Спосіб виготовлення складених (бандажованих) виробів
Номер патенту: 75157
Опубліковано: 15.03.2006
Автори: Щербаков Сергій Володимирович, Гулаков Сергій Володимирович, Лаврентік Ольга Олександрівна
Формула / Реферат
1. Спосіб виготовлення складених (бандажованих) виробів, що включає механічну обробку і складання бандажа з віссю та наступну їхню взаємну фіксацію, який відрізняється тим, що перед механічною обробкою бандажа і осі і їхнім складанням на ділянках осі, які розташовані під крайніми ділянками внутрішньої поверхні бандажа, попередньо наплавляють шар металу зі структурою метастабільного аустеніту.
2. Спосіб за п. 1, який відрізняється тим, що наплавленню піддають ділянки осі довжиною до 25% від довжини бандажа.
Текст
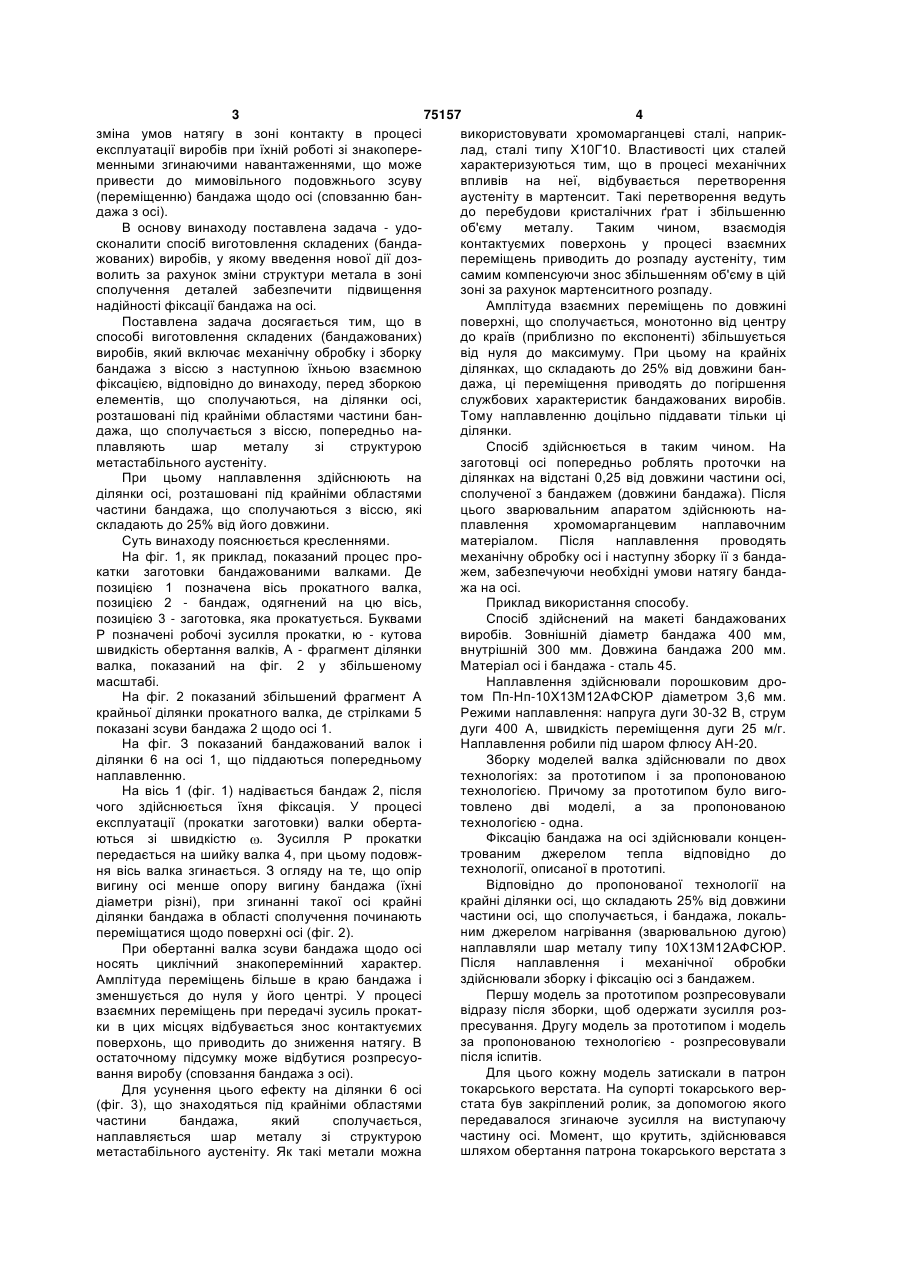
1. Спосіб виготовлення складених (бандажованих) виробів, що включає механічну обробку і складання бандажа з віссю та наступну їхню взаємну фіксацію, який відрізняється тим, що перед механічною обробкою бандажа і осі і їхнім складанням на ділянках осі, які розташовані під крайніми ділянками внутрішньої поверхні бандажа, попередньо наплавляють шар металу зі структурою метастабільного аустеніту. 2. Спосіб за п. 1, який відрізняється тим, що наплавленню піддають ділянки осі довжиною до 25% від довжини бандажа. Винахід відноситься до машинобудування і може бути використаний при виготовленні складених прокатних валків і інших бандажованих деталей і інструментів: роликів машин безперервного лиття заготовок, коліс і т.д. Умови роботи багатьох деталей і інструмента пред'являють різні, а часом і альтернативні вимоги до властивостей їхніх окремих частин чи елементів. Одним зі шляхів забезпечення необхідного комплексу властивостей деталей машин і інструмента є виґотовлення їх у виді складених виробів. Широке застосування в промисловості знайшла технологія бандажування. При конструюванні складених виробів важливу роль, що визначає їхні службові характеристики, собівартість і трудомісткість виготовлення, грає спосіб закріплення бандажа на осі. Одним з методів фіксації бандажа на осі є метод термічного впливу на бандаж чи вісь, що призводить до зміни розмірів чи деформації останніх. У процесі експлуатації бандажованих виробів відбувається взаємне переміщення осі щодо бан дажа, причому максимальне переміщення відбувається в периферійних зонах. Відомий спосіб виготовлення бандажованих виробів, що включає попередню механічну обробку поверхонь елементів, які сполучаються, їхню взаємну зборку і фіксацію за рахунок зміни розмірів елементів, які сполучаються, при нагріванні чи охолодженні [Полухин В.П., Полухин П.И., Николаев В. А. Составной рабочий инструмент прокатных станов. - М.: Металлургия, 1977]. Найбільш близьким по суті й ефекту, що досягається, є спосіб виготовлення бандажованих виробів, який включає попередню механічну обробку поверхонь елементів, що сполучаються, їхню взаємну зборку і фіксацію за рахунок застосування локального нагрівання [С.В. Гулаков, С.В. Щербаков, Н.Г. Заварика. - Соединение элементов бандажированных изделий применением локального нагрева // Захист металургійних машин від поломок: 36. наук. праць. - № 5. Маріуполь. - 2000. - С. 234-237]. Причиною, що не дозволяє одержати якісне кріплення бандажа на осі, по відомих рішеннях є (19) UA (11) 75157 (13) (21) 2004010178 (22) 09.01.2004 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Гулаков Сергій Володимирович, Лаврентік Ольга Олександрівна, Щербаков Сергій Володимирович (73) Приазовський державний технічний університет (56) JP 8141609, 04.06.1996 JP 2002224720, 13.08.2002 RU 2218219 C1, 10.12.2003 RU 2185905 C2, 27.07.2002 SU 582857, 05.12.1977 US 2018247 A, 22.10.1935 US 5040398 A, 20.08.1991 Гулаков С.В., Щербаков С.В., Заварика Н.Г. Соединение элементов бандажированных изделий применением локального нагрева//Захист металургійних машин від поломок. Міжвузівський збірник C2 1 3 75157 4 зміна умов натягу в зоні контакту в процесі використовувати хромомарганцеві сталі, наприкексплуатації виробів при їхній роботі зі знакоперелад, сталі типу Х10Г10. Властивості цих сталей менными згинаючими навантаженнями, що може характеризуються тим, що в процесі механічних привести до мимовільного подовжнього зсуву впливів на неї, відбувається перетворення (переміщенню) бандажа щодо осі (сповзанню банаустеніту в мартенсит. Такі перетворення ведуть дажа з осі). до перебудови кристалічних ґрат і збільшенню В основу винаходу поставлена задача - удооб'єму металу. Таким чином, взаємодія сконалити спосіб виготовлення складених (бандаконтактуємих поверхонь у процесі взаємних жованих) виробів, у якому введення нової дії дозпереміщень приводить до розпаду аустеніту, тим волить за рахунок зміни структури метала в зоні самим компенсуючи знос збільшенням об'єму в цій сполучення деталей забезпечити підвищення зоні за рахунок мартенситного розпаду. надійності фіксації бандажа на осі. Амплітуда взаємних переміщень по довжині Поставлена задача досягається тим, що в поверхні, що сполучається, монотонно від центру способі виготовлення складених (бандажованих) до країв (приблизно по експоненті) збільшується виробів, який включає механічну обробку і зборку від нуля до максимуму. При цьому на крайніх бандажа з віссю з наступною їхньою взаємною ділянках, що складають до 25% від довжини банфіксацією, відповідно до винаходу, перед зборкою дажа, ці переміщення приводять до погіршення елементів, що сполучаються, на ділянки осі, службових характеристик бандажованих виробів. розташовані під крайніми областями частини банТому наплавленню доцільно піддавати тільки ці дажа, що сполучається з віссю, попередньо наділянки. плавляють шар металу зі структурою Спосіб здійснюється в таким чином. На метастабільного аустеніту. заготовці осі попередньо роблять проточки на При цьому наплавлення здійснюють на ділянках на відстані 0,25 від довжини частини осі, ділянки осі, розташовані під крайніми областями сполученої з бандажем (довжини бандажа). Після частини бандажа, що сполучаються з віссю, які цього зварювальним апаратом здійснюють наскладають до 25% від його довжини. плавлення хромомарганцевим наплавочним Суть винаходу пояснюється кресленнями. матеріалом. Після наплавлення проводять На фіг. 1, як приклад, показаний процес промеханічну обробку осі і наступну зборку її з бандакатки заготовки бандажованими валками. Де жем, забезпечуючи необхідні умови натягу бандапозицією 1 позначена вісь прокатного валка, жа на осі. позицією 2 - бандаж, одягнений на цю вісь, Приклад використання способу. позицією 3 - заготовка, яка прокатується. Буквами Спосіб здійснений на макеті бандажованих Р позначені робочі зусилля прокатки, ю - кутова виробів. Зовнішній діаметр бандажа 400 мм, швидкість обертання валків, А - фрагмент ділянки внутрішній 300 мм. Довжина бандажа 200 мм. валка, показаний на фіг. 2 у збільшеному Матеріал осі і бандажа - сталь 45. масштабі. Наплавлення здійснювали порошковим дроНа фіг. 2 показаний збільшений фрагмент А том Пп-Нп-10Х13М12АФСЮР діаметром 3,6 мм. крайньої ділянки прокатного валка, де стрілками 5 Режими наплавлення: напруга дуги 30-32 В, струм показані зсуви бандажа 2 щодо осі 1. дуги 400 А, швидкість переміщення дуги 25 м/г. На фіг. З показаний бандажований валок і Наплавлення робили під шаром флюсу АН-20. ділянки 6 на осі 1, що піддаються попередньому Зборку моделей валка здійснювали по двох наплавленню. технологіях: за прототипом і за пропонованою На вісь 1 (фіг. 1) надівається бандаж 2, після технологією. Причому за прототипом було вигочого здійснюється їхня фіксація. У процесі товлено дві моделі, а за пропонованою експлуатації (прокатки заготовки) валки обертатехнологією - одна. Фіксацію бандажа на осі здійснювали конценються зі швидкістю . Зусилля Р прокатки трованим джерелом тепла відповідно до передається на шийку валка 4, при цьому подовжтехнології, описаної в прототипі. ня вісь валка згинається. З огляду на те, що опір Відповідно до пропонованої технології на вигину осі менше опору вигину бандажа (їхні крайні ділянки осі, що складають 25% від довжини діаметри різні), при згинанні такої осі крайні частини осі, що сполучається, і бандажа, локальділянки бандажа в області сполучення починають ним джерелом нагрівання (зварювальною дугою) переміщатися щодо поверхні осі (фіг. 2). наплавляли шар металу типу 10Х13М12АФСЮР. При обертанні валка зсуви бандажа щодо осі Після наплавлення і механічної обробки носять циклічний знакоперемінний характер. здійснювали зборку і фіксацію осі з бандажем. Амплітуда переміщень більше в краю бандажа і Першу модель за прототипом розпресовували зменшується до нуля у його центрі. У процесі відразу після зборки, щоб одержати зусилля розвзаємних переміщень при передачі зусиль прокатпресування. Другу модель за прототипом і модель ки в цих місцях відбувається знос контактуємих за пропонованою технологією - розпресовували поверхонь, що приводить до зниження натягу. В після іспитів. остаточному підсумку може відбутися розпресуоДля цього кожну модель затискали в патрон вання виробу (сповзання бандажа з осі). токарського верстата. На супорті токарського верДля усунення цього ефекту на ділянки 6 осі стата був закріплений ролик, за допомогою якого (фіг. 3), що знаходяться під крайніми областями передавалося згинаюче зусилля на виступаючу частини бандажа, який сполучається, частину осі. Момент, що крутить, здійснювався наплавляється шар металу зі структурою шляхом обертання патрона токарського верстата з метастабільного аустеніту. Як такі метали можна 5 75157 6 робочою швидкістю. Після 200-годинних іспитів соку надійність складених прокатних валків, робили розпресування моделі. По зусиллях роззібраних за пропонованим способом. пресування судили про ефективність застосування Застосування пропонованого способу пропонованої технології. Результати дозволяє знизити трудо- і енерговитрати при експериментів приведені в таблиці 1, з якої видно, виробництві бандажованих виробів, підвищити що застосування пропонованої технології їхню якість за рахунок забезпечення надійного дозволяє в істотному ступені збільшити кріплення бандажа на осі, збільшити термін служпрацездатність бандажованих виробів. Зусилля би і зменшити їх витрати. розпресування практично не змінилося у відміну Спосіб легко реалізується в промислових умовід технології за прототипом, що свідчить про вивах на устаткуванні, що серійно випускається. Таблиця 1 Варіант виготовлення Відповідно за прототипом Відповідно за пропонованою технологією Комп’ютерна верстка М. Клюкін Час розпресування До іспитів Після іспитів Зусилля розпресування, кН 280 160 Після іспитів 275 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of collapsible (banded) articles
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Lavrentik Olha Oleksandrivna, Scherbakov Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления складных (бандажированных) изделий
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Лаврентик Ольга Александровна, Щербаков Сергей Владимирович
МПК / Мітки
МПК: B21B 27/03
Мітки: складених, виробів, бандажованих, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-75157-sposib-vigotovlennya-skladenikh-bandazhovanikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення складених (бандажованих) виробів</a>
Спосіб виготовлення складених п’єзокерамічних перетворювачів
Номер патенту: 56597
Опубліковано: 15.05.2003
Автори: Паеранд Юрій Едуардович, Захожай Олег Ігорович
МПК: H01L 41/00
Мітки: складених, спосіб, перетворювачів, виготовлення, п'єзокерамічних
Формула / Реферат:
Спосіб виготовлення складених п'єзокерамічних перетворювачів, що включає паяння п'єзокерамічних елементів і металевих резонаторів з одночасною поляризацією п'єзокерамічних елементів, який відрізняється тим, що напругу поляризації підключають у вигляді імпульсів у процесі охолодження п'єзокерамічної структури, амплітуда яких має передпробивне значення для максимальної температури, тривалість визначають часом досягнення струмом витоку...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Бернард Тревор Метьюз, Хабіб Мохамед Зіяуддін, Девід Джон Джол, Девід Норман Уилсон
МПК: A23P 1/10, A22C 11/00
Мітки: виробів, формованих, інших, пластичних, складених, м'яса, матеріалів, виготовлення, спосіб
Формула / Реферат:
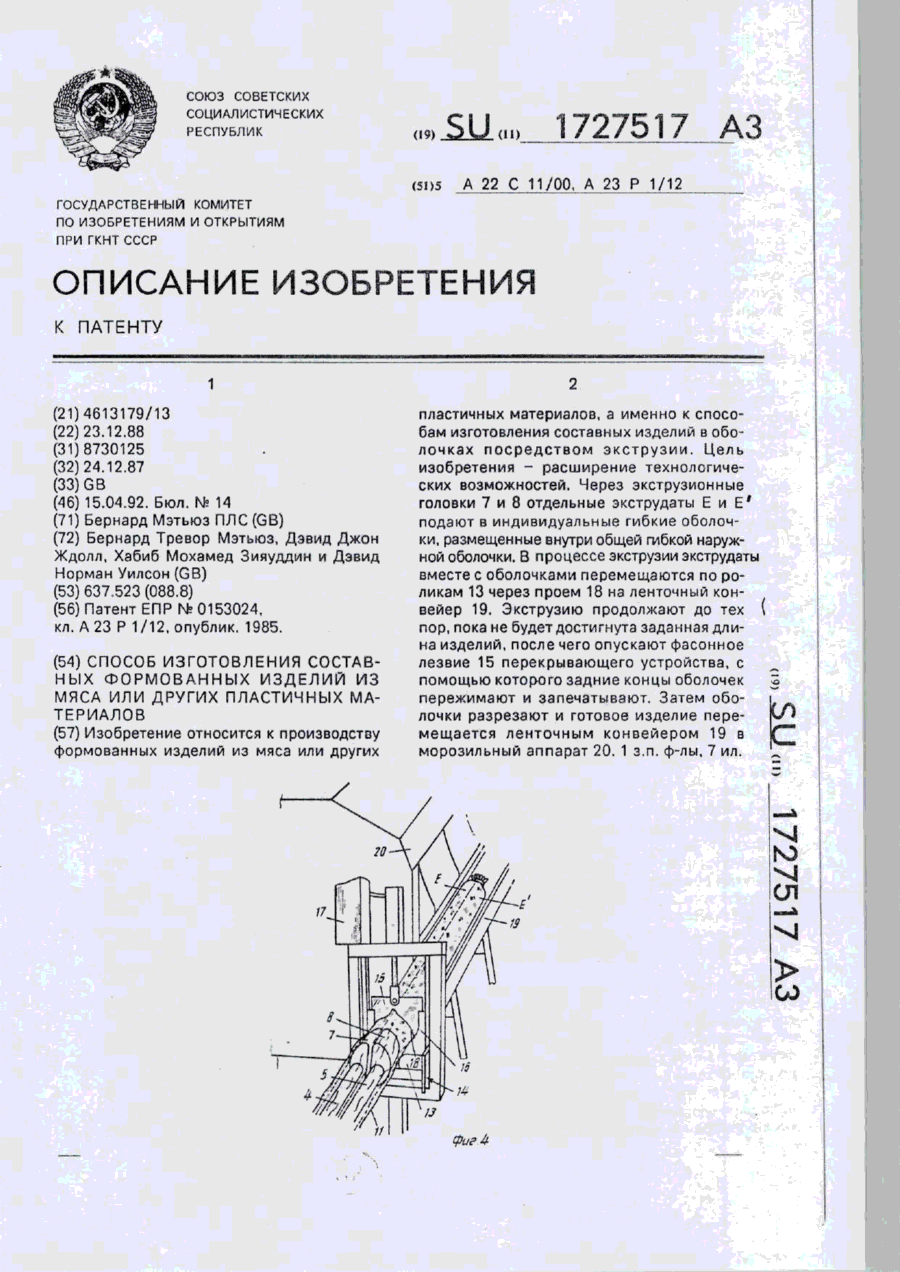
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
Спосіб виготовлення складених п’єзокерамічних перетворювачів
Номер патенту: 7952
Опубліковано: 15.07.2005
Автори: Паеранд Юрій Едуардович, Захожай Олег Ігорович
МПК: H01L 41/00, B23K 31/00
Мітки: складених, виготовлення, п'єзокерамічних, спосіб, перетворювачів
Формула / Реферат:
Спосіб виготовлення складених п'єзокерамічних перетворювачів, що включає паяння п'єзокерамічних елементів і металевих резонаторів з одночасною поляризацією, яке здійснюється на етапі остигання п'єзокерамічної структури через додання напруги поляризації у вигляді імпульсів, амплітуда яких відповідає передпробивному значенню для максимальної температури, тривалість визначається часом досягнення струмом витоку передпробивного значення, який...
Спосіб виготовлення складених п’єзокерамічних перетворювачів
Номер патенту: 55887
Опубліковано: 15.04.2003
Автори: Паеранд Юрій Едуардович, Захожай Олег Ігорович
МПК: H01L 41/00
Мітки: виготовлення, п'єзокерамічних, перетворювачів, складених, спосіб
Формула / Реферат:
Спосіб виготовлення складених п'єзокерамічних перетворювачів, що включає знежирення і нанесення клею на поверхні, що склеюють, з'єднання деталей і тимчасову витримку, який відрізняється тим, що перед знежиренням у центральній частині електрода, що склеюють, виконують його часткове видалення до поверхні п'єзокерамічного матеріалу у формі рівнобіжних смуг, розташованих по поверхні п'єзокерамічного перетворювача на однаковій відстані одна від...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: виготовлення, виробів, спосіб, композиційний, матеріал, установка
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Суміш для утеплення чавуну в чавуновізних ковшах
Наступний патент: Пристрій для знезводнювання та знесолювання нафти
Випадковий патент: Спосіб запаювання скляних ампул