Спосіб виробництва виробів з армованих бетонних сумішей
Формула / Реферат
1. Спосіб виробництва виробів з армованих бетонних сумішей, що включає підготовку форми, установку арматури, заповнення бетоном, віброобробку і термообробку виробу, який відрізняється тим, що знімні борти форми кріплять на мобільній підставі, на робочій поверхні якої заздалегідь укладають шар теплоізоляції із зовнішньою тепловідбивною поверхнею, на якій закріплюють інфрачервоні плівкові обігрівачі (ІПО), зверху яких розташовують металеві листи з рифленням верхньої поверхні, а як арматуру використовують базальтопластикові стрижні (БПС), які розташовують вздовж і поперек форми з утворенням сітки, при цьому подовжні БПС кріплять в отворах протилежних бортів форми з натягом, а поперечні БПС розташовують вільно, потім проводять заповнення форми бетонною сумішшю, далі виконують вібро- і термообробку виробу, причому термообробку проводять за допомогою ІПО шляхом прогрівання бетонної суміші знизу форми, а після закінчення циклу термообробки виконують розопалубку форми.
2. Спосіб за п. 1, який відрізняється тим, що подовжні і поперечні БПС розташовують щонайменше на одному рівні.
3. Спосіб за п. 1, який відрізняється тим, що поперечні БПС розташовують між подовжніми БПС з переплетенням.
4. Спосіб за п. 1, який відрізняється тим, що вузли перетину поперечних і подовжніх БПС фіксують, наприклад, за допомогою дротяного скручування.
5. Спосіб за п. 1, який відрізняється тим, що знімні борти форми кріплять до мобільної підстави за допомогою болтових з'єднань.
6. Спосіб за п. 1, який відрізняється тим, що натяг подовжніх БПС виконують за допомогою гайок, що переміщаються по різьбових шпильках, укріплених на кінцях подовжніх БПС.
7. Спосіб за п. 1, який відрізняється тим, що термообробку виробу виконують протягом 17-19 годин при температурі 57-62 °С.
8. Спосіб за п. 1, який відрізняється тим, що розопалубку форми виконують шляхом зняття гайок з шпильок подовжніх БПС і зняття болтових з'єднань кріплення знімних бортів форми до мобільної підстави.
Текст
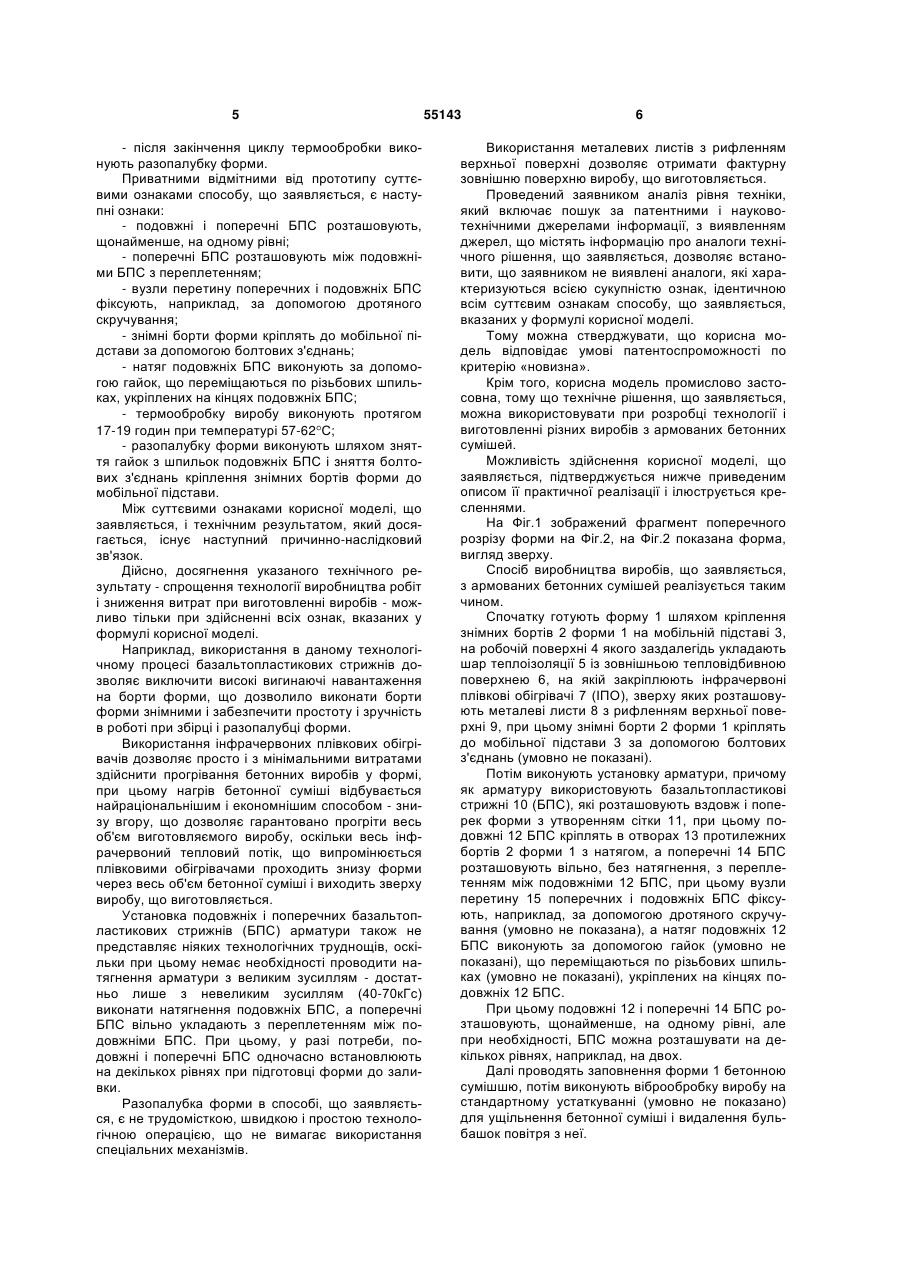
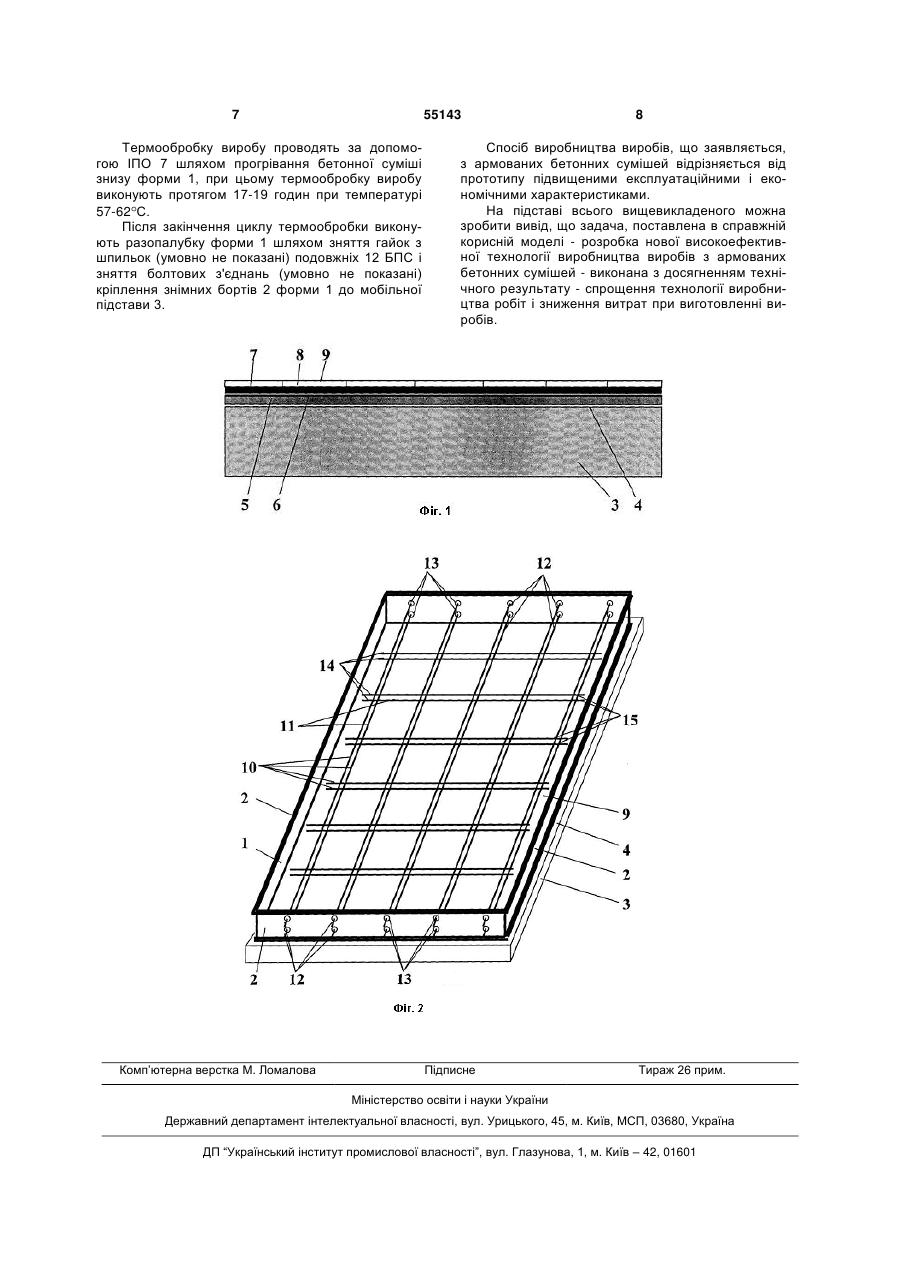
1. Спосіб виробництва виробів з армованих бетонних сумішей, що включає підготовку форми, установку арматури, заповнення бетоном, віброобробку і термообробку виробу, який відрізняється тим, що знімні борти форми кріплять на мобільній підставі, на робочій поверхні якої заздалегідь укладають шар теплоізоляції із зовнішньою тепловідбивною поверхнею, на якій закріплюють інфрачервоні плівкові обігрівачі (ІПО), зверху яких розташовують металеві листи з рифленням верхньої поверхні, а як арматуру використовують базальтопластикові стрижні (БПС), які розташовують вздовж і поперек форми з утворенням сітки, при цьому подовжні БПС кріплять в отворах протилежних бортів форми з натягом, а поперечні БПС розташовують вільно, потім проводять заповнення форми бетонною сумішшю, далі виконують вібро- і термообробку виробу, причому термообробку проводять за допомогою ІПО шляхом прогрівання бетонної суміші знизу форми, а після закінчення U 2 (19) 1 3 Недоліком відомого способу є складність його реалізації із-за необхідності здійснювати натягнення арматури за допомогою пристроїв, що створюють зусилля в декілька тонн, що приводить до необхідності посилення конструкції опалубки або форми, при цьому для реалізації даного способу необхідні додаткові операції по видаленню сердечника і бетонуванню незаповнених порожнин. Крім того, в способі не описані обов'язкові технологічні операції і пристрою для термообробки виробів, що отримуються за відомим способом. Відомий «Спосіб попередньої напруги арматури залізобетонних виробів» (Авт. св. СРСР №1650890, МПК-5 E04G 21/12, БВ-19-91), що включає укладання арматурних стрижнів впритул і механічне натягнення арматури форми, при цьому після укладання арматурних стрижнів впритул форми заздалегідь проводять індивідуальне переміщення одне з упорів кожного стрижня до вибірки технологічних зазорів, потім проводять групове натягнення всіх стрижнів одночасно за протилежні упори для забезпечення заданої попередньої напруги всіх стрижнів. Недоліком відомого способу є складність його реалізації із-за необхідності здійснювати натягнення арматури за допомогою пристроїв, що створюють зусилля в декілька тонн, що приводить до необхідності посилення конструкції опалубки або форми, при цьому для реалізації даного способу необхідні додаткові операції по вибірці технологічних зазорів на всіх стрижнях індивідуально. Крім того, в аналогу не описані обов'язкові технологічні операції і пристрою для термообробки виробів, що отримуються за відомим способом. Найбільш близьким по технічній суті і технічному результату, що досягається, і вибраним як прототип є «Спосіб виготовлення зовнішніх стінних панелей» (Авт. св. СРСР №1634542, МПК-5 В32В 13/02, БВІ-10-91p.), що включає установку арматури у форму, укладання бетонної суміші нижнього шару, укладання легкобетонной суміші середнього шару, установку арматури і укладання бетонної суміші верхнього шару, нанесення водоізолюючого шару цементно-піщаного розчину на верхній і торцевих поверхнях середнього шару, і термообробку, причому цементно-піщаний розчин наносять подачею його через сопло при переміщенні уздовж бортів форми по контуру панелі перед укладанням верхнього шару, при цьому після кожного етапу укладання шару бетону проводять його вібрацію. Недоліками прототипу є складна багатоопераційна технологія виготовлення виробів, установка металевої напруженої арматури в два етапи, не ефективна і витратна термообробка виробів в пропарювальних камерах, використання декількох типів бетонних сумішей, що значно ускладнює комплектацію і зберігання сировини. Заданою дійсної корисної моделі є розробка нової високоефективної технології виробництва виробів з армованих бетонних сумішей з досягненням технічного результату - спрощення технології виробництва робіт і зниження витрат при виготовленні виробів. Поставлена задача виконується тим, що в «Способі виробництва виробів з армованих бетон 55143 4 них сумішей», що включає підготовку форми, установку арматури, заповнення бетоном, віброобробку і термообробку виробу, знімні борти форми кріплять на мобільній підставі, на робочу поверхню якого заздалегідь укладають шар теплоізоляції із зовнішньою тепловідбивною поверхнею, на якій закріплюють інфрачервоні плівкові обігрівачі (ІПО), зверху яких розташовують металеві листи з рифленням верхньої поверхні, а як арматура використовують базальто-пластикові стрижні (БПС), які розташовують вздовж і поперек форми з утворенням сітки, при цьому подовжні БПС кріплять в отворах протилежних бортів форми з натягом, а поперечні БПС розташовують вільно, потім проводять заповнення форми бетонною сумішшю, далі виконують вібро- і термообробку виробу, причому термообробку проводять за допомогою ІПО шляхом прогрівання бетонної суміші знизу форми, а після закінчення циклу термообробки виконують разопалубку форми, крім того, подовжні і поперечні БПС розташовують, щонайменше, на одному рівні, поперечні БПС розташовують між: подовжніми БПС з переплетенням, вузли перетину поперечних і подовжніх БПС фіксують, наприклад, за допомогою дротяного скручування, знімні борти форми кріплять до мобільної підстави за допомогою болтових з'єднань, натяг подовжніх БПС виконують за допомогою гайок, що переміщаються по різьбових шпильках, укріплених на кінцях подовжніх БПС, термообробку виробу виконують протягом 17-19 годин при температурі 57-62 С, разопалубку форми виконують шляхом зняття гайок з шпильок подовжніх БПС і зняття болтових з'єднань кріплення знімних бортів форми до мобільної підстави. Суттєвими ознаками способу, що заявляється, співпадаючими з прототипом, є наступні ознаки: - підготовка форми; - установка арматури; - заповнення форми бетоном; - віброобробка виробу; - термообробка виробу. Відмітними від прототипу суттєвими ознаками способу, що заявляється, є наступні ознаки: - знімні борти форми кріплять на мобільній підставі; - на робочу поверхню мобільної підстави заздалегідь укладають теплоізоляції із зовнішньою тепловідбивною поверхнею; - на шарі теплоізоляції закріплюють інфрачервоні плівкові обігрівачі (ІПО); - зверху ІПО розташовують металеві листи з рифленням верхньої поверхні; - як арматура використовують базальтопластикові стрижні (БПС); - БПС розташовують вздовж і поперек форми з утворенням сітки; - подовжні БПС кріплять в отворах протилежних бортів форми з натягом; - поперечні БПС розташовують вільно; - проводять заповнення форми бетонною сумішшю; - виконують вибро- і термообробку виробу; - термообробку проводять за допомогою ІПО шляхом прогрівання бетонної суміші знизу форми; 5 - після закінчення циклу термообробки виконують разопалубку форми. Приватними відмітними від прототипу суттєвими ознаками способу, що заявляється, є наступні ознаки: - подовжні і поперечні БПС розташовують, щонайменше, на одному рівні; - поперечні БПС розташовують між подовжніми БПС з переплетенням; - вузли перетину поперечних і подовжніх БПС фіксують, наприклад, за допомогою дротяного скручування; - знімні борти форми кріплять до мобільної підстави за допомогою болтових з'єднань; - натяг подовжніх БПС виконують за допомогою гайок, що переміщаються по різьбових шпильках, укріплених на кінцях подовжніх БПС; - термообробку виробу виконують протягом 17-19 годин при температурі 57-62 С; - разопалубку форми виконують шляхом зняття гайок з шпильок подовжніх БПС і зняття болтових з'єднань кріплення знімних бортів форми до мобільної підстави. Між суттєвими ознаками корисної моделі, що заявляється, і технічним результатом, який досягається, існує наступний причинно-наслідковий зв'язок. Дійсно, досягнення указаного технічного результату - спрощення технології виробництва робіт і зниження витрат при виготовленні виробів - можливо тільки при здійсненні всіх ознак, вказаних у формулі корисної моделі. Наприклад, використання в даному технологічному процесі базальтопластикових стрижнів дозволяє виключити високі вигинаючі навантаження на борти форми, що дозволило виконати борти форми знімними і забезпечити простоту і зручність в роботі при збірці і разопалубці форми. Використання інфрачервоних плівкових обігрівачів дозволяє просто і з мінімальними витратами здійснити прогрівання бетонних виробів у формі, при цьому нагрів бетонної суміші відбувається найраціональнішим і економнішим способом - знизу вгору, що дозволяє гарантовано прогріти весь об'єм виготовляємого виробу, оскільки весь інфрачервоний тепловий потік, що випромінюється плівковими обігрівачами проходить знизу форми через весь об'єм бетонної суміші і виходить зверху виробу, що виготовляється. Установка подовжніх і поперечних базальтопластикових стрижнів (БПС) арматури також не представляє ніяких технологічних труднощів, оскільки при цьому немає необхідності проводити натягнення арматури з великим зусиллям - достатньо лише з невеликим зусиллям (40-70кГс) виконати натягнення подовжніх БПС, а поперечні БПС вільно укладають з переплетенням між подовжніми БПС. При цьому, у разі потреби, подовжні і поперечні БПС одночасно встановлюють на декількох рівнях при підготовці форми до заливки. Разопалубка форми в способі, що заявляється, є не трудомісткою, швидкою і простою технологічною операцією, що не вимагає використання спеціальних механізмів. 55143 6 Використання металевих листів з рифленням верхньої поверхні дозволяє отримати фактурну зовнішню поверхню виробу, що виготовляється. Проведений заявником аналіз рівня техніки, який включає пошук за патентними і науковотехнічними джерелами інформації, з виявленням джерел, що містять інформацію про аналоги технічного рішення, що заявляється, дозволяє встановити, що заявником не виявлені аналоги, які характеризуються всією сукупністю ознак, ідентичною всім суттєвим ознакам способу, що заявляється, вказаних у формулі корисної моделі. Тому можна стверджувати, що корисна модель відповідає умові патентоспроможності по критерію «новизна». Крім того, корисна модель промислово застосовна, тому що технічне рішення, що заявляється, можна використовувати при розробці технології і виготовленні різних виробів з армованих бетонних сумішей. Можливість здійснення корисної моделі, що заявляється, підтверджується нижче приведеним описом її практичної реалізації і ілюструється кресленнями. На Фіг.1 зображений фрагмент поперечного розрізу форми на Фіг.2, на Фіг.2 показана форма, вигляд зверху. Спосіб виробництва виробів, що заявляється, з армованих бетонних сумішей реалізується таким чином. Спочатку готують форму 1 шляхом кріплення знімних бортів 2 форми 1 на мобільній підставі 3, на робочій поверхні 4 якого заздалегідь укладають шар теплоізоляції 5 із зовнішньою тепловідбивною поверхнею 6, на якій закріплюють інфрачервоні плівкові обігрівачі 7 (ІПО), зверху яких розташовують металеві листи 8 з рифленням верхньої поверхні 9, при цьому знімні борти 2 форми 1 кріплять до мобільної підстави 3 за допомогою болтових з'єднань (умовно не показані). Потім виконують установку арматури, причому як арматуру використовують базальтопластикові стрижні 10 (БПС), які розташовують вздовж і поперек форми з утворенням сітки 11, при цьому подовжні 12 БПС кріплять в отворах 13 протилежних бортів 2 форми 1 з натягом, а поперечні 14 БПС розташовують вільно, без натягнення, з переплетенням між подовжніми 12 БПС, при цьому вузли перетину 15 поперечних і подовжніх БПС фіксують, наприклад, за допомогою дротяного скручування (умовно не показана), а натяг подовжніх 12 БПС виконують за допомогою гайок (умовно не показані), що переміщаються по різьбових шпильках (умовно не показані), укріплених на кінцях подовжніх 12 БПС. При цьому подовжні 12 і поперечні 14 БПС розташовують, щонайменше, на одному рівні, але при необхідності, БПС можна розташувати на декількох рівнях, наприклад, на двох. Далі проводять заповнення форми 1 бетонною сумішшю, потім виконують віброобробку виробу на стандартному устаткуванні (умовно не показано) для ущільнення бетонної суміші і видалення бульбашок повітря з неї. 7 55143 Термообробку виробу проводять за допомогою ІПО 7 шляхом прогрівання бетонної суміші знизу форми 1, при цьому термообробку виробу виконують протягом 17-19 годин при температурі 57-62 С. Після закінчення циклу термообробки виконують разопалубку форми 1 шляхом зняття гайок з шпильок (умовно не показані) подовжніх 12 БПС і зняття болтових з'єднань (умовно не показані) кріплення знімних бортів 2 форми 1 до мобільної підстави 3. Комп’ютерна верстка М. Ломалова 8 Спосіб виробництва виробів, що заявляється, з армованих бетонних сумішей відрізняється від прототипу підвищеними експлуатаційними і економічними характеристиками. На підставі всього вищевикладеного можна зробити вивід, що задача, поставлена в справжній корисній моделі - розробка нової високоефективної технології виробництва виробів з армованих бетонних сумішей - виконана з досягненням технічного результату - спрощення технології виробництва робіт і зниження витрат при виготовленні виробів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of articles made of reinforced concrete mixes
Автори англійськоюShevchuk Serhii Volodymyrovych
Назва патенту російськоюСпособ производства изделий из армированных бетонных смесей
Автори російськоюШевчук Сергей Владимирович
МПК / Мітки
Мітки: спосіб, сумішей, армованих, виробів, виробництва, бетонних
Код посилання
<a href="https://ua.patents.su/4-55143-sposib-virobnictva-virobiv-z-armovanikh-betonnikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва виробів з армованих бетонних сумішей</a>
Пристрій для виготовлення трубчастих виробів із бетонних сумішей
Номер патенту: 29090
Опубліковано: 10.01.2008
Автори: Міщук Євген Олександрович, Назаренко Іван Іванович, Корнійчук Борис Валерійович, Баранов Юрій Олексійович
МПК: B28B 7/22
Мітки: виготовлення, пристрій, виробів, сумішей, бетонних, трубчастих
Формула / Реферат:
Пристрій для виготовлення трубчастих виробів із бетонних сумішей для виготовлення об'ємних елементів, що містить основу, зовнішні опалубні борти, один з яких виконаний з двох поворотних напівбортів, приводи і механізми замикання і фіксації бортів, який відрізняється тим, що, з метою підвищення якості виробів, він оснащений віброблоком всередині пристрою, для підвищення функціональності виробу на торцях форми виконані пази.
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 33971
Опубліковано: 15.02.2001
Автори: Гарнець Володимир Миколайович, Зайченко Стефан Володимирович
МПК: B28B 13/00
Мітки: сумішей, формування, пристрій, бетонних, виробів
Текст:
...14. До збігання рукава розподіляючого бункеру 7 з початком форми, стінка форми 12 збирається повністю, після чого починається другий етап формування, який супроводжується поданням бетонної суміші з бункеру 3 крізь розподіляючий бункер 5 у форму 11, після чого вмикається гідроциліндр 15 приводу горизонтально рухомої рами 5, на якій розташовано укочуючий ролик 9. Горизонтально-рухома рама 5 разом з укочуючим роликом 9 здійснює...
Пристрій для виготовлення трубчастих виробів із бетонних сумішей
Номер патенту: 29089
Опубліковано: 10.01.2008
Автори: Баранов Юрій Олексійович, Міщук Євген Олександрович, Корнійчук Борис Валерійович, Назаренко Іван Іванович
МПК: B28B 7/22
Мітки: виробів, сумішей, пристрій, бетонних, виготовлення, трубчастих
Формула / Реферат:
Пристрій для виготовлення трубчастих виробів із бетонних сумішей для виготовлення об'ємних елементів, що містить основу, зовнішні опалубні борти, один з яких виконаний з двох поворотних напівбортів, приводи і механізми замикання і фіксації бортів, який відрізняється тим, що, з метою підвищення якості виробів, він оснащений двома віброблоками всередині пристрою, дебаланси яких зміщені один від одного на кут 90°, для підвищення функціональності...
Пристрій для формування трубчастих виробів із бетонних сумішей
Номер патенту: 30766
Опубліковано: 17.06.2002
Автори: Орисенко Олександр Вікторович, Нестеренко Микола Петрович, Шахов Сергій Олександрович
МПК: B28B 21/02
Мітки: виробів, сумішей, формування, трубчастих, пристрій, бетонних
Формула / Реферат:
Пристрій для формування трубчастих виробів із бетонних сумішей, що містить рухому та нерухому рами, форму та осердя з віброзбудником коливань, який відрізняється тим, що регульований по висоті віброзбудник коливань розташований на одній осі з пружною опорою і знаходиться вище центра мас форми з бетонною сумішшю, а на нерухомій рамі розташовані пружні прокладки на висувних опорах.
Спосіб виготовлення виробів із сухих бетонних сумішей
Номер патенту: 59524
Опубліковано: 15.09.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/08
Мітки: виробів, спосіб, бетонних, виготовлення, сумішей, сухих
Формула / Реферат:
1. Спосіб виготовлення виробів із сухих бетонних сумішей, який включає формування, насичення вологою і початкове твердіння, який відрізняється тим, що формування сухої бетонної суміші має місце при сукупній дії вібрації, вакууму і силового привантажу від дії атмосферного тиску, після чого ущільнена і безповітряна суха бетонна суміш, яка знаходиться у вакуумному об'ємі в обтиснутому стані, піддається насиченню вологою без порушення вакууму...
Попередній патент: Пристрій з гідравлічним приводом для ущільнення виробів із бетонних сумішей
Наступний патент: Анкер напруженої базальтопластикової арматури
Випадковий патент: Вузькозахоплювальний очисний комбайн