Спосіб відновлення футерівки конвертера
Номер патенту: 55855
Опубліковано: 15.04.2003
Автори: Сітало Олександр Олексійович, Макшеєв Володимир Миколайович, Чуб Євген Петрович, Чуб Петро Іванович, Учитель Лев Михайлович, Івко Володимир Вікторович, Моцний Валерій Васильович
Формула / Реферат
Спосіб відновлення футерівки конвертера, що включає подачу на залишок розплавленого шлаку від попередньої плавки в конвертері брухту відпрацьованої основної футерівки, механічне зміщення їх в зону пошкодженої футерівки, який відрізняється тим, що як брухт основної футерівки використовують брухт пекопериклазових вогнетривів, який вводять в конвертер в кількості 3-5,2 т, адекватній масі вимитої футерівки, в інтервалі не більше 5 хвилин після випуску плавки, при температурі шлаку не менше 1650°С, додатковому вмісту оксидів заліза в ньому 15-26% та витримують 20-40 хвилин, після чого залишки шлаку зливають з конвертера.
Текст
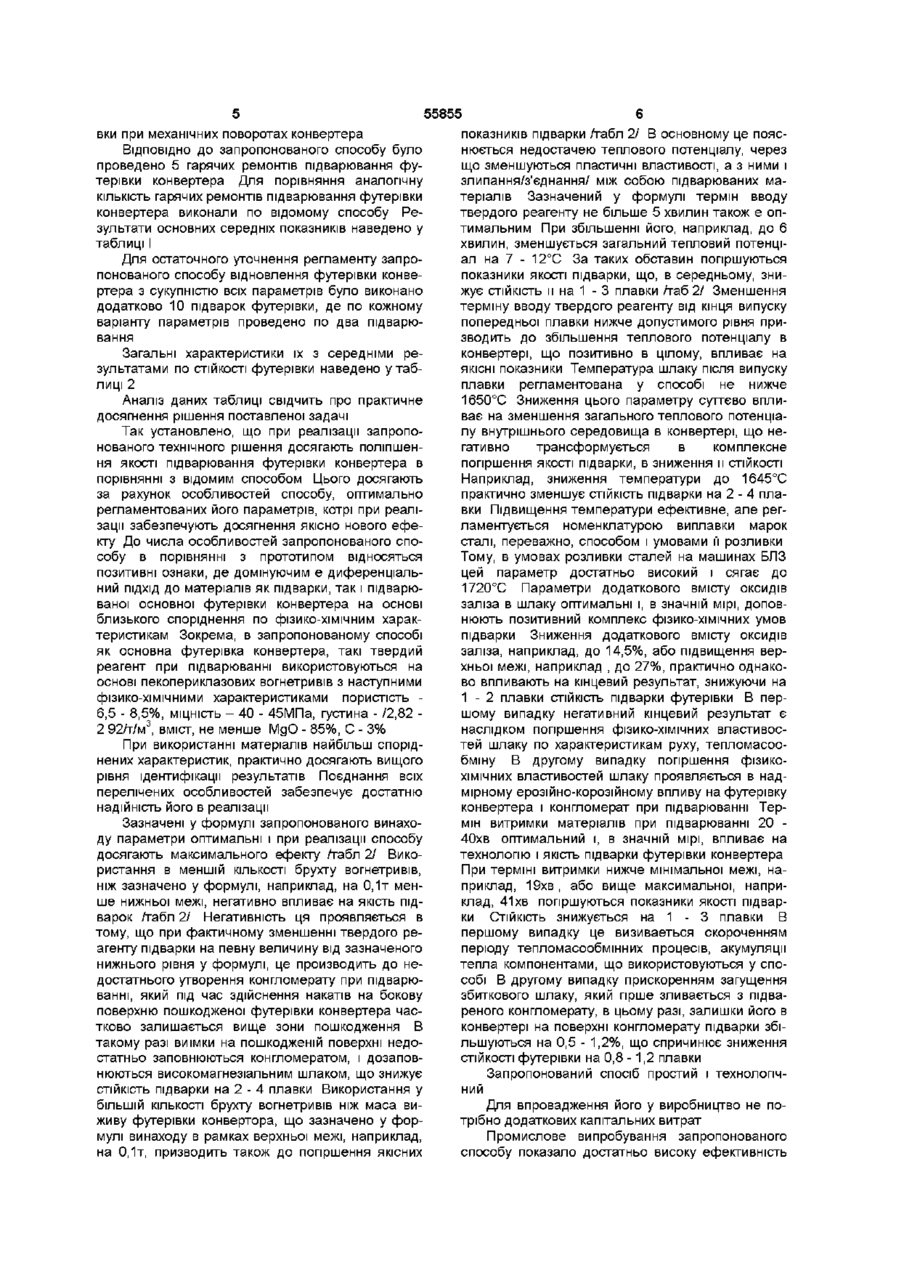
Спосіб відновлення футерівки конвертера, що включає подачу на залишок розплавленого шлаку від попередньої плавки в конвертері брухту відпрацьованої основної футерівки, механічне зміщення їх в зону пошкодженої футерівки, який відрізняється тим, що як брухт основної футерівки використовують брухт пекопериклазових вогнетривів, який вводять в конвертер в КІЛЬКОСТІ 3-5,2 т, адекватній масі вимитої футерівки, в інтервалі не більше 5 хвилин після випуску плавки, при температурі шлаку не менше 1650°С, додатковому вмісту оксидів заліза в ньому 15-26% та витримують 20-40 хвилин, після чого залишки шлаку зливають з конвертера Винахід відноситься до металургії чорних металів і стосується гарячих ремонтів вогнетривкої футерівки сталеплавильних конвертерів Відомий спосіб захисту від фізико-хімічних пошкоджень футерівки конвертера, виконаної із основних вогнетривів на смоляній основі, містить у собі технологічні прийоми, пов'язані з використанням високоосновних шлакоутворюючих матеріалів /ас СРСР №952970, кл С21С5/44, 1980/ Практичне використання цього способу дає можливість, в певній мірі, зменшити фізико-хімічні пошкодження футерівки конвертера на початковій стадії експлуатації за рахунок нанесення тонкого шару шлакового гарнісажу на футерівку конвертера Наслідком від реалізації відомого способу на практиці є збільшення терміну експлуатації футерівки, що сприяє зростанню рівня виробництва сталі, зниженню собівартості продукції Але при реалізації способу важко відновити футерівку з більш глибокими фізико-хімічними пошкодженнями, що мають місце в період подальшої експлуатації конвертера За таких обставин при роздуванні рідкої шлакової маси газодинамічними струменями в конвертері практично неможливо відновити відносно глибокі пошкодження футерівки конвертера При цьому, діючий технологічний прийом присадки в конвертер перед завалкою переважно металобрухту шлакоутворюючих матері алів групи високооксидних основних матеріалів суттєво не впливає на відновлення зруйнованих ділянок футерівки конвертера Взагалі, у таких випадках ускладнюється ситуація відносно терміну експлуатації футерівки конвертера, що негативно позначається, в цілому, на СТІЙКОСТІ футерівки та техніко-виробничих показниках Найбільш близьким по технічній суті і здобутому ефекту до запропонованого є спосіб відновлення футерівки конвертера, що частково усуває недоліки попереднього технічного рішення Це за рахунок того, що для підвищення СТІЙКОСТІ футерівки в нижній частині конвертера на шлак додатково завантажують брухт відпрацьованої основної вогнетривкої футерівки, продувають киснем зверху через фурму, перериваючи подачу його щохвилини в період продувки При цьому відношення терміну витримки І терміну продувки протягом однієї хвилини підтримують рівним /3-5/ 1 Після отримання достатньо розпливчатої маси шлаковогнетривного складу, останню додатково механічно/поворотами конвертера/ зміщують на найбільш пошкоджені місця футерівки /а с СРСР, №1696488, С21С5/44, 1991/ Завдяки такому способу досягають певного рівня відновлення футерівки конвертера, особливо в місцях поглибленого фізико-хімічного руйнування Це дозволяє знизити на 20% витрати вогнетривів на відновлення підва ю ю 00 ю ю 55855 рювання) футерівки дна конвертера і циліндричної частини, як з боку завантажувальної, так і зливної сторін, в тому числі і за рахунок обробки вогнетривів високоосновним шлаком, з достатнім вмістом МдО /не менше 6%/, що в певній мірі проявляє захисні функції для робочої зони футерівки конвертера Але у відомому способі за рахунок примусового під плавлення і розбризкування компонентів, задіяний у способі, газодинамічними струменями, якісного підварювання поглиблених зон не досягають Тобто, дише частково відновлюють футерівку Це не сприяє значному підвищенню СТІЙКОСТІ футерівки, і, взагалі, знижує техніко-економічні показники на 2% /абс / від можливо досягнутих при ліквідації вищезгаданих недоліків Відсутність же технічного рішення для ВІДПОВІДНОГО позитивного впливу на вищевказані недоліки залишає цю проблему відкритою В основу винаходу поставлена задача удосконалення способу відновлення футерівки конвертера, в період гарячого ремонту в міжплавочну зупинку, у якому забезпечується комплексне поєднання у взаємодію теплового потенціалу робочої зони футерівки конвертера, шлаку з його фізико-хімічними властивостями, збалансованих з урахуванням особливостей брухту пекопериклазових вогнетривів і регламентованих параметрів підварювання, з достатнім рівнем забезпечення пластичних властивостей в конгломераті з матеріалів підварки, з налипанням до пошкодженої зони футерівки, що трансформується в якісно вищі експлуатаційні характеристики Рішення поставленої задачі досягають тим, що у способі відновлення футерівки конвертера, що включає наявність в конвертері залишку розплавленого шлаку від попередньої плавки, подачу на нього брухту відпрацьованої основної футерівки, механічне зміщення їх в зону пошкодженої футерівки, згідно з винаходом як брухт основної футерівки використовують брухт пекопериклазових вогнетривів, який вводять в конвертер в КІЛЬКОСТІ 3 - 5, 2т, адекватній масі вимитої футерівки, в інтервалі не більше 5 хвилин після випуску плавки, при температурі шлаку не менше 1650°С, додатковому вмісту оксидів заліза в ньому 15 - 26%, та витримують 20 - 40 хвилин, після чого задишки шлаку зливають з конвертера При ОЦІНЦІ фізико-хімічних особливостей умов в конвертері беруть до уваги аналіз двофазної системи робоча зона футерівки і рідкий шлак Робоча зона футерівки оцінюється, в основному, з точки зору геометричних та фізичних параметрів Рідкий шлак у конвертері характеризують відносно базових умов температура - не менше 1650°С, основність - В не менше 2,8, додатковий вміст оксидів заліза - 15 - 26% Окремо оцінюють брухт пекопериклазових вогнетривів по фізичним і геометричним параметрам При дотриманні установлених параметрів технології досягають надійної реалізації відновлення футерівки конвертера В рамках параметрів запропонованого способу, при його реалізації, ефекту підварки досягають за рахунок фізико-хімічної взаємодії між реагентами підварки За таких умов достатньо використовують фізико-хімічні властивості конвертерного шлаку, який ефективно передає тепловий потенціал введеному брухту пекопериклазових вогнетривів і основній футерівці, втому числі і за рахунок високого вмісту оксидів заліза Останній позитивно впливає на контактну поверхню вогнетривів, які за рахунок тиску під дією своєї ваги, а пізніше, під час завалки, під впливом ваги шихтових матеріалів додатково розм'якшеними поверхнями поєднуються між собою 3 другого боку, у введених вогнетривах позитивна фізико-хімічна агресивність оксидів заліза оптимізується, стримується до певної міри за рахунок зниження концентрації самих оксидів заліза, при відповідному зростанні МдО в шлакові в КІНЦІ підварювання Цього досягають при реалізації запропонованого способу шляхом збагачення конвертерного шлаку МдО переважно із маси брухту вогнетривів на периклазовій основі Таким чином, за рахунок раціонально визначених і оптимально збалансованих параметрів відновлення футерівки конвертера, практично досягають вищих показників якості в порівнянні з відомим способом, В основу винаходу закладено фізикохімічну акумуляцію потенціалу конвертера і матеріалів підварки для усереднення, розм'якшення і поєднання їх в єдиний конгломерат, тоді як ВІДПОВІДНО до відомого способу фізико-хімічний потенціал для аналогічних цілей додатково штучно створюють за рахунок газодинамічних струменів Запропонований спосіб пройшов випробування в дослідно-промислових умовах діючого киснево-конвертерного цеху металургійного комбінату з випуском широкої номенклатури продукції В складі цеху працювали два конвертера ємністю по 250 тон кожний, з верхньою продувкою газоподібним киснем Досліди проводили в умовах підготовки і використання сухого брухту пекопериклазових вогнетривів із відпрацьованої попередньої футерівки конвертера, довжиною від 100 до 460мм, перетином у межах 110 х 1 2 5 - 1 2 5 х 150мм2 Такий матеріал, завантажений у совки ємністю по 65м3, поступав у шихтове відділення конвертерного цеху Потім цей совок за допомогою електромостового крану, обладнаного електронними вагами .піднімали на необхідну висоту і певним нахилом совка перевантажували розраховану масу брухту вогнетривів в інший совок, призначений для виконання підварювання футерівки Після цього совок відправлявся в конвертерне відділення, де за допомогою електромостового крану стандартним прийомом у типовому положенні конвертера під завантаження на залишений рідкий шлак, ВІДПОВІДНО ІЗ запропонованим способом, висипали брухт вогнетривів Масу шлаку в конвертері перед виконанням цього заходу залишали візуально в 3 - 3,6 рази більше маси розрахованої КІЛЬКОСТІ брухту вогнетривів для гарантії досягнення необхідного фізико-хімічного потенціалу способу Розрахунок КІЛЬКОСТІ брухту вогнетривів на підварювання конвертера проводили ВІДПОВІДНО до візуальної оцінки об'єму вимитої футерівки /місця ремонту/ і з урахуванням густини брухту вогнетривів /не менше 2,82 - 2,92т/м3/ Відновлення футерівки досягали переважно у донній і суміжних з нею частинах конвертера по завантажувальній і зливній сторонам напливам конгломерату підварки в місця руйнування футері 55855 вки при механічних поворотах конвертера ВІДПОВІДНО ДО запропонованого способу було проведено 5 гарячих ремонтів підварювання футерівки конвертера Для порівняння аналогічну КІЛЬКІСТЬ гарячих ремонтів підварювання футерівки конвертера виконали по відомому способу Результати основних середніх показників наведено у таблиці І Для остаточного уточнення регламенту запропонованого способу відновлення футерівки конвертера з сукупністю всіх параметрів було виконано додатково 10 підварок футерівки, де по кожному варіанту параметрів проведено по два підварювання Загальні характеристики їх з середніми результатами по СТІЙКОСТІ футерівки наведено у таблиці 2 Аналіз даних таблиці свідчить про практичне досягнення рішення поставленої задачі Так установлено, що при реалізації запропонованого технічного рішення досягають поліпшення якості підварювання футерівки конвертера в порівнянні з відомим способом Цього досягають за рахунок особливостей способу, оптимально регламентованих його параметрів, котрі при реалізації забезпечують досягнення якісно нового ефекту До числа особливостей запропонованого способу в порівнянні з прототипом відносяться позитивні ознаки, де домінуючим є диференціальний ПІДХІД до матеріалів як підварки, так і підварюваної основної футерівки конвертера на основі близького споріднення по фізико-хімічним характеристикам Зокрема, в запропонованому способі як основна футерівка конвертера, такі твердий реагент при підварюванні використовуються на основі пекопериклазових вогнетривів з наступними фізико-хімічними характеристиками пористість 6,5 - 8,5%, МІЦНІСТЬ - 40 - 45МПа, густина - /2,82 2 92л7м3, вміст, не менше МдО - 85%, С - 3% При використанні матеріалів найбільш споріднених характеристик, практично досягають вищого рівня ідентифікації результатів Поєднання всіх перелічених особливостей забезпечує достатню надійність його в реалізації Зазначені у формулі запропонованого винаходу параметри оптимальні і при реалізації способу досягають максимального ефекту л~абл 2/ Використання в меншій КІЛЬКОСТІ брухту вогнетривів, ніж зазначено у формулі, наприклад, на 0,1т менше нижньої межі, негативно впливає на якість підварок л~абл 2/ Негативність ця проявляється в тому, що при фактичному зменшенні твердого реагенту підварки на певну величину від зазначеного нижнього рівня у формулі, це производить до недостатнього утворення конгломерату при підварюванні, який під час здійснення накатів на бокову поверхню пошкодженої футерівки конвертера частково залишається вище зони пошкодження В такому разі виїмки на пошкодженій поверхні недостатньо заповнюються конгломератом, і дозаповнюються високомагнезіальним шлаком, що знижує СТІЙКІСТЬ підварки на 2 - 4 плавки Використання у більшій КІЛЬКОСТІ брухту вогнетривів ніж маса виживу футерівки конвертора, що зазначено у формулі винаходу в рамках верхньої межі, наприклад, на 0,1т, призводить також до погіршення якісних показників підварки л~абл 2/ В основному це пояснюється недостачею теплового потенціалу, через що зменшуються пластичні властивості, а з ними і злипання/з'єднання/ між собою підварюваних матеріалів Зазначений у формулі термін вводу твердого реагенту не більше 5 хвилин також є оптимальним При збільшенні його, наприклад, до 6 хвилин, зменшується загальний тепловий потенціал на 7 - 12°С За таких обставин погіршуються показники якості підварки, що, в середньому, знижує СТІЙКІСТЬ и на 1 - 3 плавки л~аб 2/ Зменшення терміну вводу твердого реагенту від кінця випуску попередньої плавки нижче допустимого рівня призводить до збільшення теплового потенціалу в конвертері, що позитивно в цілому, впливає на ЯКІСНІ показники Температура шлаку після випуску плавки регламентована у способі не нижче 1650°С Зниження цього параметру суттєво впливає на зменшення загального теплового потенціалу внутрішнього середовища в конвертері, що негативно трансформується в комплексне погіршення якості підварки, в зниження и СТІЙКОСТІ Наприклад, зниження температури до 1645°С практично зменшує СТІЙКІСТЬ підварки на 2 - 4 плавки Підвищення температури ефективне, але регламентується номенклатурою виплавки марок сталі, переважно, способом і умовами її розливки Тому, в умовах розливки сталей на машинах БЛЗ цей параметр достатньо високий і сягає до 1720°С Параметри додаткового вмісту оксидів заліза в шлаку оптимальні і, в значній мірі, доповнюють позитивний комплекс фізико-хімічних умов підварки Зниження додаткового вмісту оксидів заліза, наприклад, до 14,5%, або підвищення верхньої межі, наприклад , до 27%, практично однаково впливають на кінцевий результат, знижуючи на 1 - 2 плавки СТІЙКІСТЬ підварки футерівки В першому випадку негативний кінцевий результат є наслідком погіршення фізико-хімічних властивостей шлаку по характеристикам руху, тепломасообмшу В другому випадку погіршення фізикоХІМІЧНИХ властивостей шлаку проявляється в надмірному ерозійно-корозійному впливу на футерівку конвертера і конгломерат при підварюванні Термін витримки матеріалів при підварюванні 20 40хв оптимальний і, в значній мірі, впливає на технологію і якість підварки футерівки конвертера При терміні витримки нижче мінімальної межі, наприклад, 19хв, або вище максимальної, наприклад, 41хв погіршуються показники якості підварки СТІЙКІСТЬ знижується на 1 - 3 плавки В першому випадку це визиваеться скороченням періоду тепломасообмінних процесів, акумуляції тепла компонентами, що використовуються у способі В другому випадку прискоренням загущення збиткового шлаку, який гірше зливається з підвареного конгломерату, в цьому разі, залишки його в конвертері на поверхні конгломерату підварки збільшуються на 0,5 - 1,2%, що спричинює зниження СТІЙКОСТІ футерівки на 0,8 -1,2 плавки ний Запропонований спосіб простий і технологіч Для впровадження його у виробництво не потрібно додаткових капітальних витрат Промислове випробування запропонованого способу показало достатньо високу ефективність 7 55855 його в складних умовах роботи конвертерів, з продувкою шихтових матеріалів киснем до вмісту вуглецю в металі в межах 0,02 - 0,04%, додатковому вмісту оксидів заліза в шлаку до 26% і температу 8 рою шлаку на випуску до 1720°С Практичне використання цього способу підварювання футерівки конвертера дозволило підняти СТІЙКІСТЬ футерівки на 8 -14% Таблиця 1 Витрати матеріалів, кг Варіант способу Шлак попередньої плавки об'ємна витрата кисню Загальний термін конпід час протакту матеріалів підБрухт вогдувки при варки з основною фуВапняк нетривів підварюванні, терівкою, хв м3/хв 1 2 3 4 Відомий Запропонований 13000 14500 3000 4100 1000 5 420 6 8 ЗО Масова доля відстоювання конгломерату підварки, % 7 23 6 Таблиця 2 Варіан- КІЛЬКІСТЬ Середня СТІЙКІСТЬ підварки Інтервал вво- Температи присадки Додатковий КІЛЬКІСТЬ плавок ду брухту тура шлаку Термін виопро- брухту вогВМІСТ ОКСИДІВ вогнетривів після випутримки мазливної буваннетривів для підварю- ску плавки, заліза в шла- теріалів, хв дна завантажуваль- стороня спо- для підваку, % ної сторони вання, хв °С ни собу рювання, т 1 2 3 4 5 6 7 8 9 1 2,9 4 1660 14,5 20 38 86 107 2 3 5 1645 15 19 39 84 105 3 4,1 6 1680 20,5 ЗО 40 86 104 4 5,2 2 1720 26 40 42 88 109 5 5,3 2,5 1675 27 41 39 85 105 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for recovery of the converter lining
Автори англійськоюChub Petro Ivanovych, Uchytel Lev Mykhailovych, Sitalo Oleksandr Oleskiiovych, Motsnyi Valerii Vasyliovych, Ivko Volodymyr Viktorovych, Chub Yevhen Petrovych
Назва патенту російськоюСпособ восстановления футеровки конвертера
Автори російськоюЧуб Петр Иванович, Учитель Лев Михайлович, Ситало Александр Алексеевич, Моцный Валерий Васильевич, Ивко Владимир Викторович, Чуб Евгений Петрович
МПК / Мітки
МПК: C21C 5/44
Мітки: конвертера, спосіб, футерівки, відновлення
Код посилання
<a href="https://ua.patents.su/4-55855-sposib-vidnovlennya-futerivki-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення футерівки конвертера</a>
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 25010
Опубліковано: 25.12.1998
Автори: Стретинер Юхим Маркович, Кобелянський Анатолій Тимофійович, Боровиков Генадій Федорович, Тільга Степан Сергійович, Старов Ремуальд Вікторович, Прокопенко Світлана Олександрівна, Порхун Валентин Гаврилович, Омесь Микола Михайлович, Шаповал Георгій Лук'янович
МПК: C21C 5/44
Мітки: стінки, нанесення, покриття, спосіб, конвертера
Формула / Реферат:
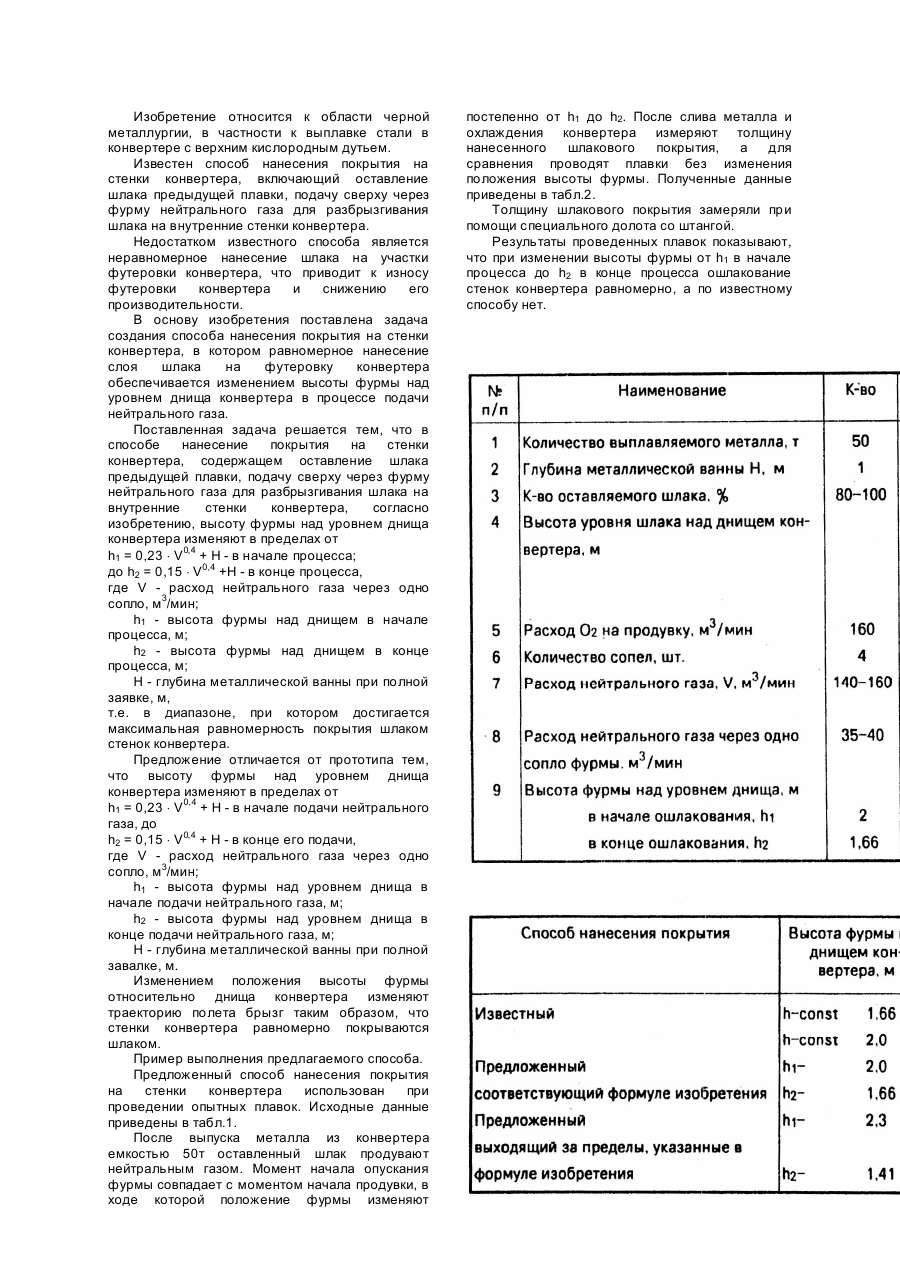
Способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверх через фурму нейтрального газа для разбрызгивания шлака на внутренние стенки конвертера, отличающийся тем, что высоту фурмы над уровнем днища конвертера изменяют в пределах от h1 = 0,23V0,4 + H в начале подачи нейтрального газа до h2 = 0,15V0,4 + H в конце его подачи, где V -расход нейтрального газа через одно сопло, м3/мин; h1 - высота...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 24989
Опубліковано: 25.12.1998
Автори: Боровиков Генадій Федорович, Кузьмичов Михайло Васильович, Вихлевщук Валерій Антонович, Кекух Анатолій Володимирович, Чистяков Сергій Васильович, Кобелянський Анатолій Тимофійович, Старов Ремуальд Вікторович, Нечепоренко Володимир Андрійович, Любимов Іван Михайлович, Омесь Микола Михайлович, Шалімов Володимир Дмитрійович, Сапсай Аскольд Дмитрійович, Севернюк Володимир Васильович, Стретинер Юхим Маркович, Коваль Микола Григорович
МПК: C21C 5/44
Мітки: нанесення, стінки, покриття, спосіб, конвертера
Формула / Реферат:
1. Способ нанесения покрытия на стенки конвертера, включающий оставление в агрегате шлака предыдущей плавки, присадку на него тугоплавкого флюса и разбрызгивание их на внутренние стенки конвертера путем подачи через верхнюю фурму нейтрального газа, отличающийся тем, что через 1 - 2мин после присадки тугоплавкого флюса осуществляют слив части шлака в количестве 20 - 50% его общего веса, а подачу нейтрального газа начинают после этого...
Спосіб виготовлення рівностійкої монолітної футерівки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 17.02.2003
Автори: Булат Володимир Олександрович, Тонкушин Анатолій Федорович, Король Леонід Наумович, Казаков Сергій Сергійович, Кійко Генадій Васильович, Кренделев Василій Миколайович, Панченко Олександр Іванович
МПК: B22D 41/02
Мітки: спосіб, ковшів, виготовлення, рівностійкої, монолітної, сталерозливних, футерівки
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Спосіб визначення моменту зливання металу з конвертера
Номер патенту: 2970
Опубліковано: 26.12.1994
Автори: Сорокін Микола Олександрович, Лигоцький Ігор Леонідович, Богушевський Володимир Святославович, Церковницький Микола Сергійович
МПК: C21C 5/30
Мітки: моменту, металу, зливання, конвертера, спосіб, визначення
Формула / Реферат:
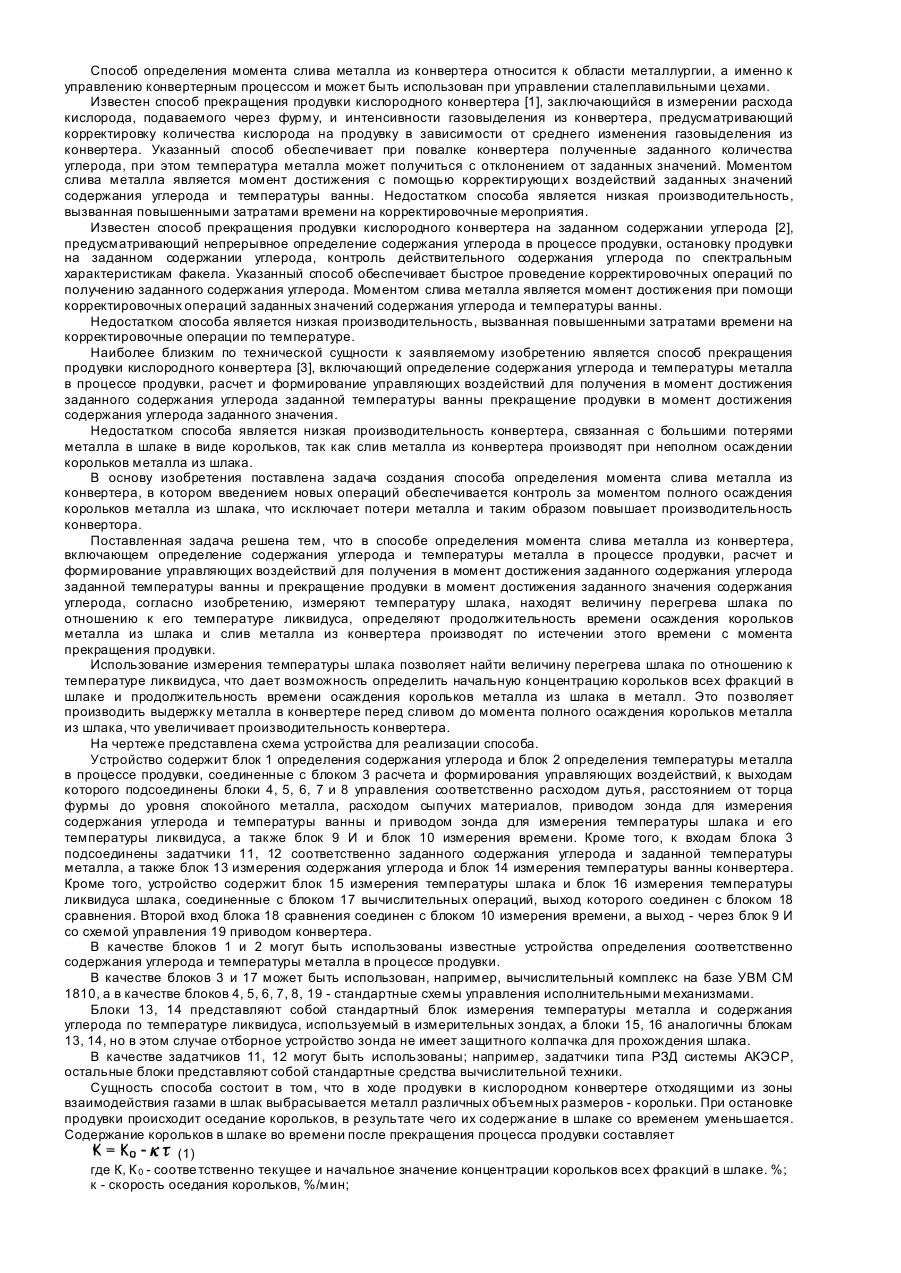
Способ определения момента слива металла из конвертера, включающий определение содержания углерода и температуры металла в процессе продувки, расчет и формирование управляющих воздействий для получении в момент достижения заданного содержания углерода заданной температуры ванны и прекращение продувки в момент достижения заданного значениясодержания углерода, отличающийся тем, что дополнительно измеряют температуру шлака, находят величину...
Днище конвертера для донного продування
Номер патенту: 19703
Опубліковано: 25.12.1997
Автори: Буряковський Генадій Абрамович, Шифрін Едуард Володимирович, Садовник Юрій Володимирович, Сергієнко Станіслав Леонідович, Король Леонід Наумович, Казаков Сергій Сергійович, Мошкевич Євген Іцкович
МПК: C21C 5/42
Мітки: продування, днище, донного, конвертера
Формула / Реферат:
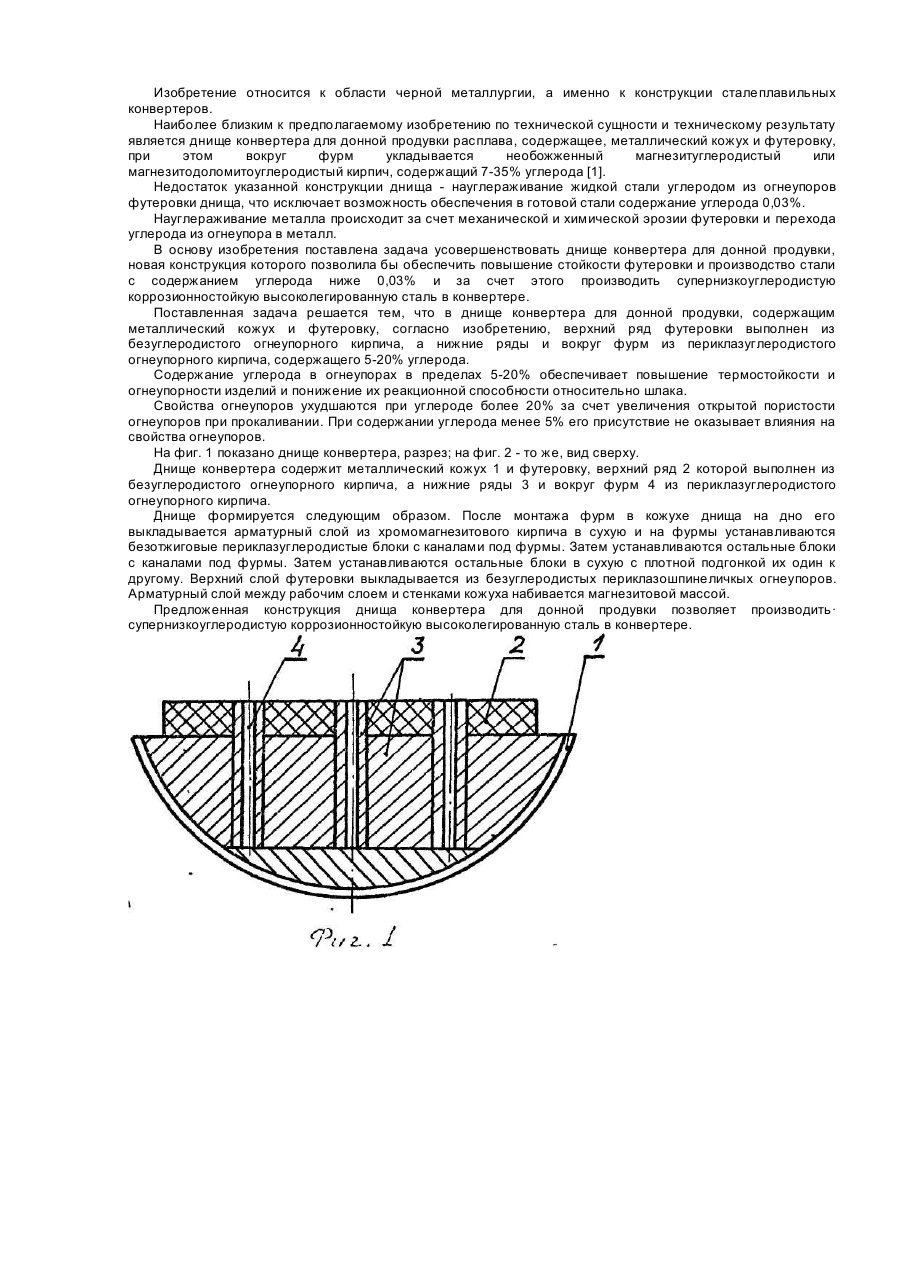
Днище конвертера для донной продувки, содержащее металлический кожух и футеровку, отличающееся тем, что верхний ряд футеровки выполнен из безуглеродистого огнеупорного кирпича, а нижние ряды и вокруг фурм из периклазуглеродистого огнеупорного кирпича, содержащего 5-20% углерода.
Попередній патент: Спосіб хірургічного лікування відкритокутової глаукоми
Наступний патент: Шлакоутворююча суміш для безперервного розливу сталі
Випадковий патент: Пристрій дистанційного керування електролампами