Спосіб відновлення паливних баків об’єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень
Формула / Реферат
1. Спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива, підготовляють герметик, вкладиш і посилюючу накладку, проводять заходи щодо видалення ушкодженої ділянки/ділянок з метою усунення рваних країв пробоїн, проводять заходи щодо знежирення вкладиша та посилюючої накладки, проводять заходи щодо установки "впотай" вкладиша та посилюючої накладки з використанням герметика за технологією однобічного підходу інструментом до ділянки, що ремонтується, для виключення різких перепадів жорсткості і забезпечення герметичності місця ремонту, а на заключній стадії відновлення паливних баків здійснюють заходи щодо контролю герметичності внутрішньої порожнини бака, який відрізняється тим, що додатково підготовляють полімерну заготовку типу "стаканчика", яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготовки повітря під тиском, підготовляють устаткування для нагрівання заготовки та подачі у внутрішню порожнину заготовки повітря під тиском, вставляють зазначену заготовку у заливну горловину бака або у технологічний отвір, подають у внутрішню порожнину заготовки повітря під тиском з одночасним нагріванням зазначеної заготовки до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготовки під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготовку надлишкового тиску повітря до розширення стінок заготовки до внутрішніх розмірів бака та прийняття заготовкою внутрішньої конфігурації бака із щільним приляганням зовнішньої поверхні стінок заготовки до внутрішньої поверхні бака, проводять заходи щодо охолодження заготовки до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготовкою внутрішньої конфігурації бака та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготовки до внутрішніх габаритів бака, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом, при цьому заготовки виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами, причому у випадку планування установки в бак двох і більше заготовок, зазначені заготовки виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами.
2. Спосіб за п. 1, який відрізняється тим, що технологічний процес установки заготовки у заливну горловину бака передбачає установку однієї або послідовно двох і більше заготовок із наступним виконанням технологічних операцій по прийняттю зазначеними заготовками внутрішньої форми бака.
3. Спосіб за п. 1 та п. 2, який відрізняється тим, що у випадку установки в бак послідовно двох і більше заготовок, товщина стінок форми, що виходить у результаті розширення заготовки до внутрішніх габаритів бака, розраховується зі збільшенням товщини щодо форми, яка отримана першою заготовкою або є попередньою.
Текст
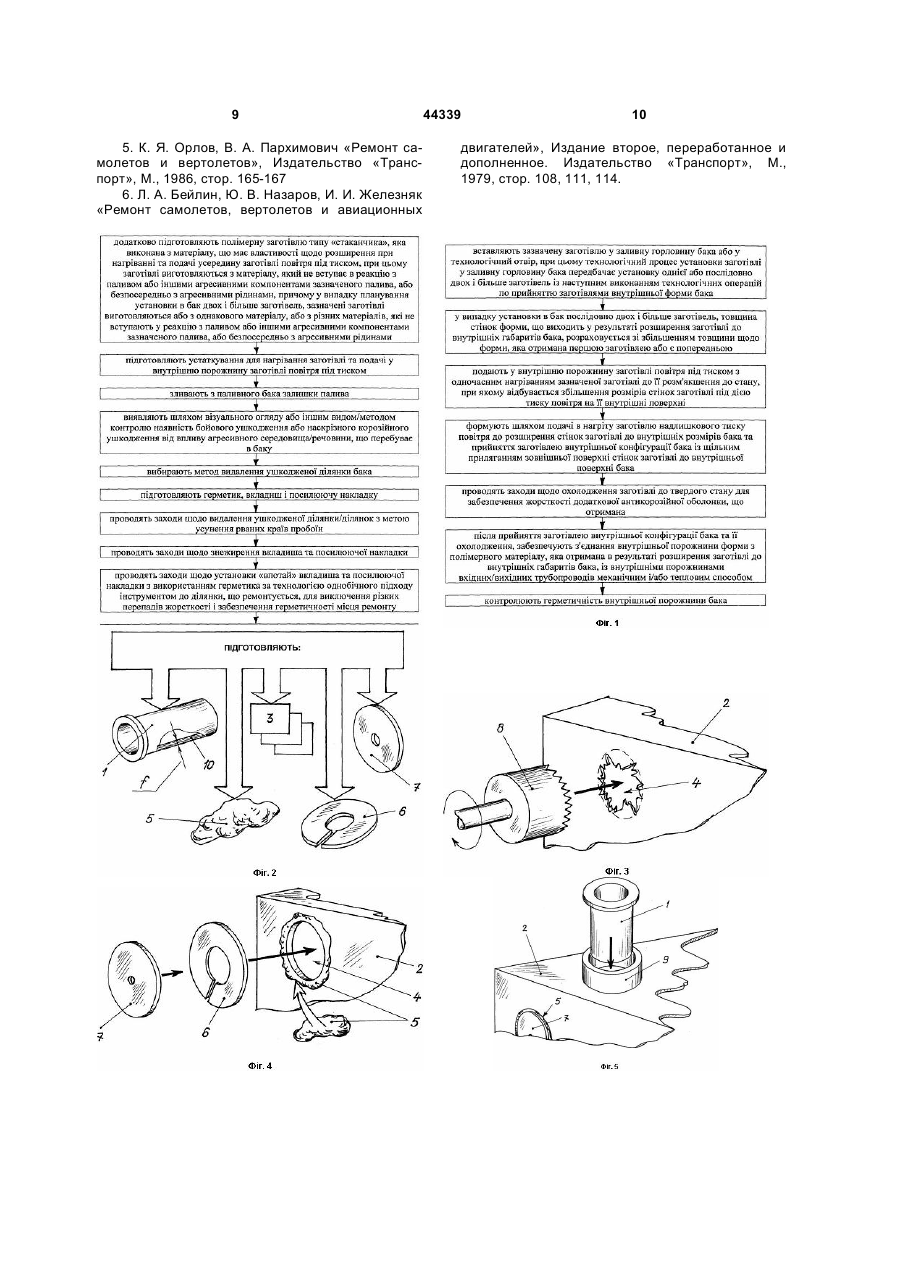
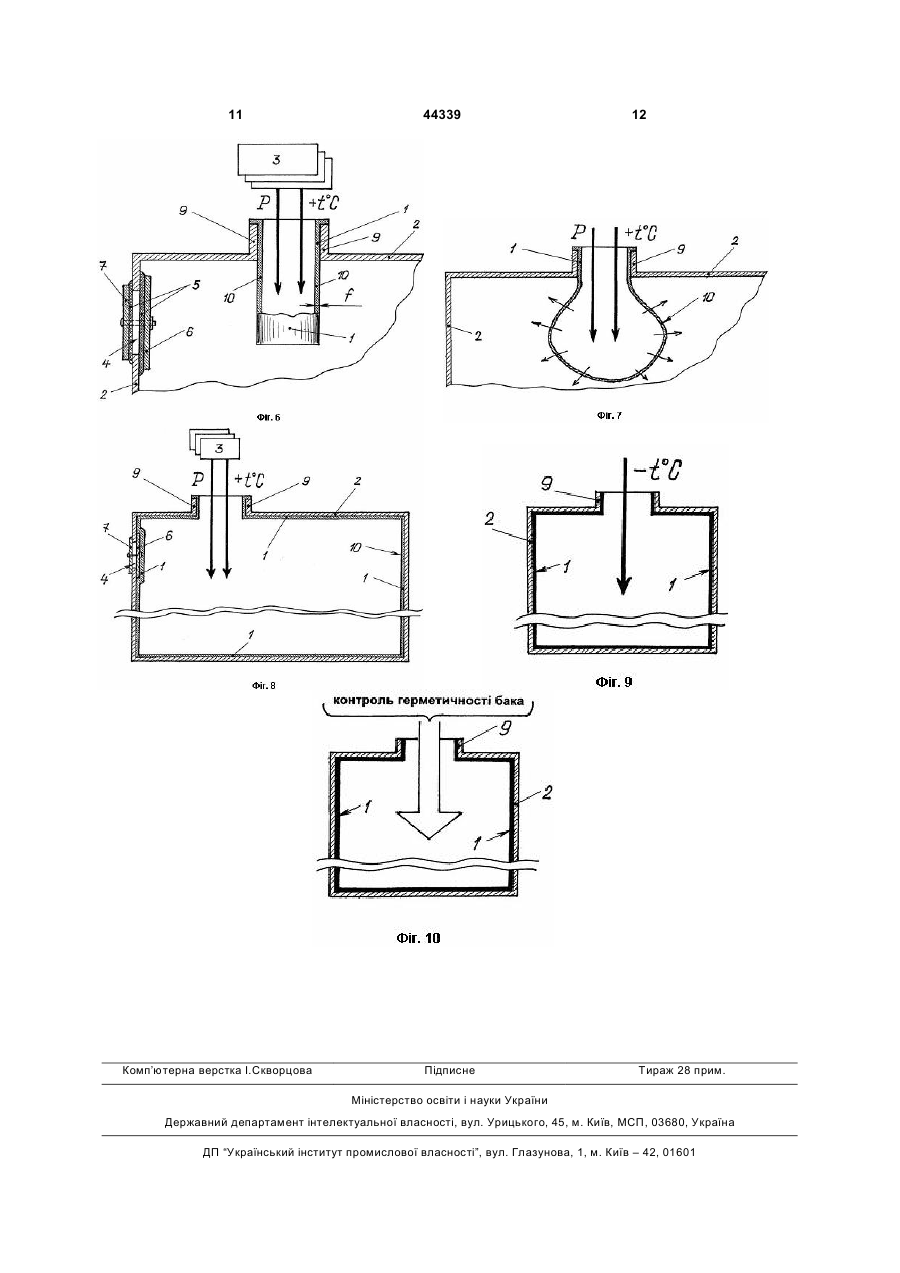
1. Спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива, підготовляють герметик, вкладиш і посилюючу накладку, проводять заходи щодо видалення ушкодженої ділянки/ділянок з метою усунення рваних країв пробоїн, проводять заходи щодо знежирення вкладиша та посилюючої накладки, проводять заходи щодо установки "впотай" вкладиша та посилюючої накладки з використанням герметика за технологією однобічного підходу інструментом до ділянки, що ремонтується, для виключення різких перепадів жорсткості і забезпечення герметичності місця ремонту, а на заключній стадії відновлення паливних баків здійснюють заходи щодо контролю герметичності внутрішньої порожнини бака, який відрізняється тим, що додатково підготовляють полімерну заготовку типу "стаканчика", яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготовки повітря під тиском, підготовляють устаткування для нагрівання заготовки та подачі у внутрішню порожнину заготовки повітря під тиском, вставляють зазначену заготовку у заливну горловину бака або у технологічний отвір, подають у внутрішню порожнину заготовки повітря під тиском з одночасним нагріванням зазначеної заготовки до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготовки під 2 (19) 1 3 Корисна модель відноситься до галузі техніки, зокрема, до баків, призначених для зберігання/розміщення палива чи інших агресивних рідин/середовищ, а саме, до способів відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових ушкоджень або корозійних ушкоджень від впливу агресивних середовищ, що знаходяться у зазначених баках. Відомий спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива і здійснюють заварювання зазначеної бойової пробоїни чи зазначеного наскрізного корозійного ушкодження з наступним контролем герметичності внутрішньої порожнини паливного бака будь-яким відомим методом контролю /1/. До недоліків відомого способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень відноситься те, що зазначений спосіб може бути використаний тільки при наявності бойових пробоїн або корозійних ушкоджень величиною не більше 10...15 мм2. Найбільш близьким технічним рішенням, як по суті, так і по задачах, що вирішуються, яке обрано за найближчий аналог (прототип), є спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива, підготовляють герметик, вкладиш і посилюючу накладку, проводять заходи щодо видалення ушкодженої ділянки/ділянок з метою усунення рваних країв пробоїн, проводять заходи щодо знежирення вкладиша та посилюючої накладки, проводять заходи щодо установки «впотай» вкладиша та посилюючої накладки з використанням герметика за технологією однобічного підходу інструментом до ділянки, що ремонтується, для виключення різких перепадів жорсткості і забезпечення герметичності місця ремонту, а на заключній стадії відновлення паливних баків здійснюють заходи щодо контролю герметичність внутрішньої порожнини бака /2/. До недоліків відомого способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який обрано за найближчий аналог (прототип), відноситься те, що при великій кількос 44339 4 ті бойових пробоїн або корозійних ушкоджень потребується значний час для їх ремонту. В основу корисної моделі покладена задача шляхом введення додаткових технологічних операцій забезпечити зменшення часу ремонту паливних баків та підвищити його якість. Суть корисної моделі в способі відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива, підготовляють герметик, вкладиш і посилюючу накладку, проводять заходи щодо видалення ушкодженої ділянки/ділянок з метою усунення рваних країв пробоїн, проводять заходи щодо знежирення вкладиша та посилюючої накладки, проводять заходи щодо установки «впотай» вкладиша та посилюючої накладки з використанням герметика за технологією однобічного підходу інструментом до ділянки, що ремонтується, для виключення різких перепадів жорсткості і забезпечення герметичності місця ремонту, а на заключній стадії відновлення паливних баків здійснюють заходи щодо контролю герметичність внутрішньої порожнини бака, полягає в тому, що додатково підготовляють полімерну заготівлю типу «стаканчика», яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском, підготовляють устаткування для нагрівання заготівлі та подачі у внутрішню порожнину заготівлі повітря під тиском, вставляють зазначену заготівлю у заливну горловину бака або у технологічний отвір, подають у внутрішню порожнину заготівлі повітря під тиском з одночасним нагріванням зазначеної заготівлі до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівлі під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготівлю надлишкового тиску повітря до розширення стінок заготівлі до внутрішніх розмірів бака та прийняття заготівлею внутрішньої конфігурації бака із щільним приляганням зовнішньої поверхні стінок заготівлі до внутрішньої поверхні бака, проводять заходи щодо охолодження заготівлі до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготівлею внутрішньої конфігурації бака та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі до внутрішніх габаритів бака, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом. Суть корисної моделі полягає і в тому, що заготівлі виготовляються з матеріалу, який не вступає в реакцію з паливом 5 або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами. Суть корисної моделі полягає також і в тому, що у випадку планування установки в бак двох і більше заготівель, зазначені заготівлі виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами. Новим в корисній моделі є й те, що технологічний процес установки заготівлі у заливну горловину бака передбачає установку однієї або послідовно двох і більше заготівель із наступним виконанням технологічних операцій по прийняттю заготівлями внутрішньої форми бака, а у випадку установки в бак послідовно двох і більше заготівель, товщина стінок форми, що виходить у результаті розширення заготівлі до внутрішніх габаритів бака, розраховується зі збільшенням товщини щодо форми, яка отримана першою заготівлею або є попередньою. Порівняльний аналіз технічного рішення із прототипом показує, що спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляється, відрізняється тим, що додатково підготовляють полімерну заготівлю типу «стаканчика», яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском, підготовляють устаткування для нагрівання заготівлі та подачі у внутрішню порожнину заготівлі повітря під тиском, вставляють зазначену заготівлю у заливну горловину бака або у технологічний отвір, подають у внутрішню порожнину заготівлі повітря під тиском з одночасним нагріванням зазначеної заготівлі до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівлі під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготівлю надлишкового тиску повітря до розширення стінок заготівлі до внутрішніх розмірів бака та прийняття заготівлею внутрішньої конфігурації бака із щільним приляганням зовнішньої поверхні стінок заготівлі до внутрішньої поверхні бака, проводять заходи щодо охолодження заготівлі до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготівлею внутрішньої конфігурації бака та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі до внутрішніх габаритів бака, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом, при цьому заготівлі виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами, причому у випадку планування установки в бак двох і більше заготівель, зазначені заготівлі виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними ком 44339 6 понентами зазначеного палива, або безпосередньо з агресивними середовищами/рідинами, технологічний процес установки заготівлі у заливну горловину бака передбачає установку однієї або послідовно двох і більше заготівель із наступним виконанням технологічних операцій по прийняттю заготівлями внутрішньої форми бака, а у випадку установки в бак послідовно двох і більше заготівель, товщина стінок форми, що виходить у результаті розширення заготівлі до внутрішніх габаритів бака, розраховується зі збільшенням товщини щодо форми, яка отримана першою заготівлею або є попередньою. Таким чином, спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на Фіг. 1 показана блок-схема поетапного виконання технологічних операцій, що покладені в основу способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляется, на Фіг. 2-10 представлено схеми етапів технічної реалізації технологічних операцій, що покладені в основу способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляется. Спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляється, здійснюється таким чином (як варіант технологічного процесу, який складений із послідовно виконуємих технологічних операцій, що становлять суть зазначеного способу - див. блок-схему на Фіг. 1). Попередньо підготовляють (отримують) полімерну заготівлю (позиція 1) типу «стаканчика» (див. схему на Фіг. 2), яка виконана з матеріалу, що має властивості щодо розширення при нагріванні (позиція +t °C) та подачі усередину заготівлі повітря під тиском (позиція Р), при цьому заготівлі (позиція 1) виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами, причому у випадку планування установки в бак (позиція 2) двох і більше заготівель, зазначені заготівлі (позиція 1) виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами. Далі підготовляють устаткування (позиція 3) для нагрівання (позиція +t °C) заготівлі (позиція 1) та подачі у внутрішню порожнину заготівлі (позиція 1) повітря під тиском (позиція Р) (див. схему на Фіг. 2). Після підготовки зазначеного устаткування (позиція 3), зливають з паливного бака (позиція 2) залишки палива. Продовжують технологічний процес тим, що виявляють шляхом візуального огляду або іншим 7 видом/методом контролю наявність бойового ушкодження (позиція 4) або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку (позиція 2). По закінченню процесу діагностики вибирають метод видалення ушкодженої ділянки бака (позиція 2), наприклад, шляхом висвердлювання фрезою /3/. Продовжують технологічний процес тим, що підготовляють герметик (позиція 5), вкладиш (позиція 6) і посилюючу накладку (позиція 7) (див. схему на Фіг. 2). Після цього проводять заходи щодо видалення ушкодженої ділянки/ділянок з метою усунення рваних країв пробоїни/пробоїн (позиція 4), наприклад, шляхом висвердлювання пробоїни 4 фрезою (позиція 8) /3/ (див. схему на Фіг. 3). Після механічного усунення рваних країв пробоїн (позиція 4), проводять заходи щодо знежирення вкладиша (позиція 6) та посилюючої накладки (позиція 7). Продовжують технологічний процес тим, що проводять заходи щодо установки «впотай» вкладиша (позиція 6) та посилюючої накладки (позиція 7) з використанням герметика (позиція 5) за технологією однобічного підходу інструментом до ділянки, що ремонтується /4/, для виключення різких перепадів жорсткості і забезпечення герметичності місця ремонту (див. схему на Фіг. 4). Далі вставляють підготовлену заготівлю (позиція 1) (а саме, полімерну заготівлю типу «стаканчика», яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском) у заливну горловину (позиція 9) бака (позиція 2), або у технологічний отвір, при цьому технологічний процес установки заготівлі (позиція 1) у заливну горловину (позиція 9) бака (позиція 2) передбачає установку однієї або послідовно двох і більше заготівель (позиція 1) із наступним виконанням технологічних операцій по прийняттю заготівлями (позиція 1) внутрішньої форми бака (позиція 2) (див. схему на Фіг. 5). Технологічно у випадку установки в бак (позиція 2) послідовно двох і більше заготівель (позиція 1), товщина f стінок (позиція 10) форми, що виходить у результаті розширення заготівлі (позиція 1) до внутрішніх габаритів бака, розраховується зі збільшенням товщини щодо форми, яка отримана першою заготівлею або є попередньою. Далі подають (за допомогою обладнання 3) у внутрішню порожнину заготівлі повітря під тиском (позиція Р) з одночасним нагріванням (позиція +t °C) зазначеної заготівлі (позиція 1) до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівлі (позиція 1) під дією тиску (позиція Р) повітря на її внутрішні поверхні (див., послідовно, схеми на Фіг. 6 та на Фіг. 7), при цьому формують шляхом подачі в нагріту заготівлю (позиція 1) надлишкового тиску (позиція Р) повітря до розширення стінок (позиція 10) заготівлі (позиція 1) до внутрішніх розмірів бака (позиція 2) та прийняття заготівлею (позиція 1) внутрішньої конфігурації бака (позиція 2) із щільним приляганням зовнішньої поверхні стінок (позиція 10) заготі 44339 8 влі (позиція 1) до внутрішньої поверхні бака (позиція 2) (див. схему на Фіг. 8). По закінченню вищезазначеної технологічної операції проводять заходи щодо охолодження (позиція -t °С) заготівлі (позиція 1) до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана (як стінка 9 заготівлі 1) (див. схему на Фіг. 9). Після прийняття заготівлею внутрішньої конфігурації бака (позиція 2) та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі (позиція 1) до внутрішніх габаритів бака (позиція 2), із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом. Закінчують технологічний процес, що покладений в основу способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, тим, що здійснюють заходи щодо контролю герметичність внутрішньої порожнини бака (наприклад, методом наддування внутрішньої порожнини бака повітрям чи іншим газом 15/, чи методом /6/ тощо) (див. схему на Фіг. 10). По закінченню відновлення паливного бака об'єкта військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, їх заповнюють паливом. Підвищення ефективності застосування способу відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, який заявляється, у порівнянні із прототипом, досягається шляхом введення додаткових технологічних операцій, таких, як встановлення у пробоїну чи корозійне ушкодження полімерну заготівлю типу «стаканчика» (яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском), та здійснення її розширення до прийняття внутрішніх габаритів баків, що дозволяє зменшити час ремонту паливних баків, знизити втрати ремонтного матеріалу і, тим самим, підвищити якість ремонту паливного баку. Джерела інформації: 1. Л. А. Бейлин, Ю. В. Назаров, И. И. Железняк «Ремонт самолетов, вертолетов и авиационных двигателей», Издание второе, переработанное и дополненное. Издательство «Транспорт», М, 1979, стор. 112-115, мал. 29 (стор. 114) - аналог. 2. Справочник по текущему и среднему ремонту авиационной техники. Под общей редакцией В. Г. Александрова. Ордена Трудового Красного Знамени военное издательство Министерства обороны СССР, М, 1975, стор. 341-342 - прототип. 3. Справочник по текущему и среднему ремонту авиационной техники. Под общей редакцией В. Г. Александрова. Ордена Трудового Красного Знамени военное издательство Министерства обороны СССР, М., 1975, стор. 300-301. 4. К. Я. Орлов, В. А. Пархимович «Ремонт самолетов и вертолетов», Издательство «Транспорт», М., 1986, стор. 154-158. 9 5. К. Я. Орлов, В. А. Пархимович «Ремонт самолетов и вертолетов», Издательство «Транспорт», М., 1986, стор. 165-167 6. Л. А. Бейлин, Ю. В. Назаров, И. И. Железняк «Ремонт самолетов, вертолетов и авиационных 44339 10 двигателей», Издание второе, переработанное и дополненное. Издательство «Транспорт», М., 1979, стор. 108, 111, 114. 11 Комп’ютерна верстка І.Скворцова 44339 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring fuel tanks of units of military and other equipment after suffering battle or corrosive damages
Автори англійськоюVasylenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ восстановления топливных баков объектов военной и другой техники после получения ими боевых или коррозионных повреждений
Автори російськоюВасиленко Александр Васильевич
МПК / Мітки
МПК: B60K 15/03, E04H 7/00
Мітки: відновлення, іншої, спосіб, паливних, ними, військової, об'єктів, техніки, бойових, корозійних, баків, одержання, ушкоджень
Код посилання
<a href="https://ua.patents.su/6-44339-sposib-vidnovlennya-palivnikh-bakiv-obehktiv-vijjskovo-ta-insho-tekhniki-pislya-oderzhannya-nimi-bojjovikh-abo-korozijjnikh-ushkodzhen.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення паливних баків об’єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень</a>
Спосіб дренажування паливних баків повітряних кораблів
Номер патенту: 34310
Опубліковано: 15.02.2001
Автори: Бойченко Сергій Валерійович, Єфіменко Валерій Володимирович
МПК: B64D 37/00
Мітки: паливних, кораблів, баків, дренажування, повітряних, спосіб
Текст:
...Спосіб працює таким чином. Під час заправки паливних баків 1, паливоповітряна суміш по дре нажних трубопроводах 2 поступає в дренажний бак 3, в якому розташовано сорбент 4, що поглинає пари палива. Повітря, очищене від вуглеводнів, через повітрозабірники 5, а у разі обмерзання останніх, через запобіжні клапани 6 надходить до атмосфери. По мірі вироблення палива з баків 1, під час польоту, повітря надходить через повітрозабірники 5 в...
Спосіб перевірки паливних баків машин, які знаходяться на зберіганні, на відсутність некондиційного пального
Номер патенту: 10502
Опубліковано: 15.11.2005
Автори: Ломаченко Віктор Федорович, Півень Сергій Олександрович, Кобяков Леонід Іванович, Ревенко Дмитро Леонідович
МПК: G01F 17/00, G01N 33/22
Мітки: машин, спосіб, паливних, знаходяться, зберіганні, некондиційного, баків, перевірки, відсутність, пального
Формула / Реферат:
Спосіб перевірки паливних баків машин, які знаходяться на зберіганні, на відсутність некондиційного пального, при якому приєднують до паливного бака зливний шланг і зливають з паливного бака в ємність відстій пального через зазначений шланг, контролюють візуально наявність механічних домішок, а висновки про кондиційність пального роблять за даними контролю, який відрізняється тим, що після приєднання до паливного бака зливного шланга...
Спосіб настройки системи скидання тиску газів наддування з паливних баків літального апарата
Номер патенту: 87147
Опубліковано: 25.06.2009
Автори: Кабакова Жанна Василівна, Логвиненко Анатолій Іванович, Куда Сергій Анатолійович, Порубаймех Володимир Ілліч
МПК: F02K 9/50, F02K 9/00, B64D 37/00
Мітки: апарата, літального, баків, скидання, системі, настройки, наддування, тиску, паливних, спосіб, газів
Формула / Реферат:
1.Спосіб настройки системи скидання тиску газів наддування з паливних баків літального апарата, що полягає в продуванні системи газом під робочим тиском, який відрізняється тим, що приєднують до вихідних сопел системи скидання тиску газів наддування ідентичні технологічні бустерні ємності, оснащені жиклерами, продувають систему скидання, забезпечують допустимий перепад тиску між технологічними бустерними ємностями шляхом зміни діаметра...
Спосіб стерилізації паливних систем авіаційної техніки
Номер патенту: 35463
Опубліковано: 17.02.2003
Автори: Лазоркін Віктор Андрійович, Надемський Віктор Анатолійович, Чорний Богдан Петрович, Зейдлиць Михайло Петрович
МПК: A61L 2/00
Мітки: систем, авіаційної, паливних, техніки, спосіб, стерилізації
Формула / Реферат:
1. Спосіб стерилізації паливних систем авіаційної техніки, який містить в собі механічну очистку системи, наповнення її паливом з антимікробною присадкою і подальше витримування, який відрізняється тим, що за антимікробну присадку правлять іони срібла у концентрації 15-70 мг/тонну, а витримування здійснюється протягом 1-2 годин.2. Спосіб стерилізації паливних систем авіаційної техніки за п. 1, який відрізняється тим, що іони срібла...
Спосіб відновлення плунжерних пар паливних насосів високого тиску дизелів
Номер патенту: 31868
Опубліковано: 15.12.2000
Автори: Любушкін Валерій Іванович, Гунько Дмитро Володимирович, Загородній Олексій Борисович, Большаков Володимир Іванович, Журавель Володимир Іванович
МПК: C23C 14/00, B23P 6/00
Мітки: високого, тиску, дизелів, паливних, пар, відновлення, спосіб, насосів, плунжерних
Текст:
...параметрів поверхонь плунжерів досягається шляхом регулювання товщини напилюваного шару, а слідом кінцевою обробкою абразивно-доводочними пастами. Як приклад, приведемо спосіб відновлення плунжерних пар паливного насосу дизеля трактора ПМЗ. Плунжерна пара тракторного дизеля ПМЗ для усунення еліпсності, овальності та нерівномірності зносу оброблюється на круглошліфувальному верстаті. В залежності від зносу, плунжер зшліфовують до...
Попередній патент: Спосіб виконання екстракорпорального запліднення у жінок з хронічними запальними захворюваннями органів малого тазу
Наступний патент: Спосіб очищення деталей в комбінованому середовищі
Випадковий патент: Блок регуляторів напруги ms 2425 idol