василий Михайлович, Трипольский Лев Романович, Яковлев Сергей Павлович, Строков Александр Петрович, Свиридов Анатолий Алексеевич, Жабоедов Виктор Иванович, Масленок Игорь Иванович
МПК / Мітки
МПК: B24B 1/00
Мітки: згорання, обробки, внутрішнього, фінішної, циліндрів, двигунів, гільз, спосіб
Код посилання
<a href="https://ua.patents.su/4-2954-sposib-finishno-obrobki-gilz-cilindriv-dviguniv-vnutrishnogo-zgorannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки гільз циліндрів двигунів внутрішнього згорання</a>
Каталізатор для очистки вихлопних газів двигунів внутрішнього згорання і спосіб його отримання
Номер патенту: 1067
Опубліковано: 30.12.1993
Автори: Едуард Лакатос, Едгар Коберштайн, Ханс-Дітер Плєтка, Херберт Фолькер, Альфред Боцон
МПК: B01J 37/02, B01J 21/04, B01J 37/08, B01J 23/89, B01D 53/02
Мітки: отримання, очистки, вихлопних, згорання, двигунів, внутрішнього, спосіб, газів, каталізатор
Формула / Реферат:
Формула изобретения1. Катализатор для очистки выхлопных газов двигателей внутреннего сгорания, содержащий металлы группы платины, двуокиси церия и циркония, промотирующую добавку на носителе - окиси алюминия, представляющий собой формованный сыпучий материал или нанесенный на монолитный структурный усилитель из кордиерита в количестве 5—15 мас.%, отличающийся тем, что, с целью повышения активности катализатора, он в качестве металла...
Формований носій для каталізатора очистки вихлопних газів двигунів внутрішнього згорання і спосіб його виготовлення

Номер патенту: 1070
Опубліковано: 30.12.1993
Автори: Йорг Хензель, Херберт Фолькер, Едгар Коберштайн, Альфред Боцон
МПК: C23C 2/28, B01D 53/34, B01J 35/00, C23C 10/60, B01J 37/02, B01J 23/00, B01D 53/94, B01J 21/00, B01D 53/86
Мітки: спосіб, виготовлення, каталізатора, очистки, вихлопних, формований, носій, згорання, двигунів, внутрішнього, газів
Спосіб фінішної обробки напівпровідникових пластин
Номер патенту: 1563
Опубліковано: 25.07.1994
Автори: Живов Михайло Давидович, Богданов Євген Іванович
МПК: H01L 21/302
Мітки: обробки, фінішної, спосіб, пластин, напівпровідникових
Формула / Реферат:
Способ финишной полировки полупроводниковых пластин, включающий многостадийную химико-механическую полировку полупроводниковых пластин на двух полировальниках с использованием водных абразивных суспензий, причем на первой стадии водородный показатель суспензий поддерживают от 11,5 до 12,4, отличающийся тем, что, с целью повышения выхода годных за счет улучшения качества полированной поверхности пластин, химико-механическую полировку на...
Універсальна присадка до палив двигунів внутрішнього горіння
Номер патенту: 2482
Опубліковано: 26.12.1994
Автор: Озерянський Адольф Натанович
МПК: C10L 1/182, C10L 1/22, C10L 1/12, C10L 10/00, C10L 1/188
Мітки: універсальна, палив, горіння, внутрішнього, двигунів, присадка
Формула / Реферат:
Универсальная присадка к топливам двигателей внутреннего сгорания, содержащая алифатический С1-С4 одноатомный предельный спирт, отличающаяся тем, что она дополнительно содержит мочевину, уксусную кислоту и воду при следующем соотношении компонентов, мас. %: алифатический C1-C4 одноатомный предельный спирт 52-84 мочевина 4-12 уксусная кислота ...
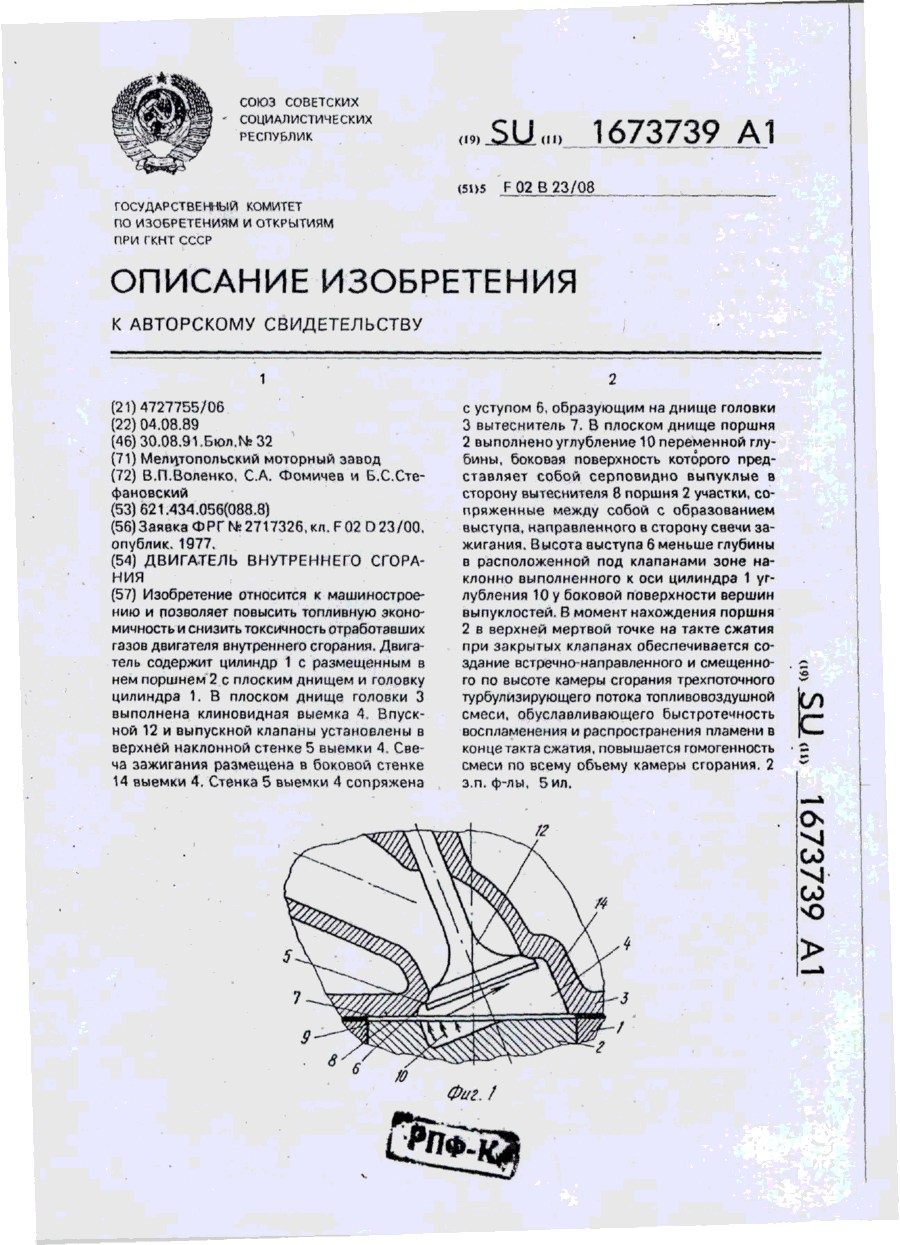
Двигун внутрішнього згорання
Номер патенту: 1875
Опубліковано: 20.12.1994
Автори: Фімічев Станіслав Олександрович, Воленко Василь Павлович, Стефановський Борис Сергійович
МПК: F02B 23/08
Мітки: внутрішнього, згорання, двигун
Формула / Реферат:
1. Двигатель внутреннего сгорания, содержащий по меньшей мере один цилиндр с размещенным в нем поршнем, в плоском днище которого выполнено углубление переменной глубины с боковой поверхностью, образующей на его днище вытеснитель, головку цилиндра с плоским днищем, в котором выполнена клиновидная выемка, образованная сопряженными между собой боковой стенкой, верхней наклонной стенкой и уступом, образующим на днище головки вытеснитель,...
Попередній патент: Спосіб змішування природного газу з киснем
Наступний патент: Шафа комплектного розподільного пристрою
Випадковий патент: Спосіб локального лазерно-стимульованого електролітичного осадження плівок цинку