Залізнична вісь колісної пари
Формула / Реферат
Залізнична вісь колісної пари, що складається з шийки, передпідматочини, підматочини та середньої частини, діаметр якої зростає від середньої до підматочинної частини, яка відрізняється тим, що передпідматочина осі має циліндрову форму та радіально плавну, зміцнену накатуванням роликами, галтель між передпідматочиною та підматочиною, причому вісь виготовлена з кованої циліндрової (профільної) заготовки зі зміцненим металом до ступеня укова не менше 3 з величиною зерна метала не більше номера 5 з однобічним припуском на механічну обробку до 15 мм, та після чорнової механічної обробки має технологічні припуски на прикінцеву механічну обробку 2-3 мм на бік від поздовжньої центральної осі.
Текст
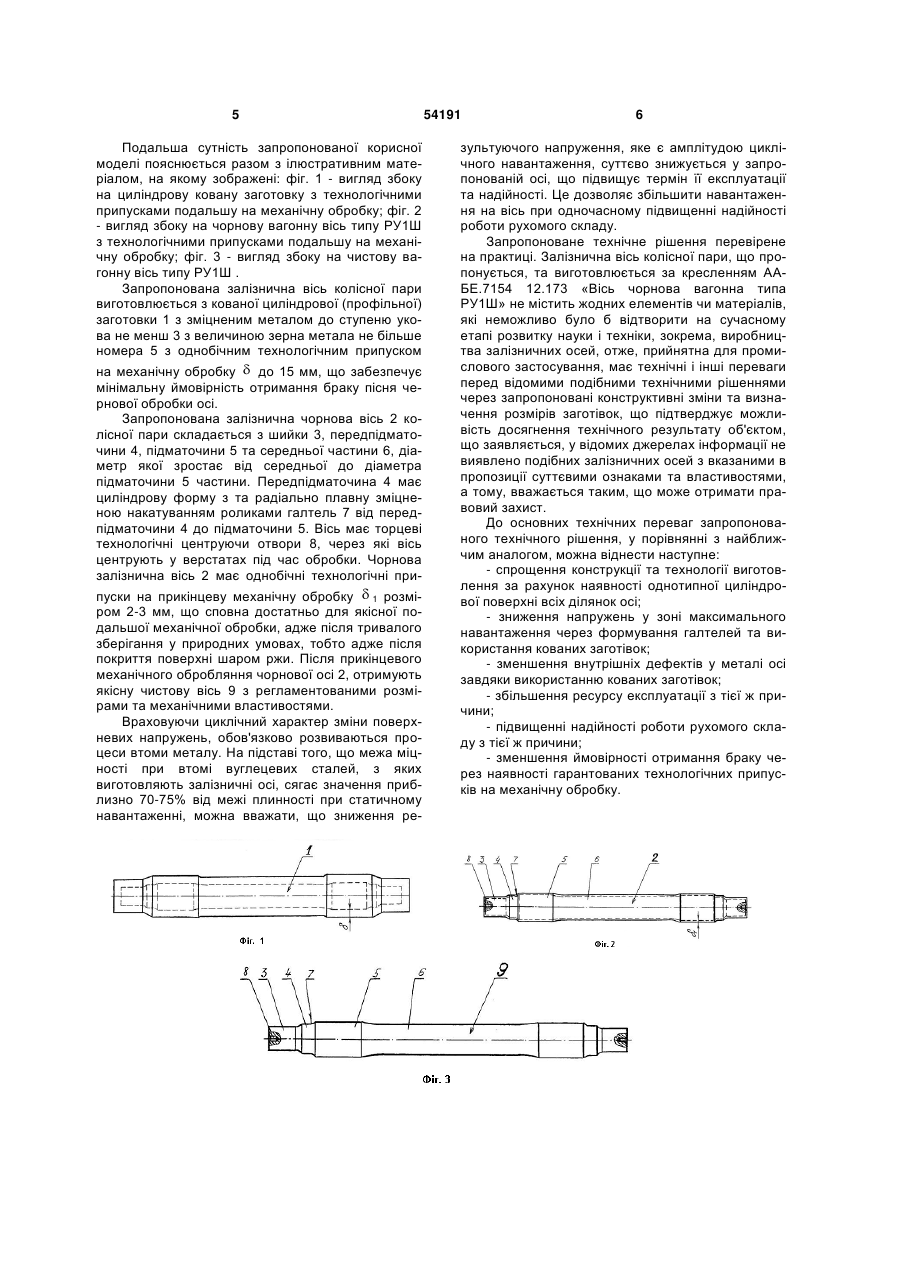
Залізнична вісь колісної пари, що складається з шийки, передпідматочини, підматочини та середньої частини, діаметр якої зростає від середньої до підматочинної частини, яка відрізняється тим, що передпідматочина осі має циліндрову форму 3 Основним недоліком відомої залізничної осі колісної пари є зміна циліндрової поверхні передпідматочини на конічну. Це, насамперед, ускладнює технологію виробництва та збільшує трудомісткість виготовлення таких осей, зокрема, формування без биття утворюючої конічної поверхні, а також вимушує відповідно змінювати конструкцію ступить залізничних коліс, тобто впливає на конструкцію деталей та вузлів, що сполучаються із віссю. Це, разом, невиправдано збільшує собівартість осі, що невиправдано на фоні майже непомітного зменшення ймовірності виникнення тріщин в зоні переходу від передпідматочини до під маточини. Другим суттєвим недоліком відомої залізничної осі колісної пари є недостатня міцність металу осі у галтелях переходу від передпідматочини до підматочини, що є також наслідком зміни циліндрової поверхні передпідматочини на конічну. Відповідно до п. 4.2.7 ГОСТ 31334-2007 галтелі повинні бути сформовані шляхом прокатування (втискування) роликами на відстані не більш 22 мм з поступовим збільшенням міцності до 22% та глибини накатаного шару 0,2-0,4 діаметру перетину, що зміцнюється. Але збільшення діаметру передпідматочини через її конічну форму не дозволяє здійснити зміцнення накатуванням, оскільки в місці переходу передпідматочина досягає підматочини, їх діаметри майже співпадають, тобто така вісь не дає технологічної можливості зміцнити її галтелі. Отже, відома залізнична вісь, через вказаний недолік (не оброблені роликами небезпечні ділянки) матиме менший ресурс експлуатації через недостатню міцність її галтелей. Третім недоліком відомої залізничної осі колісної пари є невизначеність заготовки з якої вона виготовлюється. Цей недолік пояснюється наступним. Як відомо, для виготовлення залізничних осей використовують металеві заготовки, які отримані методом лиття. У ливарних заготовках досить часто зустрічаються внутрішні дефекти у вигляді тріщин, пор, газових каналів, мікропорожнин тощо, які виявити у відливки не уявляється можливим, наприклад, через неможливість забезпечення щільного контакту між ультразвуковим датчиком та поверхнею ливарної заготовки через занадто високу шорсткість останньої. Отже, така заготовка з несвідомістю в неї наявності дефектів потрапляє на ковальсько-пресову ділянку виробництва, де їй надається циліндрова форма. Циліндрову форму заготовці задають за допомогою трьох вирів виробничих процесів: радіальноротаційним куванням, гвинтовою прокаткою чи вільним куванням. Перші два технологічних процесів не дозволяють усунути невеликі дефекти, у той час як вільне кування дозволяє, через велике навантаження металу під час биття інструментом, «заварити» більшість мікродефектів. Далі циліндрова заготовка потрапляє на механічну ділянку виробництва, де на токарному верстаті їй задають розміри, і лише потім піддають контролю на наявність внутрішніх дефектів у металі. Якщо циліндрова форма заготовки була отримана гвинтовою прокаткою, кількість заготовок з внутрішніми неприпустимі дефектами сягає 30%, якщо радіально 54191 4 ротаційним куванням, - недостатнє зміцнення міцності, важко досягти бал зернин металу за номером 5 (нижчий бал неприпустимі за нормативами). Але перелічені дефекти (браковані осі) виявилися лише після механічної обробки циліндрової заготовки, тобто після певних витрат фінансовотрудових ресурсів та часу на її виготовлення, що не виправдовує. Отже, в цьому плані, з метою економії всіх видів ресурсів, одразу слід обирати ковану заготовку, у якій ймовірність наявності неприпустимих дефектів мінімальна, але заготовка для виготовлення відомої за найближчим аналогом залізничної осі для колісної пари не визначається, що і є її недоліком через неможливість прогнозування виготовлення якісних осей. В основу корисної моделі поставлено задачу спрощення конструкції та технології виготовлення залізничної осі з одночасним підвищенням її надійності і техніко-експлуатаційних властивостей та зниження браку під час виготовлення шляхом оптимізації її геометричних параметрів за рахунок точного визначення розмірів допусків та форми ділянок складових частин залізничної осі для колісної пари, а також використання кованої заготовки для виготовлення осі. Рішення поставленої задачі досягається тим, що залізнична вісь колісної пари, яка складається з шийки, передпідматочини, підматочини та середньої частини, діаметр якої зростає від середньої до підматочинної частини, згідно пропозиції, передпідматочина осі має циліндрову форму та радіально плавну зміцнену накатуванням роликами галтель між передпідматочиною та підматочиною, причому вісь виготовлена з кованої циліндрової (профільної) заготовки з зміцненим металом до ступеня укову не менше 3 з величиною зерна метала не більше номера 5 з однобічним припуском на механічну обробку до 15 мм, та після чорнової механічної обробки має технологічні припуски на прикінцеву механічну обробку 2-3 мм на бік від поздовжньої центральної осі. Використання для осі кованої заготовки дозволяє максимально знизити появу браку через внутрішні дефекти у ливарному металі, отримати у подальшому міцні осі через уковку металу з радіальним розподілом градієнту сил всередині, легко дотриматися вимог за величиною зерна метала осі. Однобічний припуск металу заготовки у розмірі 15 мм достатній та обгрунтований, оскільки радіальне биття при вільному кування не обмежене 12 мм. Після чорнової механічної обробки заготовки з такими припусками, повністю вилучаються з її поверхні не «обідрані» ділянки, що дає перед «чистовою» прикінцевою обробкою впевнитися, що чорнова вісь немає зовнішніх дефектів глибиною більше за номінальні розміри чистової осі. Технологічні припуски чорнової осі оптимальні та достатні для накатування галтелей та здійснення чистової обробки та отримання чистової з високою якістю залізничної осі колісної пари залізничного транспорту з максимальним зниженням діючих напружень у найбільш навантаженому перетині осі при одночасному дотриманню вимог стандарту ГОСТ 31334-2007 (ДСТУ ГОСТ 31334:2009). 5 Подальша сутність запропонованої корисної моделі пояснюється разом з ілюстративним матеріалом, на якому зображені: фіг. 1 - вигляд збоку на циліндрову ковану заготовку з технологічними припусками подальшу на механічну обробку; фіг. 2 - вигляд збоку на чорнову вагонну вісь типу РУ1Ш з технологічними припусками подальшу на механічну обробку; фіг. 3 - вигляд збоку на чистову вагонну вісь типу РУ1Ш . Запропонована залізнична вісь колісної пари виготовлюється з кованої циліндрової (профільної) заготовки 1 з зміцненим металом до ступеню укова не менш 3 з величиною зерна метала не більше номера 5 з однобічним технологічним припуском на механічну обробку до 15 мм, що забезпечує мінімальну ймовірність отримання браку пісня чернової обробки осі. Запропонована залізнична чорнова вісь 2 колісної пари складається з шийки 3, передпідматочини 4, підматочини 5 та середньої частини 6, діаметр якої зростає від середньої до діаметра підматочини 5 частини. Передпідматочина 4 має циліндрову форму з та радіально плавну зміцненою накатуванням роликами галтель 7 від передпідматочини 4 до підматочини 5. Вісь має торцеві технологічні центруючи отвори 8, через які вісь центрують у верстатах під час обробки. Чорнова залізнична вісь 2 має однобічні технологічні припуски на прикінцеву механічну обробку 1 розміром 2-3 мм, що сповна достатньо для якісної подальшої механічної обробки, адже після тривалого зберігання у природних умовах, тобто адже після покриття поверхні шаром ржи. Після прикінцевого механічного обробляння чорнової осі 2, отримують якісну чистову вісь 9 з регламентованими розмірами та механічними властивостями. Враховуючи циклічний характер зміни поверхневих напружень, обов'язково розвиваються процеси втоми металу. На підставі того, що межа міцності при втомі вуглецевих сталей, з яких виготовляють залізничні осі, сягає значення приблизно 70-75% від межі плинності при статичному навантаженні, можна вважати, що зниження ре 54191 6 зультуючого напруження, яке є амплітудою циклічного навантаження, суттєво знижується у запропонованій осі, що підвищує термін її експлуатації та надійності. Це дозволяє збільшити навантаження на вісь при одночасному підвищенні надійності роботи рухомого складу. Запропоноване технічне рішення перевірене на практиці. Залізнична вісь колісної пари, що пропонується, та виготовлюється за кресленням ААБЕ.7154 12.173 «Вісь чорнова вагонна типа РУ1Ш» не містить жодних елементів чи матеріалів, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, виробництва залізничних осей, отже, прийнятна для промислового застосування, має технічні і інші переваги перед відомими подібними технічними рішеннями через запропоновані конструктивні зміни та визначення розмірів заготівок, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється, у відомих джерелах інформації не виявлено подібних залізничних осей з вказаними в пропозиції суттєвими ознаками та властивостями, а тому, вважається таким, що може отримати правовий захист. До основних технічних переваг запропонованого технічного рішення, у порівнянні з найближчим аналогом, можна віднести наступне: - спрощення конструкції та технології виготовлення за рахунок наявності однотипної циліндрової поверхні всіх ділянок осі; - зниження напружень у зоні максимального навантаження через формування галтелей та використання кованих заготівок; - зменшення внутрішніх дефектів у металі осі завдяки використанню кованих заготівок; - збільшення ресурсу експлуатації з тієї ж причини; - підвищенні надійності роботи рухомого складу з тієї ж причини; - зменшення ймовірності отримання браку через наявності гарантованих технологічних припусків на механічну обробку. 7 Комп’ютерна верстка І.Скворцова 54191 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRailway axle of wheel pair
Автори англійськоюSydorchuk Andrii Volodymyrovych
Назва патенту російськоюЖелезнодорожная ось колесной пары
Автори російськоюСидорчук Андрей Владимирович
МПК / Мітки
МПК: B60B 35/00
Мітки: вісь, колісної, пари, залізнична
Код посилання
<a href="https://ua.patents.su/4-54191-zaliznichna-vis-kolisno-pari.html" target="_blank" rel="follow" title="База патентів України">Залізнична вісь колісної пари</a>
Залізнична вісь колісної пари
Номер патенту: 31734
Опубліковано: 25.04.2008
Автори: Перков Олег Миколайович, Вакуленко Ігор Олексійович
МПК: B60B 35/00
Мітки: залізнична, пари, вісь, колісної
Формула / Реферат:
Залізнична вісь колісної пари, яка складається з шийки, передпідматочини, підматочини та середньої частини, яка відрізняється тим, що передпідматочина виготовлена у вигляді зрізаного конуса з максимальним діаметром в місці переходу до підматочини на 1-2 % меншим діаметра підматочини.
Пристрій для збирання на вісь колісної пари лабіринтових і внутрішніх кілець підшипників буксового вузла холодним напресуванням
Номер патенту: 49083
Опубліковано: 12.04.2010
Автори: Ковалевський Валерій Альбертович, Чалий Олександр Олександрович
МПК: B61K 5/00, B23P 19/02
Мітки: пари, напресуванням, вісь, буксового, вузла, колісної, холодним, кілець, лабіринтових, збирання, пристрій, підшипників, внутрішніх
Формула / Реферат:
1. Пристрій для збирання на вісь колісної пари лабіринтових і внутрішніх кілець підшипників буксового вузла холодним напресуванням, який містить силову раму, що складається з основи і двох стійок, з'єднаних у верхній частині між собою, робочий циліндр, змонтований на одній із стійок, і встановлений на основі гідропідйомник з уловлювачем осі, який відрізняється тим, що на другій стійці нерухомо закріплений упор, а уловлювач осі...
Пристрій для визначення сходження колісної пари з рейок
Номер патенту: 27250
Опубліковано: 25.10.2007
Автори: Сергієнко Оксана Вікторівна, Осенін Юрій Юрійович
МПК: B61K 9/00
Мітки: колісної, пристрій, пари, сходження, рейок, визначення
Формула / Реферат:
Пристрій для визначення сходження колісної пари з рейок, що містить жорстку сталеву раму, прикріплену до букс колісної пари, з датчиками, підключеними до блока реєстрації, який відрізняється тим, що як датчики застосовано шлейфові датчики сходження колісної пари, підключені до блока реєстрації, що містять захисну металеву оболонку та скляну трубку з нанесеним провідним шлейфом.
Пристрій для очищення колісної пари
Номер патенту: 20313
Опубліковано: 15.01.2007
Автори: Панасенко Віталій Якович, Клименко Ірина Володимирівна, Євтюхов Костянтин Геннадійович
МПК: B60S 3/04
Мітки: пристрій, пари, очищення, колісної
Формула / Реферат:
1. Пристрій для очищення колісної пари, який має портал, захисний кожух з функцією підйому, приводи обертання та скидання колісної пари, соплову систему, який відрізняється тим, що соплова система має розподільник та патрубки з закріпленими соплами, напрямленими на поверхню дисків та в місця посадки дисків на осі, а також патрубки з горизонтальною площадкою із соплами.2. Пристрій за п. 1, який відрізняється тим, що розподільник...
Буксова підвіcка колісної пари локомотива
Номер патенту: 32976
Опубліковано: 15.05.2002
Автори: Мішин Володимир Васильович, Дерюгін Олег Валентинович
Мітки: локомотива, підвіcка, пари, буксова, колісної
Формула / Реферат:
Буксова підвіска колісної пари локомотива, яка вміщує буксовий вузол, розміщений на колісній парі, і напрямні, з'єднані з рамою локомотива, яка відрізняється тим, що на напрямній закріплені пружний елемент і лижа, на котру в поздовжньому напрямку опирається вертикальна плоска п'ята букси.
Попередній патент: Спосіб малотравматичного комбінованого лікування хронічної анальної тріщини
Наступний патент: Спосіб прогнозування схильності білих столових і шампанських виноматеріалів до кристалічних калієвих помутнінь
Випадковий патент: Спосіб "діма лрснтс 1" визначення функціонального стану мозку людини