Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Марат Васильович, Живцов Сергій Павлович, Вольфович Георгій Вольфович, Автономов Семен Володимирович, Попов Олексій Маратович
Формула / Реферат
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 % ![]() і коефіцієнтом калібрування 2,0 - 2,5
і коефіцієнтом калібрування 2,0 - 2,5 ![]() , при цьому поворот заготовки виконують як перед прямим ходом, так і перед зворотним ходом валків.
, при цьому поворот заготовки виконують як перед прямим ходом, так і перед зворотним ходом валків.
2. Стан холодної прокатки труб, що містить станину, кліть з робочими валками, що мають на шийках зубчасті колеса, взаємодіючі з колесами стаціонарні рейки, механізм зворотно - поступального переміщення кліті, пристрій, що поворотно подає, який відрізняється тим, що кліть з робочими валками містить додатково другу пару валків, що містять на шийці зубчасте колесо, взаємодіюче з додатковою рейкою, виконаною з можливістю виведення її із зачеплення, а осередок деформації, утворений двома парами валків, виконаний з можливістю деформації заготовки на конічної оправці, уздовж якої розташовані зони редукування по діаметру, обтиснення по товщині стінки труби і діаметру, зона калібрування і зона перекриття, на якій метал деформується обома парами валків, при цьому параметри зон деформації металу на оправці задані і виконані на основі сукупності рівностей, у якій конусовість ділянок вхідної пари валків і оправки, що калібрують, виконана відповідно до рівності
![]() ,
,
де ![]() - параметр, що характеризує конусовість частини струмка, що калібрує;
- параметр, що характеризує конусовість частини струмка, що калібрує;
![]() - параметр, що характеризує конусовість оправки, відстань між парами валків виконана відповідно до рівності
- параметр, що характеризує конусовість оправки, відстань між парами валків виконана відповідно до рівності
Lx = А + ln,
з урахуванням рівностей lk1 = (0,6 ... 0,8) lп,
![]() ,
,
де Lx - довжина ходу валків (чи ходу кліті), мм;
ln - довжина перекриття обтискних зон першої й другої пари валків, мм;
А - відстань між центрами пар валків, мм;
lk1 - довжина зони калібрування першої пари валків, що калібрують по товщині стінки труби, мм;
m - подача заготовки за подвійний хід кліті, мм;
Μ1 - коефіцієнт витяжки,
або з урахуванням наступних рівностей
ln = lk1 + lр2
lр2 = (l,8...2,0) mMp2,
де lр2 - довжина зони редукування другої пари валків, мм;
Мр2 - коефіцієнт витяжки в зоні редукування другої пари валків,
а поперечний переріз струмків зони калібрування першої пари валків виконаний у відповідності з наступною рівністю
B/D = 1,02 - 1,03,
де В - ширина струмка, мм; D - діаметр струмка, мм.
Текст
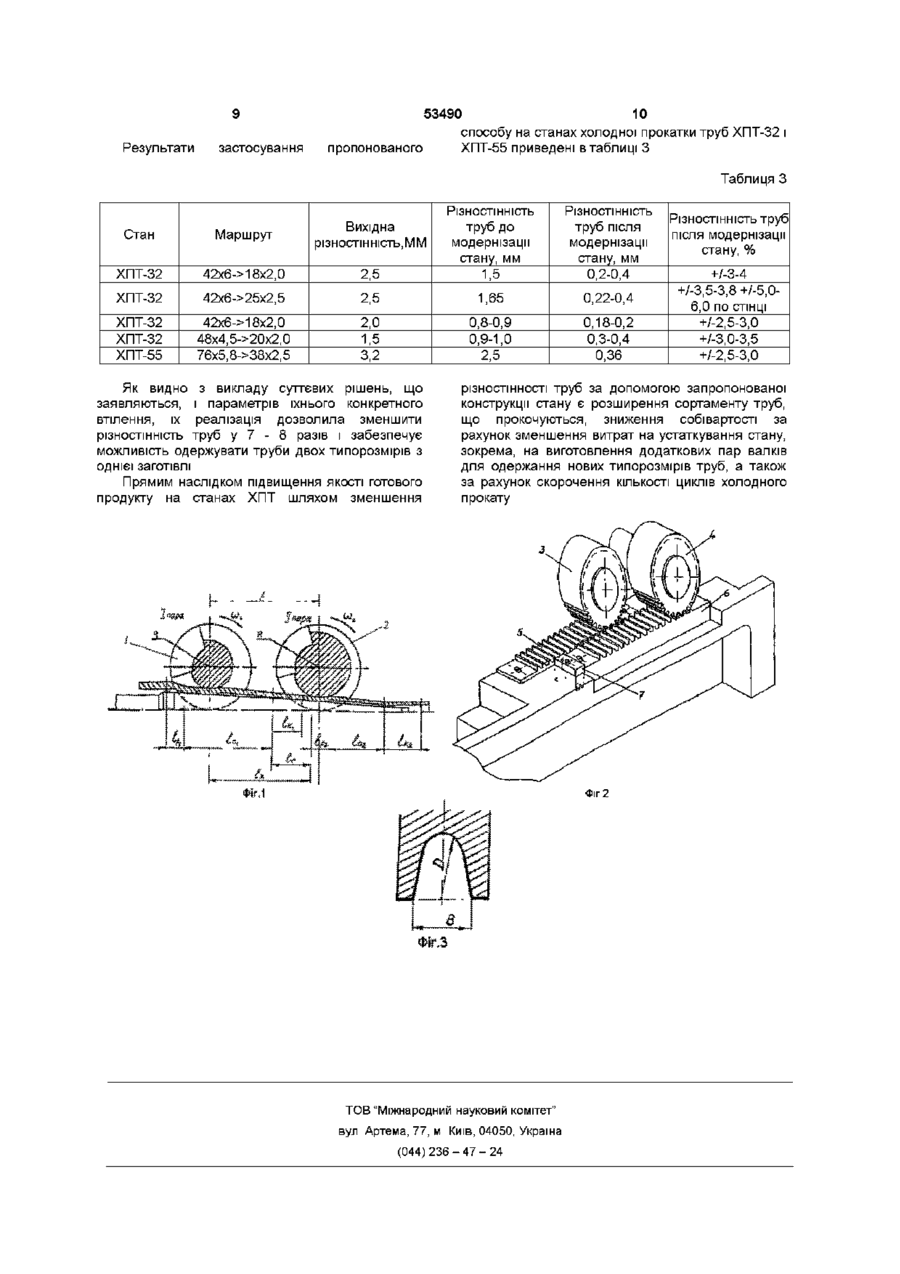
1 Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотнопоступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5-15 % (jj.) і коефіцієнтом калібрування 2,0 - 2,5 (б), при цьому поворот заготовки виконують як перед прямим ходом, так і перед зворотним ходом валків 2 Стан холодної прокатки труб, що містить станину, кліть з робочими валками, що мають на шийках зубчасті колеса, взаємодіючі з колесами стаціонарні рейки, механізм зворотно поступального переміщення КЛІТІ, пристрій, що поворотно подає, який відрізняється тим, що кліть з робочими валками містить додатково другу пару валків, що містять на шийці зубчасте колесо, взаємодіюче з додатковою рейкою, виконаною з можливістю виведення її із зачеплення, а осередок деформації, утворений двома парами валків, виконаний з можливістю деформації заготовки на конічної оправці, уздовж якої розташовані зони редукування по діаметру, обтиснення по товщині стінки труби і діаметру, зона калібрування і зона перекриття, на якій метал Винахід відноситься до устаткування для виробництва безшовних холоднокатаних довгомірнихтруб Відомо, ЩО прокатку на станах валкового типу ЗДІЙСНЕННЯ деформується обома парами валків, при цьому параметри зон деформації металу на оправці задані і виконані на основі сукупності рівностей, у якій конусовість ділянок вхідної пари валків і оправки, що калібрують, виконана ВІДПОВІДНО ДО рівності t g y k / t g a = (i,1-1,2) , Д е tgYk - параметр, що характеризує конусовість частини струмка, що калібрує, tga - параметр, що характеризує конусовість оправки, відстань між парами валків виконана ВІДПОВІДНО до рівності Lx = A + In, з урахуванням рівностей їй = (0,6 0,8) Іп, lk1= 5m Mj, де І_х - довжина ходу валків (чи ходу КЛІТІ), MM, In - довжина перекриття обтискних зон першої й другої пари валків, мм, А - відстань між центрами пар валків, мм, їй - довжина зони калібрування першої пари валків, що калібрують по товщині стінки труби, мм, m - подача заготовки за подвійний хід КЛІТІ, ММ, М І - коефіцієнт витяжки, або з урахуванням наступних рівностей In = Iki + Ір2 ІР2=(І,8 2,0) тМр 2 , де Ір2 - довжина зони редукування другої пари валків, мм, Мрг - коефіцієнт витяжки в зоні редукування другої пари валків, а поперечний переріз струмків зони калібрування першої пари валків виконаний у ВІДПОВІДНОСТІ З наступною рівністю B/D= 1,02-1,03, де В - ширина струмка, мм, D - діаметр струмка, мм здійснюють робочими валками, що на станах холодної прокатки труб (ХПТ) складаються з так званих "калібрів" і "осей валків" Ручій, який нарізають по окружності калібру, має в О ^ со Ю 53490 меридіональній площині валка форму півкола з бічними випусками У найбільш простій формі розгортка струмка являє собою усічений, конус із постійним нахилом утворюючої Гребінь струмка в цьому випадку буде мати форму кривої, близьку до архімедяної спіралі Подібне калібрування гребеня струмка називають конічної Можливо така побудова профілю гребеня, при якому його розгортка являє собою ламану ЛІНІЮ, а робочий конус складається з декількох конічних і однієї циліндричної ділянки (так називане багатоланкове конічне калібрування гребеня струмка) Аналіз способів холодної прокатки труб і конічних калібрувань струмків станів холодної прокатки труб показує, що ці способи і ВІДПОВІДНІ їм калібрування не задовольняють правильній побудові й протіканню процесу прокатки Нераціональне використання пластичних властивостей деформуємого металу викликає виникнення пікових навантажень в окремих ділянках струмка, у тому числі й в оздоблювальних Упровадження багатоланкових калібрувань дозволило значно поліпшити умови деформації металу і збільшити термін служби прокатного інструмента [Тетерин П К Теорія періодичної прокатки - М Металургія, 1978 -256 с , Шевакин Ю Ф , Глейберг А 3 Виробництво труб - М Металургія, 1968 - 440 с, Кофф З А , Соловейчик П М , Алешин , Гриншпун М И Холодна прокатка труб - Свердловськ Гос НТІ літ-ри по чорній і кольоровій металурги, 1962 - 462 с] Однак при цьому не усунутий основний недолік відомих способів і конічних калібрувань нераціональне використання потужності стану холодної прокатки Найбільш близьким до рішення, що заявляється, по призначенню, технічній суті і результату, що досягається, при використанні є спосіб холодної прокатки труб, що включає порціонну подачу заготівлі у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою й другою парами валків при їхньому зворотнопоступальному переміщенні відносно нерухомої оправки [див опис до авт св СРСР №1409358, М кл В21В 21/00, від 07 01 86], у якому, з метою збільшення продуктивності, перед деформацією другою парою валків заготівлю овалізуют з коефіцієнтом овалізации 1,05 -1,12 і з коефіцієнтом дрібності 2-2,5 Відомий стан холодної прокатки труб, що містить робочу кліть, розміщені в корпусі КЛІТІ дві пари струмкових валків, установлених совісно, і привод переміщення КЛІТІ [див опис до авт св №1785757, М кл В21В 21/00, від 08,01 91 J Стан у порівнянні з відомими дозволяє поліпшити якість труб, що прокочуються, і скоротити час перенастроювання стану з одного маршруту на ІНШІЙ Однак, оснащення стану додатковою парою валків не дозволяє вирішити ряд проблем, зв'язаних з різностінністю труб як по довжині, так і по діаметру Особливо це помітно при низькій якості заготівель Найбільш близьким до рішення, що 4 заявляється, також є стан холодної прокатки труб, що містить станину, кліть з робочими валками, що мають на шийках зубчасті колеса, взаємодіючі з колісьми стаціонарні рейки, механізм зворотнопоступального переміщення, поворотно-подаючий пристрій [див опис до авт св №1419768, М Кп В21В 21/00, від 26 12 86], у якому робочі валки мають можливість повороту за допомогою черв'ячної передачі, що включає стаціонарні рейки з черв'ячною нарізкою і зубчасті колеса Використання описаного вище способу дозволило підвищити ступінь разових деформацій за прохід за рахунок зменшення зміцнення металу й збільшення пластичності перед деформацією в другій парі валків Це дозволило скоротити число циклів холодного переділу при виробництві труб із супутніми операціями Використання описаного вище стану холодної прокатки труб дозволило підвищити якість виробів, що прокочуються, і надійність стану, але в основному зменшити його габаритні розміри Однак, при наявності в заготівлі подовжньої різностінності вона в значній мірі зберігається і при подальшій обробці Виключити подовжню різностінність не представляється можливим, оскільки юна обумовлена технологією прокатки заготівель на станах гарячої прокатки труб, на яких одержують труби зі стовщенням на кінцях, що досягають ЗО - 40% від номінальної товщини стінки труби Тільки різностінність в інтервалі не більш +/- 7 8% свідчить про гарну якість готової труби Крім того, ВІДОМІ в сучасній СВІТОВІЙ практиці вогнища деформації на станах ХПТ допускають виготовлення труб одного сортаменту, що визначається встановленими на стані калібрами Для труб іншого сортаменту необхідно використовувати ІНШІ калібри, що надзвичайно неекономливо Оскільки калібри відносяться до дорогого інструмента, витрати на їхнє виготовлення й установку істотно позначаються на собівартості готового продукту Тому технічним результатом пропонованого технічного рішення є підвищення якості готового продукту шляхом зменшення різностінності труб, а також зниження його собівартості за рахунок зменшення витрат на устаткування стану, у частині виготовлення й перевалки валків Як відомо, перевалка валків через заміну калібрів займає до 10 - 20% фонду робочого часу, що негативно позначається на продуктивності стану ХПТ у цілому і на собівартості готового продукту В основу винаходу поставлена задача удосконалення способу холодної прокатки труб, у якому, внаслідок калібрування по товщині стінки перед деформацією другою парою валків зі ступенем деформації 5-15% (ц) і коефіцієнтом калібрування 2,0 - 2,5 (5), із поворотом заготовки як перед прямим ходом, так і перед зворотним ходом КЛІТІ, забезпечується рівномірність подачі металу на другу пару валків, виключення переповнення металом зони другої пари, що калібрує, валків, і за рахунок цього істотно знижується різностінність труби В основу винаходу поставлена також задача удосконалення стану холодної прокатки труб, у 53490 якому, внаслідок виконання його КЛІТІ З робочими валками з додатковою парою валків, що мають на шийці зубчасте колесо, взаємодіюче з додатковою рейкою, виконання з можливістю виведення и із зачеплення, виконання осередку деформації, утвореного двома парами валків, з можливістю деформації заготівлі на конусовій оправці, уздовж якої розташовані зони редукування по діаметру, обтиснення по товщині стінки труби і діаметру, зона калібрування і зона перекриття, на якій метал деформується обома парами валків, завдання і виконання зон деформації металу на оправці на основі сукупності рівностей, забезпечується калібрування стінки труби на ДІЛЯНЦІ перекриття обтискних зон, додатково збільшується рівномірність подачі металу на другу пару валків, що виключає переповнення металом калібрів другої пари валків, і за рахунок цього досягається, з одного боку, можливість одержувати готовий продукт більш високої якості, з іншого боку, можливість одержувати за допомогою одного осередка деформації труби двох типорозмірів з одного типорозміру заготовки Наслідком таких можливостей пропонованого способу і прокатного стану з осередком деформації, що здійснює цей спосіб, є зменшення КІЛЬКОСТІ перевалок калібрів, зменшення КІЛЬКОСТІ використовуваних калібрів, збільшення продуктивності стану холодної прокатки труб, зниження собівартості готової продукції за рахунок зниження витрат на переустаткування стану ХТП Поставлена задача зважується тим, що у відомому способі холодної прокатки труб, що включає порціонну подачу заготівлі у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно поступальному переміщенні щодо нерухомої оправки, ВІДПОВІДНО до винаходу, калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5-15 % (ц) і коефіцієнтом калібрування 2,0 - 2,5 (5), при цьому поворот заготівлі виконують як перед прямим ходом, так і перед зворотним ходом валків Поставлена задача зважується також тим, що у відомому стані холодної прокатки труб, що містить станину, кліть з робочими валками, що мають на шийках зубчасті колеса, взаємодіючі з колесами стаціонарні рейки, механізм зворотнопоступального переміщення КЛІТІ, пристрій, що поворотно-подає, ВІДПОВІДНО ДО винаходу, кліть з робочими валками містить додатково другу пару валків, що має на шийці зубчасте колесо, взаємодіюче з додатковою рейкою, яка виконана з можливістю виведення її із зачеплення, а осередок деформації, утворений двома парами валків, виконаний з можливістю деформації заготовки на конусовій оправці, уздовж якої розташовані зони редукування по діаметру, обтиснення по товщині стінки труби і діаметру, зона калібрування і зона перекриття, на якій метал деформується обома парами валків, при цьому параметри зон деформації металу на оправці задані і виконані на основі сукупності рівностей, у якій конусовість ділянок валків вхідної пари і 6 оправки, що калібрують, виконана ВІДПОВІДНО ДО рівності tgy K /tga=(1,1-1,2) (1) Де tg удо - параметр, що характеризує конусовість частини струмка, що калібрує, tg a - параметр, що характеризує конусовість оправки, відстань між парами валків виконано ВІДПОВІДНО до рівності І_х=А+Іп (2) з урахуванням рівностей Ікі = (0,6 0,8) І п (3) І_к1=5гпіМі (4) Де І_х - довжина ходу валків (чи ходу КЛІТІ), MM, І п - довжина перекриття обтискних зон першої й другої пари валків, мм, А - відстань між центрами пар валків, мм, Ікі - довжина зони калібрування першої пари валків, що калібрують по товщині стінки труби, мм, m - подача заготовки за подвійний хід КЛІТІ, ММ, М І - коефіцієнт витяжки, або з урахуванням наступних рівностей Іп = Ікі + Ір 2 (5) Ір2=(1,8 2,0)тМр2 (6) Де Ірг - довжина зони редукування другої пари валків, мм, Мрг - коефіцієнт витяжки в зоні редукування другої пари валків, а поперечний переріз струмків зони, що калібрує, першої пари валків виконано у ВІДПОВІДНОСТІ з наступною рівністю ВЮ= 1,02-1,03 (7) Де В - ширина струмка, mm, D - діаметр струмка, мм, зони, що калібрує, першої пари валків Зазначені в рівностях числові значення коефіцієнтів встановлені в результаті експериментальних досліджень і практичного застосування В результаті досліджень встановлено, що тільки при виборі параметрів способу і ЛІНІЙНИХ розмірів пристрою в зазначених діапазонах можна забезпечити високу якість труб із погляду різностінності по товщині труб і їхньому діаметру Експериментально встановлено і підтверджено практикою, що при довжині ділянки, що калібрує, рівної 2,0 - 2,5 довжини ЛІНІЙНОГО зсуву металу за цикл прокатки цілком достатньо для одержання гарної якості труби при подвійному повороті заготівлі (перед прямим, і зворотним ходом КЛІТІ) ЯКЩО виконувати ТІЛЬКИ ОДИН поворот, то цей показник повинний бути більше Запропоновані технічні рішення дозволяють, не зменшуючи загальної довжини розгорнення струмків калібрів обох пар валків, що визначає продуктивність стану ХПТ, розташувати ділянка калібрування труби на ДІЛЯНЦІ перекриття обтискних зон обох пар валків, що дозволяє при правильно обраній подачі (т) заготівлі зменшити різностінність у 3-7 разів при прокатці двома парами валків Однак, різностінність готового продукту, 53490 отриманого за допомогою відомих станів і способів, залишається значної, оскільки суттєво залежить від різностінності заготівель При прокатці труб ВІДПОВІДНО ДО пропонованого способу в двох парах валків при дотриманні умови визначеного ступеня деформації і коефіцієнта калібрування при повороті заготівлі як перед прямим, так і зворотним ходом, знакозмінна деформація діє на вже сформовану в процесі попередньої деформації структуру, упорядковуючи 1 , що 1 приводить до інтенсивного розвитку процесів релаксації, наслідком чого є зниження зміцнення металу і, у кінцевому рахунку, підвищення разових ступенів деформації, а значить і продуктивності Оскільки зазначені вище технічні результати досягають вже в значній мірі при обробці в одній парі валків, а обробка в другій парі, використовуючи досягнуте, їх збільшує, у деяких випадках можливо обмежитися обробкою тільки в одній парі валків, використовуючи другу пару валків в основному для одержання прецизійних труб Пропонований спосіб холодної прокатки труб і стан для здійснення цього способу є в даний час єдиними, що дозволяють одержувати прецизійні труби з різностінністю в межах +/- 2,0 - 3,0% із заготівлі практично з будь-який різностінністю Ця обставина дозволяє використовувати для обробки на станах ХПТ труби-заготівлі, отримані на агрегатах гарячої прокатки, включаючи різнотовщинні відходи виробництва Пропоновані технічні рішення принципово відрізняються від відомих тем, що дозволяють знизити вимоги до якості гарячекатаних трубзаготівель, які використовують при виробництві холоднокатаних труб, як по їхньому периметру, так і по довжині, оскільки одержання високоякісних гарячекатаних труб у даний час є поки нерозв'язною проблемою Пропоновані рішення забезпечують також можливість одержувати два типорозміри труб з одного типорозміру заготівлі Перший типорозмір одержують після деформації в першій парі валків, другий типорозмір одержують після деформації у другій парі валків Як відзначено вище, різностінність після обробки в другій парі валків зменшується в 5 - 7 разів Фіг 1 Схема розташування зон деформації металу на оправці Фіг 2 Схема зубчасто-рейкового приводу валків стану 2х рядні прокатки Фіг 3 Поперечний переріз струмка зони першої пари, що калібрує, валків Пропонований спосіб був реалізований на станах ХПТ - 32 і ХПТ - 55 Спосіб, який включає порціонну подачу заготівлі у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні відносно нерухомого оправлення здійснювали при параметрах, показаних у таблиці 1 Таблиця 1 стан ХПТ- СтанХПТ32 55 коефіцієнт витяжки (Мі) коефіцієнт витяжки (Мр) ступінь деформації перед калібруванням (ц) подача заготівлі за 1,15 3,4 5,5 9,5-10 5-7,5 7,5-10 2,5 подвійний хід КЛІТІ (т),мм 3,5 1,2 2,0 коефіцієнт калібрування (5) прямий поворот заготівлі (перед) ХІД зворотии ЙХІД прямий хід зворотний ХІД Стан холодної прокатки труб, містить станину, кліть із двома парами робочих валків 1 і 2 (фіг1), що мають на шейках зубчасті колеса 3 і 4 (фіг 2), взаємодіючі зі стаціонарними рейками 5 і 6 (фіг 2), механізм зворотно-поступального переміщення КЛІТІ і поворотно-подаючий пристрій Рейка 5 забезпечує рух вхідної пари валків, рейка 6 вихідної пари валків Регулювальні клини 7 рейок приводів забезпечують можливість відключення другої пари валків Уздовж конічного оправлення розташовані зони редукування по діаметрі Ірі, Ірг, обтиснення по товщині стінки труби Іо-і, ІО2 і діаметру, зони калібрування Ікі, ІК2 і зона перекриття Іп, на якій метал деформується обома парами валків Стан холодної прокатки труб працює в таким чином і реалізує пропонований спосіб Заготівлю, закріплену в механізмі повороту, направляють у зону редукування І_рі, у якій відбувається обтиснення заготівлі по діаметрі першою парою валків Після проходження заготівлею зони обтиснення стінки Іо-і, вона попадає в зону калібрування Ікі У такий спосіб одержують труби одного типорозміру Потім заготівля надходить у зону редукування Ірг (обтиснення по діаметрі другої пари валків) і далі в зону ІО2 обтиснення стінки другої пари валків Перед надходженням заготівлі в зону Ірг вона проходить зону Іп, у якій метал заготівлі деформується обома парами валків Другу пару валків включають за допомогою регулювальних клинів 7 при необхідності одержання великих деформацій і труб з мінімальноїрізностінністю й одержують труби іншого типорозміру ВІДПОВІДНО ДО пропонованого рішення були модернізовані стани ХПТ-32 і ХПТ-55 Результати модернізації стані в приведені в таблиці 2 Таблиця 2 tgyK tga 1кі=(0,6-0,8)1 п І_рі, мм І_х, мм ІП = І_Р2, ММ А, мм В, мм D, мм Стан ХПТ-32 0,024 0,02 60-70 50-60 452,0 95,0 140,00 22,55 22 Стан ХПТ-55 0,026 0,02 75-85 70-90 625,0 125,0 190,0 30,75 ЗО 9 Результати застосування 53490 пропонованого 10 способу на станах холодної прокатки труб ХПТ-32 і ХПТ-55 приведені в таблиці З Таблиця З РіЗНОСТІННІСТЬ РіЗНОСТІННІСТЬ труб після модернізації стану, мм 0,2-0,4 Стан Маршрут Вихідна різностшність.ММ ХПТ-32 42х6->18x2,0 2,5 труб до модернізації стану, мм 1,5 ХПТ-32 42х6->25х2,5 2,5 1,65 0,22-0,4 ХПТ-32 ХПТ-32 ХПТ-55 42х6->18x2,0 48х4,5->20х2,0 76х5,8->38х2,5 2,0 1,5 3,2 0,8-0,9 0,9-1,0 2,5 0,18-0,2 0,3-0,4 0,36 Як видно з викладу суттєвих рішень, що заявляються, і параметрів їхнього конкретного втілення, їх реалізація дозволила зменшити різностінність труб у 7 - 8 разів і забезпечує можливість одержувати труби двох типорозмірів з однієї заготівлі Прямим наслідком підвищення якості готового продукту на станах ХПТ шляхом зменшення РіЗНОСТІННІСТЬ Труб після модернізації стану, % +/-3-4 +/-3,5-3,8 +/-5,06,0 ПО СТІНЦІ +/-2,5-3,0 +/-3,0-3,5 +/-2,5-3,0 різностінності труб за допомогою запропонованої конструкції стану є розширення сортаменту труб, що прокочуються, зниження собівартості за рахунок зменшення витрат на устаткування стану, зокрема, на виготовлення додаткових пар валків для одержання нових типорозмірів труб, а також за рахунок скорочення КІЛЬКОСТІ ЦИКЛІВ ХОЛОДНОГО прокату ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cold rolling of tubes and cold rolling mill for implementation of the method
Автори англійськоюPopov Marat Vasyliovych, Avtonomov Semen Volodymyrovych, Volfovych Heorhii Volfovych, Zhyvtsov Serhii Pavlovych
Назва патенту російськоюСпособ холодной прокатки труб и стан холодной прокатки труб для осуществления способа
Автори російськоюПопов Марат Васильевич, Автономов Семен Владимирович, Вольфович Георгий Вольфович, Живцов Сергей Павлович
МПК / Мітки
МПК: B21B 21/00, B21B 17/00
Мітки: здійснення, способу, стан, спосіб, труб, прокатки, холодної
Код посилання
<a href="https://ua.patents.su/5-53490-sposib-kholodno-prokatki-trub-ta-stan-kholodno-prokatki-trub-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу</a>
Спосіб холодної прокатки труб
Номер патенту: 48540
Опубліковано: 15.08.2002
Автори: Попов Олексій Маратович, Попов Марат Васильович, Тімашев Сергій Павлович, Автономов Семен Володимирович, Вахрушева Вера Сергіївна
МПК: B21B 21/00
Мітки: прокатки, спосіб, холодної, труб
Формула / Реферат:
1.Спосіб холодної прокатки труб, що включає підготовку заготівки до прокатки і прокатку шляхом порційної подачі заготівки у осередок деформації, утворений двома парами валків, і деформації поданої порції послідовно першою й другою парами валків при їх зворотно-поступальному переміщенні на нерухомій оправці, який відрізняється тим, що попередню підготовку здійснюють за допомогою високотемпературного надзвукового газополум’яного струменя, що...
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Журба Олександр Савельович, Півник Юрій Вікторович, Сизюхін Василь Миколайович, Буряк Юрій Григорович, Михайленко Михайло Андрійович, Григорченко Віктор Іванович, Шерстюк Микола Прокопович, Король Радомір Миколайович, Король Микола Миколайович
МПК: B21D 37/00
Мітки: труб, прокатки, інструмент, холодної
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Більдін Констянтин Михайлович, Ісаков Євген Борисович, Борисенко Юрій Миколайович, Попов Марат Васильович, Чуб Анатолій Васильович, Верещагін Олександр Давидович, Вольфович Георгій Вольфович, Сандульский Борис Степанович, Кравченко Юрій Олексійович, Островський Ігор Петрович, Черкащенко Татяна Володимирівна, Алпатов Євгеній Миколайович
МПК: B21B 21/02, B21B 21/00
Мітки: холодної, труб, валок, стана, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Сєніна Тетяна Володимирівна, Першин Володимир Олександрович, Курін Вадим Юлійович, Фролов Віктор Пилипович
МПК: B21B 21/00
Мітки: пільгерної, труб, прокатки, холодної, спосіб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Спосіб пільгерної прокатки труб

Номер патенту: 31587
Опубліковано: 15.12.2000
Автори: Лук'яненко Володимир Матвійович, Палієнко Григорій Васильович, Попов Марат Васильович, Вольфович Георгій Вольфович, Артюхов Олександр Олександрович
МПК: B21B 21/00
Мітки: прокатки, спосіб, труб, пільгерної
Текст:
...перед почат ком зносу рівчаків, оператор стана встановлює зазори мім валками дотримуючись співвідношення О-г ~ ( 1,1*2,5)* йр. Це забезпечує р; нозначність діаметра заготовки розрахованому діаметру рівчака в J Оому його поперечному перерізу, тобто забезпечує розрахований ре; деформації заготовки уздовж рівчака. Більший зазор в першій па відповідає більшому зносу рівчаків цієї пари І забезпечує достат резерв зближення валків....
Попередній патент: Спосіб виробництва, збереження і підготовки до реалізації соків
Наступний патент: Полімерна промивальна рідина
Випадковий патент: Спосіб виявлення кетаміну та сильнодіючих лікарських засобів в біологічному матеріалі