Спосіб ремонту паливних баків гелікоптерів
Номер патенту: 57919
Опубліковано: 10.03.2011
Автори: Немчин Олександр Федорович, Зубко Микола Олександрович, Середохін Володимир Олексійович, Михайлицька Наталія Валентинівна, Михайленко Володимир Павлович, Буцан Анатолій Олексійович
Формула / Реферат
Спосіб ремонту паливних баків гелікоптерів, за яким паливний бак демонтують з планера гелікоптера, визначають місця пошкоджень на його корпусі, видаляють лакофарбові покриття та сліди можливої корозії на зовнішній стороні корпусу паливного бака в місцях пошкоджень та навколо них, готують з алюмінієвого сплаву компенсуючі латки з напуском для кожного ушкодження, обезжирюють оброблену поверхню паливного бака та одну з сторін компенсуючих латок, готують металополімернупасту як суміш основи та активатора у пропорціях та порядку, що вказані в супровідній документації на набір компонентів металополімерної пасти, наносять приготовлену металополімерну пасту на місця пошкоджень та обезжирені сторони компенсуючих латок, накладають компенсуючі латки стороною з нанесеною металополімерною пастою на відповідні місця ушкоджень та забезпечують їх щільне прилягання, в разі необхідності надлишки пасти знімають за допомогою розчинника, вказаного в супровідній документації на набір компонентів металополімерної пасти, після полімеризації та затвердіння металополімерної пасти перевіряють паливний бак на герметичність, ремонтовані поверхні корпусу паливного бака шляхом шліфовки та ґрунтування готують до нанесення лакофарбового покриття, наносять лакофарбове покриття, монтують паливний бак на планер гелікоптера, який відрізняється тим, що як матеріал компенсуючих латок використовують лист сплаву АМц товщиною 0,5-0,6 мм, після накладення компенсуючих латок на місця пошкоджень за допомогою тягарів створюють тиск на компенсуючі латки, протягом від 4 до 6 хвилин після встановлення тягарів до корпусу паливних баків застосовують вібраційні навантаження, тривалість застосування вібраційних навантажень обернено пропорційна розміру наскрізних пошкоджень корпусу паливних баків, як вібраційні навантаження до корпусу паливних баків застосовують синусоїдальну вібрацію частотою (50±5) Гц та амплітудним прискоренням (0,03±0,01) м/с2.
Текст
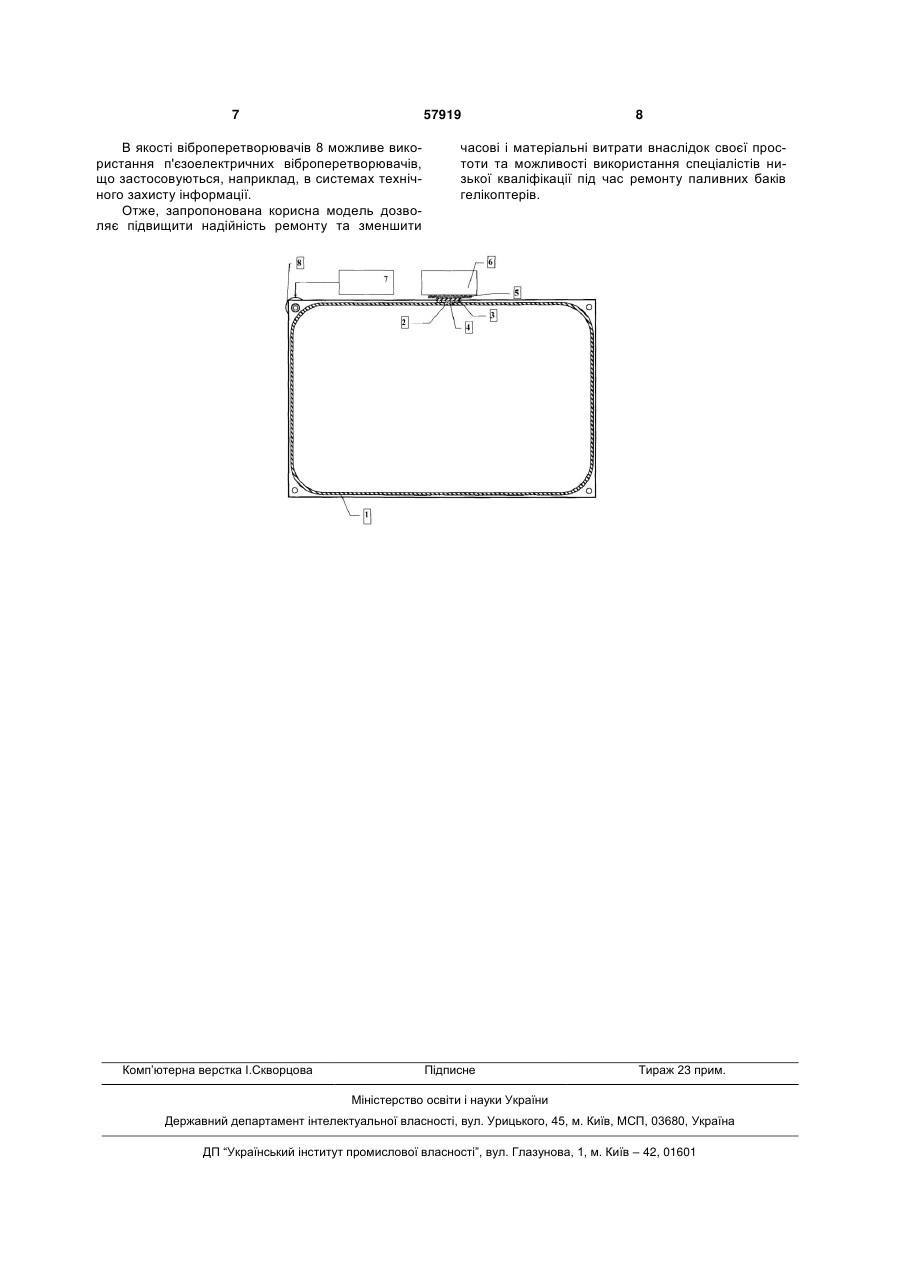
Спосіб ремонту паливних баків гелікоптерів, за яким паливний бак демонтують з планера гелікоптера, визначають місця пошкоджень на його корпусі, видаляють лакофарбові покриття та сліди можливої корозії на зовнішній стороні корпусу паливного бака в місцях пошкоджень та навколо них, готують з алюмінієвого сплаву компенсуючі латки з напуском для кожного ушкодження, обезжирюють оброблену поверхню паливного бака та одну з сторін компенсуючих латок, готують металополімерну пасту як суміш основи та активатора у пропорціях та порядку, що вказані в супровідній документації на набір компонентів металополімерної пасти, наносять приготовлену металополімерну пасту на місця пошкоджень та обезжирені сторони U 2 57919 1 3 нтують паливний бак з автомобіля, проводять промивання або пропарювання паливного бака в порядку та обсягах, визначених правилами з техніки безпеки для авторемонтних підприємств (на Україні діють «ДНАОП 63.21-1.04-78 Правила техніки безпеки для авторемонтних підприємств»), готують з листа відповідного алюмінієвого сплаву латку, що перекриває місце ушкодження з напуском, зачищають поверхню бака в районі місця ушкодження, заповнюють паливний бак водою або інертним газом, накладають приготовлену латку на місце пошкодження, за допомогою аргоннодугового зварювання по периметру латки прикріплюють її до корпусу паливного бака, перевіряють бак на герметичність та монтують його на автомобіль. Позитивом такого способу ремонту паливних баків, виготовлених з алюмінієвих сплавів, є висока надійність ремонту. До основних недоліків такого способу можна віднести його складність та значну тривалість, пов'язану з необхідністю забезпечення протипожежних заходів, що викликано наявністю в замкнутому об'ємі паливного бака вибухонебезпечних паливних парів навіть за відсутності самого палива. Відомий спосіб ремонту тонкостінних конструкцій (пат. РФ №2181083, МПК7 В29С73/04, В29К101:00, B29L31:00), при якому визначають границі зони ушкодження, вирізують ушкоджену зону, виготовляють компенсуючу латку з декількох шарів препрегу і суміші рідкого клею з наповнювачем, розмір кожного наступного шару, крім першого, вибирають більше попереднього на величину напуску і заливають ушкоджену зону епоксидним клеєм, з першого шару препрегу утворять дно ушкодженої зони і частково його вдавлюють усередину конструкції, заповнюють порожнину дефекту сумішшю рідкого епоксидного клею з наповнювачем, укладають інші шари поверх суміші клею з наповнювачем і утворюють компенсуючу латку. Позитивом такого способу ремонту паливних баків, що також є тонкостінними конструкціями, є зменшення часу ремонту через відсутність зварювальних робіт, що не потребує операцій промивання чи випарювання паливного бака та заповнення його водою чи інертним газом. До недоліків такого способу ремонту паливних баків можна віднести його складність, пов'язану з необхідністю укладання багатошарової компенсуючої латки, та не досить високу надійність, викликану застосуванням неметалевої компенсуючої латки, що унеможливлює застосування цього способу для паливних баків гелікоптера, які зазнають при експлуатації значних вібраційних навантажень. Відомий також спосіб закладення скорозійованих дефектів металевих поверхонь (пат. РФ №2131344, МПК6 В23Р6/00), який включає зачищення металевої поверхні і нанесення на неї матеріалу, що перешкоджає розвиткові корозії, зачищення металевої поверхні здійснюють навколо зони дефекту, а як матеріал, що перешкоджає розвиткові корозії, використовують низько в'язкий анаеробний герметик і металополімер «Герме 57919 4 талл-1», причому на зону дефекту наносять анаеробний низько в'язкий герметик, а металополімер «Герметалл-1» наносять у два шари, при цьому перший його шар наносять після отвердіння анаеробного герметика з перекриттям зони дефекту, а після закінчення часу його життєздатності наносять другий його шар з перекриттям першого, потім здійснюють витримку до остаточного отвердіння металополімера «Герметалл-1». Позитивом такого способу ремонту є його простота і, як наслідок, значне зменшення часу ремонту. До недоліків такого способу ремонту можна віднести Його не досить високу надійність, викликану відсутністю компесуючої латки, а також значною пористістю полімеризованої композиції, тому що повітря і гази видалити зі складу композиції за допомогою шпателя або кисті важко. Найбільш близьким до пропонованого способу ремонту паливних баків є спосіб ремонту дефектів поверхні виробів (пат. РФ №2214919, МПК В29С73/02, В29С73/30, В29К101:00), що включає очищення ушкодженої і прилеглої поверхонь, закріплення пристрою для нагнітання ремонтної композиції, нагнітання ремонтної композиції в порожнину дефекту і її термообробку шляхом нагрівання в замкнутому обсязі, утвореному порожниною каверни і формотворної вкладки, вібронагнітання ремонтної композиції в порожнину дефекту здійснюють з одночасним формуванням поверхні ремонтованої ділянки за допомогою формотворної деталі і змінного формотворної вкладки, для утримання пристрою в процесі вібронагнітання і термообробку ремонтної композиції використовують постійні магніти. Позитивом такого способу ремонту є менша пористість ремонтної композиції внаслідок її полімеризації під тиском. До недоліків такого способу ремонту можна віднести його не досить високу надійність, викликану відсутністю компесуючої латки, а також значну складність пристрою, за допомогою якого реалізується спосіб ремонту, та неможливість використання для ремонту паливних баків, виготовлених з алюмінієвих сплавів, оскільки при ремонті використовуються постійні магніти. В основу створення корисної моделі поставлена задача підвищення надійності та зменшення часових і матеріальних витрат під час ремонту паливних баків гелікоптерів. Зазначена задача вирішується тим, що в способі ремонту паливних баків гелікоптерів, за яким паливний бак демонтують з планера гелікоптера, визначають місця пошкоджень на його корпусі, видаляють лакофарбові покриття та сліди можливої корозії на зовнішній стороні корпусу паливного баку в місцях пошкоджень та навколо них, готують з алюмінієвого сплаву компенсуючі латки з напуском для кожного ушкодження, обезжирюють оброблену поверхню паливного бака та одну з сторін компенсуючих латок, готують металополімерну пасту як суміш основи та активатору у пропорціях та порядку, що вказані в супровідній документації на набір компонентів металополімерної пасти, наносять приготовлену металополімерну пасту на 5 місця пошкоджень та обезжирені сторони компенсуючих латок, накладають компенсуючі латки стороною з нанесеною металополімерною пастою на відповідні місця ушкоджень та забезпечують їх щільне прилягання, в разі необхідності надлишки пасти знімають за допомогою розчинника, вказаного в супровідній документації на набір компонентів металополімерної пасти, після полімеризації та затвердіння металополімерної пасти перевіряють паливний бак на герметичність, ремонтовані поверхні корпусу паливного бака шляхом шліфовки та ґрунтування готують до нанесення лакофарбового покриття, наносять лакофарбове покриття, монтують паливний бак на планер гелікоптера, згідно з корисною моделлю в якості матеріалу компенсуючих латок використовують лист сплаву АМц товщиною 0,5 - 0,6 мм, після накладення компенсуючих латок на місця пошкоджень за допомогою тягарів створюють тиск на компенсуючі латки, на протязі від 4 до 6 хвилин після встановлення тягарів до корпусу паливних баків застосовують вібраційні навантаження, тривалість застосування вібраційних навантажень обернено пропорційна розміру наскрізних пошкоджень корпусу паливних баків, в якості вібраційних навантажень до корпусу паливних баків застосовують синусоїдальну вібрацію частотою (50 + 5) Гц та амплітудним прискоренням (0,03±0,01) м/с2. До відмінних від прототипу ознак запропонованого способу ремонту паливних баків гелікоптерів належать: - використання в якості матеріалу компенсуючих латок листа сплаву АМц товщиною 0,5-0,6 м; - створення за допомогою тягарів тиску на компенсуючі латки після їх накладення на місця пошкоджень; - застосування вібраційних навантажень до корпусу паливних баків на протязі від 4 до 6 хвилин після встановлення тягарів; - вибір тривалості застосування вібраційних навантажень в діапазоні від 4 до 6 хвилин, як величини обернено пропорційної розміру наскрізних пошкоджень корпусу паливних баків; - застосування в якості вібраційних навантажень до корпусу паливних баків синусоїдальної вібрації частотою (50 ± 5) Гц та амплітудним прискоренням (0,03 ± 0,01) м/с2. Корисна модель пояснюється фіг. 1, на якій показаний розріз паливного бака гелікоптера на початковому етапі полімеризації металополімерної пасти, для пропонованого способу ремонту паливних баків гелікоптера типу МИ-24. На фіг. 1 корпус паливного бака 1 для прикладу має наскрізне пошкодження 2. Нанесений після обезжирення на компенсуючу латку 3 шар металополімерної пасти та шар металополімерної пасти, нанесений після зачистки та обезжирення на поверхню корпуса паливного бака 1 в місці пошкодження 2, утворюють після накладання компенсуючої латки 3 на корпус паливного бака 1 прошарок металополімерної пасти 4, який після полімеризації скріпить компенсуючу латку 3 та корпус паливного бака 1 (метод «холодного» зварювання). На компенсуючу латку 3 через утримуючу прокладку 5 (наприклад, гумову чи каучукову плівку) вкладають тягар 6, що 57919 6 створює тиск, за допомогою якого ущільнюють прошарок металополімерної пасти 4, витискаючи тим самим повітря і гази зі складу композиції. В довільних місцях корпусу паливного бака 1 (зазвичай в місцях кріплення корпусу паливного бака 1 до планера гелікоптера) закріплюють віброперетворювач 7, сигнальний вхід якого з'єднаний з виходом джерела електричних сигналів 8. З літератури (Басов Н.И., Любартович С.А., Любартович В.А., Виброформование полимеров, Л., 1979) відомо, що «...під впливом вібрації перебудовуються і руйнуються структурні зв'язки в багатьох аморфних матеріалах, наприклад, у полімерах, що знаходяться у в'язкотекучому стані. При цьому прискорюється механічна релаксація (тиксотропне зниження в'язкості і пружності) і механодеструкція (часткове зменшення молекулярної маси) макромолекул. У результаті полегшується, наприклад, віброформування полімерів. При накладенні на стаціонарну деформацію зрушення низькочастотних коливань виникає ефект так званої реологічної нелінійності - збільшується швидкість плину полімерного матеріалу ...». Завдяки тому, що на початковому етапі полімеризації (приблизно 10-15% від часу життєздатності приготовленої суміші) прошарок металополімерної пасти 4 допускає деформаційні зміни об'єму, для збільшення в'язкотекучості застосовують вібраційні впливи, створювані віброперетворювачем 7, величина яких недостатня для зміщення тягаря 6 (від 0,02 до 0,04 м/с ), але достатня для заповнення прошарком металополімерної пасти 4 всіх пустот, каверн та виїмок на поверхнях корпусу паливного бака 1 та компенсуючої латки 3. Таким чином, застосування тягаря 6 (статичного навантаження) на протязі всього часу полімеризації прошарку металополімерної пасти 4, а вібраційних впливів за допомогою віброперетворювача 7 (динамічного навантаження) тільки на початковому етапі поляризації забезпечить меншу пористість полімеризованого прошарку металополімерної пасти 4, а значить і вищу якість «холодного» зварювання. Також очевидний вибір інтервалу застосування вібраційних навантажень, як величини обернено пропорційної розміру наскрізних пошкоджень корпусу паливних баків (звичайно в межах 10-15% від часу життєздатності приготовленої суміші), оскільки опір заповненню металополімерною пастою наскрізних отворів зростає із зменшенням їх розмірів. Параметр статичного навантаження є компромісом між зниженням пористості полімеризованого прошарку металополімерної пасти 4 та деформаційними змінами поверхні корпусу паливного бака 1, вибірається таким, щоб забезпечити максимальну міцність «холодного» зварювання. Оскільки вага корпусу паливного бака 1 в сукупності з тягарем 6 достатньо велика, то при застосуванні в якості вібраційних навантажень до корпусу паливного бака 1 синусоїдальної вібрації очевидний вибір частоти низькочастотного діапазону, а в якості джерела синусоїдального сигналу може бути застосований стандартний генератор низькочастотних сигналів типу Г3-112/1. 7 57919 В якості віброперетворювачів 8 можливе використання п'єзоелектричних віброперетворювачів, що застосовуються, наприклад, в системах технічного захисту інформації. Отже, запропонована корисна модель дозволяє підвищити надійність ремонту та зменшити Комп’ютерна верстка І.Скворцова 8 часові і матеріальні витрати внаслідок своєї простоти та можливості використання спеціалістів низької кваліфікації під час ремонту паливних баків гелікоптерів. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of fuel tanks of helicopters
Автори англійськоюButsan Anatolii Oleksiiovych, Zubko Mykola Oleksandrovych, Mykhailenko Volodymyr Pavlovych, Mykhailytska Natalia Valentynivna, Nemchyn Oleksandr Fedorovych, Seredokhin Volodymyr Oleksiiovych
Назва патенту російськоюСпособ pemohta топливных баков вертолетов
Автори російськоюБуцан Анатолий Алексеевич, Зубко Николай Александрович, Михайленко Владимир Павлович, Михайлицкая Наталья Валентиновна, Немчин Александр Федорович, Середохин Владимир Алексеевич
МПК / Мітки
МПК: B23P 6/00
Мітки: спосіб, паливних, баків, гелікоптерів, ремонту
Код посилання
<a href="https://ua.patents.su/4-57919-sposib-remontu-palivnikh-bakiv-gelikopteriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту паливних баків гелікоптерів</a>
Спосіб дренажування паливних баків повітряних кораблів
Номер патенту: 34310
Опубліковано: 15.02.2001
Автори: Єфіменко Валерій Володимирович, Бойченко Сергій Валерійович
МПК: B64D 37/00
Мітки: кораблів, дренажування, паливних, спосіб, повітряних, баків
Текст:
...Спосіб працює таким чином. Під час заправки паливних баків 1, паливоповітряна суміш по дре нажних трубопроводах 2 поступає в дренажний бак 3, в якому розташовано сорбент 4, що поглинає пари палива. Повітря, очищене від вуглеводнів, через повітрозабірники 5, а у разі обмерзання останніх, через запобіжні клапани 6 надходить до атмосфери. По мірі вироблення палива з баків 1, під час польоту, повітря надходить через повітрозабірники 5 в...
Спосіб відновлення паливних баків об’єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень
Номер патенту: 44339
Опубліковано: 25.09.2009
Автор: Василенко Олександр Васильович
МПК: E04H 7/00, B60K 15/03
Мітки: одержання, ушкоджень, ними, об'єктів, паливних, баків, бойових, техніки, відновлення, спосіб, іншої, військової, корозійних
Формула / Реферат:
1. Спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива,...
Спосіб перевірки паливних баків машин, які знаходяться на зберіганні, на відсутність некондиційного пального
Номер патенту: 10502
Опубліковано: 15.11.2005
Автори: Півень Сергій Олександрович, Ломаченко Віктор Федорович, Кобяков Леонід Іванович, Ревенко Дмитро Леонідович
МПК: G01F 17/00, G01N 33/22
Мітки: відсутність, зберіганні, спосіб, машин, некондиційного, пального, перевірки, паливних, баків, знаходяться
Формула / Реферат:
Спосіб перевірки паливних баків машин, які знаходяться на зберіганні, на відсутність некондиційного пального, при якому приєднують до паливного бака зливний шланг і зливають з паливного бака в ємність відстій пального через зазначений шланг, контролюють візуально наявність механічних домішок, а висновки про кондиційність пального роблять за даними контролю, який відрізняється тим, що після приєднання до паливного бака зливного шланга...
Спосіб захисту від корозії внутрішніх поверхонь паливних баків об’єктів техніки або інших ємностей, призначених для розміщення агресивних рідин
Номер патенту: 45237
Опубліковано: 26.10.2009
Автори: Майстренко Олександр Анатолійович, Гребеник Олександр Миколайович, Мелькін Василь Володимирович
МПК: E04H 7/00, B60K 15/03
Мітки: поверхонь, об'єктів, техніки, корозії, інших, внутрішніх, розміщення, призначених, ємностей, паливних, спосіб, агресивних, захисту, баків, рідин
Формула / Реферат:
1. Спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо сушіння внутрішньої поверхні бака/ємності з наступним виконанням технологічних операцій, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових...
Спосіб настройки системи скидання тиску газів наддування з паливних баків літального апарата
Номер патенту: 87147
Опубліковано: 25.06.2009
Автори: Логвиненко Анатолій Іванович, Куда Сергій Анатолійович, Порубаймех Володимир Ілліч, Кабакова Жанна Василівна
МПК: F02K 9/00, F02K 9/50, B64D 37/00
Мітки: скидання, баків, тиску, паливних, газів, наддування, літального, спосіб, апарата, настройки, системі
Формула / Реферат:
1.Спосіб настройки системи скидання тиску газів наддування з паливних баків літального апарата, що полягає в продуванні системи газом під робочим тиском, який відрізняється тим, що приєднують до вихідних сопел системи скидання тиску газів наддування ідентичні технологічні бустерні ємності, оснащені жиклерами, продувають систему скидання, забезпечують допустимий перепад тиску між технологічними бустерними ємностями шляхом зміни діаметра...
Попередній патент: Спосіб управління стадіями додрукарської підготовки
Наступний патент: Спосіб і система контролю робасності моделі фізичної системи
Випадковий патент: Спосіб лікування хворих на нейродерміт із застосуванням методики комбінованої лазеротерапії