Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 54266
Опубліковано: 10.11.2010
Автори: Фесенко Анатолій Миколайович, Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович

Формула / Реферат
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в заливанні в ливарну форму одного вихідного (базового) розплаву, коли розплав, що надходить в одну частину виливка (порожнини форми) на шляху руху до цієї частини виливка проходить внутрішньоформову обробку першим дрібнодисперсним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, в той час, як в іншу частину виливка (порожнини форми) надходить розплав, який на шляху руху до цієї іншої частини виливка проходить внутрішньоформову обробку іншим за функціональним призначенням в порівнянні з першим порошкоподібним, дрібнодисперсним зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, який відрізняється тим, що заливка ливарної форми проводиться через загальний стояк і канали однієї розгалуженої в різні сторони від стояка ливникової системи, і різні частини виливка заповнюються через канали різних гілок (відгалужень) ливникової системи, де на шляху руху до відповідної частини виливка і забезпечується різна внутрішньоформова обробка базового (вихідного) розплаву.
2. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка.
3. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що розплав, який надходить в різні частини виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, розміщеними в спеціальних проточних реакційних камерах.
4. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що розплав, який надходить в різні частини виливка проходить внутрішньоформову обробку дрібнодисперсними порошкоподібними, зернистими, гранульованими або брикетованими модифікаторами, лігатурами або іншими присадками за допомогою газифікованих моделей із замішаними порошками, які розміщуються в спеціальних реакційних камерах, розташованих в різних відгалуженнях ливникової системи між стояком і живильниками на шляху руху рідкого металу до відповідної частини виливка.
5. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що для внутрішньоформової обробки розплаву розрахункові кількості дрібнодисперсних порошкоподібних, зернистих, гранульованих або брикетованих модифікаторів, лігатур або інших присадок попередньо завантажують у спеціальні оболонки, виконані у вигляді газифікованих (наприклад, пінополістиролових) моделей, що вставляють у ливарну форму при її збиранні.
6. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що для внутрішньоформової обробки частини розплаву, яка надходить в різні частини порожнини форми, розрахункові кількості дрібнодисперсних порошкоподібних, зернистих, гранульованих або брикетованих модифікаторів, лігатур або інших присадок вводять за допомогою газифікованих моделей із замішаними порошками, які вставляються в ливарну форму при формовці і вони водночас виконують функції проміжних реакційних камер, в яких в процесі заливання протікає переміщування розплаву з частками добавок.
7. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка розплавляється або підплавляється теплом залитого розплаву і виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу.
8. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка, яка розплавляється або підплавляється теплом залитого розплаву, виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу і покрита спеціальною речовиною.
9. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу.
10. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми.
Текст
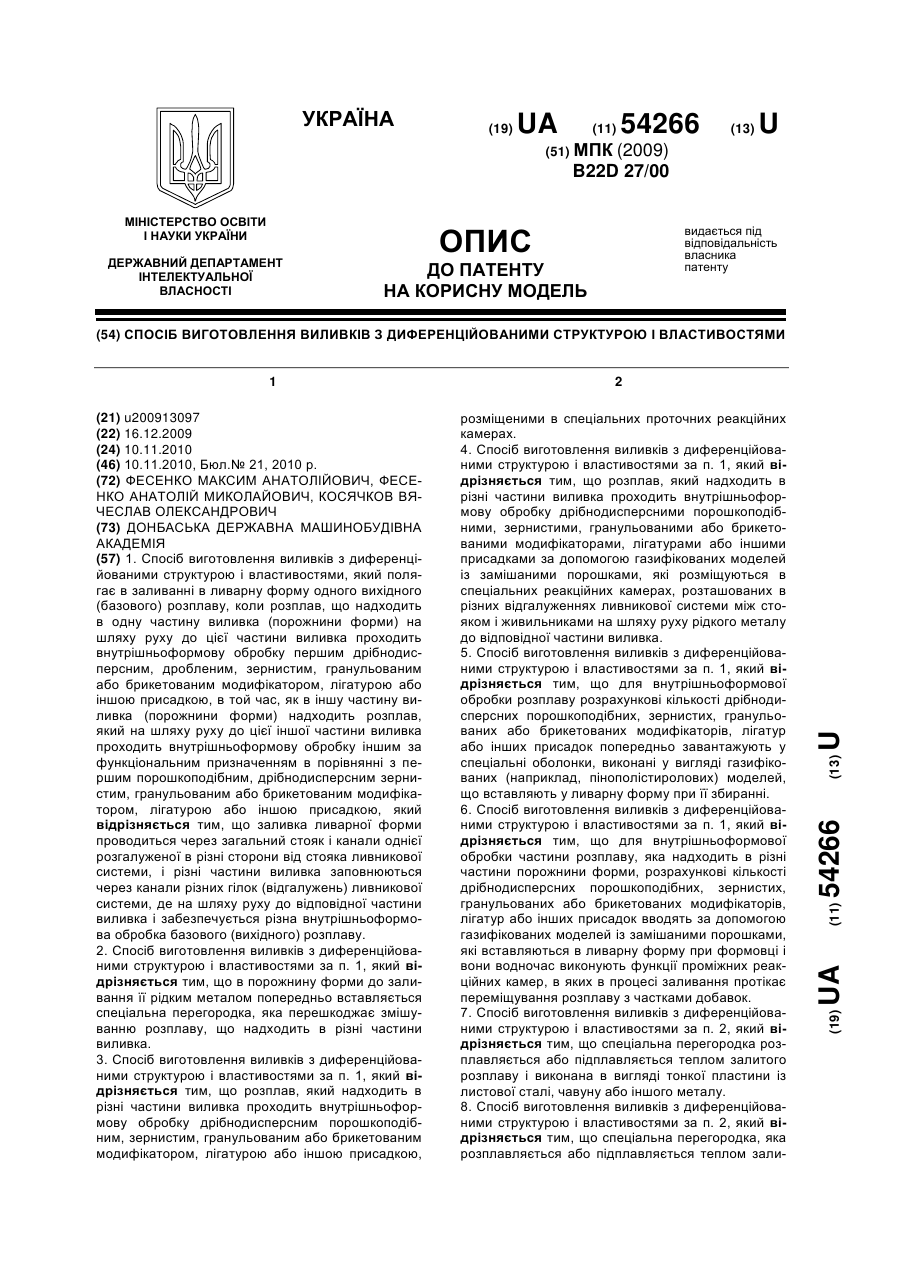
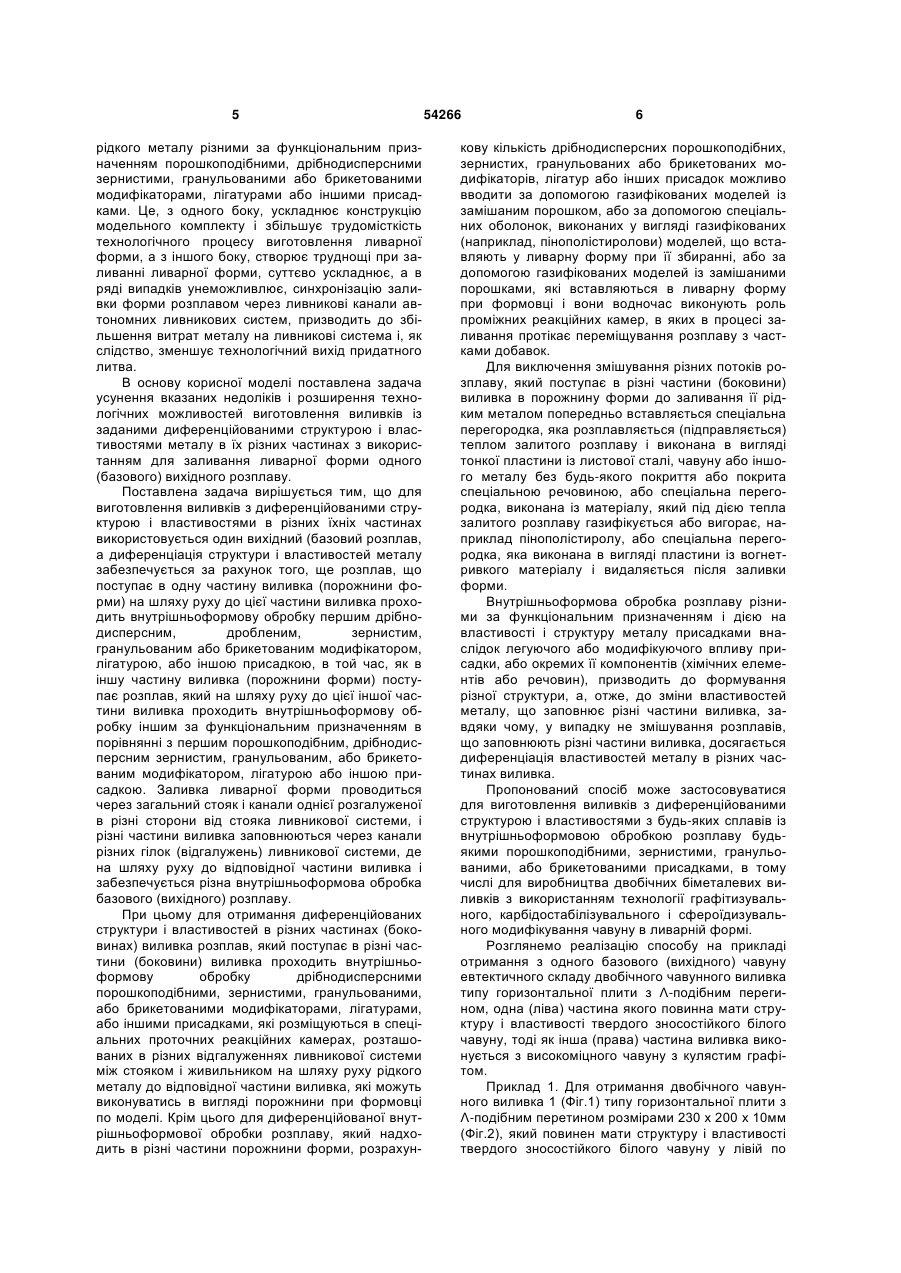
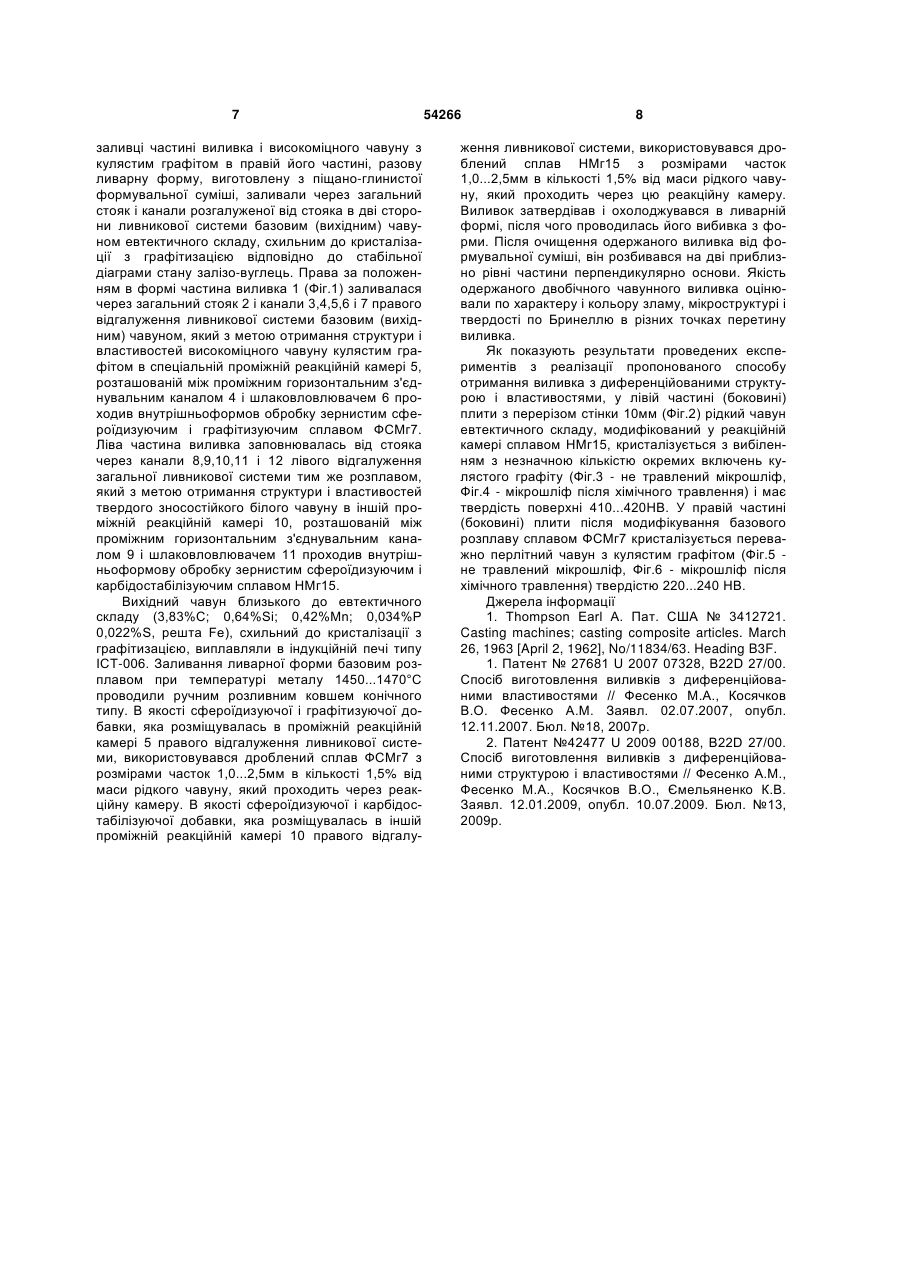
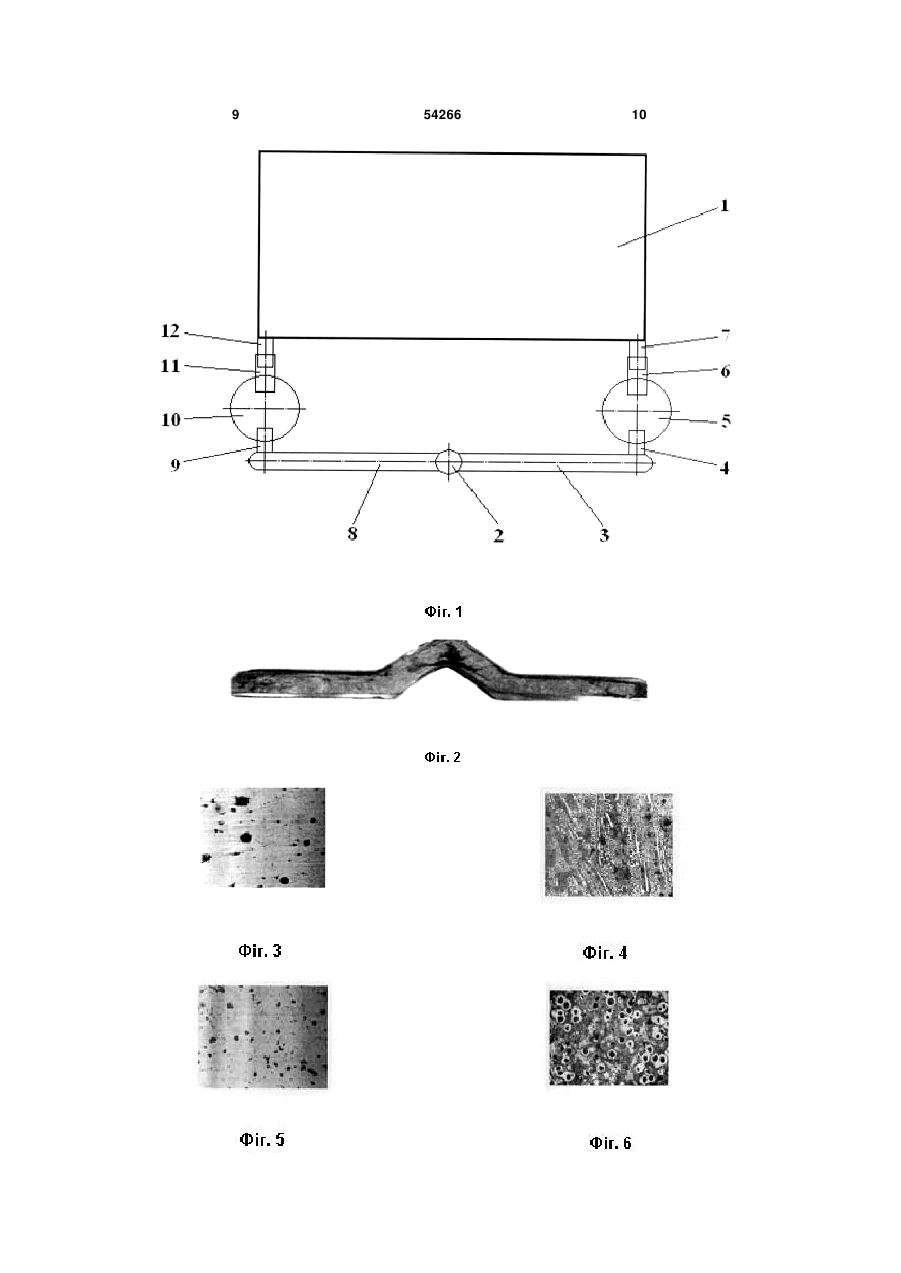
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в заливанні в ливарну форму одного вихідного (базового) розплаву, коли розплав, що надходить в одну частину виливка (порожнини форми) на шляху руху до цієї частини виливка проходить внутрішньоформову обробку першим дрібнодисперсним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, в той час, як в іншу частину виливка (порожнини форми) надходить розплав, який на шляху руху до цієї іншої частини виливка проходить внутрішньоформову обробку іншим за функціональним призначенням в порівнянні з першим порошкоподібним, дрібнодисперсним зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, який відрізняється тим, що заливка ливарної форми проводиться через загальний стояк і канали однієї розгалуженої в різні сторони від стояка ливникової системи, і різні частини виливка заповнюються через канали різних гілок (відгалужень) ливникової системи, де на шляху руху до відповідної частини виливка і забезпечується різна внутрішньоформова обробка базового (вихідного) розплаву. 2. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка. 3. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 1, який відрізняється тим, що розплав, який надходить в різні частини виливка проходить внутрішньоформову обробку дрібнодисперсним порошкоподібним, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою присадкою, 2 (19) 1 3 54266 4 того розплаву, виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу і покрита спеціальною речовиною. 9. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу. 10. Спосіб виготовлення виливків з диференційованими структурою і властивостями за п. 2, який відрізняється тим, що спеціальна перегородка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми. Корисна модель відноситься до галузі машинобудування, а саме до ливарного виробництва і може бути використана при виготовленні виливків з диференційованими структурою і властивостями в різних їх частинах з одного (базового) вихідного розплаву. Відомий спосіб виробництва двошарових виливків шляхом послідовного заливання ливарної форми двома різними за хімічним складом і властивостями сплавами, коли в ливарну форму спочатку заливається розрахункова кількість одного розплаву, залитий розплав витримується визначений час у формі для його охолодження й утворення твердої кірки визначеної товщини на поверхні (на дзеркалі) залитої порції, після чого здійснюється заливання другого розплавленого металу у форму в контакт зі згаданою твердою кіркою для її повторного підплавлення, що забезпечує взаємне змішування металів у межах перехідної зони. Виливок витримується у формі до повного його затвердіння й охолодження до заданої температури, після чого вибивається з форми [1]. Відомий спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, при якому одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як іншу частину виливка, яка залишилася не заповненою, заливають тим же розплавом через другу незалежну від першої (автономну) ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим, або брикетованим модифікатором, лігатурою або іншою добавкою [2]. Найбільш близьким за технічною сутністю і результатом, що досягається, аналогом до технічного рішення, що заявляється, прийнятим за прототип, є спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві незалежні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню, сплавів;, що поступають в різні частини порожнини ливарної форми, коли базовий рідкий метал, що заповнює одну частину виливка, надходить у ливарну форму через канали першої ливни кової системи, де на шляху руху рідкого металу до цієї частини виливка проходить внутрішньоформову обробку порошкоподібним, дрібнодисперсним зернистим, гранульованим, або брикетованим модифікатором, лігатурою, або іншою добавкою, у той час як інша частина порожнини форми заповнюється через канали другої самостійної (автономної), незалежної від першої ливникової системи, де розплав проходить внутрішньоформову обробку іншим за функціональним призначенням в порівнянні з першим порошкоподібним, дрібнодисперсним зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою, поміщеною в ливарній формі в каналах другої самостійної ливникової системи на шляху руху рідкого металу до іншої частини виливка [3]. Під час заливання форми різні за функціональним призначенням модифікатори або інші присадки, що знаходяться в реакційних камерах самостійних (автономних) ливникових систем, розчиняються в потоці рідкого металу, переносяться в об'єм відповідної частини порожнини форми і засвоюються металом відповідних частин виливка. Таке модифікування впливає на процес кристалізації і призводить до зміни структури і властивостей металу в окремих частинах виливка в порівнянні з вихідним металом, який заливають у ливарну форму. Загальними суттєвими ознаками відомого способу і того, що заявляється, є заливка в ливарну форму одного вихідного (базового) розплаву, при цьому диференціація структури і властивостей в різних частинах виливка забезпечується за рахунок того, що розплав, який поступає в одну частину виливка (порожнини форми) на шляху руху до цієї частини виливка проходить внутрішньоформову обробку першим дрібнодисперсним, дробленим, зернистим, гранульованим, або брикетованим модифікатором, лігатуро, або іншою присадкою, в той час, як в іншу частину виливка (порожнини форми) поступає розплав, який на шляху руху до цієї іншої частини виливка проходить внутрішньоформову обробку іншим за функціональним призначенням в порівнянні з першим порошкоподібним, дрібнодисперсним зернистим, гранульованим, або брикетованим модифікатором, лігатурою або іншою присадкою. Недоліком відомого способу виготовлення виливків з диференційованими структурою і властивостями є необхідність використання для заливання ливарної форми двох незалежних ливникових систем, в кожній із яких проводиться внутрішньоформова обробка вихідного (базового) 5 рідкого металу різними за функціональним призначенням порошкоподібними, дрібнодисперсними зернистими, гранульованими або брикетованими модифікаторами, лігатурами або іншими присадками. Це, з одного боку, ускладнює конструкцію модельного комплекту і збільшує трудомісткість технологічного процесу виготовлення ливарної форми, а з іншого боку, створює труднощі при заливанні ливарної форми, суттєво ускладнює, а в ряді випадків унеможливлює, синхронізацію заливки форми розплавом через ливникові канали автономних ливникових систем, призводить до збільшення витрат металу на ливникові система і, як слідство, зменшує технологічний вихід придатного литва. В основу корисної моделі поставлена задача усунення вказаних недоліків і розширення технологічних можливостей виготовлення виливків із заданими диференційованими структурою і властивостями металу в їх різних частинах з використанням для заливання ливарної форми одного (базового) вихідного розплаву. Поставлена задача вирішується тим, що для виготовлення виливків з диференційованими структурою і властивостями в різних їхніх частинах використовується один вихідний (базовий розплав, а диференціація структури і властивостей металу забезпечується за рахунок того, ще розплав, що поступає в одну частину виливка (порожнини форми) на шляху руху до цієї частини виливка проходить внутрішньоформову обробку першим дрібнодисперсним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою, або іншою присадкою, в той час, як в іншу частину виливка (порожнини форми) поступає розплав, який на шляху руху до цієї іншої частини виливка проходить внутрішньоформову обробку іншим за функціональним призначенням в порівнянні з першим порошкоподібним, дрібнодисперсним зернистим, гранульованим, або брикетованим модифікатором, лігатурою або іншою присадкою. Заливка ливарної форми проводиться через загальний стояк і канали однієї розгалуженої в різні сторони від стояка ливникової системи, і різні частини виливка заповнюються через канали різних гілок (відгалужень) ливникової системи, де на шляху руху до відповідної частини виливка і забезпечується різна внутрішньоформова обробка базового (вихідного) розплаву. При цьому для отримання диференційованих структури і властивостей в різних частинах (боковинах) виливка розплав, який поступає в різні частини (боковини) виливка проходить внутрішньоформову обробку дрібнодисперсними порошкоподібними, зернистими, гранульованими, або брикетованими модифікаторами, лігатурами, або іншими присадками, які розміщуються в спеціальних проточних реакційних камерах, розташованих в різних відгалуженнях ливникової системи між стояком і живильником на шляху руху рідкого металу до відповідної частини виливка, які можуть виконуватись в вигляді порожнини при формовці по моделі. Крім цього для диференційованої внутрішньоформової обробки розплаву, який надходить в різні частини порожнини форми, розрахун 54266 6 кову кількість дрібнодисперсних порошкоподібних, зернистих, гранульованих або брикетованих модифікаторів, лігатур або інших присадок можливо вводити за допомогою газифікованих моделей із замішаним порошком, або за допомогою спеціальних оболонок, виконаних у вигляді газифікованих (наприклад, пінополістиролови) моделей, що вставляють у ливарну форму при її збиранні, або за допомогою газифікованих моделей із замішаними порошками, які вставляються в ливарну форму при формовці і вони водночас виконують роль проміжних реакційних камер, в яких в процесі заливання протікає переміщування розплаву з частками добавок. Для виключення змішування різних потоків розплаву, який поступає в різні частини (боковини) виливка в порожнину форми до заливання її рідким металом попередньо вставляється спеціальна перегородка, яка розплавляється (підправляється) теплом залитого розплаву і виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого металу без будь-якого покриття або покрита спеціальною речовиною, або спеціальна перегородка, виконана із матеріалу, який під дією тепла залитого розплаву газифікується або вигорає, наприклад пінополістиролу, або спеціальна перегородка, яка виконана в вигляді пластини із вогнетривкого матеріалу і видаляється після заливки форми. Внутрішньоформова обробка розплаву різними за функціональним призначенням і дією на властивості і структуру металу присадками внаслідок легуючого або модифікуючого впливу присадки, або окремих її компонентів (хімічних елементів або речовин), призводить до формування різної структури, а, отже, до зміни властивостей металу, що заповнює різні частини виливка, завдяки чому, у випадку не змішування розплавів, що заповнюють різні частини виливка, досягається диференціація властивостей металу в різних частинах виливка. Пропонований спосіб може застосовуватися для виготовлення виливків з диференційованими структурою і властивостями з будь-яких сплавів із внутрішньоформовою обробкою розплаву будьякими порошкоподібними, зернистими, гранульованими, або брикетованими присадками, в тому числі для виробництва двобічних біметалевих виливків з використанням технології графітизувального, карбідостабілізувального і сфероїдизувального модифікування чавуну в ливарній формі. Розглянемо реалізацію способу на прикладі отримання з одного базового (вихідного) чавуну евтектичного складу двобічного чавунного виливка типу горизонтальної плити з Λ-подібним перегином, одна (ліва) частина якого повинна мати структуру і властивості твердого зносостійкого білого чавуну, тоді як інша (права) частина виливка виконується з високоміцного чавуну з кулястим графітом. Приклад 1. Для отримання двобічного чавунного виливка 1 (Фіг.1) типу горизонтальної плити з Λ-подібним перетином розмірами 230 х 200 х 10мм (Фіг.2), який повинен мати структуру і властивості твердого зносостійкого білого чавуну у лівій по 7 заливці частині виливка і високоміцного чавуну з кулястим графітом в правій його частині, разову ливарну форму, виготовлену з піщано-глинистої формувальної суміші, заливали через загальний стояк і канали розгалуженої від стояка в дві сторони ливникової системи базовим (вихідним) чавуном евтектичного складу, схильним до кристалізації з графітизацією відповідно до стабільної діаграми стану залізо-вуглець. Права за положенням в формі частина виливка 1 (Фіг.1) заливалася через загальний стояк 2 і канали 3,4,5,6 і 7 правого відгалуження ливникової системи базовим (вихідним) чавуном, який з метою отримання структури і властивостей високоміцного чавуну кулястим графітом в спеціальній проміжній реакційній камері 5, розташованій між проміжним горизонтальним з'єднувальним каналом 4 і шлаковловлювачем 6 проходив внутрішньоформов обробку зернистим сфероїдизуючим і графітизуючим сплавом ФСМг7. Ліва частина виливка заповнювалась від стояка через канали 8,9,10,11 і 12 лівого відгалуження загальної ливникової системи тим же розплавом, який з метою отримання структури і властивостей твердого зносостійкого білого чавуну в іншій проміжній реакційній камері 10, розташованій між проміжним горизонтальним з'єднувальним каналом 9 і шлаковловлювачем 11 проходив внутрішньоформову обробку зернистим сфероїдизуючим і карбідостабілізуючим сплавом НМг15. Вихідний чавун близького до евтектичного складу (3,83%С; 0,64%Si; 0,42%Мn; 0,034%Р 0,022%S, решта Fe), схильний до кристалізації з графітизацією, виплавляли в індукційній печі типу ІСТ-006. Заливання ливарної форми базовим розплавом при температурі металу 1450...1470°С проводили ручним розливним ковшем конічного типу. В якості сфероїдизуючої і графітизуючої добавки, яка розміщувалась в проміжній реакційній камері 5 правого відгалуження ливникової системи, використовувався дроблений сплав ФСМг7 з розмірами часток 1,0...2,5мм в кількості 1,5% від маси рідкого чавуну, який проходить через реакційну камеру. В якості сфероїдизуючої і карбідостабілізуючої добавки, яка розміщувалась в іншій проміжній реакційній камері 10 правого відгалу 54266 8 ження ливникової системи, використовувався дроблений сплав НМг15 з розмірами часток 1,0...2,5мм в кількості 1,5% від маси рідкого чавуну, який проходить через цю реакційну камеру. Виливок затвердівав і охолоджувався в ливарній формі, після чого проводилась його вибивка з форми. Після очищення одержаного виливка від формувальної суміші, він розбивався на дві приблизно рівні частини перпендикулярно основи. Якість одержаного двобічного чавунного виливка оцінювали по характеру і кольору зламу, мікроструктурі і твердості по Бринеллю в різних точках перетину виливка. Як показують результати проведених експериментів з реалізації пропонованого способу отримання виливка з диференційованими структурою і властивостями, у лівій частині (боковині) плити з перерізом стінки 10мм (Фіг.2) рідкий чавун евтектичного складу, модифікований у реакційній камері сплавом НМг15, кристалізується з вибіленням з незначною кількістю окремих включень кулястого графіту (Фіг.3 - не травлений мікрошліф, Фіг.4 - мікрошліф після хімічного травлення) і має твердість поверхні 410...420НВ. У правій частині (боковині) плити після модифікування базового розплаву сплавом ФСМг7 кристалізується переважно перлітний чавун з кулястим графітом (Фіг.5 не травлений мікрошліф, Фіг.6 - мікрошліф після хімічного травлення) твердістю 220...240 НВ. Джерела інформації 1. Thompson Earl А. Пат. США № 3412721. Casting machines; casting composite articles. March 26, 1963 [April 2, 1962], No/11834/63. Heading B3F. 1. Патент № 27681 U 2007 07328, B22D 27/00. Спосіб виготовлення виливків з диференційованими властивостями // Фесенко М.А., Косячков В.О. Фесенко A.M. Заявл. 02.07.2007, опубл. 12.11.2007. Бюл. №18, 2007р. 2. Патент №42477 U 2009 00188, B22D 27/00. Спосіб виготовлення виливків з диференційованими структурою і властивостями // Фесенко А.М., Фесенко М.А., Косячков В.О., Ємельяненко К.В. Заявл. 12.01.2009, опубл. 10.07.2009. Бюл. №13, 2009р. 9 54266 10 11 Комп’ютерна верстка Л. Купенко 54266 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing castings with differentiated structure and properties
Автори англійськоюFesenko Maksym Anatoliiovych, Fesenko Anatolii Mykolaiovych, Kosiachkov Viacheslav Oleksandrovych
Назва патенту російськоюСпособ изготовления отливок с дифференцированными структурой и свойствами
Автори російськоюФесенко Максим Анатольевич, Фесенко Анатолий Николаевич, Косячков Вячеслав Александрович
МПК / Мітки
МПК: B22D 27/00
Мітки: структурою, спосіб, властивостями, виливків, виготовлення, диференційованими
Код посилання
<a href="https://ua.patents.su/6-54266-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими структурою і властивостями</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 37319
Опубліковано: 25.11.2008
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Ємельяненко Катерина Валеріївна, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: диференційованими, виготовлення, виливків, спосіб, структурою, властивостями
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями, що включає заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, коли одна частина виливка заливається вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, у той час, як інша частина виливка, яка залишилась не заповненою, заливається...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 33518
Опубліковано: 25.06.2008
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: диференційованими, структурою, базового, одного, властивостями, виготовлення, спосіб, виливків, розплаву
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи, де...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 41383
Опубліковано: 25.05.2009
Автори: Косячков Вячеслав Олександрович, Фесенко Максим Анатолійович, Ємельяненко Катерина Валеріївна, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: властивостями, виготовлення, виливків, спосіб, диференційованими, структурою
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через першу ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: виготовлення, структурою, розплаву, диференційованими, спосіб, одного, властивостями, базового, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 42795
Опубліковано: 27.07.2009
Автори: Ємельяненко Катерина Валеріївна, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: властивостями, спосіб, диференційованими, виливків, структурою, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві самостійні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка, який відрізняється тим, що базовий...
Попередній патент: Газогенераторний нагрівальний пристрій
Наступний патент: Спосіб виготовлення виливків з диференційованими структурою і властивостями
Випадковий патент: Спосіб визначення рівня накладання товстокишкового анастомозу на відновному етапі після операції гартмана