Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Король Микола Миколайович, Михайленко Михайло Андрійович, Буряк Юрій Григорович, Шерстюк Микола Прокопович, Сизюхін Василь Миколайович, Король Радомір Миколайович, Григорченко Віктор Іванович, Журба Олександр Савельович, Півник Юрій Вікторович

Формула / Реферат
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
тут: Dх і dx - діаметри струмка і оправки в контрольних перерізах;
Dз і Dт - діаметри заготівки і труби;
tз і tт - товщина стінки заготівки і труби;
![]() - діаметральний зазор між внутрішньою поверхнею заготівки і циліндричною частиною оправки;
- діаметральний зазор між внутрішньою поверхнею заготівки і циліндричною частиною оправки;
х - відстань до контрольного перерізу;
0,64 - емпіричний коефіцієнт;
eроб и е'роб - сумарна довжина зон редукування і обтискуючої струмка і оправки при цьому відношення довжини редукційної зони оправки і струмка рівне 1,2-1,35, відношення довжини обтискуючої зони оправки і струмка рівне 1,05-1,10 і відношення довжини каліброваної зони оправки і струмка рівне 1,2-1,35.
Текст
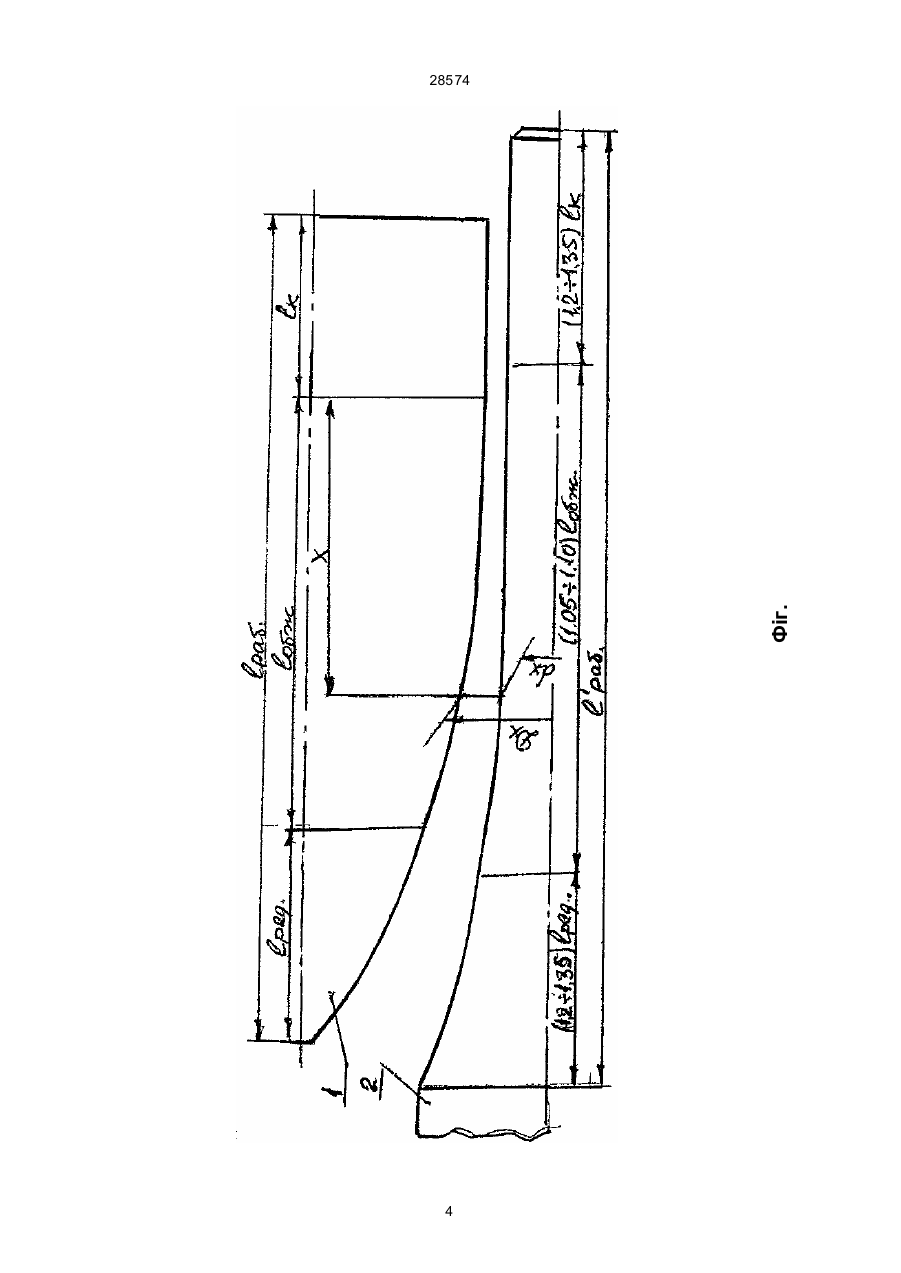
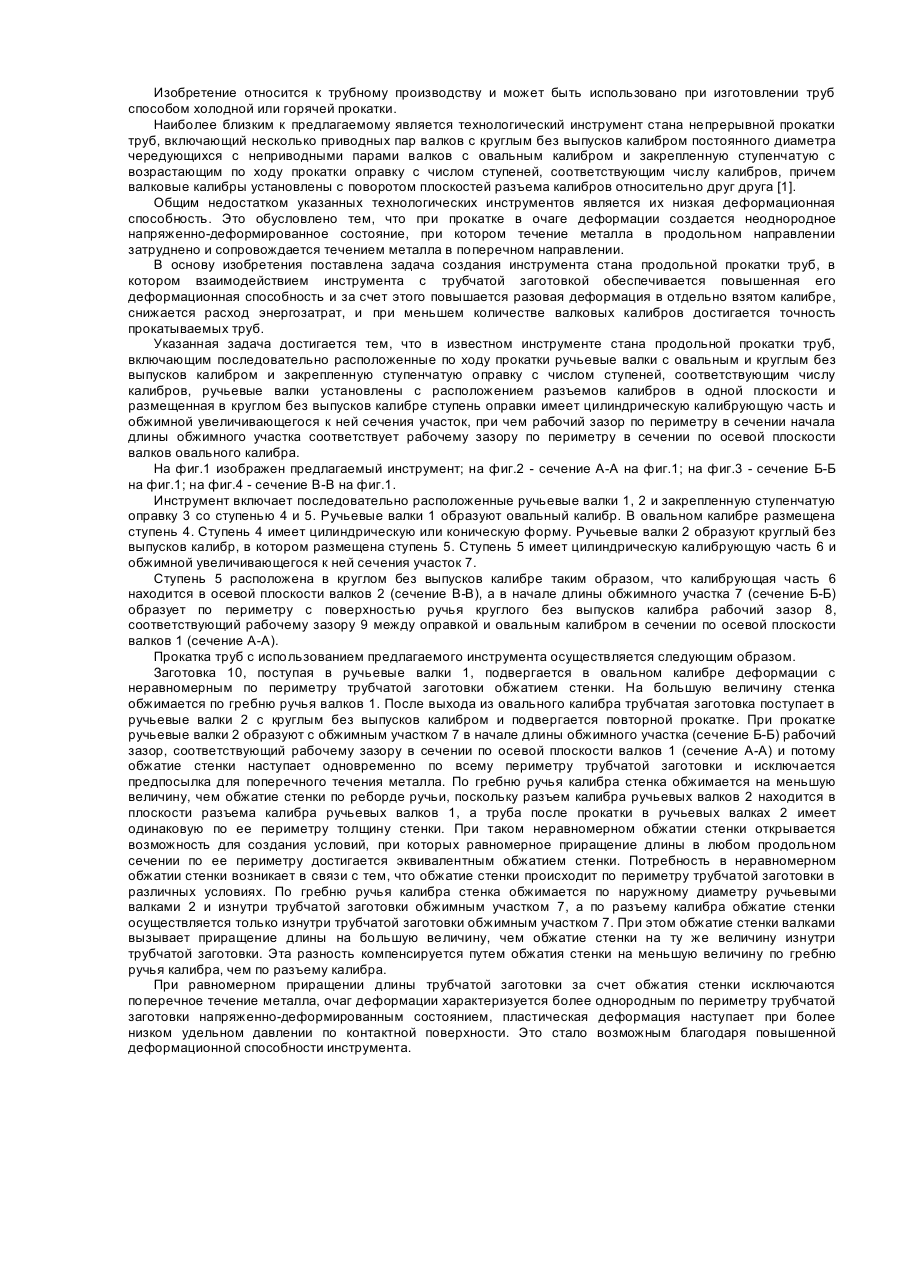
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднану до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, відмінний тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями: Dз Dx = ; æ Dз ö ç ÷ (1 - e- 0, 64 x / lроб ) ç D - 1÷ ø 1+ è т 0,472 28574 d x = D з - 2t з - DP[D з - 2t з - DР лежних експонент і визначені відповідними вираженнями: D3 Dx = , æ D з - 2 t з - DP ö - 0, 64 x / lроб ç - 1÷(1 - e ) ç D - 2t ÷ è т т ø 1+ 0,472 D з - 2 t з - DP dx = , æ D з - 2 t з - DP ö 0,64 x / l'роб ç ÷(1 - е - 1÷ ) ç D - 2t т т è ø 1+ 0, 472 де Dх і dx - діаметри струмка і оправки в контрольних перерізах; Dз і Dт - діаметри заготівки і труби; tз і tт - товщина стінки заготівки і труби; DP - діаметральний зазор між внутрішньою поверхнею заготівки і циліндричною частиною оправки; х - відстань до контрольного перерізу; 0,64 - емпіричний коефіцієнт; lроб і l'роб - сумарна довжина зон редукування і обтискуючої струмка і оправки, при цьому відношення довжини редукційної зони оправки і струмка рівне 1,2¸1,35, відношення довжини обтискуючої зони оправки і струмка рівне 1,05¸1,10 і відношення довжини каліброваної зони оправки і струмка рівне 1,2¸1,35. Названі межі цих відношень довжин відповідних зон оправки і струмка визначені дослідним шляхом. Верхні межі цих відношень - це ті значення, вище яких відбувається порушення обтиску металу вздовж робочої частини струмка і оправки, що обумовлювало появу закачування і закушування на прокатаних трубах, погіршуючи їх якість. Нижні межі цих відношень - це ті допустимі значення, при яких не затрудняється установка оправки відносно відповідних зон робочої частини струмка, що полегшує настроювання стана. Відмінність запропонованого інструмента складається в тім, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями і сурово відповідними допустимими значеннями відношень довжин відповідних зон робочої частини оправки і струмка. Технічним результатом від використання запропонованого інструмента є зниження кількості прокатного інструмента при одночасному поліпшенні настроювання стана за рахунок можливості використання одного і того же інструмента для цілої гами марок сталі і сплавів, таким чином його універсальності. На фігурі показаний поздовжній розріз запропонованого інструмента. Запропонований інструмент для холодного прокатування труб включає валки 1 з струмком змінного поперечного перерізу, що має калібровану зону lк , приєднану до неї ділянку обтискуючої зони lобт і редукційну зону lред з криволінійним гребенем струмка і оправку 2 з криволінійною твірною. При цьому гребінь струмка і твірна оправки 2 виконані у вигляді незалежних експонент і визначені відповідними вираженнями: æ x öù ; x ùé - 1÷ ú ú ê1- d0 ç ç lроб ÷ú lроб ú ê ûë è øû Тут позначення наведені ті, що і для першого інструмента, за винятком: D0=0,6¸0,7 - емпіричний коефіцієнт; а гребінь струмка визначений відповідно до вираження: Dx = dx + 2t x , де tз tx = (t з / t т - 1)(1 - е-nx / lобт ) 1+ 1- е- n - товщина стінки робочого конуса в контрольних перерізах; n=0,5 - емпіричний коефіцієнт; lобт - довжина обтискуючої зони струмка (Ізвестія вузів, Чорна металургія, № 2, 1969, стор. 6771). Використання вищевикладених інструментів не одержало широкого поширення тому, що кожний із них може бути використаний для холодного прокатування труб суворо відповідних марок сталі і сплавів, що в значній мірі збільшує кількість прокатного інструмента (калібрів і оправок). Це пояснюється відповідним чином. Параметри двох інструментів визначаються із міркування геометричної збіжності профілів струмка і твірної оправки без урахування деформаційних особливостей металу в частині зміни їх механічних властивостей при збільшенні ступені деформації. Загальновідомо із теорії оброблювання металів тисненням, що характер зміни межі текучості - основної характеристики ресурсу пластичності при збільшенні ступені деформації для більшості металів і сплавів відповідає закону експоненціального збільшення. При цьому зниження пружної віддачі більшості металів і сплавів із збільшенням ступені деформації діється по експоненціальному закону. Отже, найбільше прийнятним є виконування профілю гребня струмка і твірної оправки у вигляді експонент, що дозволяє використовувати один і той же інструмент для холодного прокатування труб із різних марок сталі і сплавів, скорочуючи при цьому кількість прокатного інструмента, таким чином інструмент є універсальним. Крім цього, названі інструменти вимагають сурової збіжності профілю гребня струмка і твірної оправки, що в значній мірі утруднює настроювання стана. Задачею даного винаходу є створення універсального інструмента, для холодного прокатування труб, забезпечуючого скорочення кількості прокатного інструмента при одночасному полегшенні настроювання стана. Ця задача вирішена тим, що у відомому інструменті для холодного прокатування труб, включаючим валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднану до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною відповідно до винаходу гребінь струмка і твірна оправки виконані в вигляді неза- (D т - 2 t т ) 2 28574 Dx = Dз 1+ Приклад конкретного використання запропонованого інструмента на стані ХПТ 55 при прокатуванні вуглецевих (марка сталі 20К) і нержавіючих (марка сталі Х18Н10Т) труб по маршруту 57´5,25-30´2,5 мм. Величина подачі заготівки для двох випадків рівнялась 10 мм, число двійних ходів кліті за хвилину було однакове і рівнялось 80. Прокатування труб для двох випадків діялось нормально, якість поверхні прокатаних труб вуглецевих відповідала вимогам ТУ 14-3-460; нержавіючих відповідала ДЕСТ 9941. При цьому настроювання стана виконали при першій установці оправки. Останнє було досягнуто завдяки збільшеному відношенню довжин відповідних зон оправки і струмка (таким чином є можливість переміщення оправки). В той же час, як при використанні відомого інструмента (прототипу) для прокатування труб названого розміру вимагало використовувати окремо прокатний інструмент для виготовлення вуглецевих і нержавіючих тр уб, що привело до збільшення кількості інструмента. Таким чином, запропонований інструмент в порівнянні з відомим (прототипом) дозволяє скоротити кількість прокатного інструмента при одночасному поліпшенні настроювання стана за рахунок його універсальності. , ) 0,472 D з - 2 t з - DP , æ D з - 2 t з - DP ö -0 ,64 x / l' роб ç - 1÷ (1 - е ) ç D - 2t ÷ т т è ø 1+ dx = (Dз / D т - 1)(1 - е - 0,64 x / lроб 0,472 де Dх і dx - діаметри струмка і оправки в контрольних перерізах; Dз і Dт - діаметри заготівки і труби; tз і tт - товщина стінки заготівки і труби; DP - діаметральний зазор між внутрішньою поверхнею заготівки і циліндричною частиною оправки; 0,64 - емпіричний коефіцієнт; х - відстань до контрольного перерізу; lроб і l'роб - сумарна довжина зон редукування і обтискуючої струмка і оправки, при цьому відношення довжини редукційної зони оправки 2 і струмка рівне 1,2¸1,35, відношення довжини обтискуючої зони оправки і струмка рівне 1,05¸1,10 і відношення довжини каліброваної зони оправки 2 і струмка рівне 1,2¸1,35. 3 Фіг. 28574 4 28574 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for cold rolling of tubes
Автори англійськоюBuriak Yurii Hryhorovych, Zhurba Oleksandr Saveliovych, Mykhailenko Mykhailo Andriiovych, Pivnyk Yurii Viktorovych, Korol Mykola Mykolaiovych, Hryhorchenko Viktor Ivanovych, Sherstiuk Mykola Prokopovych, Korol Radomir Mykolaiovych, Syziukhin Vasyl Mykolaiovych
Назва патенту російськоюИнструмент для холодной прокатки труб
Автори російськоюБуряк Юрий Григорьевич, Журба Александр Савельевич, Михайленко Михаил Андреевич, Пивнык Юрий Викторович, Король Николай Николаевич, Григорченко Виктор Иванович, Шерстюк Николай Прокофьевич, Король Радомир Николаевич, Сизюхин Василий Николаевич
МПК / Мітки
МПК: B21D 37/00
Мітки: холодної, інструмент, труб, прокатки
Код посилання
<a href="https://ua.patents.su/5-28574-instrument-dlya-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Інструмент для холодної прокатки труб</a>
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Першин Володимир Олександрович, Сєніна Тетяна Володимирівна, Курін Вадим Юлійович, Фролов Віктор Пилипович
МПК: B21B 21/00
Мітки: прокатки, спосіб, холодної, пільгерної, труб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Верещагін Олександр Давидович, Попов Марат Васильович, Борисенко Юрій Миколайович, Кравченко Юрій Олексійович, Алпатов Євгеній Миколайович, Вольфович Георгій Вольфович, Чуб Анатолій Васильович, Островський Ігор Петрович, Більдін Констянтин Михайлович, Черкащенко Татяна Володимирівна, Сандульский Борис Степанович, Ісаков Євген Борисович
МПК: B21B 21/00, B21B 21/02
Мітки: стана, труб, валок, холодної, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Розподільний подавально-поворотний механізм стана холодної прокатки труб
Номер патенту: 21826
Опубліковано: 30.04.1998
Автори: Журба Олександр Савелієвич, Калашніков Юрій Леонідович, Півник Юрій Вікторович, Король Радомір Миколайович, Григорченко Віктор Іванович, Лисенко Олександр Валентинович, Король Микола Миколайович, Орещенко Віктор Федорович, Буряк Юрій Григорович, Смолянов Георгій Миколайович
МПК: B21B 21/06
Мітки: прокатки, холодної, подавально-поворотний, труб, розподільний, стана, механізм
Формула / Реферат:
Распределительный подающе-поворотный механизм стана холодной прокатки труб, содержащий приводной вал с кулачком, параллельно расположенные ему два вала с обгонными муфтами и вал с кулисно-рычажной системой, два взаимодействующих с кулачком роликовых рычага, один из которых установлен на валу с кулисно-рычажной системой и регулятор величины подачи, отличающийся тем, что регулятор величины подачи выполнен в виде рядом установленных на...
Інструмент стану поздовжньої прокатки труб
Номер патенту: 19509
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, стану, поздовжньої, інструмент, труб
Формула / Реферат:
Инструмент стана продольной прокатки труб, включающий последовательно расположенные по ходу прокатки ручьевые валки с овальным и круглым без выпусков калибром и закрепленную ступенчатую оправку с числом ступеней, соответствующим числу калибров, отличающийся тем, что ручьевые валки установлены с расположением разъемов калибров в одной плоскости и размещенная в круглом без выпусков калибре ступень оправки имеет цилиндрическую калибрующую часть...
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Куценко Олександр Іванович, Літвін Григорій Дмитрович, Кекух Станіслав Миколайович, Король Радомір Миколайович, Король Микола Миколайович, Масошін Леонід Михайлович, Загребельний Віктор Терентьович, Ткаченко Олег Миколайович, Самойленко Генадій Дмитрович, Яременко Микола Іванович
МПК: B21B 31/00
Мітки: холодної, стана, прокатки, станина, труб, кліті, робочої
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Попередній патент: Спосіб дослідження периферійних меж поля зору
Наступний патент: Енергетична установка
Випадковий патент: Двоступеневий аеродинамічний руль