Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 54267
Опубліковано: 10.11.2010
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
Формула / Реферат
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в заливанні в ливарну форму базового розплаву через загальний стояк і канали ливникової системи, затвердінні залитого рідкого металу, охолоджуванні виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що базовий (вихідний) розплав надходить в порожнину ливарної форми через загальний стояк і канали розгалуженої ливникової системи, коли права (ліва) по заливці частина виливка заповнюється через канали правого (лівого) від стояка відгалуження загальної розгалуженої ливникової системи, де розплав на шляху руху рідкого металу до цієї частини виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, в той час як ліва (права) по заливці частина виливка заповнюється тим же розплавом через канали лівого (правого) відгалуження загальної розгалуженої ливникової системи без будь-якої додаткової обробки.
2. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка.
3. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, щорозплав, який надходить в праву (ліву) частину виливка, проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, розміщеною в спеціальній проточній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу до відповідної частини виливка.
4. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що розплав, який надходить в праву (ліву) частину виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою за допомогою газифікованої моделі із замішаним порошком, яка розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
5. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що для внутрішньоформової обробки частини розплаву розрахункову кількість дрібнодисперсного порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої присадки попередньо завантажують у спеціальну оболонку, виконану у вигляді газифікованої (наприклад, пінополістиролової) моделі, що вставляють у ливарну форму при її збиранні.
6. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що для внутрішньоформової обробки частини розплаву, яка надходить в праву (ліву) частину порожнини форми, розрахункову кількість дрібнодисперсного порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої присадки вводять за допомогою газифікованої моделі із замішаним порошком, яка вставляється в ливарну форму при формовці і водночас виконує роль проміжної реакційної камери, в якій в процесі заливання протікає переміщування розплаву з частками добавки.
7. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка розплавляється або підплавляється теплом залитого розплаву і виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу.
8. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка, яка розплавляється або підплавляється теплом залитого розплаву, виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу і покрита спеціальною речовиною.
9. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу.
10. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми.
Текст
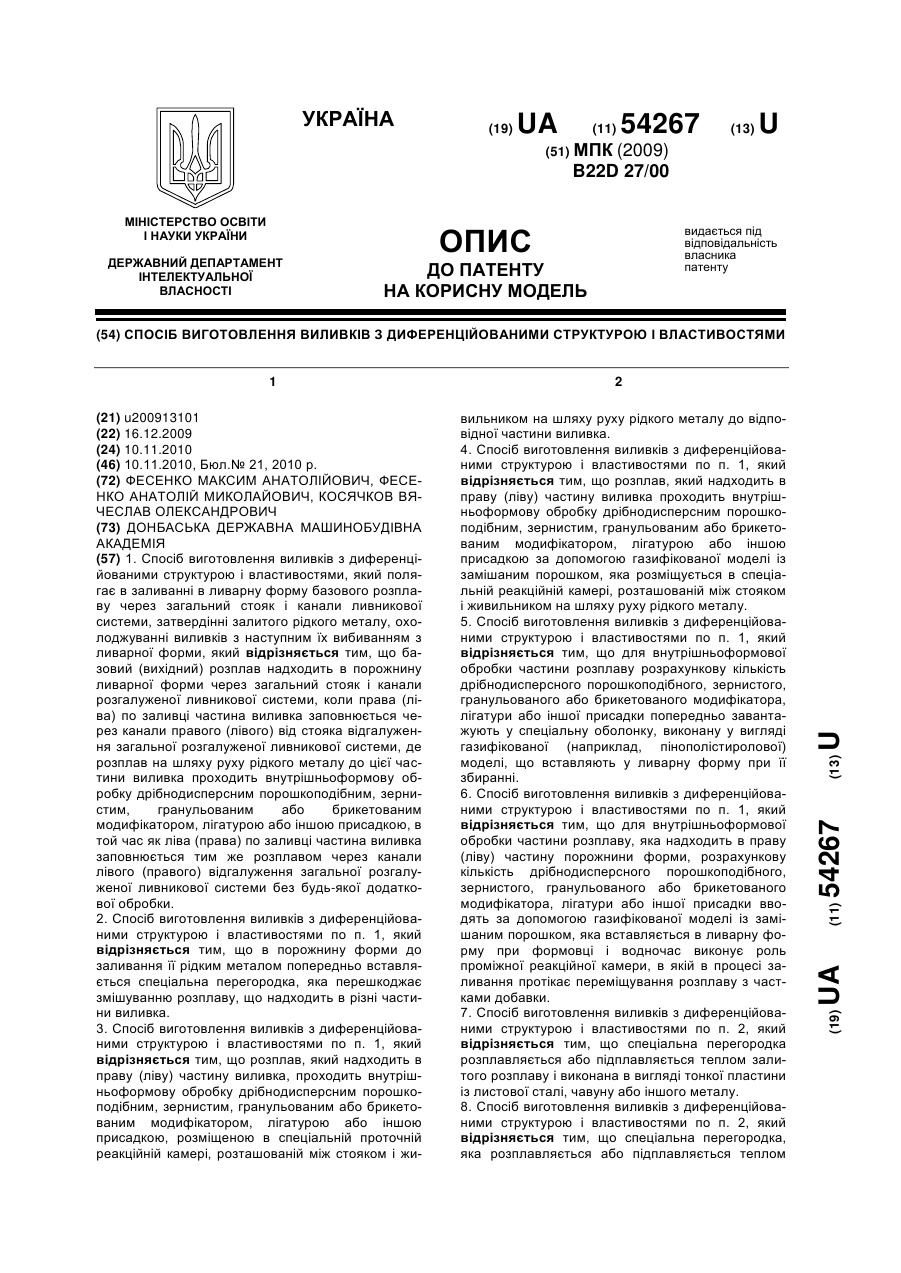
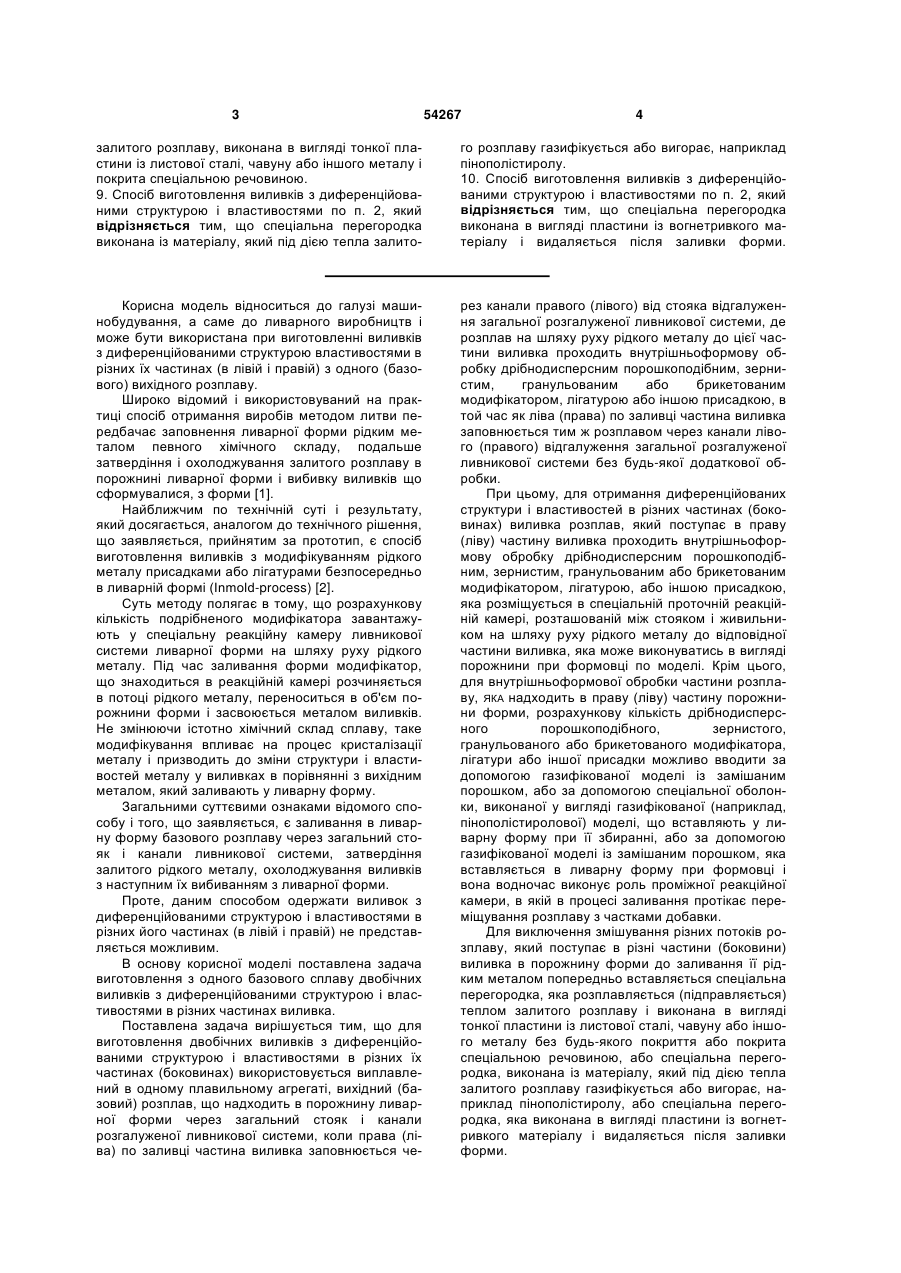
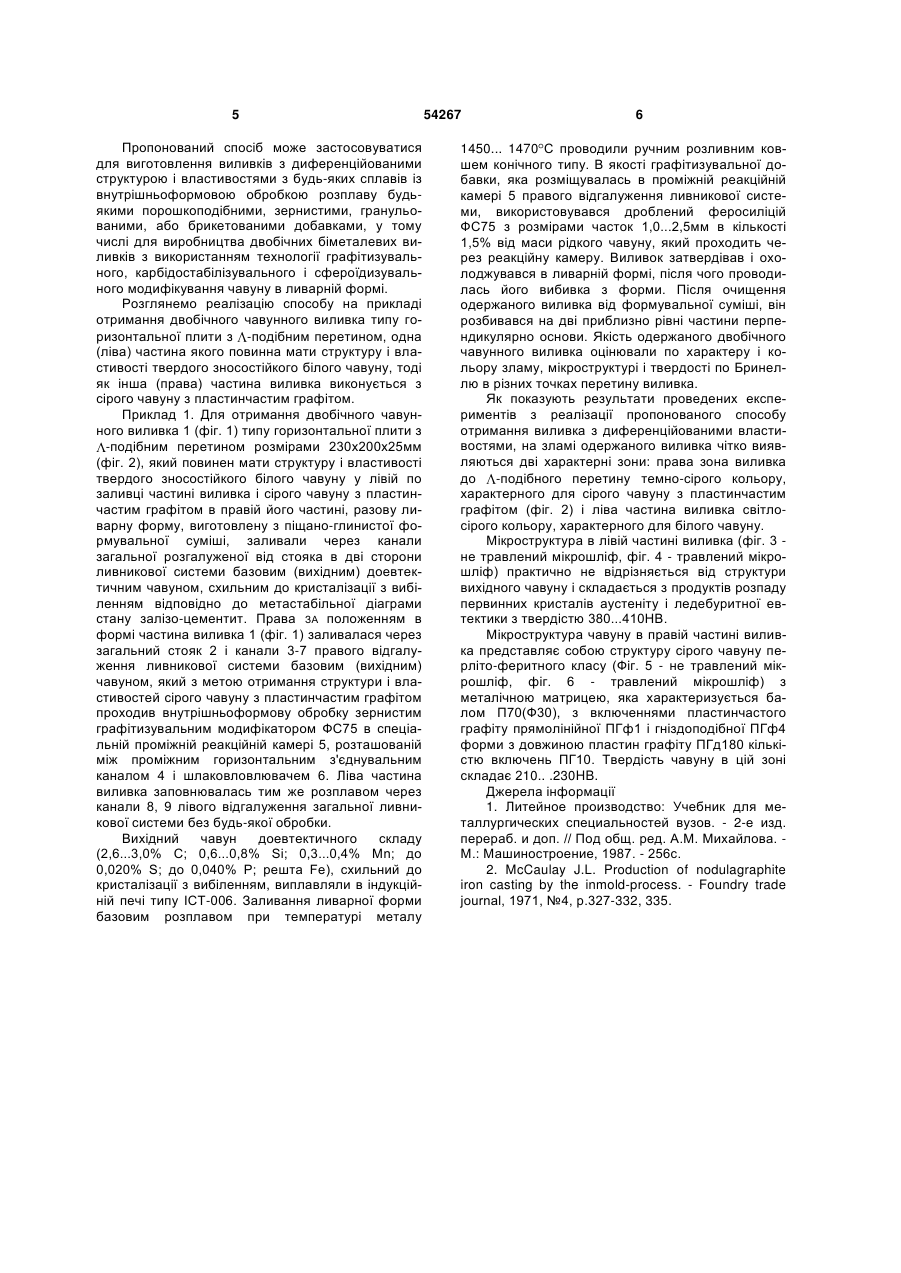
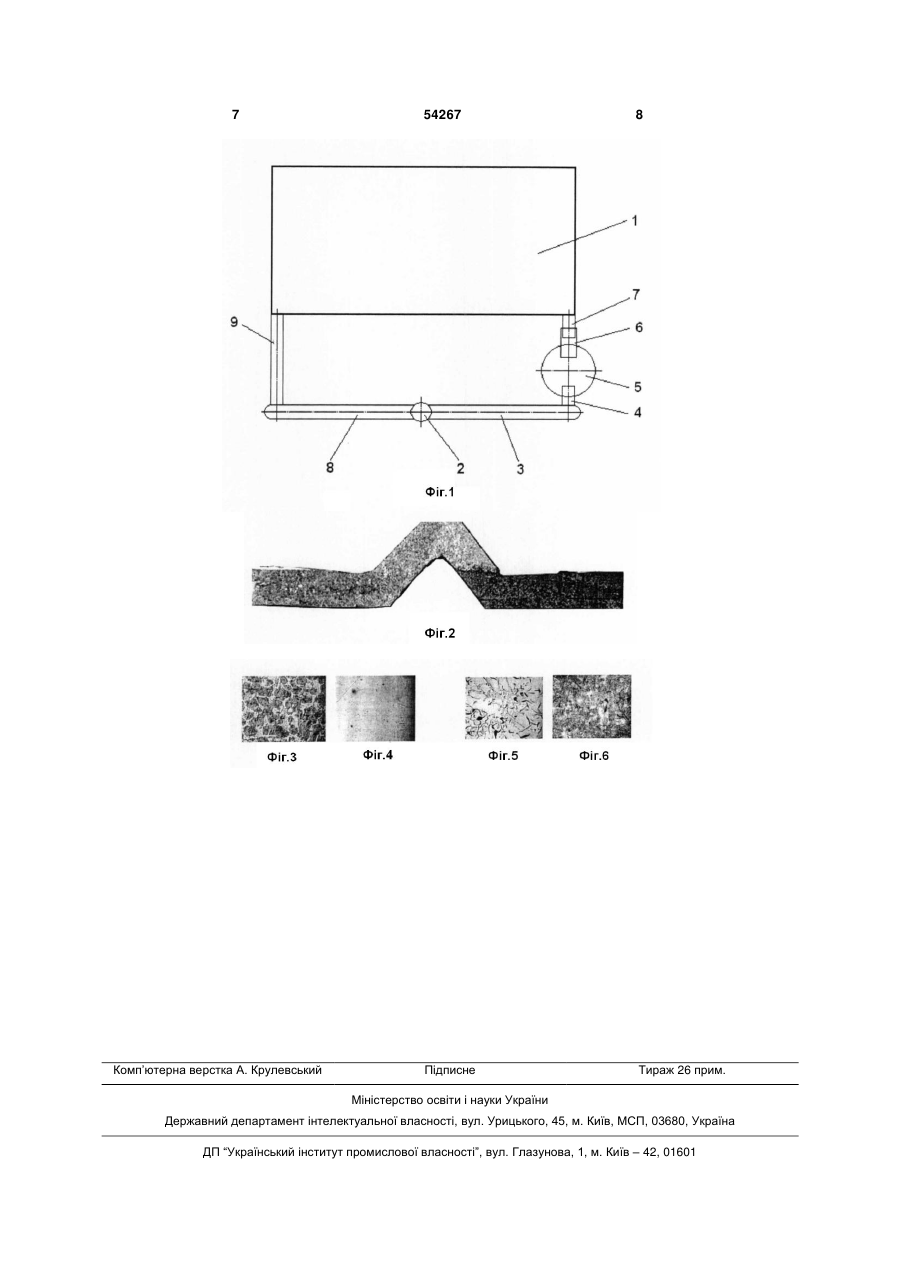
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в заливанні в ливарну форму базового розплаву через загальний стояк і канали ливникової системи, затвердінні залитого рідкого металу, охолоджуванні виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що базовий (вихідний) розплав надходить в порожнину ливарної форми через загальний стояк і канали розгалуженої ливникової системи, коли права (ліва) по заливці частина виливка заповнюється через канали правого (лівого) від стояка відгалуження загальної розгалуженої ливникової системи, де розплав на шляху руху рідкого металу до цієї частини виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, в той час як ліва (права) по заливці частина виливка заповнюється тим же розплавом через канали лівого (правого) відгалуження загальної розгалуженої ливникової системи без будь-якої додаткової обробки. 2. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка. 3. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 1, який відрізняється тим, що розплав, який надходить в праву (ліву) частину виливка, проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, розміщеною в спеціальній проточній реакційній камері, розташованій між стояком і жи 2 (19) 1 3 54267 4 залитого розплаву, виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу і покрита спеціальною речовиною. 9. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка виконана із матеріалу, який під дією тепла залито го розплаву газифікується або вигорає, наприклад пінополістиролу. 10. Спосіб виготовлення виливків з диференційованими структурою і властивостями по п. 2, який відрізняється тим, що спеціальна перегородка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми. Корисна модель відноситься до галузі машинобудування, а саме до ливарного виробництв і може бути використана при виготовленні виливків з диференційованими структурою властивостями в різних їх частинах (в лівій і правій) з одного (базового) вихідного розплаву. Широко відомий і використовуваний на практиці спосіб отримання виробів методом литви передбачає заповнення ливарної форми рідким металом певного хімічного складу, подальше затвердіння і охолоджування залитого розплаву в порожнині ливарної форми і вибивку виливків що сформувалися, з форми [1]. Найближчим по технічній суті і результату, який досягається, аналогом до технічного рішення, що заявляється, прийнятим за прототип, є спосіб виготовлення виливків з модифікуванням рідкого металу присадками або лігатурами безпосередньо в ливарній формі (Inmold-process) [2]. Суть методу полягає в тому, що розрахункову кількість подрібненого модифікатора завантажують у спеціальну реакційну камеру ливникової системи ливарної форми на шляху руху рідкого металу. Під час заливання форми модифікатор, що знаходиться в реакційній камері розчиняється в потоці рідкого металу, переноситься в об'єм порожнини форми і засвоюється металом виливків. Не змінюючи істотно хімічний склад сплаву, таке модифікування впливає на процес кристалізації металу і призводить до зміни структури і властивостей металу у виливках в порівнянні з вихідним металом, який заливають у ливарну форму. Загальними суттєвими ознаками відомого способу і того, що заявляється, є заливання в ливарну форму базового розплаву через загальний стояк і канали ливникової системи, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми. Проте, даним способом одержати виливок з диференційованими структурою і властивостями в різних його частинах (в лівій і правій) не представляється можливим. В основу корисної моделі поставлена задача виготовлення з одного базового сплаву двобічних виливків з диференційованими структурою і властивостями в різних частинах виливка. Поставлена задача вирішується тим, що для виготовлення двобічних виливків з диференційованими структурою і властивостями в різних їх частинах (боковинах) використовується виплавлений в одному плавильному агрегаті, вихідний (базовий) розплав, що надходить в порожнину ливарної форми через загальний стояк і канали розгалуженої ливникової системи, коли права (ліва) по заливці частина виливка заповнюється че рез канали правого (лівого) від стояка відгалуження загальної розгалуженої ливникової системи, де розплав на шляху руху рідкого металу до цієї частини виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, в той час як ліва (права) по заливці частина виливка заповнюється тим ж розплавом через канали лівого (правого) відгалуження загальної розгалуженої ливникової системи без будь-якої додаткової обробки. При цьому, для отримання диференційованих структури і властивостей в різних частинах (боковинах) виливка розплав, який поступає в праву (ліву) частину виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою, або іншою присадкою, яка розміщується в спеціальній проточній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу до відповідної частини виливка, яка може виконуватись в вигляді порожнини при формовці по моделі. Крім цього, для внутрішньоформової обробки частини розплаву, ЯКА надходить в праву (ліву) частину порожнини форми, розрахункову кількість дрібнодисперсного порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої присадки можливо вводити за допомогою газифікованої моделі із замішаним порошком, або за допомогою спеціальної оболонки, виконаної у вигляді газифікованої (наприклад, пінополістиролової) моделі, що вставляють у ливарну форму при її збиранні, або за допомогою газифікованої моделі із замішаним порошком, яка вставляється в ливарну форму при формовці і вона водночас виконує роль проміжної реакційної камери, в якій в процесі заливання протікає переміщування розплаву з частками добавки. Для виключення змішування різних потоків розплаву, який поступає в різні частини (боковини) виливка в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка розплавляється (підправляється) теплом залитого розплаву і виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу без будь-якого покриття або покрита спеціальною речовиною, або спеціальна перегородка, виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу, або спеціальна перегородка, яка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми. 5 Пропонований спосіб може застосовуватися для виготовлення виливків з диференційованими структурою і властивостями з будь-яких сплавів із внутрішньоформовою обробкою розплаву будьякими порошкоподібними, зернистими, гранульованими, або брикетованими добавками, у тому числі для виробництва двобічних біметалевих виливків з використанням технології графітизувального, карбідостабілізувального і сфероїдизувального модифікування чавуну в ливарній формі. Розглянемо реалізацію способу на прикладі отримання двобічного чавунного виливка типу горизонтальної плити з -подібним перетином, одна (ліва) частина якого повинна мати структуру і властивості твердого зносостійкого білого чавуну, тоді як інша (права) частина виливка виконується з сірого чавуну з пластинчастим графітом. Приклад 1. Для отримання двобічного чавунного виливка 1 (фіг. 1) типу горизонтальної плити з -подібним перетином розмірами 230x200х25мм (фіг. 2), який повинен мати структуру і властивості твердого зносостійкого білого чавуну у лівій по заливці частині виливка і сірого чавуну з пластинчастим графітом в правій його частині, разову ливарну форму, виготовлену з піщано-глинистої формувальної суміші, заливали через канали загальної розгалуженої від стояка в дві сторони ливникової системи базовим (вихідним) доевтектичним чавуном, схильним до кристалізації з вибіленням відповідно до метастабільної діаграми стану залізо-цементит. Права ЗА положенням в формі частина виливка 1 (фіг. 1) заливалася через загальний стояк 2 і канали 3-7 правого відгалуження ливникової системи базовим (вихідним) чавуном, який з метою отримання структури і властивостей сірого чавуну з пластинчастим графітом проходив внутрішньоформову обробку зернистим графітизувальним модифікатором ФС75 в спеціальній проміжній реакційній камері 5, розташованій між проміжним горизонтальним з'єднувальним каналом 4 і шлаковловлювачем 6. Ліва частина виливка заповнювалась тим же розплавом через канали 8, 9 лівого відгалуження загальної ливникової системи без будь-якої обробки. Вихідний чавун доевтектичного складу (2,6...3,0% С; 0,6...0,8% Si; 0,3...0,4% Мn; до 0,020% S; до 0,040% Р; решта Fe), схильний до кристалізації з вибіленням, виплавляли в індукційній печі типу ІСТ-006. Заливання ливарної форми базовим розплавом при температурі металу 54267 6 1450... 1470 C проводили ручним розливним ковшем конічного типу. В якості графітизувальної добавки, яка розміщувалась в проміжній реакційній камері 5 правого відгалуження ливникової системи, використовувався дроблений феросиліцій ФС75 з розмірами часток 1,0...2,5мм в кількості 1,5% від маси рідкого чавуну, який проходить через реакційну камеру. Виливок затвердівав і охолоджувався в ливарній формі, після чого проводилась його вибивка з форми. Після очищення одержаного виливка від формувальної суміші, він розбивався на дві приблизно рівні частини перпендикулярно основи. Якість одержаного двобічного чавунного виливка оцінювали по характеру і кольору зламу, мікроструктурі і твердості по Бринеллю в різних точках перетину виливка. Як показують результати проведених експериментів з реалізації пропонованого способу отримання виливка з диференційованими властивостями, на зламі одержаного виливка чітко виявляються дві характерні зони: права зона виливка до -подібного перетину темно-сірого кольору, характерного для сірого чавуну з пластинчастим графітом (фіг. 2) і ліва частина виливка світлосірого кольору, характерного для білого чавуну. Мікроструктура в лівій частині виливка (фіг. 3 не травлений мікрошліф, фіг. 4 - травлений мікрошліф) практично не відрізняється від структури вихідного чавуну і складається з продуктів розпаду первинних кристалів аустеніту і ледебуритної евтектики з твердістю 380...410HB. Мікроструктура чавуну в правій частині виливка представляє собою структуру сірого чавуну перліто-феритного класу (Фіг. 5 - не травлений мікрошліф, фіг. 6 - травлений мікрошліф) з металічною матрицею, яка характеризується балом П70(Ф30), з включеннями пластинчастого графіту прямолінійної ПГф1 і гніздоподібної ПГф4 форми з довжиною пластин графіту ПГд180 кількістю включень ПГ10. Твердість чавуну в цій зоні складає 210.. .230HB. Джерела інформації 1. Литейное производство: Учебник для металлургических специальностей вузов. - 2-е изд. перераб. и доп. // Под общ. ред. А.М. Михайлова. M.: Машиностроение, 1987. - 256с. 2. McCaulay J.L. Production of nodulagraphite iron casting by the inmold-process. - Foundry trade journal, 1971, №4, p.327-332, 335. 7 Комп’ютерна верстка А. Крулевський 54267 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing castings with differentiated structure and properties
Автори англійськоюFesenko Maksym Anatoliiovych, Fesenko Anatolii Mykolaiovych, Kosiachkov Viacheslav Oleksandrovych
Назва патенту російськоюСпособ изготовления отливок с дифференцированными структурой и свойствами
Автори російськоюФесенко Максим Анатольевич, Фесенко Анатолий Николаевич, Косячков Вячеслав Александрович
МПК / Мітки
МПК: B22D 27/00
Мітки: властивостями, диференційованими, виливків, виготовлення, спосіб, структурою
Код посилання
<a href="https://ua.patents.su/4-54267-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими структурою і властивостями</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 33518
Опубліковано: 25.06.2008
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: властивостями, базового, диференційованими, структурою, одного, спосіб, розплаву, виготовлення, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, де...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 37319
Опубліковано: 25.11.2008
Автори: Косячков Вячеслав Олександрович, Ємельяненко Катерина Валеріївна, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: структурою, виготовлення, спосіб, виливків, диференційованими, властивостями
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями, що включає заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, коли одна частина виливка заливається вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, у той час, як інша частина виливка, яка залишилась не заповненою, заливається...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 41383
Опубліковано: 25.05.2009
Автори: Ємельяненко Катерина Валеріївна, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: виготовлення, спосіб, властивостями, структурою, диференційованими, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через першу ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: диференційованими, властивостями, розплаву, базового, структурою, виливків, спосіб, одного, виготовлення
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 42795
Опубліковано: 27.07.2009
Автори: Ємельяненко Катерина Валеріївна, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, виготовлення, диференційованими, властивостями, структурою, виливків
Формула / Реферат:
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві самостійні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка, який відрізняється тим, що базовий...
Попередній патент: Спосіб виготовлення виливків з диференційованими структурою і властивостями
Наступний патент: Спосіб автоматичного керування температурою в холодильній камері холодильної установки судна
Випадковий патент: Спосіб розосереджування заряду вибухової речовини в свердловині