Спосіб захисту від корозії внутрішніх поверхонь паливних баків об’єктів техніки або інших ємностей, призначених для розміщення агресивних рідин
Номер патенту: 45237
Опубліковано: 26.10.2009
Автори: Мелькін Василь Володимирович, Гребеник Олександр Миколайович, Майстренко Олександр Анатолійович

Формула / Реферат
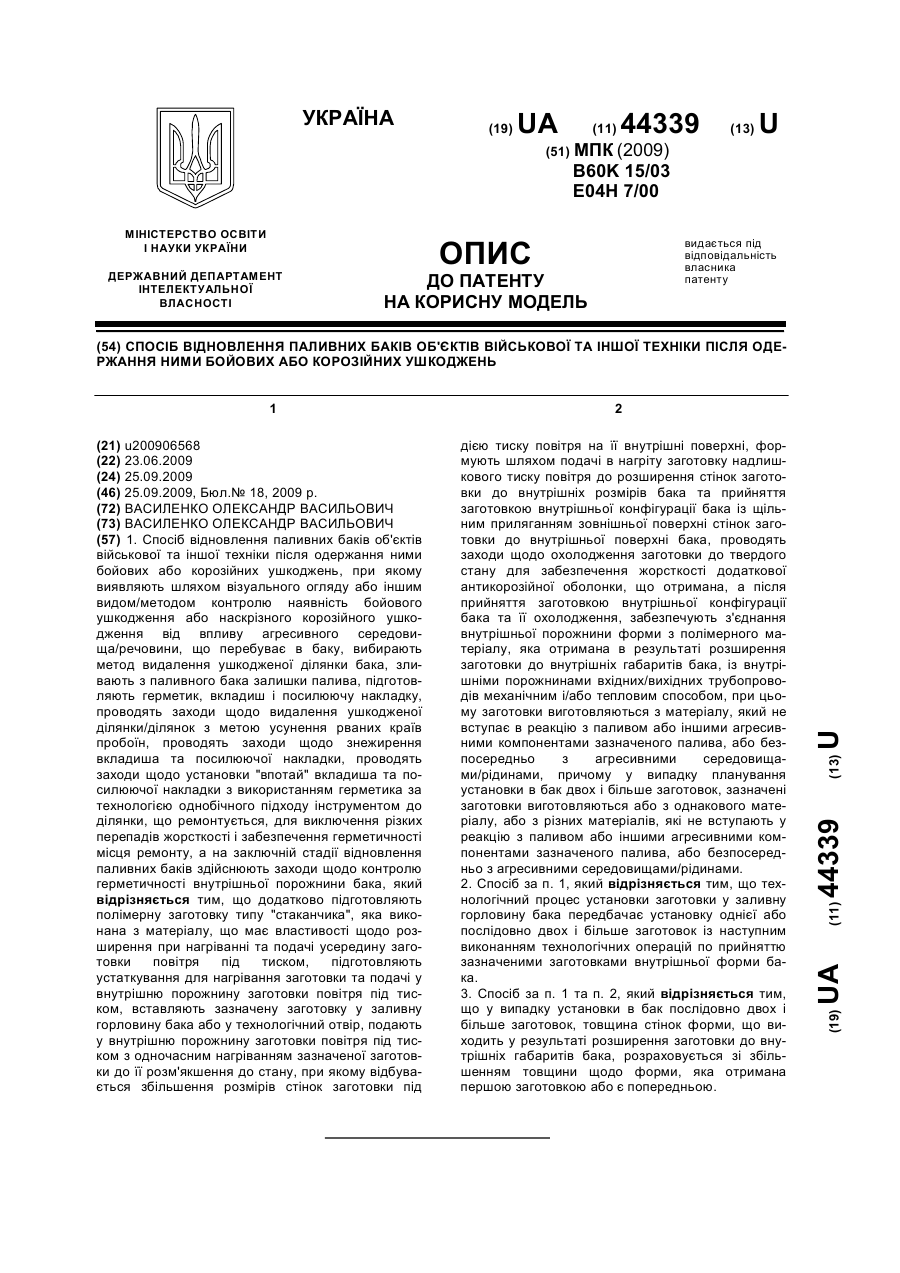
1. Спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо сушіння внутрішньої поверхні бака/ємності з наступним виконанням технологічних операцій, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення захисного покриття типу герметиків, лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин, з наступним сушінням протягом 10-15 годин, який відрізняється тим, що додатково підготовляють полімерну заготівку типу "стаканчика", яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівки повітря під тиском, підготовляють устаткування для нагрівання заготівки та подачі у внутрішню порожнину заготівки повітря під тиском, вставляють зазначену заготівку у заливну горловину бака/ємності або у технологічний отвір, подають у внутрішню порожнину заготівки повітря під тиском з одночасним нагріванням зазначеної заготівки до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівки під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготівку надлишкового тиску повітря до розширення стінок заготівки до внутрішніх розмірів бака/ємності та прийняття заготівкою внутрішньої конфігурації бака/ємності із щільним приляганням зовнішньої поверхні стінок заготівки до внутрішньої поверхні бака/ємності, проводять заходи щодо охолодження заготівки до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготівкою внутрішньої конфігурації бака/ємності та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівки до внутрішніх габаритів бака/ємності, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом, при цьому заготівки виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами, причому у випадку планування установки в бак/ємність двох і більше заготівок, зазначені заготівки виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами.
2. Спосіб за п. 1, який відрізняється тим, що технологічний процес установки заготівки у заливну горловину бака/ємності передбачає установку однієї або послідовно двох і більше заготівок із наступним виконанням технологічних операцій по прийняттю заготівками внутрішньої форми бака/ємності.
3. Спосіб за п. 1 та п. 2, який відрізняється тим, що у випадку установки в бак/ємність послідовно двох і більше заготівель, товщина стінок форми, що виходить у результаті розширення заготівлі до внутрішніх габаритів бака/ємності, розраховується зі збільшенням товщини щодо форми, яка отримана першою або є попередньою.
Текст
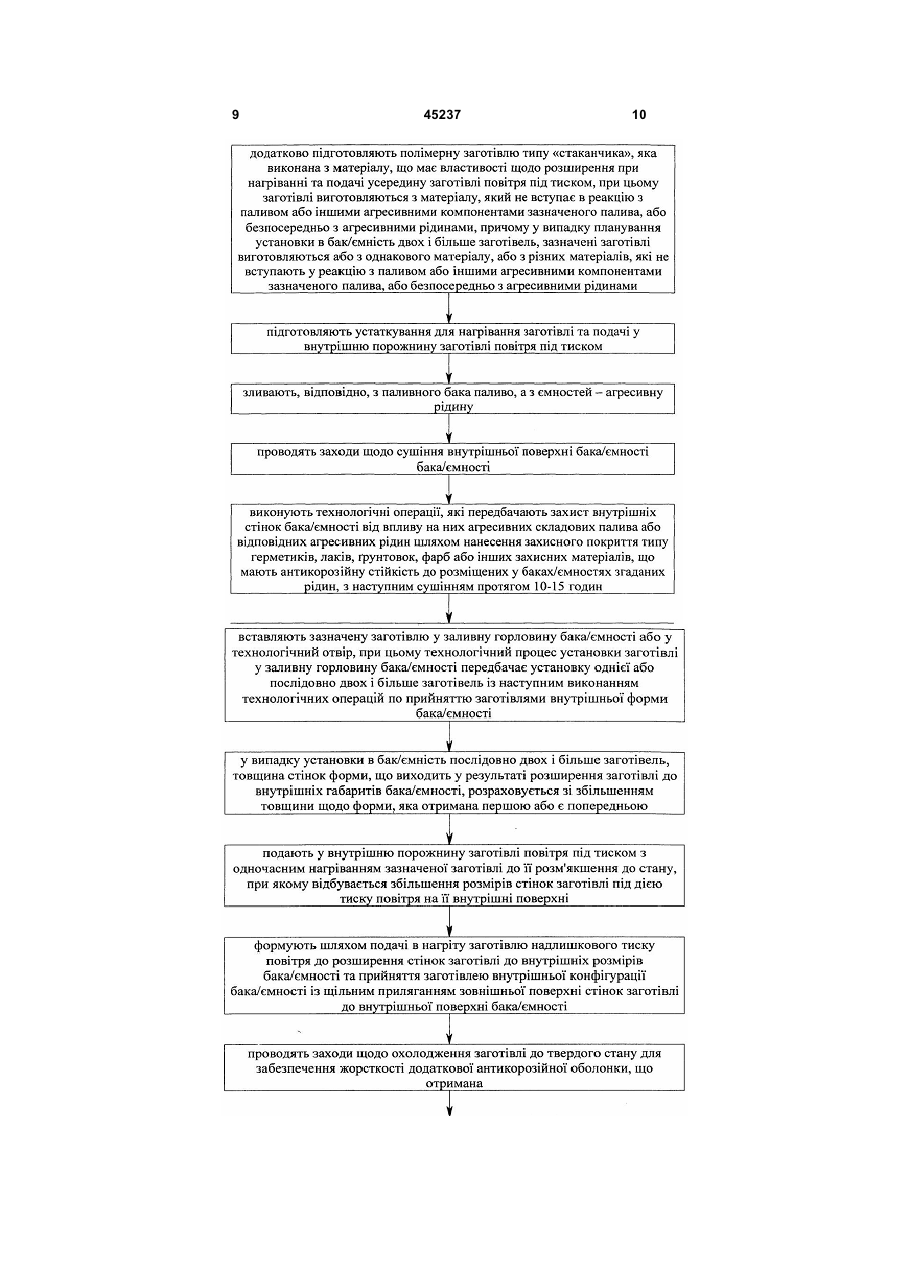
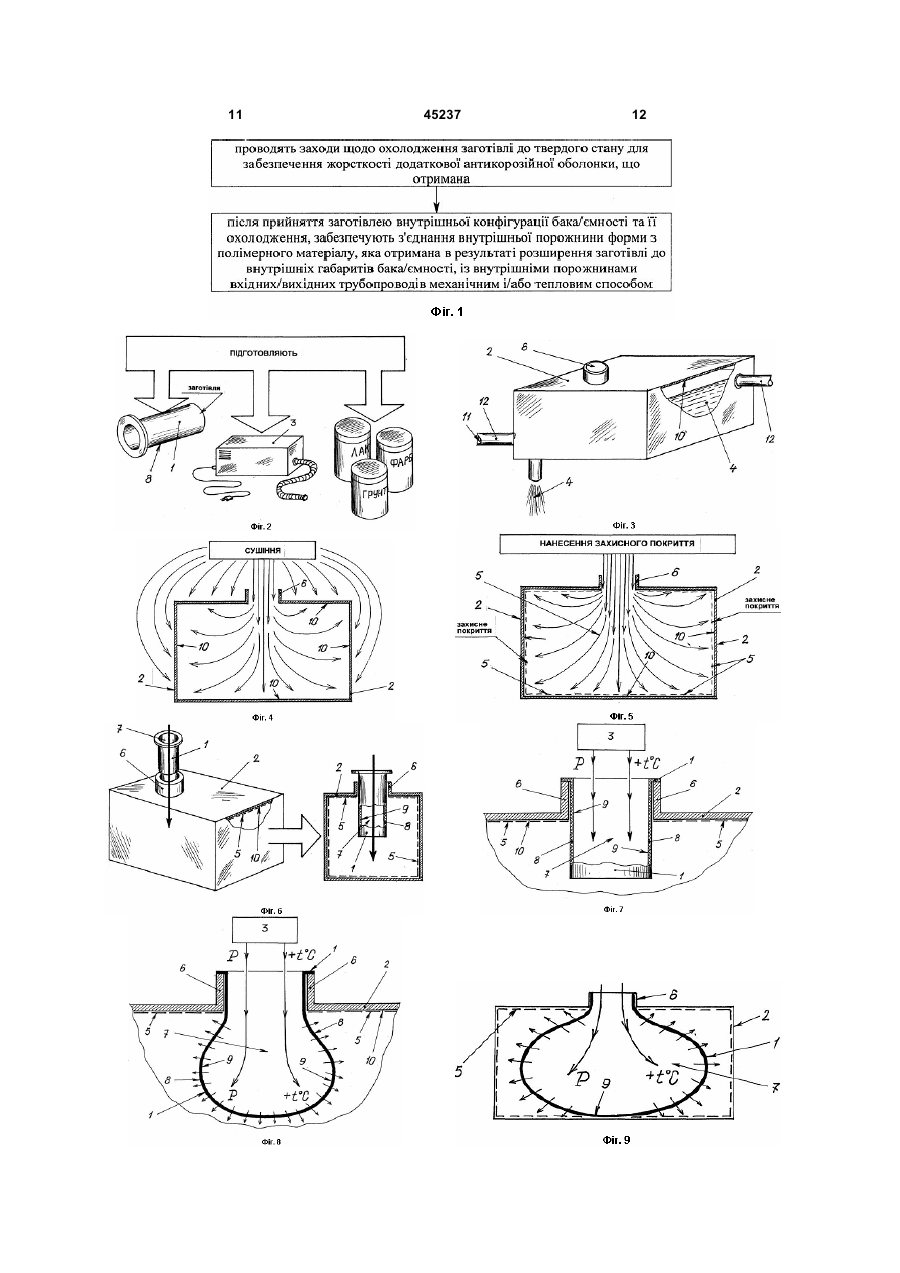
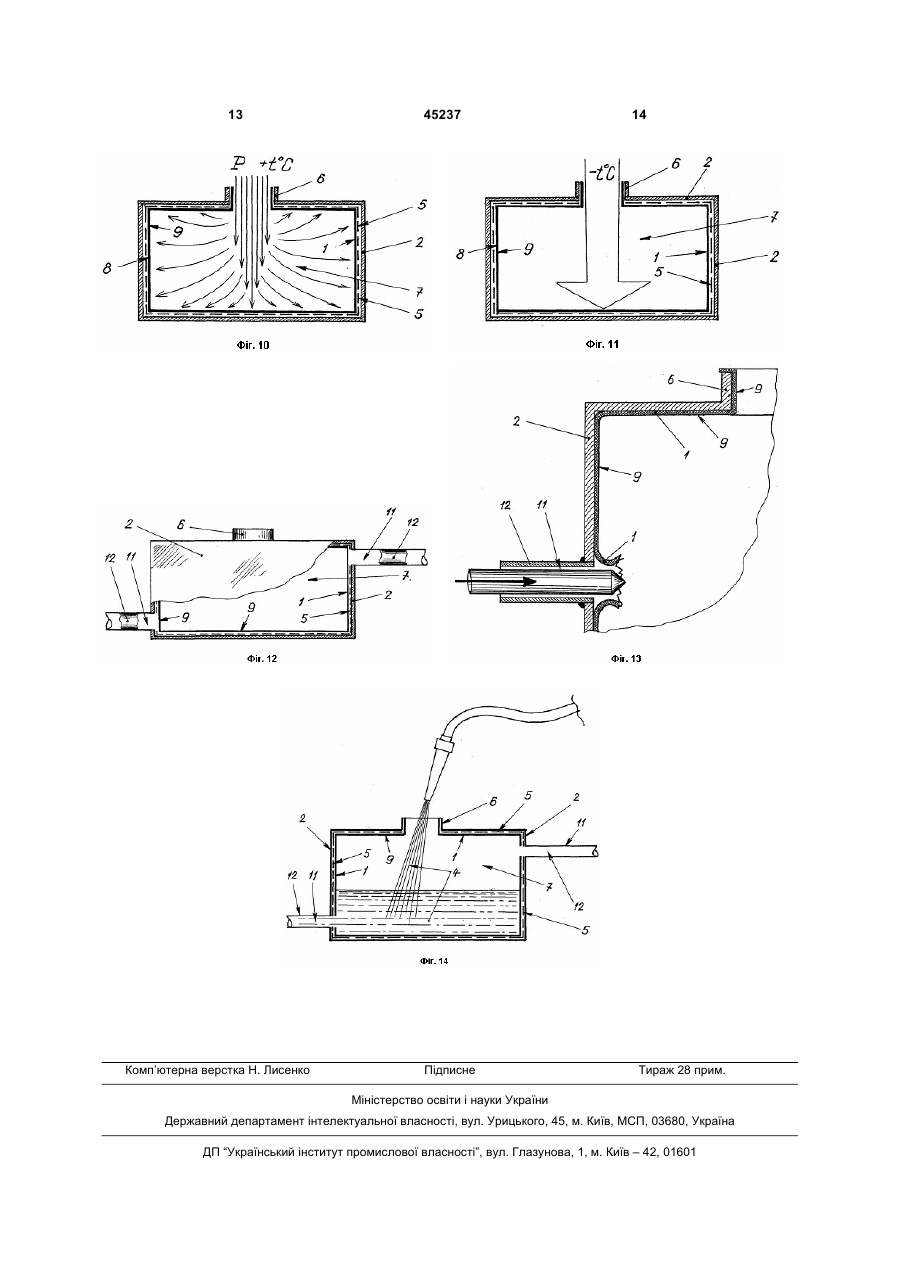
1. Спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо сушіння внутрішньої поверхні бака/ємності з наступним виконанням технологічних операцій, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення захисного покриття типу герметиків, лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин, з наступним сушінням протягом 10-15 годин, який відрізняється тим, що додатково підготовляють полімерну заготівку типу "стаканчика", яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівки повітря під тиском, підготовляють устаткування для нагрівання заготівки та подачі у внутрішню порожнину заготівки повітря під тиском, вставляють зазначену заготівку у заливну горловину бака/ємності або у технологічний отвір, подають у внутрішню порожнину заготівки повітря під тиском з одночасним нагріванням зазначеної заготівки до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівки під дією тиску повітря на її внутрішні поверхні, формують шля 2 (19) 1 3 Корисна модель відноситься до галузі техніки, зокрема, до баків, призначених для зберігання/розміщення палива або інших агресивних рідин/середовищ, а саме, до способів захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин. Відомий спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо промивання та наступного сушіння внутрішньої поверхні бака/ємності, а після підготовки внутрішньої порожнини бака/ємності здійснюють технологічні операції, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення захисного покриття типу лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин /1/. До недоліків відомого способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин відноситься те, що при виконанні комплексу технологічних операцій, покладених в основу способу, не забезпечується надійність нанесення захисного покриття (типу лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин) на внутрішню поверхню стінок зазначених баків/ємностей. Найбільш близьким технічним рішенням, як по суті, так і по задачах, що вирішуються, яке обрано за найближчий аналог (прототип), є спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо сушіння внутрішньої поверхні бака/ємності з наступним виконанням технологічних операцій, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення захисного покриття типу герметиків, лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин, з наступним сушінням протягом 10-15 годин /2/. До недоліків відомого способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який обрано за найближчий аналог (прототип), відноситься те, що не забезпечується надійність нанесення захисного покриття (типу лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин) на внутрішню поверхню стінок зазначених баків/ємностей. 45237 4 В основу корисної моделі покладена задача шляхом введення додаткових технологічних операцій по встановленню додаткового захисного шару з пластичного матеріалу, стійкого до зазначених рідин, забезпечити підвищити надійність захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, в яких розміщуються той чи інший вид агресивних рідин. Суть корисної моделі в способі захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, при якому зливають, відповідно, з паливного бака паливо, а з ємностей - агресивну рідину, проводять заходи щодо сушіння внутрішньої поверхні бака/ємності з наступним виконанням технологічних операцій, які передбачають захист внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення захисного покриття типу герметиків, лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин, з наступним сушінням протягом 10-15 годин, який полягає в тому, що додатково підготовляють полімерну заготівлю типу «стаканчика», яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском, підготовляють устаткування для нагрівання заготівлі та подачі у внутрішню порожнину заготівлі повітря під тиском, вставляють зазначену заготівлю у заливну горловину бака/ємності або у технологічний отвір, подають у внутрішню порожнину заготівлі повітря під тиском з одночасним нагріванням зазначеної заготівлі до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівлі під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготівлю надлишкового тиску повітря до розширення стінок заготівлі до внутрішніх розмірів бака/ємності та прийняття заготівлею внутрішньої конфігурації бака/ємності із щільним приляганням зовнішньої поверхні стінок заготівлі до внутрішньої поверхні бака/ємності, проводять заходи щодо охолодження заготівлі до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготівлею внутрішньої конфігурації бака/ємності та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі до внутрішніх габаритів бака/ємності, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом. Суть корисної моделі полягає і в тому, що заготівлі виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами. Суть корисної моделі полягає також і в тому, що у випадку планування установки в бак/ємність двох і більше заготівель, зазначені заготівлі виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними ком 5 понентами зазначеного палива, або безпосередньо з агресивними рідинами. Новим в корисній моделі є й те, що технологічний процес установки заготівлі у заливну горловину бака/ємності передбачає установку однієї або послідовно двох і більше заготівель із наступним виконанням технологічних операцій по прийняттю заготівлями внутрішньої форми бака/ємності, а у випадку установки в бак/ємність послідовно двох і більше заготівель, товщина стінок форми, що виходить у результаті розширення заготівлі до внутрішніх габаритів бака/ємності, розраховується зі збільшенням товщини щодо форми, яка отримана першою або є попередньою. Порівняльний аналіз технічного рішення із прототипом показує, що спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, відрізняється тим, що додатково підготовляють полімерну заготівлю типу «стаканчика», яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском, підготовляють устаткування для нагрівання заготівлі та подачі у внутрішню порожнину заготівлі повітря під тиском, вставляють зазначену заготівлю у заливну горловину бака/ємності або у технологічний отвір, подають у внутрішню порожнину заготівлі повітря під тиском з одночасним нагріванням зазначеної заготівлі до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок заготівлі під дією тиску повітря на її внутрішні поверхні, формують шляхом подачі в нагріту заготівлю надлишкового тиску повітря до розширення стінок заготівлі до внутрішніх розмірів бака/ємності та прийняття заготівлею внутрішньої конфігурації бака/ємності із щільним приляганням зовнішньої поверхні стінок заготівлі до внутрішньої поверхні бака/ємності, проводять заходи щодо охолодження заготівлі до твердого стану для забезпечення жорсткості додаткової антикорозійної оболонки, що отримана, а після прийняття заготівлею внутрішньої конфігурації бака/ємності та її охолодження, забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі до внутрішніх габаритів бака/ємності, із внутрішніми порожнинами вхідних/вихідних трубопроводів механічним і/або тепловим способом, при цьому заготівлі виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами, причому у випадку планування установки в бак/ємність двох і більше заготівель, зазначені заготівлі виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами, технологічний процес установки заготівлі у заливну горловину бака/ємності передбачає установку однієї або послідовно двох і більше заготівель із наступним виконанням технологічних операцій по прийняттю заготівлями внутрішньої форми бака/ємності, а у 45237 6 випадку установки в бак/ємність послідовно двох і більше заготівель, товщина стінок форми, що виходить у результаті розширення заготівлі до внутрішніх габаритів бака/ємності, розраховується зі збільшенням товщини щодо форми, яка отримана першою або є попередньою. Таким чином, спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на Фіг.1 показана блок-схема поетапного виконання технологічних операцій, покладених в основу способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, на Фіг.2-14 показані етапи виконання способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється. Спосіб захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, реалізується таким чином (див. блок-схему на Фіг.1 та послідовно схеми на Фіг.2-14). Попередньо підготовляють полімерну заготівлю (позиція 1) типу «стаканчика» (див. Фіг.2), яка виконана з матеріалу, що має властивості щодо розширення при нагріванні та подачі усередину заготівлі повітря під тиском, при цьому заготівлі (позиція 1) виготовляються з матеріалу, який не вступає в реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами, причому у випадку планування установки в бак/ємність (позиція 2) двох і більше заготівель (позиція 1), зазначені заготівлі (позиція 1) виготовляються або з однакового матеріалу, або з різних матеріалів, які не вступають у реакцію з паливом або іншими агресивними компонентами зазначеного палива, або безпосередньо з агресивними рідинами. Далі (або водночас) підготовляють устаткування (позиція 3) для нагрівання (позиція «+t°C») заготівлі (позиція 1) та подачі у внутрішню порожнину зазначеної заготівлі (позиція 1) повітря під тиском (позиція «Р») (див. схему на Фіг.2). Продовжують технологічний процес тим, що проводять заходи щодо зливання, відповідно, з паливного бака (позиція 2) палива (позиція 4), а з ємностей (позиція 2) - агресивної рідини (позиція 4) (див. схему на Фіг.3). Після цього проводять заходи щодо сушіння бака/ємності, а саме, сушіння як зовнішньої поверхні, так і внутрішньої поверхні (внутрішніх стінок) бака/ємності (див. схему на Фіг.4). По закінченню етапу сушіння виконують технологічні операції, які передбачають захист внутрішніх стінок бака/ємності (позиція 2) від впливу на них агресивних складових палива (позиція 4) або відповідних агресивних рідин (позиція 4) шляхом 7 нанесення захисного покриття (позиція 5) типу герметиків, лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях (позиція 2) згаданих рідин (позиція 4), з наступним сушінням протягом 10-15 годин (див. схему на Фіг.5). Продовжують технологічний процес тим, що вставляють зазначену заготівлю (позиція 1) у заливну горловину (позиція 6) бака/ємності (позиція 2) або у технологічний отвір, при цьому технологічний процес установки заготівлі (позиція 1) у заливну горловину (позиція 6) бака/ємності (позиція 2) передбачає установку однієї або послідовно двох і більше заготівель із наступним виконанням технологічних операцій по прийняттю заготівлями (позиція 1) внутрішньої форми бака/ємності (позиція 2). Технологічно, а саме, у випадку установки в бак/ємність (позиція 2) послідовно двох і більше заготівель (позиція 1), товщина стінок форми, що виходить у результаті розширення заготівлі (позиція 1) до внутрішніх габаритів бака/ємності, розраховується зі збільшенням товщини щодо форми, яка отримана першою або є попередньою. Продовжують технологічний процес тим, що подають у внутрішню порожнину (позиція 7) заготівлі повітря під тиском (позиція «Р») з одночасним нагріванням (позиція «+t°C») зазначеної заготівлі (позиція 1) до її розм'якшення до стану, при якому відбувається збільшення розмірів стінок (позиція 8) заготівлі (позиція 1) під дією тиску (позиція «Р») повітря на її внутрішні поверхні (позиція 9) (див. схему на Фіг.7). При подачі у внутрішню порожнину (позиція 7) заготівлі (позиція 1) повітря під тиском (позиція «Р») з одночасним нагріванням (позиція «+t°C») зазначеної заготівлі (позиція 1), формують шляхом подачі в нагріту заготівлю (позиція 1) надлишкового тиску (позиція «Р») повітря до розширення стінок (позиція 8) заготівлі (позиція 1) до внутрішніх розмірів бака/ємності (позиція 2) та прийняття заготівлею (позиція 1) внутрішньої конфігурації бака/ємності (позиція 2) із щільним приляганням зовнішньої поверхні стінок (позиція 8) заготівлі (позиція 1) до внутрішньої поверхні (позиція 10) бака/ємності (позиція 2) (див., послідовно, схеми на Фіг.8-9-10). По закінченню етапу, коли заготівлею (позиція 1) прийнята форма внутрішньої конфігурації бака/ємності (позиція 2) та забезпечене щільне прилягання зовнішньої поверхні стінок (позиція 8) заготівлі (позиція 1) до внутрішньої поверхні (позиція 10) бака/ємності (позиція 2), проводять заходи щодо охолодження (позиція «-t°C») заготівлі (позиція 1) до твердого стану для забезпечення жорс 45237 8 ткості додаткової антикорозійної оболонки, що отримана (див. схему на Фіг.11). Після прийняття заготівлею (позиція 1) внутрішньої конфігурації бака/ємності (позиція 2) та її охолодження (позиція «-t °C»), забезпечують з'єднання внутрішньої порожнини форми з полімерного матеріалу, яка отримана в результаті розширення заготівлі (позиція 1) до внутрішніх габаритів бака/ємності (позиція 2), із внутрішніми порожнинами (позиція 11) вхідних/вихідних трубопроводів (позиція 12) механічним і/або тепловим способом (див. схеми на Фіг.12-13). На цьому технологічний процес, що стосується захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, закінчується. В підготовлений паливний бак (позиція 2) заливається паливо, а у підготовлену ємність агресивна рідина (див. схему на Фіг.14). Підвищення ефективності застосування способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, у порівнянні із прототипом, досягається шляхом додаткового захисту внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин, а саме, за допомогою пластикового шару захисного матеріалу, що має антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин Підвищення ефективності застосування способу захисту від корозії внутрішніх поверхонь паливних баків об'єктів техніки або інших ємностей, призначених для розміщення агресивних рідин, який заявляється, у порівнянні із прототипом, досягається й тим, що зменшуються витрати на повторні заходи щодо захисту внутрішніх стінок бака/ємності від впливу на них агресивних складових палива або відповідних агресивних рідин шляхом нанесення на внутрішню поверхню стінок бака/ємності захисного покриття типу лаків, ґрунтовок, фарб або інших захисних матеріалів, що мають антикорозійну стійкість до розміщених у баках/ємностях згаданих рідин. Джерела інформації: 1. Справочник по текущему и среднему ремонту авиационной техники. Под общей редакцией В.Г.Александрова. Ордена Трудового Красного Знамени военное издательство Министерства обороны СССР, М., 1975, стор.291-292 - аналог. 2. Ремонт летательных аппаратов. Под общей редакцией д-ра техн. Наук проф. Н.Л.Голего, Издательство «Транспорт», М., 1977, стор.278-281 прототип. 9 45237 10 11 45237 12 13 Комп’ютерна верстка Н. Лиcенко 45237 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of protection against corrosion of internal surfaces of fuel tanks of facilities or other containers intended for storing aggressive liquids
Автори англійськоюHrebenyk Oleksandr Mykolaiovych, Melkin Vasyl Volodymyrovych, Maistrenko Oleksandr Anatoliiovych
Назва патенту російськоюСпособ защиты от коррозии внутренних поверхностей топливных баков объектов техники или других емкостей, предназначенных для размещения агрессивных жидкостей
Автори російськоюГребеник Александр Николаевич, Мелькин Василий Владимирович, Майстренко Александр Анатольевич
МПК / Мітки
МПК: E04H 7/00, B60K 15/03
Мітки: призначених, агресивних, поверхонь, баків, корозії, розміщення, захисту, паливних, рідин, спосіб, техніки, інших, ємностей, об'єктів, внутрішніх
Код посилання
<a href="https://ua.patents.su/7-45237-sposib-zakhistu-vid-korozi-vnutrishnikh-poverkhon-palivnikh-bakiv-obehktiv-tekhniki-abo-inshikh-ehmnostejj-priznachenikh-dlya-rozmishhennya-agresivnikh-ridin.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту від корозії внутрішніх поверхонь паливних баків об’єктів техніки або інших ємностей, призначених для розміщення агресивних рідин</a>
Спосіб відновлення паливних баків об’єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень
Номер патенту: 44339
Опубліковано: 25.09.2009
Автор: Василенко Олександр Васильович
МПК: E04H 7/00, B60K 15/03
Мітки: ушкоджень, військової, спосіб, іншої, об'єктів, ними, баків, паливних, техніки, бойових, відновлення, одержання, корозійних
Формула / Реферат:
1. Спосіб відновлення паливних баків об'єктів військової та іншої техніки після одержання ними бойових або корозійних ушкоджень, при якому виявляють шляхом візуального огляду або іншим видом/методом контролю наявність бойового ушкодження або наскрізного корозійного ушкодження від впливу агресивного середовища/речовини, що перебуває в баку, вибирають метод видалення ушкодженої ділянки бака, зливають з паливного бака залишки палива,...
Спосіб захисту внутрішніх поверхонь місткостей для нафтопродуктів
Номер патенту: 43034
Опубліковано: 15.11.2001
Автори: Чеботарьов Олександр Миколайович, Михайлюк Валерій Олександрович, Кулалаєва Наталія Валерієвна
МПК: B65D 90/02, C09D 5/08, B05D 7/24
Мітки: місткостей, нафтопродуктів, захисту, спосіб, внутрішніх, поверхонь
Формула / Реферат:
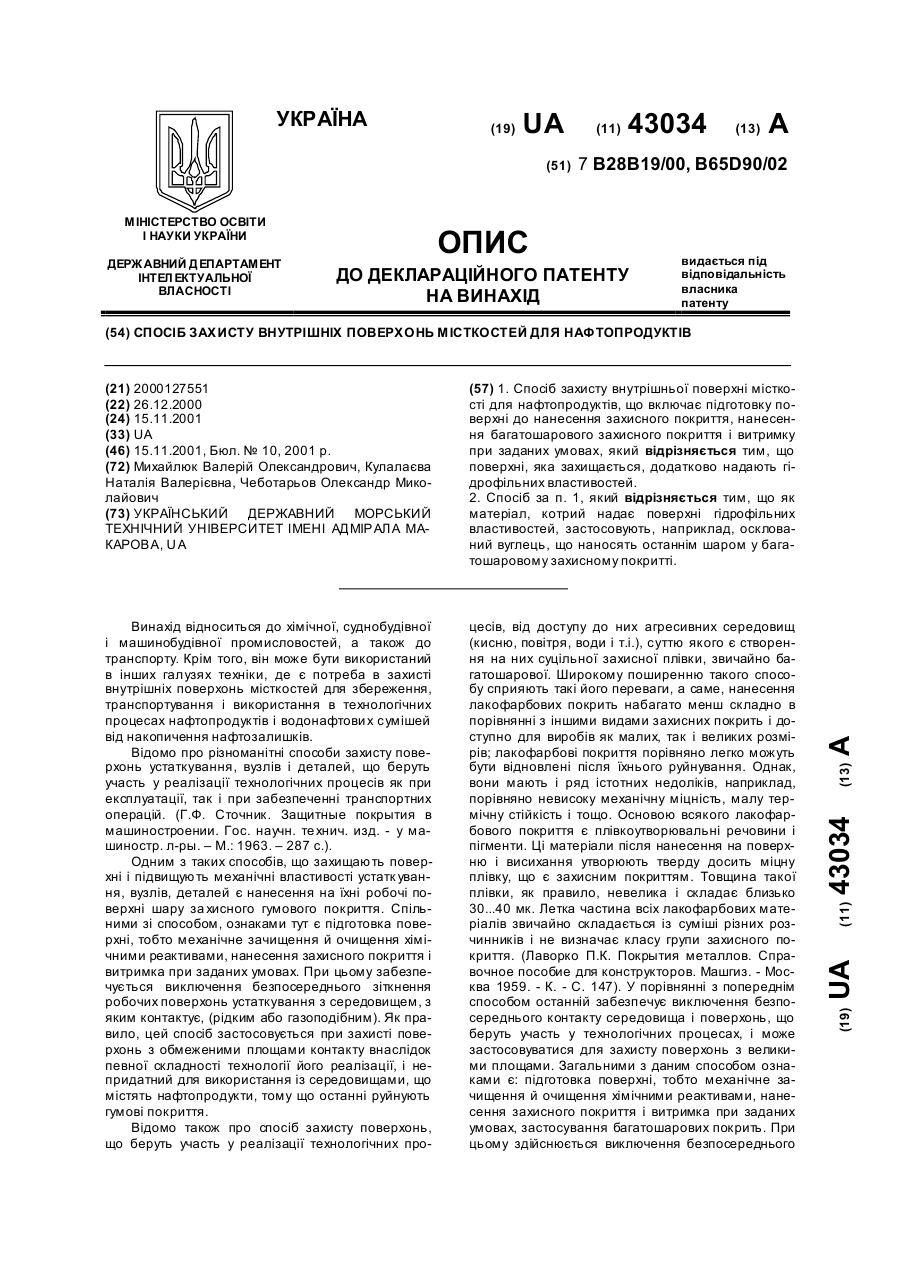
1. Спосіб антикорозійного захисту внутрішньої поверхні місткості для нафтопродуктів, що включає підготовку поверхні до нанесення захисного покриття, нанесення багатошарового захисного покриття і витримку при заданих умовах, який відрізняється тим, що внутрішній поверхні, яка захищається, додатково надають гідрофільних властивостей.2. Спосіб за п. 1, який відрізняється тим, що як матеріал, котрий надає внутрішній поверхні гідрофільних...
Спосіб антикорозійного захисту внутрішніх поверхонь місткостей для нафтопродуктів
Номер патенту: 43034
Опубліковано: 16.08.2004
Автори: Кулалаєва Наталія Валерієвна, Чеботарьов Олександр Миколайович, Михайлюк Валерій Олександрович
МПК: B05D 7/24, B65D 90/02, C09D 5/08
Мітки: поверхонь, антикорозійного, нафтопродуктів, внутрішніх, місткостей, захисту, спосіб
Формула / Реферат:
1. Спосіб антикорозійного захисту внутрішньої поверхні місткості для нафтопродуктів, що включає підготовку поверхні до нанесення захисного покриття, нанесення багатошарового захисного покриття і витримку при заданих умовах, який відрізняється тим, що внутрішній поверхні, яка захищається, додатково надають гідрофільних властивостей.2. Спосіб за п. 1, який відрізняється тим, що як матеріал, котрий надає внутрішній поверхні гідрофільних...
Установка для фасування особливо чистих, особливо агресивних рідин та рідин, що містять кристали
Номер патенту: 301
Опубліковано: 26.02.1999
Автори: Кравченко Володимир Вітальович, Левченко Андрій Дмитрович, Биков Валентин Іванович
МПК: B67C 3/02
Мітки: установка, чистих, містять, особливої, фасування, рідин, кристали, агресивних
Формула / Реферат:
1. Установка для фасування особливо чистих, особливо агресивних рідин та рідин, що містять кристали, яка складається з проміжного бункера-накоггачувача, транспортера, що подає тару, початкової площадки, першого горизонтального штовхача, виконаного спільно з відокремлювачем; напрямного апарату, руки робота-маніпулятора, що подає тару в ополіскувально-сушильний пристрій, та руки, що подає чисту суху тару на позицію дозування рідини,...
Спосіб захисту поверхонь нагріву котельної установки від корозії під час простоювання
Номер патенту: 52703
Опубліковано: 15.01.2003
Автори: Мисак Йосип Степанович, Крук Михайло Тихонович, Гут Пилип Омелянович, Якимів Евгеній Миколайович
МПК: F23L 15/00
Мітки: нагріву, спосіб, захисту, поверхонь, простоювання, установки, корозії, котельної
Формула / Реферат:
Спосіб захисту поверхонь нагріву котельної установки від корозії під час простоювання, який включає забір повітряного потоку, нагрівання його та подачу на поверхні нагріву котельної установки, який відрізняється тим, що повітря підігрівають стороннім джерелом тепла, а подачу його на поверхні нагріву здійснюють за рахунок самотяги, створеної за допомогою димової труби, причому температуру нагрітого повітря підтримують такою, щоб температура...
Попередній патент: 7,62-мм автоматичний пістолет системи токарева (тт) зразка 1933 року
Наступний патент: Вітродвигун
Випадковий патент: Аксесуар для одягу та бюстгальтера (варіанти)