Спосіб виготовлення бандажованих опорних валків
Номер патенту: 55844
Опубліковано: 27.12.2010
Автори: Бєлінський Вадим Анатолійович, Гуліда Володимир Пантелійович, Зеленський Сергій Леонідович, Гуліда Ярослав Володимирович, Грігор'єв Костянтин Олександрович, Шрайдер Артур Вікторович
Формула / Реферат
Спосіб виготовлення бандажованих опорних валків, що включає виконання осі із двох півосей і сполучення з бандажем, який відрізняється тим, що півосі з'єднують за допомогою електрошлакового зварювання з одночасною вібраційною обробкою, після цього ділянку шва і навколошовної зони осі піддають пластичній деформації.
Текст
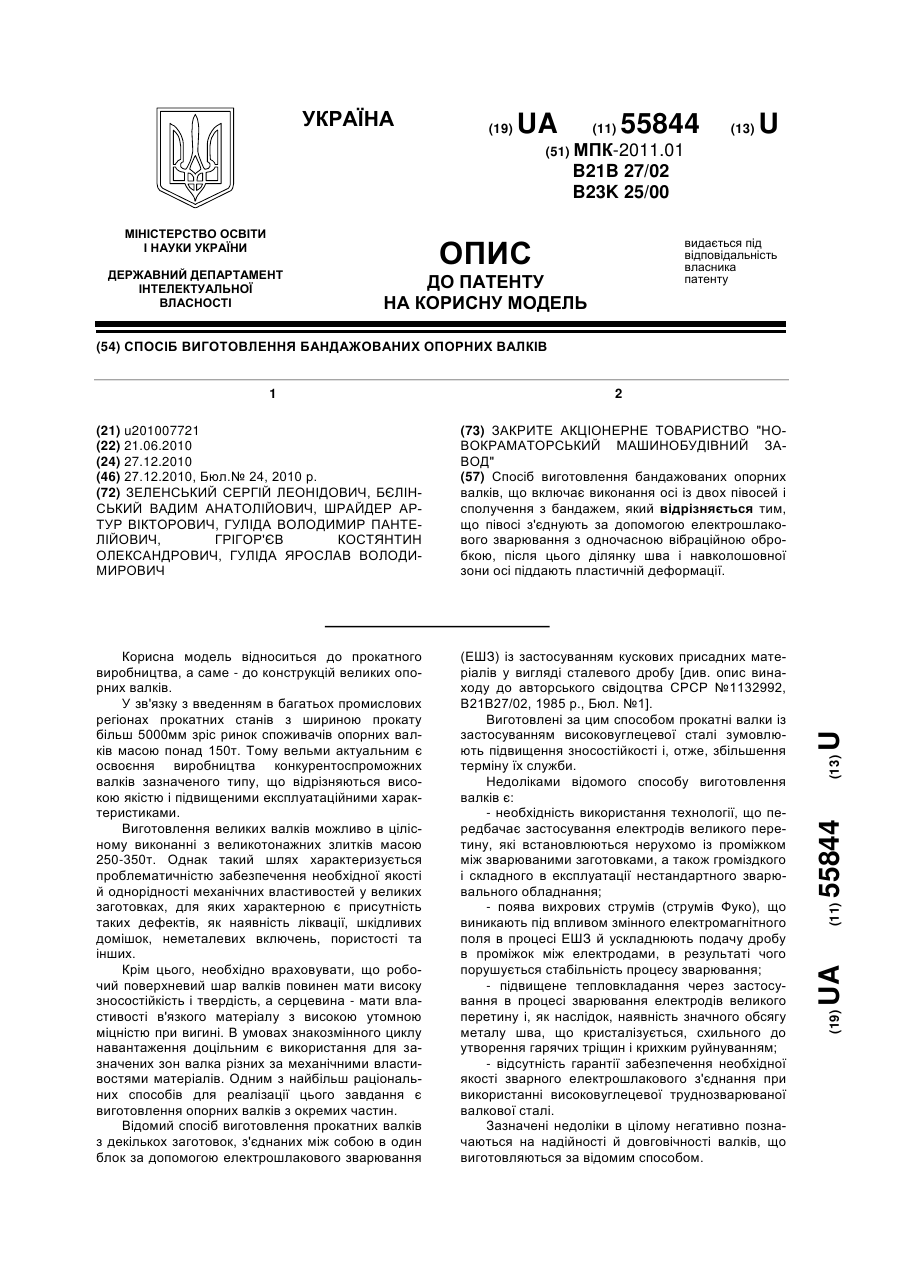
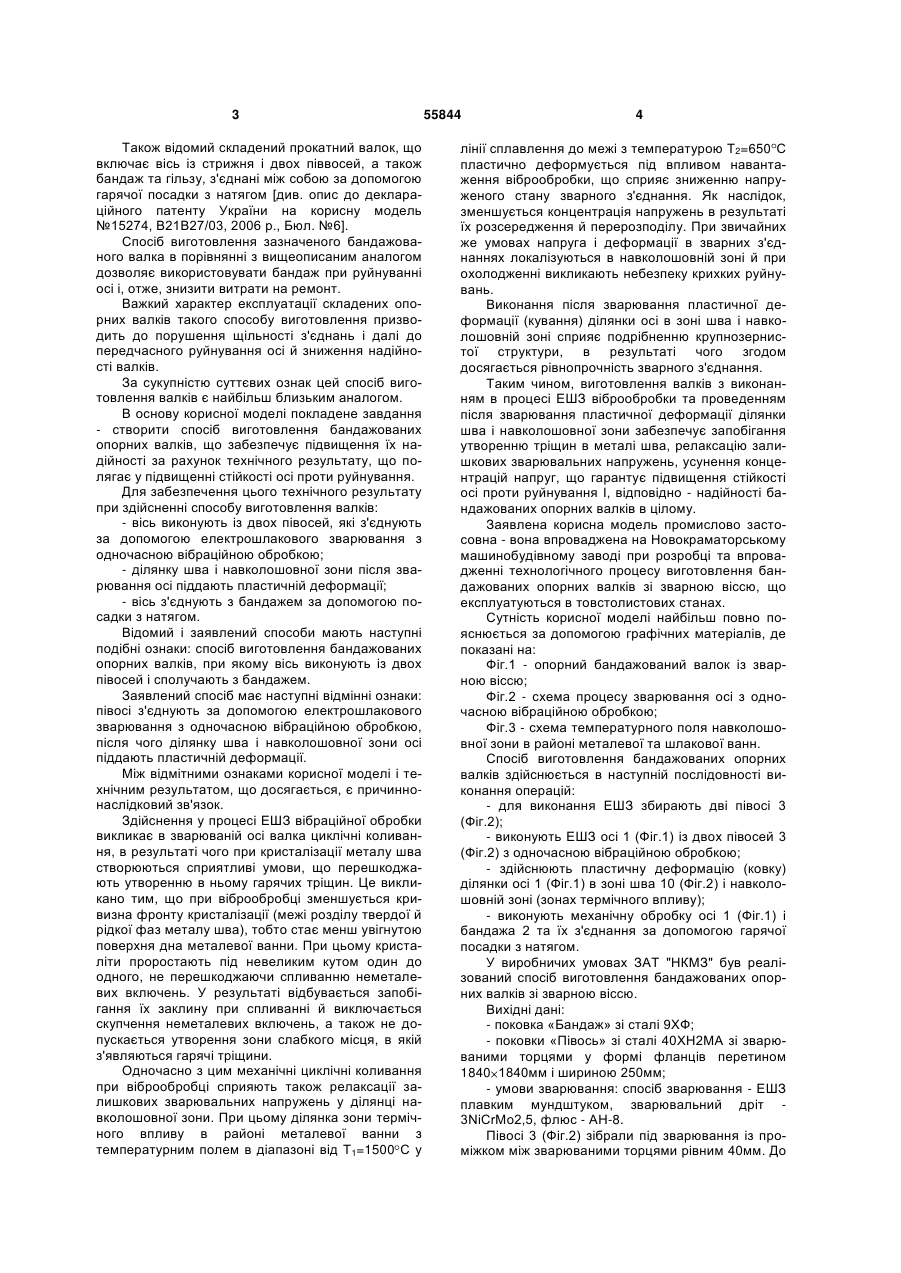
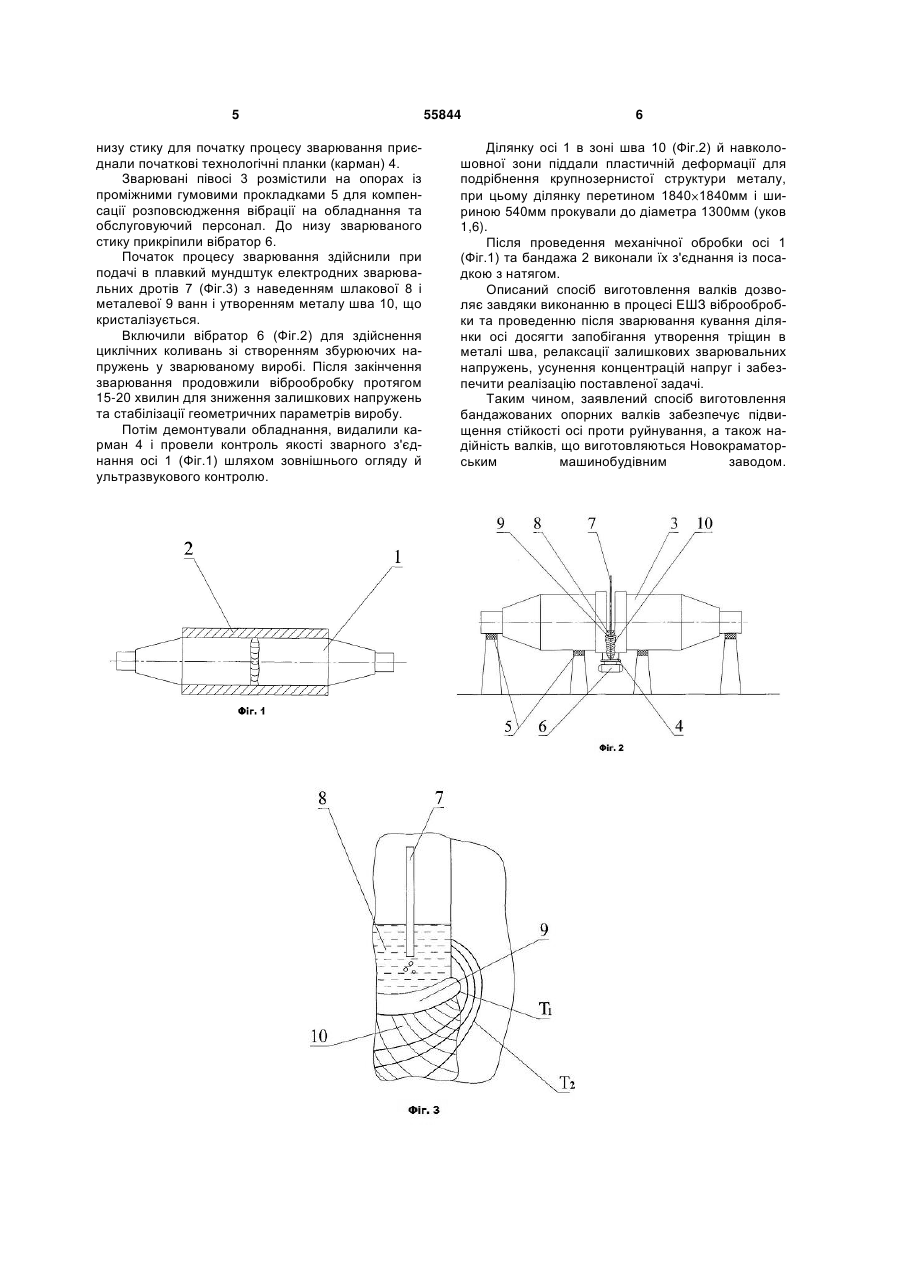
Спосіб виготовлення бандажованих опорних валків, що включає виконання осі із двох півосей і сполучення з бандажем, який відрізняється тим, що півосі з'єднують за допомогою електрошлакового зварювання з одночасною вібраційною обробкою, після цього ділянку шва і навколошовної зони осі піддають пластичній деформації. (19) (21) u201007721 (22) 21.06.2010 (24) 27.12.2010 (46) 27.12.2010, Бюл.№ 24, 2010 р. (72) ЗЕЛЕНСЬКИЙ СЕРГІЙ ЛЕОНІДОВИЧ, БЄЛІНСЬКИЙ ВАДИМ АНАТОЛІЙОВИЧ, ШРАЙДЕР АРТУР ВІКТОРОВИЧ, ГУЛІДА ВОЛОДИМИР ПАНТЕЛІЙОВИЧ, ГРІГОР'ЄВ КОСТЯНТИН ОЛЕКСАНДРОВИЧ, ГУЛІДА ЯРОСЛАВ ВОЛОДИМИРОВИЧ 3 Також відомий складений прокатний валок, що включає вісь із стрижня і двох піввосей, а також бандаж та гільзу, з'єднані між собою за допомогою гарячої посадки з натягом [див. опис до деклараційного патенту України на корисну модель №15274, В21В27/03, 2006 р., Бюл. №6]. Спосіб виготовлення зазначеного бандажованого валка в порівнянні з вищеописаним аналогом дозволяє використовувати бандаж при руйнуванні осі і, отже, знизити витрати на ремонт. Важкий характер експлуатації складених опорних валків такого способу виготовлення призводить до порушення щільності з'єднань і далі до передчасного руйнування осі й зниження надійності валків. За сукупністю суттєвих ознак цей спосіб виготовлення валків є найбільш близьким аналогом. В основу корисної моделі покладене завдання - створити спосіб виготовлення бандажованих опорних валків, що забезпечує підвищення їх надійності за рахунок технічного результату, що полягає у підвищенні стійкості осі проти руйнування. Для забезпечення цього технічного результату при здійсненні способу виготовлення валків: - вісь виконують із двох півосей, які з'єднують за допомогою електрошлакового зварювання з одночасною вібраційною обробкою; - ділянку шва і навколошовної зони після зварювання осі піддають пластичній деформації; - вісь з'єднують з бандажем за допомогою посадки з натягом. Відомий і заявлений способи мають наступні подібні ознаки: спосіб виготовлення бандажованих опорних валків, при якому вісь виконують із двох півосей і сполучають з бандажем. Заявлений спосіб має наступні відмінні ознаки: півосі з'єднують за допомогою електрошлакового зварювання з одночасною вібраційною обробкою, після чого ділянку шва і навколошовної зони осі піддають пластичній деформації. Між відмітними ознаками корисної моделі і технічним результатом, що досягається, є причиннонаслідковий зв'язок. Здійснення у процесі ЕШЗ вібраційної обробки викликає в зварюваній осі валка циклічні коливання, в результаті чого при кристалізації металу шва створюються сприятливі умови, що перешкоджають утворенню в ньому гарячих тріщин. Це викликано тим, що при віброобробці зменшується кривизна фронту кристалізації (межі розділу твердої й рідкої фаз металу шва), тобто стає менш увігнутою поверхня дна металевої ванни. При цьому кристаліти проростають під невеликим кутом один до одного, не перешкоджаючи спливанню неметалевих включень. У результаті відбувається запобігання їх заклину при спливанні й виключається скупчення неметалевих включень, а також не допускається утворення зони слабкого місця, в якій з'являються гарячі тріщини. Одночасно з цим механічні циклічні коливання при віброобробці сприяють також релаксації залишкових зварювальних напружень у ділянці навколошовної зони. При цьому ділянка зони термічного впливу в районі металевої ванни з температурним полем в діапазоні від Т1=1500 С у 55844 4 лінії сплавлення до межі з температурою Т2=650 С пластично деформується під впливом навантаження віброобробки, що сприяє зниженню напруженого стану зварного з'єднання. Як наслідок, зменшується концентрація напружень в результаті їх розсередження й перерозподілу. При звичайних же умовах напруга і деформації в зварних з'єднаннях локалізуються в навколошовній зоні й при охолодженні викликають небезпеку крихких руйнувань. Виконання після зварювання пластичної деформації (кування) ділянки осі в зоні шва і навколошовній зоні сприяє подрібненню крупнозернистої структури, в результаті чого згодом досягається рівнопрочність зварного з'єднання. Таким чином, виготовлення валків з виконанням в процесі ЕШЗ віброобробки та проведенням після зварювання пластичної деформації ділянки шва і навколошовної зони забезпечує запобігання утворенню тріщин в металі шва, релаксацію залишкових зварювальних напружень, усунення концентрацій напруг, що гарантує підвищення стійкості осі проти руйнування І, відповідно - надійності бандажованих опорних валків в цілому. Заявлена корисна модель промислово застосовна - вона впроваджена на Новокраматорському машинобудівному заводі при розробці та впровадженні технологічного процесу виготовлення бандажованих опорних валків зі зварною віссю, що експлуатуються в товстолистових станах. Сутність корисної моделі найбільш повно пояснюється за допомогою графічних матеріалів, де показані на: Фіг.1 - опорний бандажований валок із зварною віссю; Фіг.2 - схема процесу зварювання осі з одночасною вібраційною обробкою; Фіг.3 - схема температурного поля навколошовної зони в районі металевої та шлакової ванн. Спосіб виготовлення бандажованих опорних валків здійснюється в наступній послідовності виконання операцій: - для виконання ЕШЗ збирають дві півосі 3 (Фіг.2); - виконують ЕШЗ осі 1 (Фіг.1) із двох півосей 3 (Фіг.2) з одночасною вібраційною обробкою; - здійснюють пластичну деформацію (ковку) ділянки осі 1 (Фіг.1) в зоні шва 10 (Фіг.2) і навколошовній зоні (зонах термічного впливу); - виконують механічну обробку осі 1 (Фіг.1) і бандажа 2 та їх з'єднання за допомогою гарячої посадки з натягом. У виробничих умовах ЗАТ "НКМЗ" був реалізований спосіб виготовлення бандажованих опорних валків зі зварною віссю. Вихідні дані: - поковка «Бандаж» зі сталі 9ХФ; - поковки «Півось» зі сталі 40ХН2МА зі зварюваними торцями у формі фланців перетином 1840 1840мм і шириною 250мм; - умови зварювання: спосіб зварювання - ЕШЗ плавким мундштуком, зварювальний дріт 3NiCrMo2,5, флюс - АН-8. Півосі 3 (Фіг.2) зібрали під зварювання із проміжком між зварюваними торцями рівним 40мм. До 5 низу стику для початку процесу зварювання приєднали початкові технологічні планки (карман) 4. Зварювані півосі 3 розмістили на опорах із проміжними гумовими прокладками 5 для компенсації розповсюдження вібрації на обладнання та обслуговуючий персонал. До низу зварюваного стику прикріпили вібратор 6. Початок процесу зварювання здійснили при подачі в плавкий мундштук електродних зварювальних дротів 7 (Фіг.3) з наведенням шлакової 8 і металевої 9 ванн і утворенням металу шва 10, що кристалізується. Включили вібратор 6 (Фіг.2) для здійснення циклічних коливань зі створенням збурюючих напружень у зварюваному виробі. Після закінчення зварювання продовжили віброобробку протягом 15-20 хвилин для зниження залишкових напружень та стабілізації геометричних параметрів виробу. Потім демонтували обладнання, видалили карман 4 і провели контроль якості зварного з'єднання осі 1 (Фіг.1) шляхом зовнішнього огляду й ультразвукового контролю. 55844 6 Ділянку осі 1 в зоні шва 10 (Фіг.2) й навколошовної зони піддали пластичній деформації для подрібнення крупнозернистої структури металу, при цьому ділянку перетином 1840 1840мм і шириною 540мм прокували до діаметра 1300мм (уков 1,6). Після проведення механічної обробки осі 1 (Фіг.1) та бандажа 2 виконали їх з'єднання із посадкою з натягом. Описаний спосіб виготовлення валків дозволяє завдяки виконанню в процесі ЕШЗ віброобробки та проведенню після зварювання кування ділянки осі досягти запобігання утворення тріщин в металі шва, релаксації залишкових зварювальних напружень, усунення концентрацій напруг і забезпечити реалізацію поставленої задачі. Таким чином, заявлений спосіб виготовлення бандажованих опорних валків забезпечує підвищення стійкості осі проти руйнування, а також надійність валків, що виготовляються Новокраматорським машинобудівним заводом. 7 Комп’ютерна верстка А. Крижанівський 55844 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing banded backup rolls
Автори англійськоюZelenskyi Serhii Leonidovych, Bielinskyi Vadym Anatoliiovych, Shraider Artur Viktorovych, Hulida Volodymyr Panteliiovych, Hrihoriev Kostiantyn Oleksandrovych, Hulida Yaroslav Volodymyrovych
Назва патенту російськоюСпособ изготовления бандажированных опорных валков
Автори російськоюЗеленский Сергей Леонидович, Белинский Вадим Анатольевич, Шрайдер Артур Викторович, Гулида Владимир Пантелеевич, Григорьев Константин Александрович, Гулида Ярослав Владимирович
МПК / Мітки
МПК: B23K 25/00, B21B 27/02
Мітки: виготовлення, валків, опорних, спосіб, бандажованих
Код посилання
<a href="https://ua.patents.su/4-55844-sposib-vigotovlennya-bandazhovanikh-opornikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення бандажованих опорних валків</a>
Спосіб виготовлення складених (бандажованих) виробів
Номер патенту: 75157
Опубліковано: 15.03.2006
Автори: Щербаков Сергій Володимирович, Гулаков Сергій Володимирович, Лаврентік Ольга Олександрівна
МПК: B21B 27/03
Мітки: складених, спосіб, бандажованих, виготовлення, виробів
Формула / Реферат:
1. Спосіб виготовлення складених (бандажованих) виробів, що включає механічну обробку і складання бандажа з віссю та наступну їхню взаємну фіксацію, який відрізняється тим, що перед механічною обробкою бандажа і осі і їхнім складанням на ділянках осі, які розташовані під крайніми ділянками внутрішньої поверхні бандажа, попередньо наплавляють шар металу зі структурою метастабільного аустеніту.2. Спосіб за п. 1, який відрізняється тим,...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Джансиз Віктор Євгенович, Кирильченко Петро Миколайович, Івашина Володимир Володимирович, Сидоров Сергій Михайлович, Тростянецький Олег Брониславович, Бєляєв Олексій Миколайович, Климанчук Владислав Владиславович, Скляренко Віталій Олексійович, Єрмашов Ігор Олександрович, Тесля Михайло Дмитрович
МПК: B21B 33/00
Мітки: опорних, стана, кліті, інформаційний, пристрій, валків, прокатного, захисту
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 88046
Опубліковано: 10.09.2009
Автори: Бєляєв Олексій Миколайович, Тростянецький Олег Брониславович, Івашина Володимир Володимирович, Джансиз Віктор Євгенович, Скляренко Віталій Олексійович, Тесля Михайло Дмитрович, Кирильченко Петро Миколайович, Сидоров Сергій Михайлович, Єрмашов Ігор Олександрович, Климанчук Владислав Владиславович
МПК: B21B 33/00
Мітки: захисту, стана, пристрій, опорних, інформаційний, прокатного, валків, кліті
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить послідовно сполучені гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що частково всередині кільця запобіжного, в його нижній третині, та частково у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Тіунов Володимир Миколайович, Ільїн Володимир Петрович, Плугатар Віктор Семенович
МПК: B21B 31/00
Мітки: здійснення, пристрій, клітей, заміни, кварто, спосіб, робочих, опорних, валків, прокатних
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Легований чавун для неоднорідно-гетерогенних валків з оболонками, комбінований неоднорідно-гетерогенний валок і спосіб виготовлення легованого чавуну для валків
Номер патенту: 61168
Опубліковано: 17.11.2003
Автори: Шрьодер Карл-Генріх, Віндхагер Міхаель, Файштрітцер Бернгард, Ціенбергер Карл-Гайнц
МПК: C21D 9/00, C22C 37/08, B21B 27/00, C22C 37/04
Мітки: легованого, валок, неоднорідно-гетерогенний, легований, чавун, оболонками, чавуну, спосіб, комбінований, неоднорідно-гетерогенних, виготовлення, валків
Формула / Реферат:
1. Спосіб виготовлення та оброблення легованого чавуну для робочої частини неоднорідно-гетерогенних валків, що містить елементи вуглець, кремній, марганець, хром, нікель, молібден, ванадій, необов'язково - інші елементи 5-ї групи періодичної системи, алюміній, решта - залізо, супутні елементи та домішки, зумовлені процесом виготовлення, який відрізняється тим, щоA) виготовляють розплав такого хімічного складу, % (мас.):від 2,0...
Попередній патент: Полімерна труба
Наступний патент: Спосіб експлуатації зон санітарної охорони на видобуток підземних вод із артезіанських свердловин
Випадковий патент: Спосіб приготування еритроцитарних тіней собаки