Спосіб монтажу механізованого кріплення
Номер патенту: 57574
Опубліковано: 10.03.2011
Автори: Орлов Ігор Іванович, Борзих Анатолій Пилипович, Литвинов Андрій Володимирович

Формула / Реферат
Спосіб монтажу механізованого кріплення, що включає проведення вузьким ходом з верхньою підривкою покрівлі розсічної виробки, її кріплення рамним металевим кріпленням, перекриття місця розвороту секції кріплення, розширення ділянками послідовно по довжині розсічної виробки шляхом проведення в її боці розкосини по пласту, доставку вугілля від цього розширення в підготовчу виробку, транспортування секцій кріплення по підготовчій і розсіяній виробках до місця встановлення, розворот секції і її встановлення в проектне положення, демонтаж чергових рам металевого кріплення розсічної виробки й видачу їх елементів з неї для повторного використання по прямому призначенню в аналогічних умовах, який відрізняється тим, що перекриття місця розвороту секції кріплення в розсічній виробці виконують шляхом прикріплення до верхняків рамного кріплення висувних металевих прогонів, що підтримуються по кінцях стійками, встановленими під верхняки не менше трьох рам з кожної сторони від розкосини, яку проводять заходками, у боці розсічної виробки з боку вибою проектованої лави послідовно, глибиною, рівною ширині секції механізованого кріплення й шириною, рівною довжині цієї секції, після чого знімають стійки рамного кріплення з боку розкосини, у пласті з боку розсічної виробки встановлюють розкосини на ділянці, рівній різниці довжини секції кріплення й ширини розсічної виробки під кутом не менше 45° до поздовжньої осі, вугілля від проведення розкосини завантажують на скребковий конвеєр, розташований біля очисного вибою у його підготовчій виробці, при цьому конвеєр періодично подовжують у міру посування розкосини, далі у розкосині зводять інвентарне кріплення і чергову секцію кріплення доставляють до розкосини по розсічній виробці, а розворот секції виконують одночасно з її уведенняму розкосину, чергову раму металевого кріплення демонтують у розсічній виробці на видаленні не менше 30 м від місця розвороту секції кріплення при повному припиненні робіт з монтажу комплексу й видають її елементи в підготовчу виробку.
Текст
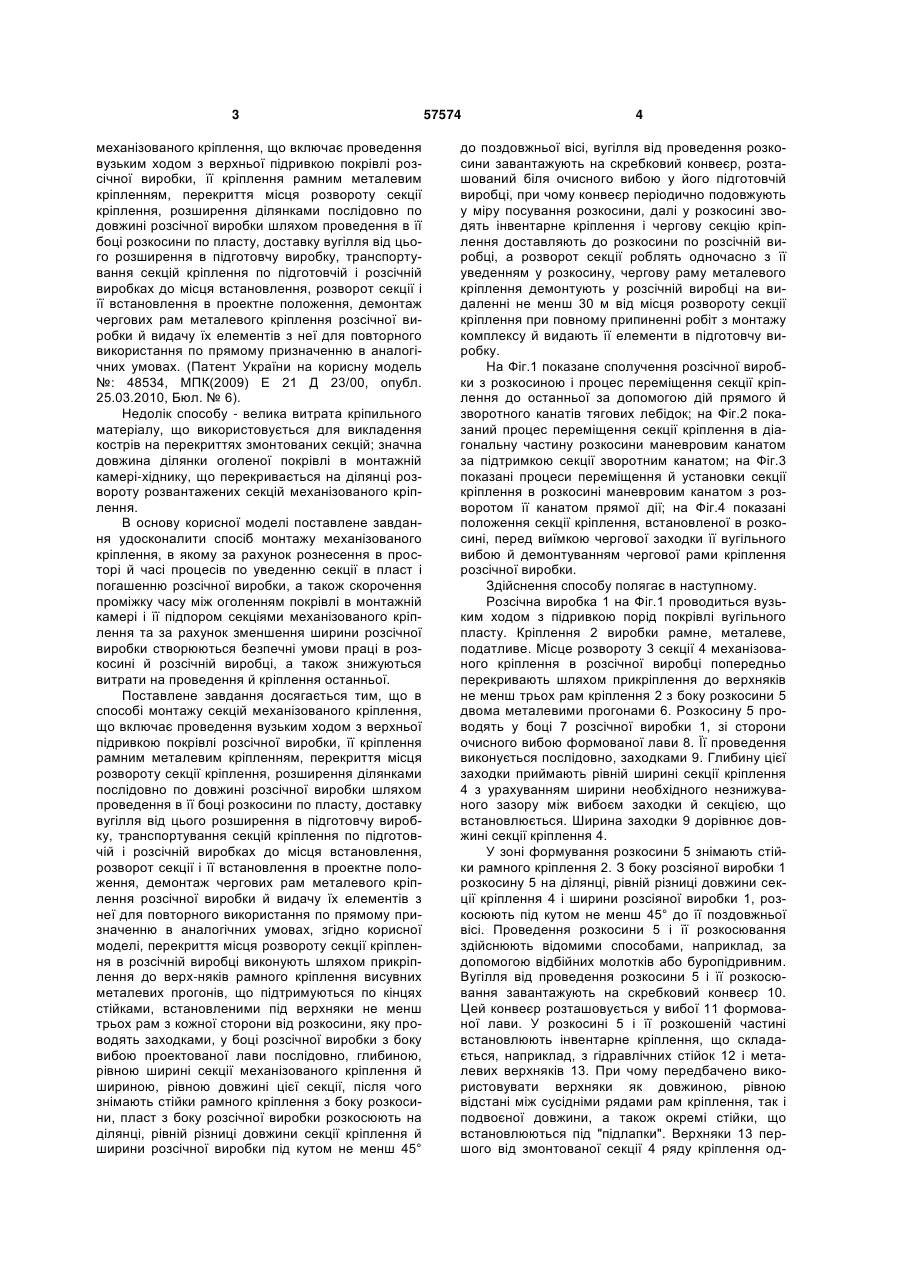
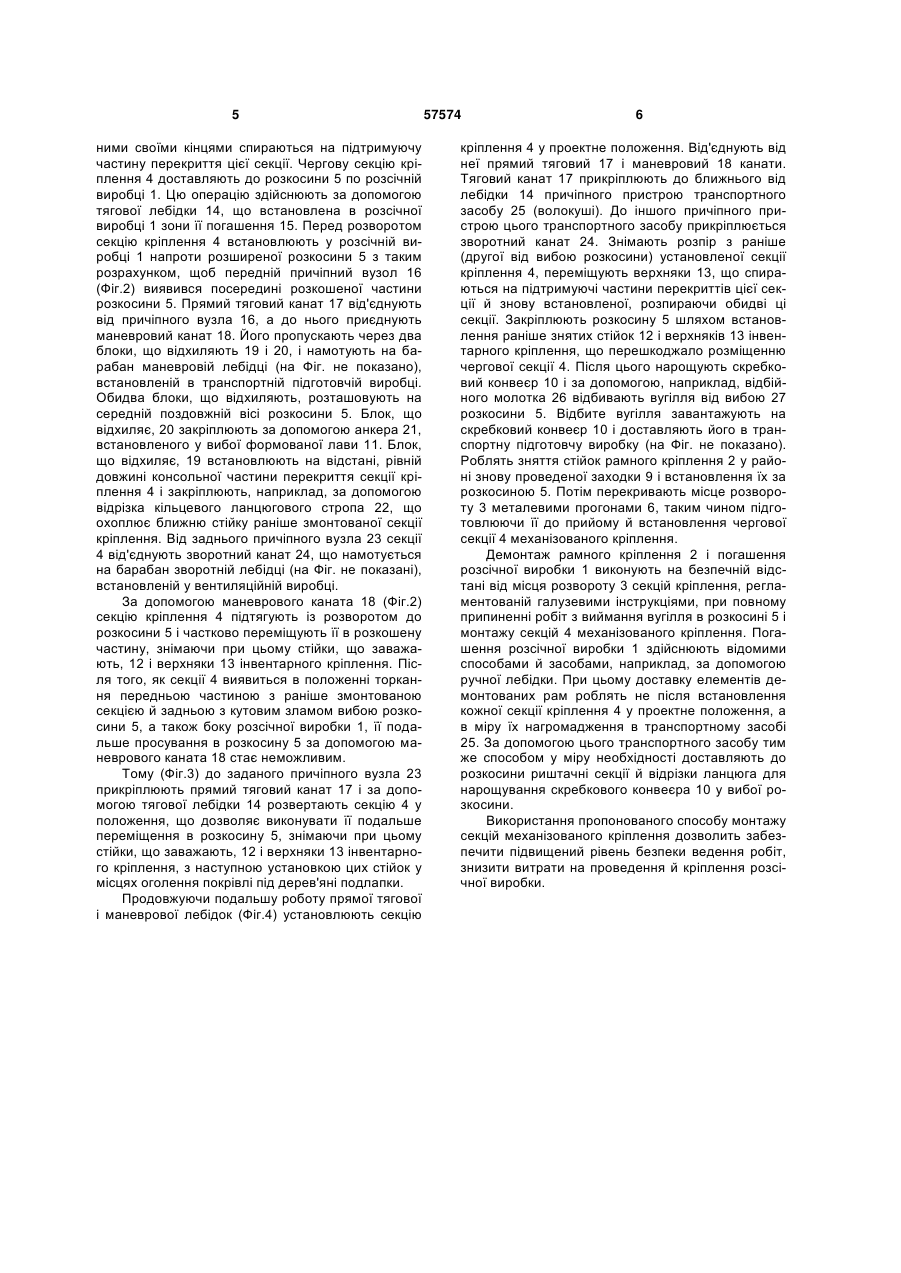
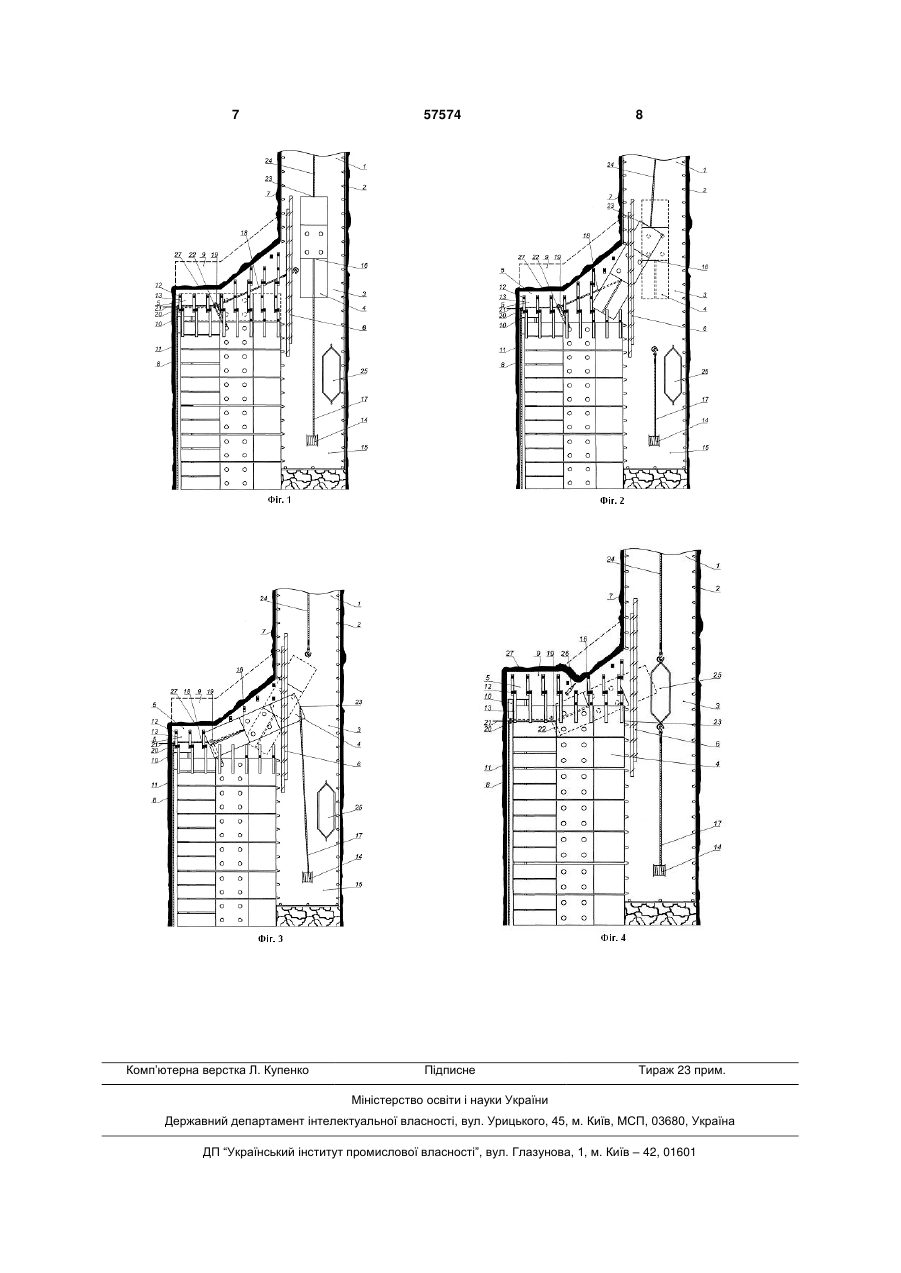
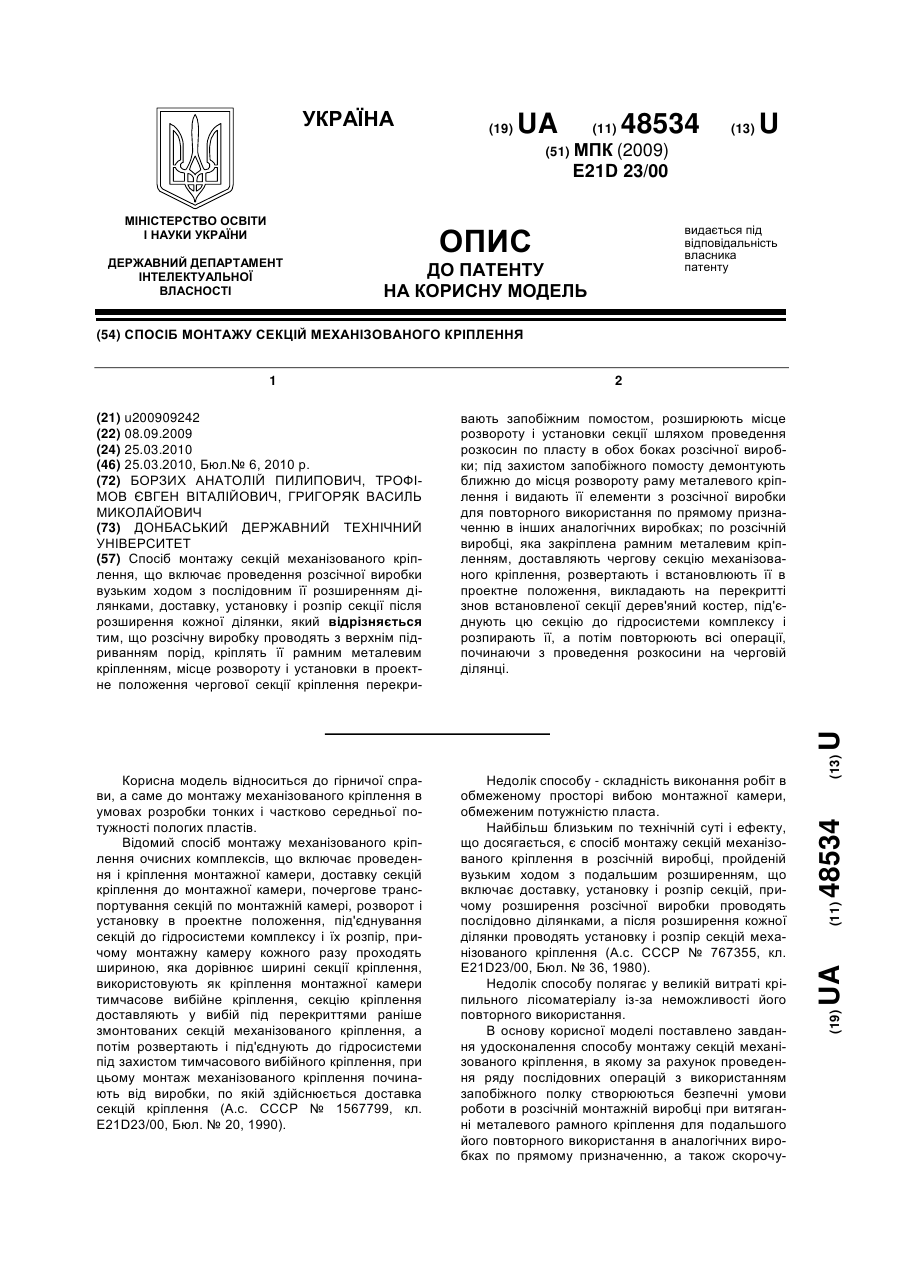
Спосіб монтажу механізованого кріплення, що включає проведення вузьким ходом з верхньою підривкою покрівлі розсічної виробки, її кріплення рамним металевим кріпленням, перекриття місця розвороту секції кріплення, розширення ділянками послідовно по довжині розсічної виробки шляхом проведення в її боці розкосини по пласту, доставку вугілля від цього розширення в підготовчу виробку, транспортування секцій кріплення по підготовчій і розсіяній виробках до місця встановлення, розворот секції і її встановлення в проектне положення, демонтаж чергових рам металевого кріплення розсічної виробки й видачу їх елементів з неї для повторного використання по прямому призначенню в аналогічних умовах, який відрізняється тим, що перекриття місця розвороту секції кріплення в розсічній виробці виконують шляхом U 2 (19) 1 3 механізованого кріплення, що включає проведення вузьким ходом з верхньої підривкою покрівлі розсічної виробки, її кріплення рамним металевим кріпленням, перекриття місця розвороту секції кріплення, розширення ділянками послідовно по довжині розсічної виробки шляхом проведення в її боці розкосини по пласту, доставку вугілля від цього розширення в підготовчу виробку, транспортування секцій кріплення по підготовчій і розсічній виробках до місця встановлення, розворот секції і її встановлення в проектне положення, демонтаж чергових рам металевого кріплення розсічної виробки й видачу їх елементів з неї для повторного використання по прямому призначенню в аналогічних умовах. (Патент України на корисну модель №: 48534, МПК(2009) Е 21 Д 23/00, опубл. 25.03.2010, Бюл. № 6). Недолік способу - велика витрата кріпильного матеріалу, що використовується для викладення кострів на перекриттях змонтованих секцій; значна довжина ділянки оголеної покрівлі в монтажній камері-хіднику, що перекривається на ділянці розвороту розвантажених секцій механізованого кріплення. В основу корисної моделі поставлене завдання удосконалити спосіб монтажу механізованого кріплення, в якому за рахунок рознесення в просторі й часі процесів по уведенню секції в пласт і погашенню розсічної виробки, а також скорочення проміжку часу між оголенням покрівлі в монтажній камері і її підпором секціями механізованого кріплення та за рахунок зменшення ширини розсічної виробки створюються безпечні умови праці в розкосині й розсічній виробці, а також знижуються витрати на проведення й кріплення останньої. Поставлене завдання досягається тим, що в способі монтажу секцій механізованого кріплення, що включає проведення вузьким ходом з верхньої підривкою покрівлі розсічної виробки, її кріплення рамним металевим кріпленням, перекриття місця розвороту секції кріплення, розширення ділянками послідовно по довжині розсічної виробки шляхом проведення в її боці розкосини по пласту, доставку вугілля від цього розширення в підготовчу виробку, транспортування секцій кріплення по підготовчій і розсічній виробках до місця встановлення, розворот секції і її встановлення в проектне положення, демонтаж чергових рам металевого кріплення розсічної виробки й видачу їх елементів з неї для повторного використання по прямому призначенню в аналогічних умовах, згідно корисної моделі, перекриття місця розвороту секції кріплення в розсічній виробці виконують шляхом прикріплення до верх-няків рамного кріплення висувних металевих прогонів, що підтримуються по кінцях стійками, встановленими під верхняки не менш трьох рам з кожної сторони від розкосини, яку проводять заходками, у боці розсічної виробки з боку вибою проектованої лави послідовно, глибиною, рівною ширині секції механізованого кріплення й шириною, рівною довжині цієї секції, після чого знімають стійки рамного кріплення з боку розкосини, пласт з боку розсічної виробки розкосюють на ділянці, рівній різниці довжини секції кріплення й ширини розсічної виробки під кутом не менш 45° 57574 4 до поздовжньої вісі, вугілля від проведення розкосини завантажують на скребковий конвеєр, розташований біля очисного вибою у його підготовчій виробці, при чому конвеєр періодично подовжують у міру посування розкосини, далі у розкосині зводять інвентарне кріплення і чергову секцію кріплення доставляють до розкосини по розсічній виробці, а розворот секції роблять одночасно з її уведенням у розкосину, чергову раму металевого кріплення демонтують у розсічній виробці на видаленні не менш 30 м від місця розвороту секції кріплення при повному припиненні робіт з монтажу комплексу й видають її елементи в підготовчу виробку. На Фіг.1 показане сполучення розсічної виробки з розкосиною і процес переміщення секції кріплення до останньої за допомогою дій прямого й зворотного канатів тягових лебідок; на Фіг.2 показаний процес переміщення секції кріплення в діагональну частину розкосини маневровим канатом за підтримкою секції зворотним канатом; на Фіг.3 показані процеси переміщення й установки секції кріплення в розкосині маневровим канатом з розворотом її канатом прямої дії; на Фіг.4 показані положення секції кріплення, встановленої в розкосині, перед виїмкою чергової заходки її вугільного вибою й демонтуванням чергової рами кріплення розсічної виробки. Здійснення способу полягає в наступному. Розсічна виробка 1 на Фіг.1 проводиться вузьким ходом з підривкою порід покрівлі вугільного пласту. Кріплення 2 виробки рамне, металеве, податливе. Місце розвороту 3 секції 4 механізованого кріплення в розсічної виробці попередньо перекривають шляхом прикріплення до верхняків не менш трьох рам кріплення 2 з боку розкосини 5 двома металевими прогонами 6. Розкосину 5 проводять у боці 7 розсічної виробки 1, зі сторони очисного вибою формованої лави 8. Її проведення виконується послідовно, заходками 9. Глибину цієї заходки приймають рівній ширині секції кріплення 4 з урахуванням ширини необхідного незнижуваного зазору між вибоєм заходки й секцією, що встановлюється. Ширина заходки 9 дорівнює довжині секції кріплення 4. У зоні формування розкосини 5 знімають стійки рамного кріплення 2. З боку розсіяної виробки 1 розкосину 5 на ділянці, рівній різниці довжини секції кріплення 4 і ширини розсіяної виробки 1, розкосюють під кутом не менш 45° до її поздовжньої вісі. Проведення розкосини 5 і її розкосювання здійснюють відомими способами, наприклад, за допомогою відбійних молотків або буропідривним. Вугілля від проведення розкосини 5 і її розкосювання завантажують на скребковий конвеєр 10. Цей конвеєр розташовується у вибої 11 формованої лави. У розкосині 5 і її розкошеній частині встановлюють інвентарне кріплення, що складається, наприклад, з гідравлічних стійок 12 і металевих верхняків 13. При чому передбачено використовувати верхняки як довжиною, рівною відстані між сусідніми рядами рам кріплення, так і подвоєної довжини, а також окремі стійки, що встановлюються під "підлапки". Верхняки 13 першого від змонтованої секції 4 ряду кріплення од 5 ними своїми кінцями спираються на підтримуючу частину перекриття цієї секції. Чергову секцію кріплення 4 доставляють до розкосини 5 по розсічній виробці 1. Цю операцію здійснюють за допомогою тягової лебідки 14, що встановлена в розсічної виробці 1 зони її погашення 15. Перед розворотом секцію кріплення 4 встановлюють у розсічній виробці 1 напроти розширеної розкосини 5 з таким розрахунком, щоб передній причіпний вузол 16 (Фіг.2) виявився посередині розкошеної частини розкосини 5. Прямий тяговий канат 17 від'єднують від причіпного вузла 16, а до нього приєднують маневровий канат 18. Його пропускають через два блоки, що відхиляють 19 і 20, і намотують на барабан маневровій лебідці (на Фіг. не показано), встановленій в транспортній підготовчій виробці. Обидва блоки, що відхиляють, розташовують на середній поздовжній вісі розкосини 5. Блок, що відхиляє, 20 закріплюють за допомогою анкера 21, встановленого у вибої формованої лави 11. Блок, що відхиляє, 19 встановлюють на відстані, рівній довжині консольної частини перекриття секції кріплення 4 і закріплюють, наприклад, за допомогою відрізка кільцевого ланцюгового стропа 22, що охоплює ближню стійку раніше змонтованої секції кріплення. Від заднього причіпного вузла 23 секції 4 від'єднують зворотний канат 24, що намотується на барабан зворотній лебідці (на Фіг. не показані), встановленій у вентиляційній виробці. За допомогою маневрового каната 18 (Фіг.2) секцію кріплення 4 підтягують із розворотом до розкосини 5 і частково переміщують її в розкошену частину, знімаючи при цьому стійки, що заважають, 12 і верхняки 13 інвентарного кріплення. Після того, як секції 4 виявиться в положенні торкання передньою частиною з раніше змонтованою секцією й задньою з кутовим зламом вибою розкосини 5, а також боку розсічної виробки 1, її подальше просування в розкосину 5 за допомогою маневрового каната 18 стає неможливим. Тому (Фіг.3) до заданого причіпного вузла 23 прикріплюють прямий тяговий канат 17 і за допомогою тягової лебідки 14 розвертають секцію 4 у положення, що дозволяє виконувати її подальше переміщення в розкосину 5, знімаючи при цьому стійки, що заважають, 12 і верхняки 13 інвентарного кріплення, з наступною установкою цих стійок у місцях оголення покрівлі під дерев'яні подлапки. Продовжуючи подальшу роботу прямої тягової і маневрової лебідок (Фіг.4) установлюють секцію 57574 6 кріплення 4 у проектне положення. Від'єднують від неї прямий тяговий 17 і маневровий 18 канати. Тяговий канат 17 прикріплюють до ближнього від лебідки 14 причіпного пристрою транспортного засобу 25 (волокуші). До іншого причіпного пристрою цього транспортного засобу прикріплюється зворотний канат 24. Знімають розпір з раніше (другої від вибою розкосини) установленої секції кріплення 4, переміщують верхняки 13, що спираються на підтримуючі частини перекриттів цієї секції й знову встановленої, розпираючи обидві ці секції. Закріплюють розкосину 5 шляхом встановлення раніше знятих стійок 12 і верхняків 13 інвентарного кріплення, що перешкоджало розміщенню чергової секції 4. Після цього нарощують скребковий конвеєр 10 і за допомогою, наприклад, відбійного молотка 26 відбивають вугілля від вибою 27 розкосини 5. Відбите вугілля завантажують на скребковий конвеєр 10 і доставляють його в транспортну підготовчу виробку (на Фіг. не показано). Роблять зняття стійок рамного кріплення 2 у районі знову проведеної заходки 9 і встановлення їх за розкосиною 5. Потім перекривають місце розвороту 3 металевими прогонами 6, таким чином підготовлюючи її до прийому й встановлення чергової секції 4 механізованого кріплення. Демонтаж рамного кріплення 2 і погашення розсічної виробки 1 виконують на безпечній відстані від місця розвороту 3 секцій кріплення, регламентованій галузевими інструкціями, при повному припиненні робіт з виймання вугілля в розкосині 5 і монтажу секцій 4 механізованого кріплення. Погашення розсічної виробки 1 здійснюють відомими способами й засобами, наприклад, за допомогою ручної лебідки. При цьому доставку елементів демонтованих рам роблять не після встановлення кожної секції кріплення 4 у проектне положення, а в міру їх нагромадження в транспортному засобі 25. За допомогою цього транспортного засобу тим же способом у міру необхідності доставляють до розкосини риштачні секції й відрізки ланцюга для нарощування скребкового конвеєра 10 у вибої розкосини. Використання пропонованого способу монтажу секцій механізованого кріплення дозволить забезпечити підвищений рівень безпеки ведення робіт, знизити витрати на проведення й кріплення розсічної виробки. 7 Комп’ютерна верстка Л. Купенко 57574 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting of powered support
Автори англійськоюBorzykh Anatolii Pylypovych, Orlov Ihor Ivanovych, Lytvinov Andrii Volodymyrovych
Назва патенту російськоюСпособ монтажа механизированной крепи
Автори російськоюБорзых Анатолий Филиппович, Орлов Игорь Иванович, Литвинов Андрей Владимирович
МПК / Мітки
МПК: E21D 23/00
Мітки: монтажу, кріплення, механізованого, спосіб
Код посилання
<a href="https://ua.patents.su/4-57574-sposib-montazhu-mekhanizovanogo-kriplennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу механізованого кріплення</a>
Спосіб монтажу секцій механізованого кріплення
Номер патенту: 48534
Опубліковано: 25.03.2010
Автори: Борзих Анатолій Пилипович, Григоряк Василь Миколайович, Трофімов Євген Віталійович
МПК: E21D 23/00
Мітки: кріплення, монтажу, секцій, спосіб, механізованого
Формула / Реферат:
Спосіб монтажу секцій механізованого кріплення, що включає проведення розсічної виробки вузьким ходом з послідовним її розширенням ділянками, доставку, установку і розпір секції після розширення кожної ділянки, який відрізняється тим, що розсічну виробку проводять з верхнім підриванням порід, кріплять її рамним металевим кріпленням, місце розвороту i установки в проектне положення чергової секції кріплення перекривають запобіжним помостом,...
Спосіб монтажу механізованого кріплення
Номер патенту: 40090
Опубліковано: 25.03.2009
Автори: Шостак Леонід Степанович, Калінін Володимир Іванович, Гречко Юрій Анатолійович
МПК: E21D 23/00, E21F 13/00
Мітки: механізованого, кріплення, монтажу, спосіб
Формула / Реферат:
Спосіб монтажу механізованого кріплення, що включає розвантаження, доставку, розвертання, встановлення в проектне положення і розпір секцій механізованого кріплення у монтажній камері, яку по довжині поділяють на зони доставки і монтажу, який відрізняється тим, що поділення на зони доставки і монтажу секцій механізованого кріплення виконують за допомогою встановлення у проектне положення перших, не менше ніж двох, секцій механізованого...
Спосіб монтажу механізованого кріплення очисних комплексів
Номер патенту: 38084
Опубліковано: 15.05.2001
Автори: Добровольський Микола Олександрович, Оголь Микола Васильович
МПК: E21F 13/08, E21D 23/00
Мітки: очисних, механізованого, спосіб, кріплення, монтажу, комплексів
Текст:
...перевантажувальний дерев'яний полок 9 та доставляють по транспортувальній доріжці 10 до місця установки під захистом раніш встановленнях секцій механізованого кріплення 2 та висувни х балок з металу тимчасового кріплення 11. Після цього секцію механізованого кріплення 8 встановлюють уздовж монтажної камери 2 підключають до гідросистеми та розтискають. Цикл повторюється до завершення робіт. Після того, як монтажна камера 1 буде проведена, а...
Спосіб монтажу механізованого кріплення
Номер патенту: 43563
Опубліковано: 25.08.2009
Автори: Саржинський Євген Миколайович, Вільховий Віталій Віталійович, Гук Олександр Петрович
МПК: E21F 13/00, E21D 23/00
Мітки: спосіб, кріплення, механізованого, монтажу
Формула / Реферат:
Спосіб монтажу механізованого кріплення, який включає розвантаження, доставку, розвертання та встановлення за допомогою лебідки секцій механізованого кріплення у монтажній камері, яку по довжині поділяють на зони доставки і монтажу, при цьому останні у міру виконання монтажу переміщуються вздовж монтажної камери, який відрізняється тим, що лебідка, за допомогою якої здійснюється розвертання та встановлення секцій механізованого кріплення у...
Спосіб монтажу механізованого кріплення очисних комплексів
Номер патенту: 93170
Опубліковано: 10.01.2011
Автори: Демченко Андрій Віталійович, Снігур Василь Григорович, Черкашин Олександр Миколайович, Воронін Сергій Анатолійович
МПК: E21D 23/00, E21F 13/00
Мітки: кріплення, механізованого, комплексів, очисних, монтажу, спосіб
Формула / Реферат:
1. Спосіб монтажу механізованого кріплення очисних комплексів, за яким здійснюють проведення монтажної камери та кріплення монтажної камери за допомогою тимчасового та постійного кріплення, почергове транспортування секцій механізованого кріплення по монтажній камері по транспортній доріжці, розвертання та встановлення секцій механізованого кріплення в проектне положення, залишаючи відстань між забоєм і останньою змонтованою секцією 0-50 м,...
Попередній патент: Спосіб одержання лікувально-профілактичного засобу з урикозуричною дією
Наступний патент: Спосіб нерознімного з’єднання проводів плоского вібростійкого електронагрівача
Випадковий патент: Однокристальний перетворювач імітансу