Гнучкий шланг


Формула / Реферат
1. Гнучкий шланг, що містить не менше трьох коаксіально щільно прилеглих частин, виконаних шляхом екструзії з полімерного матеріалу і включаючих внутрішню частину, хоча б одну проміжну частину, яка виконана як армуючий шар і містить не менше двох, намотаних по спіралі під кутом одна до одної, але у різних напрямках, ниток, і захисну оболонку, який відрізняється тим, що додатково містить не менше п'яти подовжніх армуючих елементів, виконаних шляхом коекструзії і розташованих у внутрішній частині або в захисній оболонці, при цьому співвідношення внутрішнього діаметра шланга d та товщини стінки шланга b складає 5,1-7,2.
2. Гнучкий шланг за п. 1, який відрізняється тим, що армуючі елементи виконані з матеріалу більш міцного, ніж матеріал шланга.
Текст
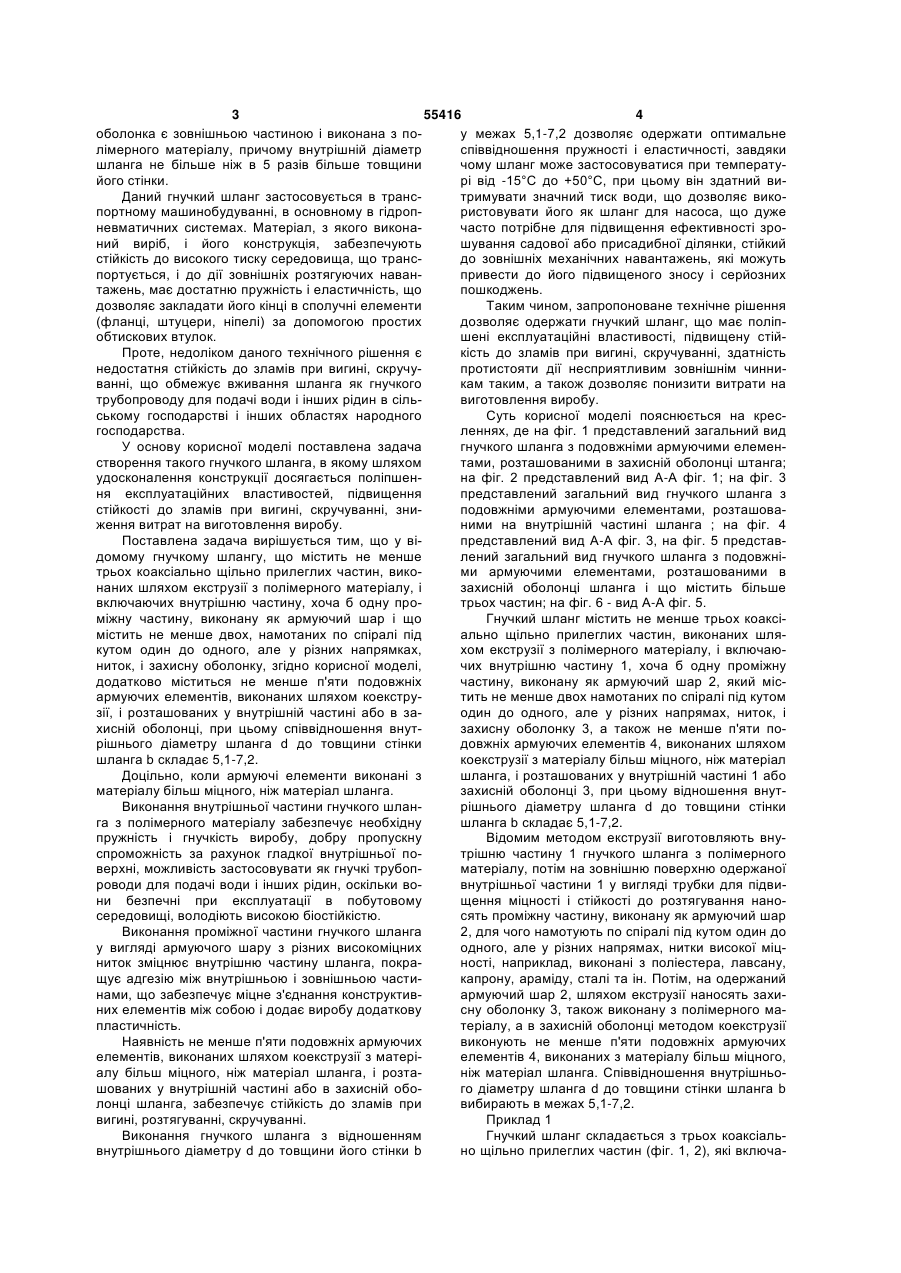
1. Гнучкий шланг, що містить не менше трьох коаксіально щільно прилеглих частин, виконаних шляхом екструзії з полімерного матеріалу і включаючих внутрішню частину, хоча б одну проміжну частину, яка виконана як армуючий шар і містить не менше двох, намотаних по спіралі під кутом 3 55416 4 оболонка є зовнішньою частиною і виконана з поу межах 5,1-7,2 дозволяє одержати оптимальне лімерного матеріалу, причому внутрішній діаметр співвідношення пружності і еластичності, завдяки шланга не більше ніж в 5 разів більше товщини чому шланг може застосовуватися при температуйого стінки. рі від -15°С до +50°С, при цьому він здатний виДаний гнучкий шланг застосовується в транстримувати значний тиск води, що дозволяє викопортному машинобудуванні, в основному в гідропристовувати його як шланг для насоса, що дуже невматичних системах. Матеріал, з якого виконачасто потрібне для підвищення ефективності зроний виріб, і його конструкція, забезпечують шування садової або присадибної ділянки, стійкий стійкість до високого тиску середовища, що трансдо зовнішніх механічних навантажень, які можуть портується, і до дії зовнішніх розтягуючих наванпривести до його підвищеного зносу і серйозних тажень, має достатню пружність і еластичність, що пошкоджень. дозволяє закладати його кінці в сполучні елементи Таким чином, запропоноване технічне рішення (фланці, штуцери, ніпелі) за допомогою простих дозволяє одержати гнучкий шланг, що має поліпобтискових втулок. шені експлуатаційні властивості, підвищену стійПроте, недоліком даного технічного рішення є кість до зламів при вигині, скручуванні, здатність недостатня стійкість до зламів при вигині, скручупротистояти дії несприятливим зовнішнім чинниванні, що обмежує вживання шланга як гнучкого кам таким, а також дозволяє понизити витрати на трубопроводу для подачі води і інших рідин в сільвиготовлення виробу. ському господарстві і інших областях народного Суть корисної моделі пояснюється на кресгосподарства. леннях, де на фіг. 1 представлений загальний вид У основу корисної моделі поставлена задача гнучкого шланга з подовжніми армуючими елеменстворення такого гнучкого шланга, в якому шляхом тами, розташованими в захисній оболонці штанга; удосконалення конструкції досягається поліпшенна фіг. 2 представлений вид А-А фіг. 1; на фіг. 3 ня експлуатаційних властивостей, підвищення представлений загальний вид гнучкого шланга з стійкості до зламів при вигині, скручуванні, зниподовжніми армуючими елементами, розташоваження витрат на виготовлення виробу. ними на внутрішній частині шланга ; на фіг. 4 Поставлена задача вирішується тим, що у віпредставлений вид А-А фіг. 3, на фіг. 5 представдомому гнучкому шлангу, що містить не менше лений загальний вид гнучкого шланга з подовжнітрьох коаксіально щільно прилеглих частин, викоми армуючими елементами, розташованими в наних шляхом екструзії з полімерного матеріалу, і захисній оболонці шланга і що містить більше включаючих внутрішню частину, хоча б одну протрьох частин; на фіг. 6 - вид А-А фіг. 5. міжну частину, виконану як армуючий шар і що Гнучкий шланг містить не менше трьох коаксімістить не менше двох, намотаних по спіралі під ально щільно прилеглих частин, виконаних шлякутом один до одного, але у різних напрямках, хом екструзії з полімерного матеріалу, і включаюниток, і захисну оболонку, згідно корисної моделі, чих внутрішню частину 1, хоча б одну проміжну додатково міститься не менше п'яти подовжніх частину, виконану як армуючий шар 2, який місармуючих елементів, виконаних шляхом коекструтить не менше двох намотаних по спіралі під кутом зії, і розташованих у внутрішній частині або в заодин до одного, але у різних напрямах, ниток, і хисній оболонці, при цьому співвідношення внутзахисну оболонку 3, а також не менше п'яти порішнього діаметру шланга d до товщини стінки довжніх армуючих елементів 4, виконаних шляхом шланга b складає 5,1-7,2. коекструзії з матеріалу більш міцного, ніж матеріал Доцільно, коли армуючі елементи виконані з шланга, і розташованих у внутрішній частині 1 або матеріалу більш міцного, ніж матеріал шланга. захисній оболонці 3, при цьому відношення внутВиконання внутрішньої частини гнучкого шланрішнього діаметру шланга d до товщини стінки га з полімерного матеріалу забезпечує необхідну шланга b складає 5,1-7,2. пружність і гнучкість виробу, добру пропускну Відомим методом екструзії виготовляють внуспроможність за рахунок гладкої внутрішньої потрішню частину 1 гнучкого шланга з полімерного верхні, можливість застосовувати як гнучкі трубопматеріалу, потім на зовнішню поверхню одержаної роводи для подачі води і інших рідин, оскільки вовнутрішньої частини 1 у вигляді трубки для підвини безпечні при експлуатації в побутовому щення міцності і стійкості до розтягування наносередовищі, володіють високою біостійкістю. сять проміжну частину, виконану як армуючий шар Виконання проміжної частини гнучкого шланга 2, для чого намотують по спіралі під кутом один до у вигляді армуючого шару з різних високоміцних одного, але у різних напрямах, нитки високої міцниток зміцнює внутрішню частину шланга, покраності, наприклад, виконані з поліестера, лавсану, щує адгезію між внутрішньою і зовнішньою частикапрону, араміду, сталі та ін. Потім, на одержаний нами, що забезпечує міцне з'єднання конструктивармуючий шар 2, шляхом екструзії наносять захиних елементів між собою і додає виробу додаткову сну оболонку 3, також виконану з полімерного мапластичність. теріалу, а в захисній оболонці методом коекструзії Наявність не менше п'яти подовжніх армуючих виконують не менше п'яти подовжніх армуючих елементів, виконаних шляхом коекструзії з матеріелементів 4, виконаних з матеріалу більш міцного, алу більш міцного, ніж матеріал шланга, і розтаніж матеріал шланга. Співвідношення внутрішньошованих у внутрішній частині або в захисній обого діаметру шланга d до товщини стінки шланга b лонці шланга, забезпечує стійкість до зламів при вибирають в межах 5,1-7,2. вигині, розтягуванні, скручуванні. Приклад 1 Виконання гнучкого шланга з відношенням Гнучкий шланг складається з трьох коаксіальвнутрішнього діаметру d до товщини його стінки b но щільно прилеглих частин (фіг. 1, 2), які включа 5 55416 6 ють внутрішню частину 1, одну проміжну частину, Гнучкий шланг складається з п'яти коаксіально виконану як армуючий шар 2, який містить дві нащільно прилеглих частин (фіг. 5, 6), які включають мотані по спіралі під кутом один до одного, але у внутрішню частину 1, дві проміжні частини, викорізних напрямах, нитки високої міцності, захисну нані як армуючий шар 2, між якими розташована оболонку 3, розташовану на армуючому шарі 2, а додаткова захисна оболонка 3. При цьому армуютакож додаткові шість подовжніх армуючих елемечий шар 2 містить вісім намотаних по спіралі під нтів 4, розташовані в захисній оболонці 3, при кутом один до одного, але у різних напрямах, нитцьому внутрішній діаметр шланга складає 18 мм, а ки високої міцності, зовні шланг має захисну оботовщина стінки 2,5 мм. лонку 3, яка містить додатково шість подовжніх Відомим методом екструзії виготовляють внуармуючих елементів 4, при цьому внутрішній діатрішню частину 1 гнучкого шланга з полімерного метр шланга складає 23 мм, а товщина стінки матеріалу, потім на зовнішню поверхню одержаної 4,2мм. внутрішньої частини 1 у вигляді трубки для підвиВідомим методом екструзії виготовляють внущення міцності і стійкості до розтягування нанотрішню частину 1 гнучкого шланга з полімерного сять проміжну частину, виконану як армуючий шар матеріалу. Після цього на зовнішню поверхню 2, для чого намотують по спіралі під кутом один до одержаної внутрішньої частини 1 у вигляді трубки одного, але у різних напрямах, нитки високої міцдля підвищення міцності і стійкості до розтягуванності, що виконані з поліестеру. Потім, на одержаня наносять проміжну частину, виконану як армуний армуючий шар 2, шляхом екструзії наносять ючий шар 2, для чого намотують по спіралі під захисну оболонку 3, що є зовнішньою частиною кутом один до одного, але у різних напрямах, вісім шлангу і виконаною з полімерного матеріалу, в ниток високої міцності, що виконані з араміду. Поякої методом коекструзії виконують шість подовжтім, на одержаний армуючий шар 2, шляхом екстніх армуючих елементів 4, виконаних з матеріалу рузії наносять додаткову захисну оболонку 3, вибільш міцного, ніж матеріал шлангу. конану з полімерного матеріалу, що додатково Приклад 2 захищає проміжний шар від механічних пошкоГнучкий шланг складається з трьох коаксіальджень. Після цього на додаткову захисну оболонку но щільно прилеглих частин (фіг. 3, 4), які включа3 наносять ще одну проміжну частину, виконану як ють внутрішню частину 1, одну проміжну частину, армуючий шар 2, для чого намотують по спіралі виконану як армуючий шар 2, який містить шість під кутом один до одного, але у різних напрямах, намотаних по спіралі під кутом один до одного, вісім ниток високої міцності, що виконані з араміду. але у різних напрямах, нитки високої міцності, заПотім, на одержаний армуючий шар 2, шляхом хисну оболонку 3, а також додаткові п'ять подовжекструзії наносять захисну оболонку 3, виконану з ніх армуючих елементів 4, розташованих у внутріполімерного матеріалу, в якої методом коекструзії шній частині 1, при цьому внутрішній діаметр виконують шість подовжніх армуючих елементів 4, шланга складає 18 мм, а товщина стінки 3,5 мм. виконаних з матеріалу більш міцного, ніж матеріал Відомим методом екструзії виготовляють внушлангу. трішню частину 1 гнучкого шланга з полімерного Таким чином, запропонований гнучкий шланг матеріалу і в ній методом коекструзії виконують володіє поліпшеними експлуатаційні властивості, шість подовжніх армуючих елементів 4, виконаних такими як необхідна гнучкість, яка дає можливість з матеріалу більш міцного, ніж матеріал шланга. для його компактного згортання і зручного зберіПісля цього на зовнішню поверхню одержаної внугання, підвищена стійкість до зламів при вигині, трішньої частини 1 у вигляді трубки для підвищенскручуванні, здатність протистояти дії несприятлиня міцності і стійкості до розтягування наносять вим зовнішнім чинникам таким, як низькі темперапроміжну частину, виконану як армуючий шар 2, тури, ультрафіолетове випромінювання, стирання, для чого намотують по спіралі під кутом один до а також дозволяє понизити витрати на виготоводного, але у різних напрямах, шість ниток високої лення виробу. міцності, що виконані з капрону. Потім, на одержаДжерела інформації ний армуючий шар 2, шляхом екструзії наносять 1. Патент України на винахід № 87765 С2, захисну оболонку 3, також виконану з полімерного МКП9 В29С47/04, опуб. 10.08.2009р. матеріалу. 2. Свідоцтво Російської Федерації на корисну Приклад 3 модель № 12207 Ш, МКП6, F16L11/00, опуб. 16.12.1999р. 7 Комп’ютерна верстка В. Мацело 55416 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFlexible hose
Автори англійськоюBorysenko Vitalii Mykolaiovych
Назва патенту російськоюГибкий шланг
Автори російськоюБорисенко Виталий Николаевич
МПК / Мітки
МПК: B29C 47/04, F16L 11/00
Код посилання
<a href="https://ua.patents.su/4-55416-gnuchkijj-shlang.html" target="_blank" rel="follow" title="База патентів України">Гнучкий шланг</a>
Шланг

Номер патенту: 34433
Опубліковано: 15.03.2001
Автори: Хернвалль Ханс, Петтерсон Торб'єрн
МПК: F16L 11/08
Мітки: шланг
Текст:
...Это означает, что доильный элемент доильной установки с новым шлангом более прост в обращении и будет более равномерно нагружать соски во время доения по сравнения с доильными элементами, снабженными обычными шлангами. Утверждение, что "армирующий элемент располагается в полости так, что допускается относительное перемещение между армирующим элементом и стенкой шланга", должно пониматься так, что сопротивление трения между ар мирующим...
Шланг для велосипедного насоса
Номер патенту: 1004
Опубліковано: 16.07.2001
Автори: Ішутінов Євгеній Сергійович, Старагін Віктор Васильович
МПК: F16L 33/00, B60C 29/00
Мітки: насоса, велосипедного, шланг
Формула / Реферат:
Шланг для велосипедного насоса, який містить гумову трубку, закладений в один кінець трубки штуцер, охоплюючу штуцер порожнисту циліндричну гайку з внутрішньою різзю і вгвинчений в гайку перехідник, який має на другому кінці внутрішню різь, закладений в другий кінець трубки штуцер із зовнішньою різзю, засіб для відкривання запірного елемента клапана ніпеля велосипедного колеса і стальну запірну кульку, розміщену в одному з штуцерів, який...
Гнучкий спірально-фасонний конвеєр
Номер патенту: 51711
Опубліковано: 26.07.2010
Автори: Любін Микола Володимирович, Гевко Роман Богданович, Токарчук Олексій Анатолійович, Яремчук Олександр Степанович, Цуркан Олег Васильович
МПК: B65G 33/00
Мітки: гнучкий, спірально-фасонний, конвеєр
Формула / Реферат:
Спірально-гвинтовий конвеєр, що містить замкнутий кожух із завантажувальними та розвантажувальними вікнами, розміщений в кожусі гнучкий робочий орган, який відрізняється тим, що приводні елементи виготовлені з прямими зубцями, а витки фасонної спіралі розміщені перпендикулярно до центральної осі спіралі з певним кроком, і дріт спіралі проходить по нижній частині витка.
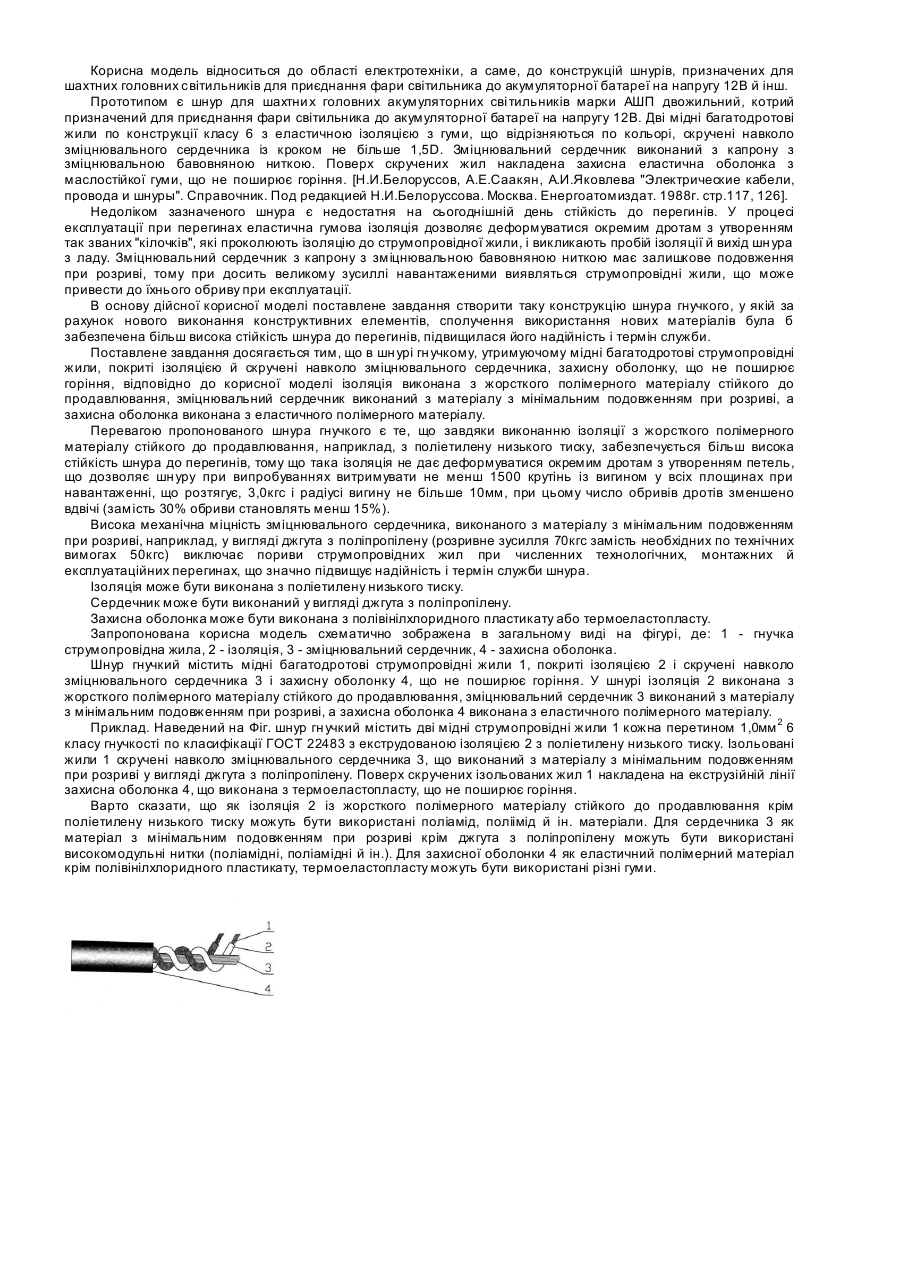
Шнур гнучкий
Номер патенту: 23967
Опубліковано: 11.06.2007
Автори: Діденко Валерій Петрович, Піхтовніков Олександр Володимирович, Гречка Анатолій Васильович, Слоневський Павло Миколайович
МПК: H01B 7/02
Формула / Реферат:
1. Шнур гнучкий, що містить мідні багатодротові струмопровідні жили, покриті ізоляцією й скручені навколо зміцнювального сердечника, захисну оболонку, що не поширює горіння, який відрізняється тим, що ізоляція виконана з жорсткого полімерного матеріалу, стійкого до продавлювання, зміцнювальний сердечник виконаний з матеріалу з мінімальним подовженням при розриві, а захисна оболонка виконана з еластичного полімерного матеріалу.2. Шнур...
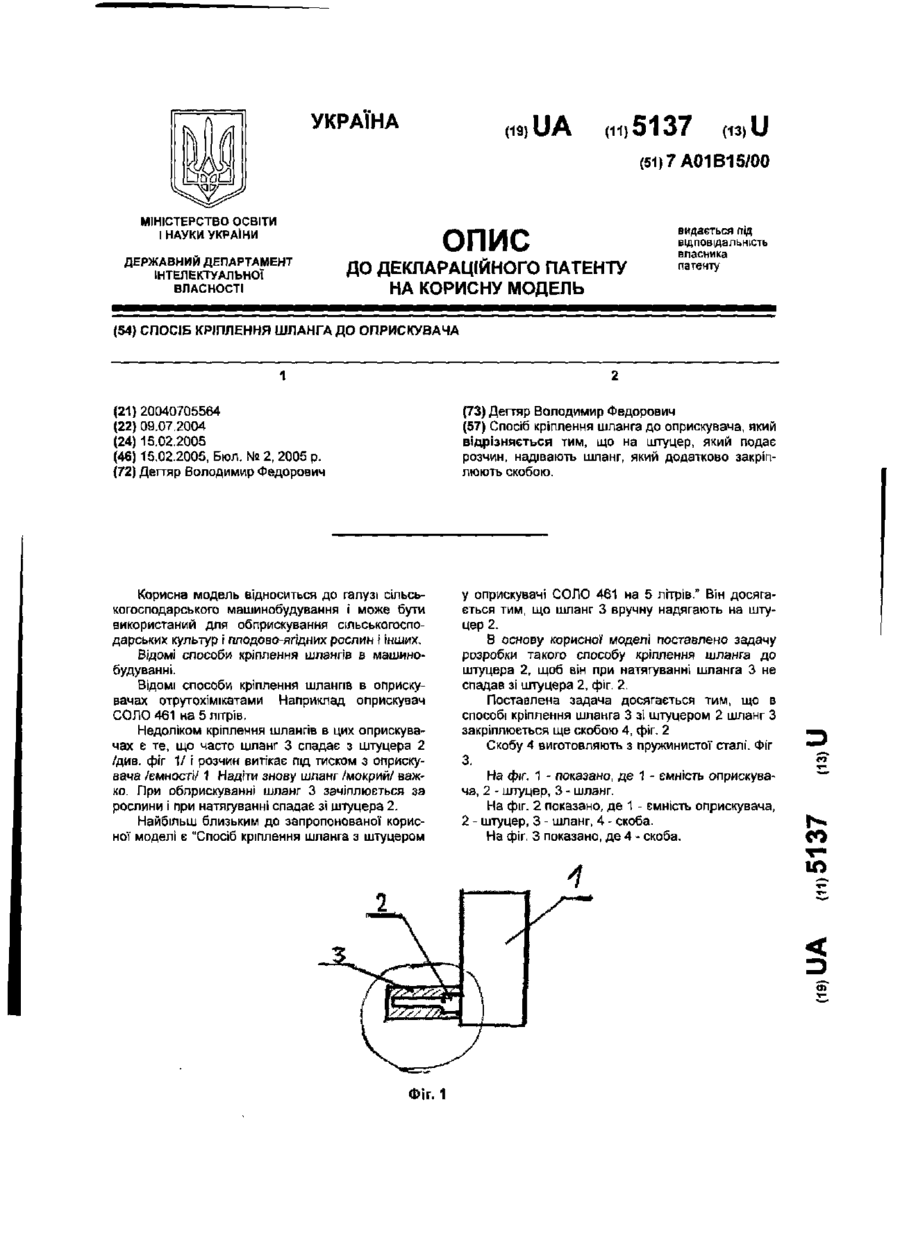
Спосіб кріплення шланга до оприскувача
Номер патенту: 5137
Опубліковано: 15.02.2005
Автор: Дегтяр Володимир Федорович
МПК: A01B 15/00
Мітки: шланга, спосіб, оприскувача, кріплення
Формула / Реферат:
Спосіб кріплення шланга до оприскувача, який відрізняється тим, що на штуцер, який подає розчин, надівають шланг, який додатково закріплюють скобою.
Попередній патент: Приймальна розріджена адаптивна антенна решітка
Наступний патент: Спосіб реєстрації виходу плодів картоплі зі стану спокою
Випадковий патент: Спосіб прокатки кутових профілів та системa калібрів для його здійснення