Калібрування інструмента для холодної прокатки труб
Номер патенту: 52817
Опубліковано: 15.01.2003
Автори: Заводчіков Сєргєй Юрьєвіч, Котрєхов Владімір Андрєєвіч, Лосіцкій Анатолій Францевіч, Вєрєтєнніков Владімір Алєксєєвіч, Шіков Алєксандр Константіновіч, Буховцев Віктор Фьодоровіч, Бочаров Олєг Вікторовіч, Кроткіх Сєргєй Валєрьєвіч, Коміссаров Владімір Арсєньєвіч, Сафонов Владімір Ніколаєвіч, Дєвятих Васілій Гєннадієвіч
Формула / Реферат
1. Калібрування інструмента для холодної прокатки труб, у якому розгортка калібровки зовнішнього інструмента та профіль внутрішнього інструмента виконані у формі побудованих на основі математичних обчислень кривих, яке відрізняється тим, що криві профілю розгортки зовнішнього та профілю внутрішнього інструментів є геометричним місцем вузлових точок різних сплайн-функцій.
2. Калібрування за п. 1, яке відрізняється тим, що ділянки обтиску та калібрування кожного окремо взятого зовнішнього чи внутрішнього інструмента виконані з утворенням єдиної кривої.
3. Калібрування за пп. 1, 2, яке відрізняється тим, що нарівні з геометричними параметрами сплайн-функцій розрахункових кривих використовуються коефіцієнти, які враховують фізико-механічні властивості матеріалу, що прокатується, та режими прокатки.
Текст
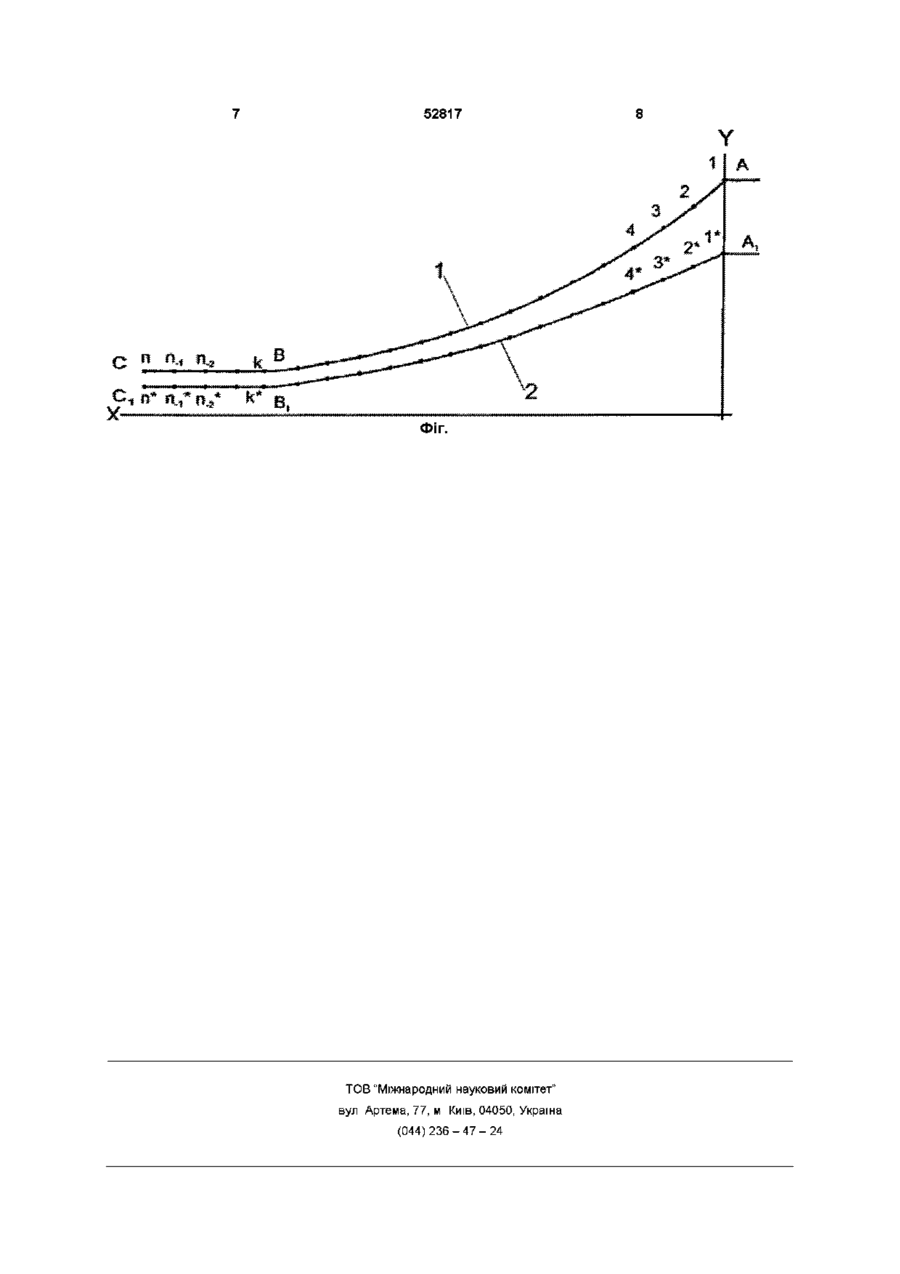
1 Калібрування інструмента для холодної прокатки труб, у якому розгортка калібровки зовнішнього інструмента та профіль внутрішнього інструмента виконані у формі побудованих на основі математичних обчислень кривих, яке відрізняється тим, що криві профілю розгортки зовнішнього та профілю внутрішнього інструментів є геометричним місцем вузлових точок різних сплайн-функцій 2 Калібрування за п 1, яке відрізняється тим, що ділянки обтиску та калібрування кожного окремо взятого зовнішнього чи внутрішнього інструмента виконані з утворенням єдиної кривої 3 Калібрування за пп 1, 2, яке відрізняється тим, що нарівні з геометричними параметрами сплайнфункцій розрахункових кривих використовуються коефіцієнти, які враховують фізико-механічні властивості матеріалу, що прокатується, та режими прокатки БИ №41, 1976г) Відомим С технологічний інструмент для холодної прокатки труб, який містить конусну оправку та пілігримові валки з рівчаком, котрий має по довжині розгортки зону редукування, зону обтиснення з кутом нахилу и утворюючої до ВІСІ оправки, що є більшим куга нахилу утворюючої оправки, персдобробну зону та зону калібрування При цьому утворююча передобробної зони виконана з кутом нахилу до ВІСІ оправки, що складає 0,5-0,9 кута нахилу утворюючої оправки, а довжина передобробної зони складає 0,3 - 0,6 довжини зони обтиснення( Авторское свидетельство СССР №822937, МКИ В21В 21/02, БИ №15, 1981г) Відомим також с технологічний інструмент для холодної прокатки цирка юг-вих оболонкових труб (S Reschke, A Schaa und T Gnmmeismann «VERBESSERUNG DES HERSTELLUNGSVERFAHRENS FUR ZIRKALOY HULLROHRE» Metall, 1986, H, №4, S 338-346), який характеризується тим, що О 1^ 00 ю 52817 початок калібру мас зону слабкого редукування, - максимум деформації знаходиться в першій половині розгортки, конусність наприкінці робочої частини мінімальна (0,04мм на 10° периметра бочки) Як випливає з тексту, при використанні описаного інструмента не вдасться цілком уникнути утворення дрібних дефектів на трубах Найбільш близьким технічним рішенням до того, що заявляється, г калібрування шару мені а для станів холодної пілігримової прокатки, в якій розгортка калібровки зовнішнього і профіль внутрішнього інструмента мають форму постійно угнутої, переважно параболічної кривої по всій робочій довжині При цьому - постійна, переважно параболічна крива внутрішнього інструмента та розгортка зовнішнього інструмента описуються однією математичною функцією і мають однакові параболічні показники, вхід кривої в ділянку калібрування відбувається тангенціально та перекриває циліндричну чи конічну основну форму (Патент ФРН №1777043, 1971р) Геометрія параболічних кривих внутрішнього та зовнішнього інструментів не залежить від фізико-механічних властивостей матеріалу, що прокатують Постійно угнута по всій робочій довжині форма розгортки зовнішнього та профілю внутрішнього інструментів утруднює побудову конусного чи іншої форми внутрішнього інструмента (ЗА Кофф, П М Соловейчик, В А Алешин, М И Гришпун «Холодная Прокатка труб» Металлурги з дат Свердловск, 1962р Glen Stapleton «GOLD PILGER TECHNOLOGY» 1683 W 216 th Street USA 1996) Розкриття винаходу Винахід, що заявляється, вирішує задачу підвищення точності геометричних розмірів і якості поверхні, стабільності механічних властивостей та зниження дефектності труб, що прокатуються Поставлена задача досягається шляхом створення оптимальних режимів деформації грубної іпгоювки за рахунок застосування калібрування робочого інструмента, обчисленого з урахуванням фізико-механічних властивостей металу та режимів прокатки цієї заготовки Технічний результат досягається тим, що на відміну від відомого калібрування інструмента, котрий виконаний у вигляді зовнішнього і внутрішнього формоутворюючих інструментів, профільованих по всій робочій довжині у формі побудованих на основі математичних обчислень параболічних кривих, геометрія кривих профілю розгортки зовнішнього інструмента та профілю внутрішнього інструмента утворена вузловими точками різних сплайн-функцій (И Н Бронштейн, К А Ссмендяев «Справочник по математике» Москва Наука 1986 Стр 504 К Де Бор «Практическое руководство по сплайнам» Москва Радио и связь 1985) Технічний результат досягається також тим, що на кожній стадії прокатки калібровку кожного окремо узятого зовнішнього чи внутрішнього інструмента виконано у вигляді єдиної кривої Це дозволяє автоматизувати процес виготовлення профілів інструментів (наприклад, з використанням верстатів з числовим програмним керуванням) Існуючі технології виготовлення формоутворюючих профілів інструментів для холодної прокатки труб, які побудовані по обчисленим кривим другого і більш високих порядків, не забезпечують ідеально плавного переходу в точках їхнього сполучення один з одним Використання для розрахунку профілів сплайн-функцій дозволило на наявному устаткуванні забезпечити плавність переходу поверхонь, що обробляють, у зазначених точках Оскільки сплайн-фмікція порядку k з ПОСЛІДОВНІСТЮ вузлів t с будь-яка лінійна комбінація В-сплайнів порядку k для ПОСЛІДОВНОСТІ вузлів t (S к, t), то вибір КІЛЬКОСТІ та ПОСЛІДОВНОСТІ вузлів t дозволяє пов'язати бажану ступінь гладкості в точці розриву з числом вузлів у цій точці При цьому менше число вузлів відповідає більшому числу умов безперервності Для забезпечення стабільності фізикомеханічних властивостей труб, що прокатують, при обчисленні вузлових точок кривих в якості розрахункових параметрів сплайн-функцій нарівні з геометричними параметрами використовують коефіцієнти, які враховують фізико-механічні властивості металу, що прокатують, наприклад такі, як модуль пружності, межу текучості, коефіцієнт тертя, а також режими прокатки ступінь деформації по товщині стінки і внутрішньому діаметру груби, величин) подачі, тощо Короткий опис креслення На Фіг 1 наведена запропонована розгортка профілю гребеня рівчака зовнішнього інструмента 1 та профіль внутрішнього інструмента 2, де, АВ - обіискна ділянка зовнішнього інструмента, - ВС - калібруюча ділянка зовнішнього інструмента - А-іВі - обтискна ділянка внутрішнього інструмента, - В-іСі - калібруюча ділянка внутрішнього інструмента - точки 1,2,3, п-1, п - вузлові точки сплайнфункцм, що утворюють профіль зовнішнього інструмента, - точки 1*,2*,3*, п*-1, п* - вузлові точки смлайн-функцм, що утворюють профіль внутрішнього інструмента Розгортку профілю гребеня струмка зовнішнього інструмента АС виконано у вигляді сплайн-функцм S(x) еіенші к>3, що містить п вузлових точок Профіль внутрішнього інструмента А-іСі виконано у виїляді еплайн-функші Si(x) степіні кі>3, що містить п* - вузлових точок КІЛЬКІСТЬ вузлових точок сплайн-функцій S(x) та Si(x) змінюється від 10 до 10000, у залежності від типів прокатних станів, що використовуються, та вигляду зовнішнього інструмента сегмент, кільцевий калібр У випадку прокатки металів малої пластичності снлайн-функцм S(x) та Si(x) мають 52817 коефіцієнти кривизни, що прагнуть до максимуму, а у випадку прокатки пластичних металів - до мінімуму Для забезпечення стабільних фізикомеханічних властивостей металу, що прокатують, сплайн-функцм S(x) та S-i(x) обчислюються, виходячи з умови зниження ступеня деформації по довжині зовнішнього і внутрішнього інструментів Варіанти здійснення винаходу Варіант 1 Одержання труб 0 9,13мм з цирконієвого сплаву Zr-1,0Nb Заготовку для прокатки піддавали холодній деформації за три стадії до одержання труб готового розміру Першу прокатку виконували на стані ХПТ-55, ЗОВНІШНІЙ інструмент ЯКОГО виконано у вигляді напівдисків Другу прокатку - на стані KPW-25, ЗОВНІШНІЙ інструмент якого виконано у вигляді кільцевих калібрів, третю - на стані KPW18, ЗОВНІШНІЙ інструмент якого виконано у вигляді кільцевих калібрів Розгортка профілю гребеня рівчака зовнішнього інструмента і профіль внутрішнього інструмента стану ХПТ-55 були утворені різними сплайн-функціями S(x) степіні к=6, що містить 50 вузлових точок та Si(x) степіні к-і=4, що містить 48 - вузлових точок Розгортка профілю гребеня рівчака зовнішнього інструмента і профіль внутрішнього інструмента стану KPW-25 були утворені різними сплайн-функціями S(x) степіні к=4, що містить 100 - вузлових точок та Si(x) степіні к-і=4, що містить 80 - вузлових точок Розгортка профілю гребеня рівчака зовнішнього інструмента і профіль внутрішнього інструмента стану KPW-18 були утворені різними сплайн-функціями S(x) степіні к=6, що містить 300 - вузлових точок та Si(x) степіні к-і=5 що містить 250 - вузлових точок Обчислення ПОСЛІДОВНОСТІ вузлових точок здійснювали по формулі Dn=Kt/[(Ki-K)/Dn+i+K-1],fle Dn - діаметр внутрішнього інструмента в п перетині, Ki=f(G,cro2, E) - коефіцієнт, що залежить від фізико-механічних властивостей металу, G - модуль зсуву, ао 2 - межа текучості, Е - модуль пружності, K=f(m,|j.,Q ) - коефіцієнт, що залежить від умов прокатки, m - величина подачі металу, ц, - витяжка за прохід, Q - відношення ступеня деформації по товщині стінки до ступеня деформації по внутрішньому діаметру труби Після одержання труб 09,13мм було здійснено контроль геометричних розмірів відхилення по зовнішньому діаметру склало до ЗОмкм, відхилення по внутрішньому діаметру не перевищило 25мкм На ЗОВНІШНІЙ І внутрішній поверхнях дефектів прокатного виробництва не виявлено Дослідження механічних властивостей по довжині та перетину прокатаних труб показали, що розсіяння значень не перевищує 2% У трубах, що випускаються за існуючою технологією, розсіяння зазначених властивостей досягало 10% Варіант 2 Одержання труб 025,4мм з титанового сплаву ВТ1-0 Заготовку для прокатки піддавали холодній деформації у дві стадії до одержання труб готового розміру Першу прокатку здійснювали на стані ХПТ-55, ЗОВНІШНІЙ інструмент якого виконано у вигляді напівдисків Другу прокатку на стані ХПТ-32, ЗОВНІШНІЙ інструмент якого виконано також у вигляді напівдисків Розгортка профілю гребеня рівчака зовнішнього інструмента і профіль внутрішнього інструмента стану ХПТ-55 були утворені різними сплайн-функціями S(x) степіні к=4, що містить 80 вузлових точок та S-i(x) степіні к-рб, що містить 80 - вузлових точок Розгортка профілю гребеня рівчака зовнішнього Інструмента та профіль внутрішнього інструмента стану ХПТ-32 були утворені різними сплайн-функціями S(x) степіні к=5, що містить 120 - вузлових точок і Si(x) степіні к-і=4, що МІСІТЬ 200 вузлових точок Після одержання труб 025,4мм було здійснено контроль геометричних розмірів відхилення по зовнішньому діаметру склало до 150мкм, відхилення по внутрішньому діаметру не перевищило 120мкм На ЗОВНІШНІЙ І внутрішній поверхнях дефектів прокатного виробний І ва не виявлено Дослідження механічних властивостей по довжині і перетину прокатаних труб показали, що розсіяння значень не перевищує 5% Для труб, що випускаються за існуючою технологією, розсіяння вищевказаних значень - до 10%, Промислова придатність З наведених прикладів видно, що за рахунок вибору оптимальної форми розрахункової кривої, що плавно з'єднує ділянки калібрування та обтиску зовнішнього чи внутрішнього інструментів, форма якої враховує властивості металу, що прокатується, та режими прокатки, вдалося істотно підвищити якість прокату У даний час на ВАТ «Чепецький механічний завод» створені й пройшли успішне випробування у виробництві комп'ютерні програми, що дозволяють відтворювати розрахункові профілі зовнішнього та внутрішнього технологічних інструментів на існуючому устаткуванні Програмне забезпечення розроблено за допомогою модуля CVMAC у системі CADDS5 Для виготовлення робочого інструмента прокатних станів використані трьох - та п'ятикоординатні верстати з ЧПК Fanuk і GG-52, що забезпечили максимальну ВІДПОВІДНІСТЬ розрахункових і фактичних геометричних параметрів інструмента 52817 ФІГ. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюCalibration of an instrument for cold rolling of tubes
Автори англійськоюZavodchikov Sierhiei Yurievich, Lositskii Anatolii Frantsevich, Kotriekhov Vladimir Andrieievich, Komissarov Vladimir Arsienievich, Safonov Vladimir Nikolaevich, Vierietiennikov Vladimir Alieksieievich, Shykov Alieksandr Konstantinovich, Bukhovtsev Viktor Fiodorovich, Bocharov Olieh Viktorovich
Назва патенту російськоюКалибрование инструмента для холодной прокатки труб
Автори російськоюЗаводчиков Сергей Юрьевич, Лосицкий Анатолий Францевич, Котрехов Владимир Андреевич, Комиссаров Владимир Арсеньевич, Сафонов Владимир Николаевич, Веретенников Владимир Алексеевич, Шиков Александр Константинович, Буховцев Виктор Федорович, Бочаров Олег Викторович
МПК / Мітки
МПК: B21B 21/02
Мітки: прокатки, калібрування, холодної, труб, інструмента
Код посилання
<a href="https://ua.patents.su/4-52817-kalibruvannya-instrumenta-dlya-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Калібрування інструмента для холодної прокатки труб</a>
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Марат Васильович, Попов Олексій Маратович, Вольфович Георгій Вольфович, Живцов Сергій Павлович, Автономов Семен Володимирович
МПК: B21B 17/00, B21B 21/00
Мітки: холодної, стан, способу, труб, здійснення, спосіб, прокатки
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Сизюхін Василь Миколайович, Півник Юрій Вікторович, Король Микола Миколайович, Журба Олександр Савельович, Михайленко Михайло Андрійович, Шерстюк Микола Прокопович, Григорченко Віктор Іванович, Король Радомір Миколайович, Буряк Юрій Григорович
МПК: B21D 37/00
Мітки: прокатки, інструмент, труб, холодної
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Більдін Констянтин Михайлович, Кравченко Юрій Олексійович, Вольфович Георгій Вольфович, Островський Ігор Петрович, Черкащенко Татяна Володимирівна, Попов Марат Васильович, Борисенко Юрій Миколайович, Алпатов Євгеній Миколайович, Чуб Анатолій Васильович, Ісаков Євген Борисович, Сандульский Борис Степанович, Верещагін Олександр Давидович
МПК: B21B 21/02, B21B 21/00
Мітки: стана, валок, прокатки, труб, холодної
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Спосіб холодної прокатки труб
Номер патенту: 48540
Опубліковано: 15.08.2002
Автори: Тімашев Сергій Павлович, Попов Олексій Маратович, Автономов Семен Володимирович, Попов Марат Васильович, Вахрушева Вера Сергіївна
МПК: B21B 21/00
Мітки: прокатки, труб, холодної, спосіб
Формула / Реферат:
1.Спосіб холодної прокатки труб, що включає підготовку заготівки до прокатки і прокатку шляхом порційної подачі заготівки у осередок деформації, утворений двома парами валків, і деформації поданої порції послідовно першою й другою парами валків при їх зворотно-поступальному переміщенні на нерухомій оправці, який відрізняється тим, що попередню підготовку здійснюють за допомогою високотемпературного надзвукового газополум’яного струменя, що...
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Король Радомір Миколайович, Масошін Леонід Михайлович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Король Микола Миколайович, Самойленко Генадій Дмитрович, Ткаченко Олег Миколайович, Яременко Микола Іванович, Загребельний Віктор Терентьович, Літвін Григорій Дмитрович
МПК: B21B 31/00
Мітки: стана, кліті, труб, прокатки, станина, робочої, холодної
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Попередній патент: Спосіб отримання піни та пристрій для його здійснення
Наступний патент: Роздавач концентрованих кормів з індивідуальним дозуванням
Випадковий патент: Консольно-демпфіруючий розстріл