Станина робочої кліті стана холодної прокатки труб
Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Король Радомір Миколайович, Літвін Григорій Дмитрович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Король Микола Миколайович, Самойленко Генадій Дмитрович, Ткаченко Олег Миколайович, Яременко Микола Іванович, Загребельний Віктор Терентьович, Масошін Леонід Михайлович

Формула / Реферат
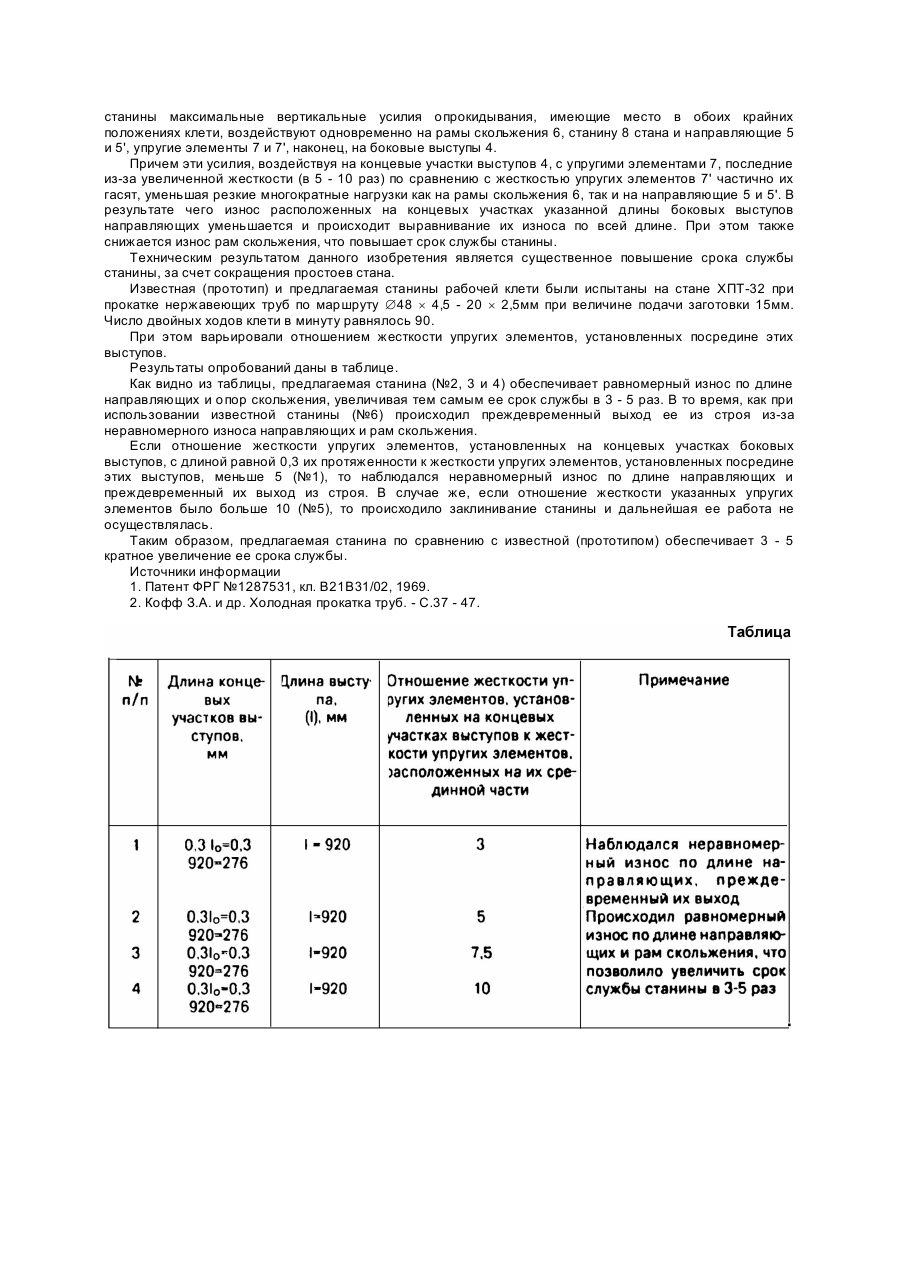
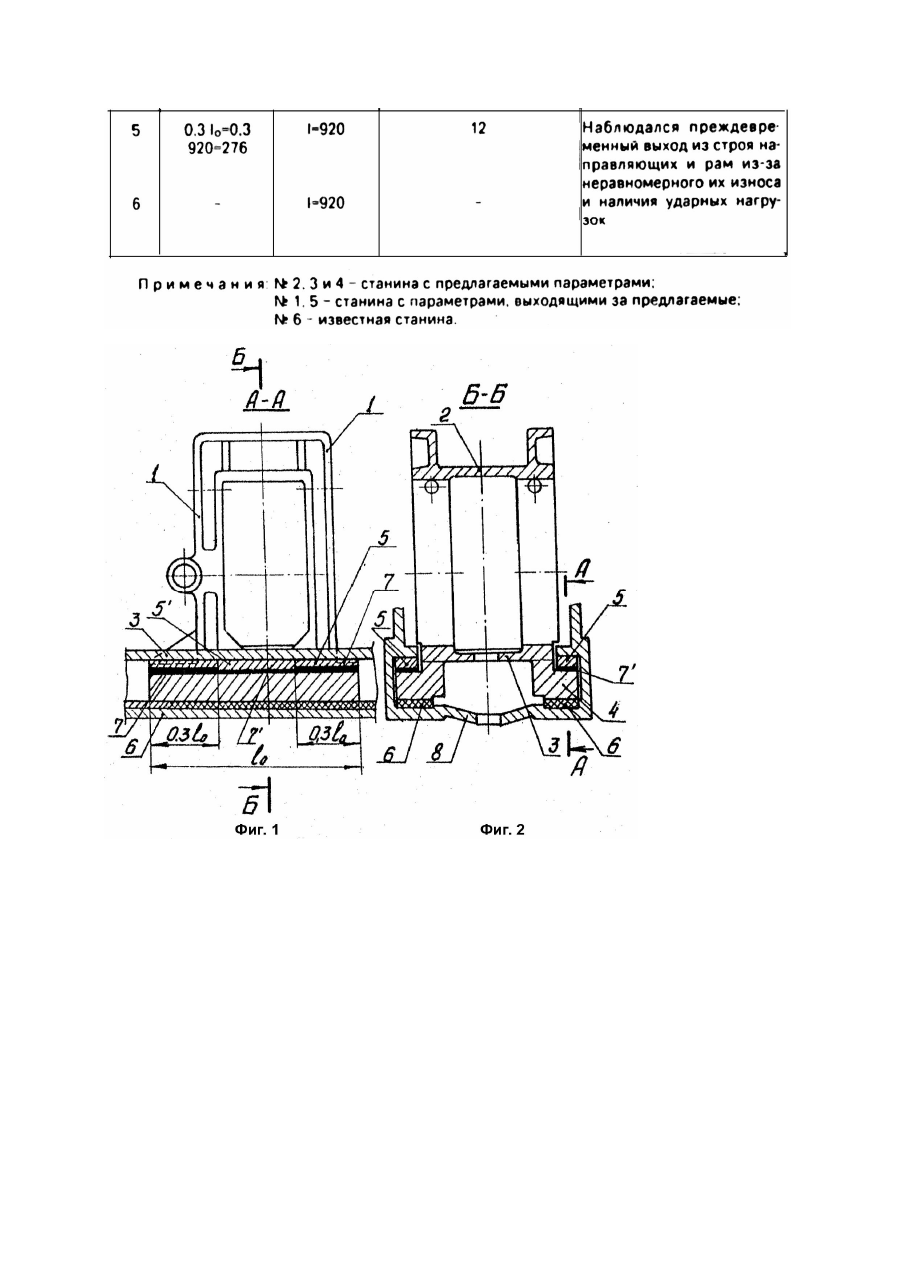
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их направляющими установлены упругие элементы переменной жесткости, причем отношение жесткости упругих элементов, расположенных на концевых участках боковых выступов с длиной, составляющей 0,3 их протяженности, к жесткости упругих элементов, установленных посредине этих выступов, равно 5 - 10.
Текст
Изобретение относится к обработке металлов давлением, в частности, к трубопрокатному производству и может быть использовано при модернизации станов холодной прокатки труб. Известна станина рабочей клети стана холодной прокатки труб, содержащая четыре вертикальные боковые стойки, верхние части которых соединены крышкой, фиксированной с ними с помощью шарнирного соединения с винтовым упором [1]. Недостатком указанной конструкции станины является ее низкая надежность, и следовательно, малый срок службы. Это обусловлено тем, что в процессе холодной прокатки труб возникают большие циклические нагрузки, которые многократно воздействуют на крышку и ее шарнирное соединение. Это, в свою очередь, вызывает интенсивный износ последнего, который в ряде случаев приводит к поломке и выходу из строя станины, что снижает надежность ее работы и клети в целом. Наиболее близкой по технической сущности к предлагаемой является станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, и основания с ползунами и бегунковыми опорами, при этом а нижней части станины расположены боковые выступы с направляющими [2]. Недостатком указанной станины является ее низкий срок службы. Это обусловлено тем, что возникающие в процессе перемещения станины из одного крайнего положения в другое вертикальные усилия опрокидывания большой величины перераспределяются по двум направлениям: с одной стороны передаются через ползуны и бегунковые опоры на станину, а с другой стороны - через направляющие и боковые выступы также на станину. Под воздействием нагрузки изнашиваются как ползуны и бегунковые опоры, так и направляющие на боковых выступах. Причем величина износа концевых участков направляющих больше, чем посредине. В результате чего при прохождении каждого из крайних положений станина подымается и при каждом очередном опускании ударяется бегунковыми опорами об станину стана и так происходит многократно. И как следствие, постепенно разрушаются бегунковые опоры, ползуны и направляющие. Все это снижает срок службы станины. Технической задачей данного изобретения является повышение срока службы станины за счет выравнивания износа направляющих по длине и конструктивного выполнения опор. Указанная задача решается тем, что в известной станине рабочей клети стана холодной прокатки труб, представляющей собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основания с опорами и расположенными в нижней части станины боковыми выступами с направляющими согласно изобретению опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их направляющими установлены упругие элементы переменной жесткости, причем отношение жесткости упругих элементов, расположенных на концевых участках боковых выступов с длиной, составляющей 0,3 их протяженности к жесткости упругих элементов, установленных посредине боковых выступов, равно 5 - 10. Указанные параметры определены опытным путем. Длина концевых участков боковых выступов, составляющая 0,3 их протяженности это та его часть, на которой имеет место максимальная величина износа. Если отношение жесткости упругих элементов, расположенных на концевых участках боковых выступов с длиной, составляющей 0,3 их протяженности к жесткости упругих элементов, установленных посредине боковых выступов меньше 5, то наблюдается неравномерный износ направляющих и рам скольжения, что соответственно, снижает срок службы станины. Если это отношение жесткости указанных упругих элементов будет больше 10, то происходит заклинивание между установленными на боковых выступах станины направляющими, рамами скольжения и приливами станины стана, что не позволяет нормально перемещать станину клети (т.е. дальнейшее увеличение указанного отношения жесткости упругих элементов нецелесообразно). Сущность изобретения поясняется чертежом, где на фиг.1 дан продольный вид станины рабочей клети стана холодной прокатки труб по А - А; на фиг.2 - поперечный вид предлагаемой станины по Б - Б. Предлагаемая станина рабочей клети стана холодной прокатки труб представляет собой цельную отливку, состоящую из двух боковых рам 1, соединенных между собой перемычкой 2, основания 3 с опорами и расположенными в нижней части станины боковыми выступами 4 с направляющими 5. При этом опоры выполнены в виде двух расположенных вдоль основания 3 прямоугольных рам скольжения 6 из антифрикционного материала, а между боковыми выступами 4 и их направляющими 5 и 5' установлены упругие элементы, например резина переменной жесткости. Причем отношения жесткости упругих элементов 7, расположенных на концевых участках боковых выступов 4 с длиной, составляющей 0,3 их протяженности (l0), к жесткости упругих элементов 7, установленных посредине боковых выступов 4, равно 5 - 10. Рамы скольжения 6 контактируют со станиной 8 стана. Сборку предлагаемой станины осуществляют следующим образом. Станину переворачивают основанием 3 вверх, положив перемычкой 2 с двумя боковыми рамами 1 на пол, затем потайными винтами (на фиг. не показаны) последовательно крепят к основанию 3 две рамы скольжения 6. После этого станину основанием 3 устанавливают вниз на пол и на боковые выступы 4 крепят (потайными винтами) последовательно на каждый из его концевой участок с длиной, равной 0,3 ее протяженности (l0) боковых выступов 4, упругие элементы 7. Посредине каждого из выступов 4 крепят (потайными винтами) упругие элементы 7', жесткости которых в 5 - 10 раз меньше жесткости упругих элементов 7. На упругие элементы 7 и 7' укладывают последовательно направляющие 5 и 5' и крепят с помощью потайных винтов к боковым выступам 4. Затем собранную таким образом станину устанавливают в станину 8 стана холодной прокатки труб, присоединив ее к кривошипно-шатунному механизму. В процессе работы станина совершает возвратно-поступательное движение. При этом рамами скольжения 6 воспринимается общий вес рабочей клети. А возникающие в процессе перемещения станины максимальные вертикальные усилия опрокидывания, имеющие место в обоих крайних положениях клети, воздействуют одновременно на рамы скольжения 6, станину 8 стана и направляющие 5 и 5', упругие элементы 7 и 7', наконец, на боковые выступы 4. Причем эти усилия, воздействуя на концевые участки выступов 4, с упругими элементами 7, последние из-за увеличенной жесткости (в 5 - 10 раз) по сравнению с жесткостью упругих элементов 7' частично их гасят, уменьшая резкие многократные нагрузки как на рамы скольжения 6, так и на направляющие 5 и 5'. В результате чего износ расположенных на концевых участках указанной длины боковых выступов направляющих уменьшается и происходит выравнивание их износа по всей длине. При этом также снижается износ рам скольжения, что повышает срок службы станины. Техническим результатом данного изобретения является существенное повышение срока службы станины, за счет сокращения простоев стана. Известная (прототип) и предлагаемая станины рабочей клети были испытаны на стане ХПТ-32 при прокатке нержавеющих труб по маршруту Æ48 ´ 4,5 - 20 ´ 2,5мм при величине подачи заготовки 15мм. Число двойных ходов клети в минуту равнялось 90. При этом варьировали отношением жесткости упругих элементов, установленных посредине этих выступов. Результаты опробований даны в таблице. Как видно из таблицы, предлагаемая станина (№2, 3 и 4) обеспечивает равномерный износ по длине направляющих и опор скольжения, увеличивая тем самым ее срок службы в 3 - 5 раз. В то время, как при использовании известной станины (№6) происходил преждевременный выход ее из строя из-за неравномерного износа направляющих и рам скольжения. Если отношение жесткости упругих элементов, установленных на концевых участках боковых выступов, с длиной равной 0,3 их протяженности к жесткости упругих элементов, установленных посредине этих выступов, меньше 5 (№1), то наблюдался неравномерный износ по длине направляющих и преждевременный их выход из строя. В случае же, если отношение жесткости указанных упругих элементов было больше 10 (№5), то происходило заклинивание станины и дальнейшая ее работа не осуществлялась. Таким образом, предлагаемая станина по сравнению с известной (прототипом) обеспечивает 3 - 5 кратное увеличение ее срока службы. Источники информации 1. Патент ФРГ №1287531, кл. B21B31/02, 1969. 2. Кофф З.А. и др. Холодная прокатка труб. - С.37 - 47.
ДивитисяДодаткова інформація
Автори англійськоюKutsenko Oleksandr Ivanovych, Korol Mykola Mykolaiovych, Kekukh Stanyslav Mykolaiovych, Yaremenko Mykola Ivanovych, Samoilenko Henadii Dmytrovych, Lytvyn Hryhorii Dmytrovych, Tkachenko Oleh Mykolaiovych, Korol Radomir Mykolaiovych
Автори російськоюКуценко Александр Иванович, Король Николай Николаевич, Кекух Станислав Николаевич, Яременко Николай Иванович, Самойленко Геннадий Дмитриевич, Литвин Григорий Дмитриевич, Ткаченко Олег Николаевич, Король Радомир Николаевич
МПК / Мітки
МПК: B21B 31/00
Мітки: станина, кліті, робочої, прокатки, труб, стана, холодної
Код посилання
<a href="https://ua.patents.su/3-26073-stanina-robocho-kliti-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Станина робочої кліті стана холодної прокатки труб</a>
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Масошін Леонід Михайлович, Головачов Володимир Якович, Король Радомір Миколайович, Соя Володимир Іванович, Яременко Микола Іванович, Куценко Олександр Іванович, Цупкін Анатолій Вікторович, Лагутін Борис Миколайович, Ткаченко Микола Володимирович, Третяк Володимир Якович, Король Микола Миколайович, Кекух Станіслав Миколайович, Самойленко Генадій Дмитрович, Літвін Григорій Дмитрович, Загребельний Віктор Терентійович
МПК: B21B 21/00, B21B 35/06
Мітки: труб, прокатки, валків, привід, холодної, стана, рухомої, кліті
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Кравченко Юрій Олексійович, Сандульский Борис Степанович, Чуб Анатолій Васильович, Попов Марат Васильович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Верещагін Олександр Давидович, Борисенко Юрій Миколайович, Більдін Констянтин Михайлович, Алпатов Євгеній Миколайович, Черкащенко Татяна Володимирівна, Островський Ігор Петрович
МПК: B21B 21/02, B21B 21/00
Мітки: стана, холодної, валок, труб, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Розподільний подавально-поворотний механізм стана холодної прокатки труб
Номер патенту: 21826
Опубліковано: 30.04.1998
Автори: Буряк Юрій Григорович, Король Радомір Миколайович, Калашніков Юрій Леонідович, Півник Юрій Вікторович, Лисенко Олександр Валентинович, Орещенко Віктор Федорович, Король Микола Миколайович, Григорченко Віктор Іванович, Смолянов Георгій Миколайович, Журба Олександр Савелієвич
МПК: B21B 21/06
Мітки: механізм, стана, прокатки, холодної, подавально-поворотний, розподільний, труб
Формула / Реферат:
Распределительный подающе-поворотный механизм стана холодной прокатки труб, содержащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал с кулисно-рычажной системой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на валу с кулисно-рычажной системой и регулятор величины подачи, отличающийся тем, что регулятор величины подачи выполнен в виде рядом установленных на...
Валок стана холодної прокатки труб
Номер патенту: 12727
Опубліковано: 28.02.1997
Автори: Кравченко Юрій Олексійович, Ковальов Володимир Григорович, Загребельний Віктор Терентійович, Філатов Сергій Антонович, Король Микола Миколайович, Каплун Марко Григорович, Шелест Анатолій Герасимович, Смолін Олексій Миколайович, Лозовий Віктор Іванович, Живцов Сергій Павлович
МПК: B21B 27/02, B21B 21/02
Мітки: валок, холодної, прокатки, стана, труб
Текст:
...клина 10 равен 3,0 град. Фиксирующий э лемент 8 установлен в пазах 13 и 15 соответс твенно калибра 4 и выемки вала 1 с зазором " а", а выс тупы 25 и 26 крепежного клина 10 также установлены в пазах 14 и 15 соответственно калибра 4 и выемки вала 1 с зазором - " б". Сборку предлагаемого валка осуществ ляют с ледующ им образом. Фикс ирующ ий элементе, выполненный в виде ш понки прямоугольной формы, устанавливают в паз 15 в контакте с его...
Пристрій для заміни робочих елементів кліті в станах холодної прокатки
Номер патенту: 12967
Опубліковано: 28.02.1997
Автори: Новоселов Сергій Вікторович, Кагановський Йосип Ісаакович, Окунь Давид Ісакович
МПК: B21B 31/00
Мітки: робочих, холодної, кліті, заміни, станах, пристрій, елементів, прокатки
Формула / Реферат:
(57)1. Устройство для смены рабочих элементов клети в станах холодной прокатки, содержащее основание, механизм захвата сменного рабочего элемента, связанный с механизмом захвата механизм перемещения сменного рабочего элемента в виде рабочего гидроцилиндра с корпусом и со штоком и систему направляющих, отличающееся тем, что механизм захвата сменного рабочего элемента выполнен в виде шарнирно установленной на основании рамы, связанной с рабочим...
Попередній патент: Спосіб одержання модифікованого носія
Наступний патент: Пристрій для визначення часових рухових параметрів спортсменів-лучників
Випадковий патент: Процес визначення теплопровідності напівпровідникового матеріалу