Станок обробки кромок труб


Формула / Реферат
1. Станок обробки кромок труб, що містить центральну вісь, яка має різьбову поверхню, розташовану під корпусом редуктора приводу планшайби, і яка служить остовом станка, механізм центрівки і затиску станка з центруючим і затискним рядами жимків, планшайбу з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, і механізм переміщення корпусу редуктора з планшайбою вздовж центральної осі, який відрізняється тим, що привідна гайка механізму переміщення корпусу редуктора з планшайбою вздовж центральної осі розташована всередині корпусу редуктора з можливістю обертання навколо осі і контакту з корпусом редуктора при його переміщенні.
2. Станок по п. 1, який відрізняється тим, що центруючий ряд жимків механізму центрівки і затиску забезпечений пружним елементом, встановленим між центруючим рядом жимків і привідним елементом приводу механізму центрівки і затиску і, що має зусилля, необхідне для центрування станка в оброблюваній трубі.
Текст
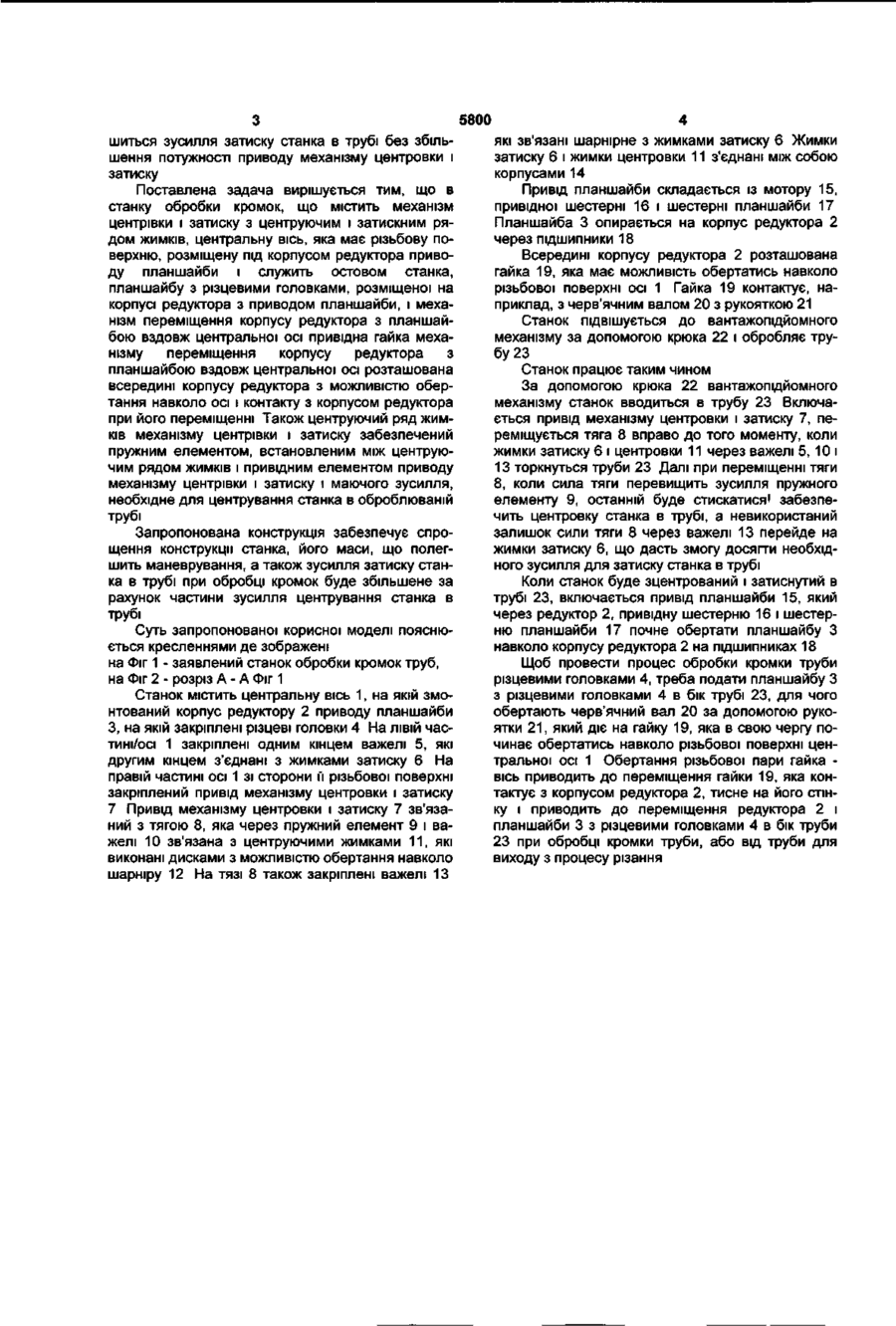
1. Станок обробки кромок труб, що містить центральну вісь, яка має різьбову поверхню, розташовану під корпусом редуктора приводу планшайби, і яка служить остовом станка, механізм центрівки і затиску станка з центруючим і затискним рядами жимків, планшайбу з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, і механізм переміщення корпусу редуктора з планшайбою вздовж центральної осі, який відрізняється тим, що привідна гайка механізму переміщення корпусу редуктора з планшайбою вздовж центральної осі розташована всередині корпусу редуктора з можливістю обертання навколо осі і контакту з корпусом редуктора при його переміщенні. 2. Станок по п. 1, який відрізняється тим, що центруючий ряд жимків механізму центрівки і затиску забезпечений пружним елементом, встановленим між центруючим рядом жимків і привідним елементом приводу механізму центрівки і затиску і, що має зусилля, необхідне для центрування станка в оброблюваній трубі. Корисна модель відноситься до технології зварювання труб або трубних елементів де необхідно обробити кромку труби перед зварюванням з метою зміни профілю кромки при застосуванні різноманітних способів зварювання. Відомі станки обробки кромок труб, що містять центральну вісь, яка має різьбову поверхню, розміщену під корпусом редуктора приводу планшайби, механізм центрівки і затиску, планшайбу з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, і механізм переміщення корпусу редуктора з планшайбою вздовж центральної осі (патент США N 4.677.884 від 07.07.87, а також Станок підготовки кромок труб діаметром 1420мм фірми "CRC-Crose" США переклад N 111/76 в архіві ОАО УкрНДІБТ). Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип, є станок, що містить центральну вісь, механізм центрівки і затиску станка в трубі, який має центруючий і затискний ряд жимків, планшайбу з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби і механізм переміщення планшайби, закріплений на центральній осі (Станок підготовки кромок СПК141 ОАО УкрНДІБТ). Загальними суттєвими ознаками відомого та пристрою, що заявляється, є центральна вісь, що є остовом станка, механізм центрівки і затиску, планшайба з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби і механізм переміщення планшайби. При роботі відомого станка обробки кромок труб механізм переміщення планшайби з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, розміщений ззовні редуктора і закріплений на центральній осі, яка являється остовом станка. Така конструкція приводить до росту габаритних розмірів і маси станка, що перешкоджає маневруванню станком. Також конструкція механізму центровки і затиску станка в трубі, який має центруючий і затискний ряд жимків, із-за відбору потужності приводу механізму центровки і затиску на центровку станка, може не дозволити прикласти достатнє зусилля для затиску станка в трубі, що в свою чергу може привести до послаблення зусилля, необхідного для закріплення станка або приведе до збільшення потужності приводу механізму центрівки і затиску. В основу корисної моделі поставлена задача вдосконалення конструкції станка обробки кромок труб, в якому шляхом модифікації конструкції механізму переміщення планшайби з закріпленими різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, і відбору частини зусилля механізму приводу механізму центрівки і затиску станка для збільшення зусилля затиску станка. За рахунок приведених змін спроститься конструкція станка, зменшиться його маса і збіль 00 ю 5800 шиться зусилля затиску станка в трубі без збільшення потужності приводу механізму центровки і затиску Поставлена задача вирішується тим, що в станку обробки кромок, що містить механізм центрівки і затиску з центруючим і затискним рядом жимків, центральну вісь, яка має різьбову поверхню, розміщену під корпусом редуктора приводу планшайби і служить остовом станка, планшайбу з різцевими головками, розміщеної на корпусі редуктора з приводом планшайби, і механізм переміщення корпусу редуктора з планшайбою вздовж центральної осі привідна гайка механізму переміщення корпусу редуктора з планшайбою вздовж центральної осі розташована всередині корпусу редуктора з можливістю обертання навколо осі і контакту з корпусом редуктора при його переміщенні Також центруючий ряд жимків механізму центрівки і затиску забезпечений пружним елементом, встановленимміж центруючим рядом жимків і привідним елементом приводу механізму центрівки і затиску і маючого зусилля, необхідне для центрування станка в оброблюваній трубі Запропонована конструкція забезпечує спрощення конструкції станка, його маси, що полегшить маневрування, а також зусилля затиску станка в трубі при обробці кромок буде збільшене за рахунок частини зусилля центрування станка в трубі Суть запропонованої корисної моделі пояснюється кресленнями де зображені на Фіг 1 - заявлений станок обробки кромок труб, на Фіг 2 - розріз А - А Фіг 1 Станок містить центральну вісь 1, на якій змонтований корпус редуктору 2 приводу планшайби З, на якій закріплені різцеві головки 4 На ЛІВІЙ часТИНІ/ОСІ 1 закріплені одним кінцем важелі 5, які другим кінцем з'єднані з жимками затиску 6 На правій частині осі 1 зі сторони її різьбової поверхні закріплений привід механізму центровки і затиску 7 Привід механізму центровки і затиску 7 зв'язаний з тягою 8, яка через пружний елемент 9 і важелі 10 зв'язана з центруючими жимками 11, які виконані дисками з можливістю обертання навколо шарніру 12 На тязі 8 також закріплені важелі 13 які зв'язані шарнірне з жимками затиску 6 Жимки затиску 6 і жимки центровки 11 з'єднані між собою корпусами 14 Привід планшайби складається із мотору 15, привідної шестерні 16 і шестерні планшайби 17 Планшайба 3 опирається на корпус редуктора 2 через підшипники 18 Всередині корпусу редуктора 2 розташована гайка 19, яка має можливість обертатись навколо різьбової поверхні осі 1 Гайка 19 контактує, наприклад, з черв'ячним валом 20 з рукояткою 21 Станок підвішується до вантажопідйомного механізму за допомогою крюка 22 і обробляє трубу 23 Станок працює таким чином За допомогою крюка 22 вантажопідйомного механізму станок вводиться в трубу 23 Включається привід механізму центровки і затиску 7, переміщується тяга 8 вправо до того моменту, коли жимки затиску 6 і центровки 11 через важелі 5, 10 і 13 торкнуться труби 23 Далі при переміщенні тяги 8, коли сила тяги перевищить зусилля пружного елементу 9, останній буде стискатися' забезпечить центровку станка в трубі, а невикористаний залишок сили тяги 8 через важелі 13 перейде на жимки затиску 6, що дасть змогу досягти необхідного зусилля для затиску станка в трубі Коли станок буде зцентрований і затиснутий в трубі 23, включається привід планшайби 15, який через редуктор 2, привідну шестерню 16 і шестерню планшайби 17 почне обертати планшайбу З навколо корпусу редуктора 2 на підшипниках 18 Щоб провести процес обробки кромки труби різцевими головками 4, треба подати планшайбу З з різцевими головками 4 в бік трубі 23, для чого обертають черв'ячний вал 20 за допомогою рукоятки 21, який діє на гайку 19, яка в свою чергу починає обертатись навколо різьбової поверхні центральної осі 1 Обертання різьбової пари гайка вісь приводить до переміщення гайки 19, яка контактує з корпусом редуктора 2, тисне на його стінку і приводить до переміщення редуктора 2 і планшайби 3 з різцевими головками 4 в бік труби 23 при обробці кромки труби, або від труби для виходу з процесу різання 5800 10 11 12 8 13 б 5 15 19 Фіг. 2 Комп'ютерна верстка В Мацело Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м К и ї в - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for working the edges of pipes
Назва патенту російськоюСтанок для обработки кромок труб
МПК / Мітки
МПК: B23B 5/00
Мітки: обробки, труб, станок, кромок
Код посилання
<a href="https://ua.patents.su/4-5800-stanok-obrobki-kromok-trub.html" target="_blank" rel="follow" title="База патентів України">Станок обробки кромок труб</a>
Рейсмусовий станок

Номер патенту: 47018
Опубліковано: 17.06.2002
Автори: Баликін Миколай Миколайович, Кононенко Володимир Іванович
Мітки: рейсмусовий, станок
Формула / Реферат:
Рейсмусовий станок, що включає станину, стіл, двигун, вал, кріплення робочих органів, механізм подачі, який відрізняється тим, що станина розташована упродовж рейок, на яких змонтовані візок, механізм підйому, механізм подачі, двигун, вал, кріплення робочих органів, а вздовж станини і поряд з рейками розташований стіл з поздовжніми прорізами і струбцинами.
Буровий станок
Номер патенту: 122
Опубліковано: 25.12.1997
Автори: Криворотько Олег Дмитрович, Ситнік Анатолій Володимирович
МПК: E21B 7/02, E21B 3/00, E21B 15/00
Формула / Реферат:
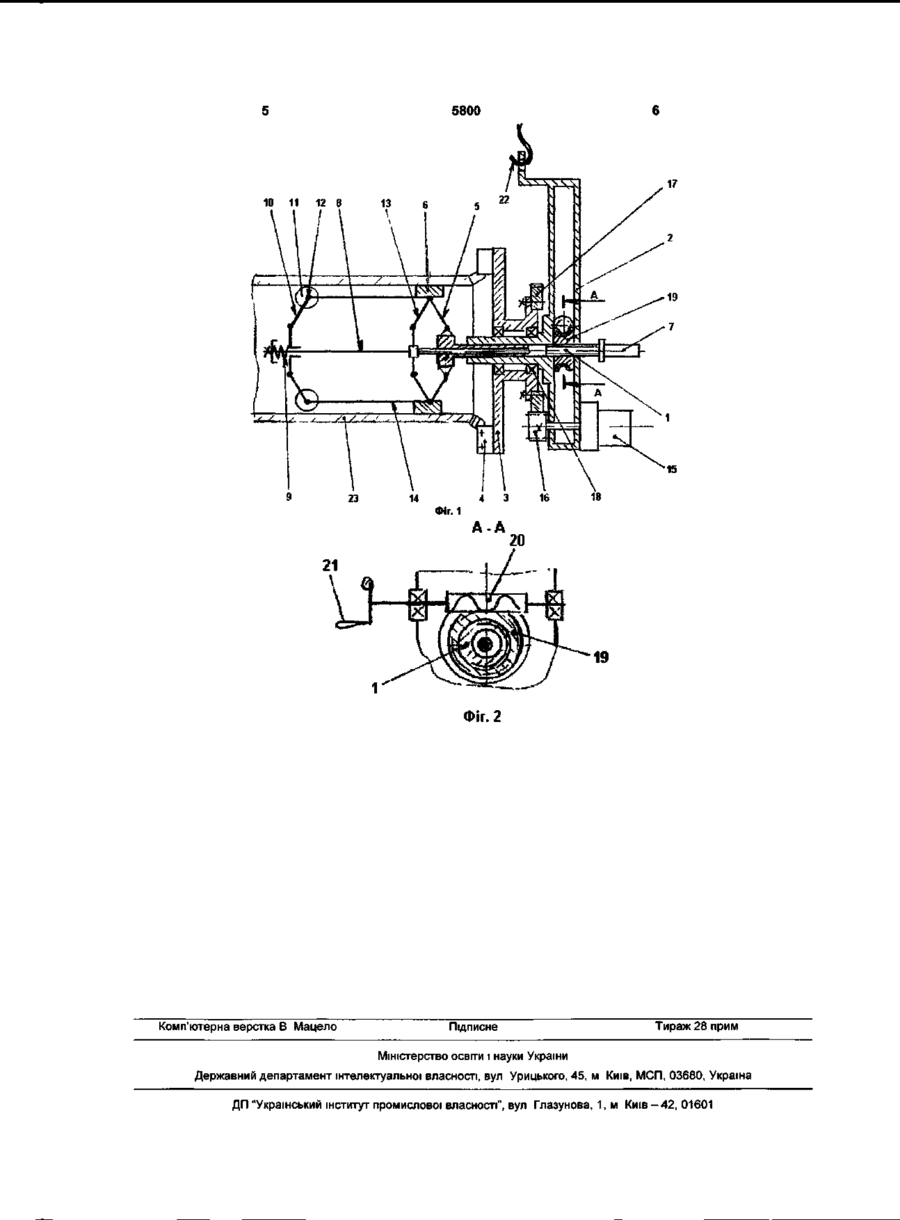
1. Буровой станок, включающий распорную стойку, лыжи, подающий механизм с бурильной машиной и несущей балкой с подхватом-люнетом, отличающийся тем, что лыжи закреплены жестко на несущей балке и распорной стойке, которые соединены между собой с возможностью поворота относительно друг друга в параллельных плоскостях, при этом бурильная машина смонтирована на несущей балке с возможностью поворота относительно оси бурения.2. Буровой станок...
Електромеханічний станок для гоління
Номер патенту: 64330
Опубліковано: 16.02.2004
Автори: Чорний Богдан Петрович, Лазоркін Віктор Андрійович, Надемський Віктор Анатолійович
МПК: A45D 27/00
Мітки: станок, гоління, електромеханічний
Формула / Реферат:
Електромеханічний станок для гоління, який має механізм для різання у вигляді ножів, який відрізняється тим, що поверхня ножів покрита сріблом, при цьому покриття дифузійно зв'язано з матеріалом ножів і його товщина складає 0,1-25 мкм.
Сверлильно-пазовий станок

Номер патенту: 58238
Опубліковано: 15.07.2003
Автори: Баликін Миколай Миколайович, Луцик Володимир Петрович
МПК: B27F 5/00
Мітки: станок, сверлильно-пазовий
Формула / Реферат:
Сверлильно-пазовий станок, що включає електродвигун, патрон, ручки керування, затискачі, який відрізняється тим, що електродвигун розташований на пантографному механізмі, що переміщується між фіксаторами, а на корпусі електродвигуна закріплена шпиндельна головка.
Станок до доїльної установки
Номер патенту: 8101
Опубліковано: 26.12.1995
Автори: Москаленко Степан Пантелеєвич, Фененко Анатолій Іванович, Степанюк Олександр Миколайович
МПК: A01K 1/10, A01K 1/06, A01K 1/062
Мітки: станок, доїльної, установки
Формула / Реферат:
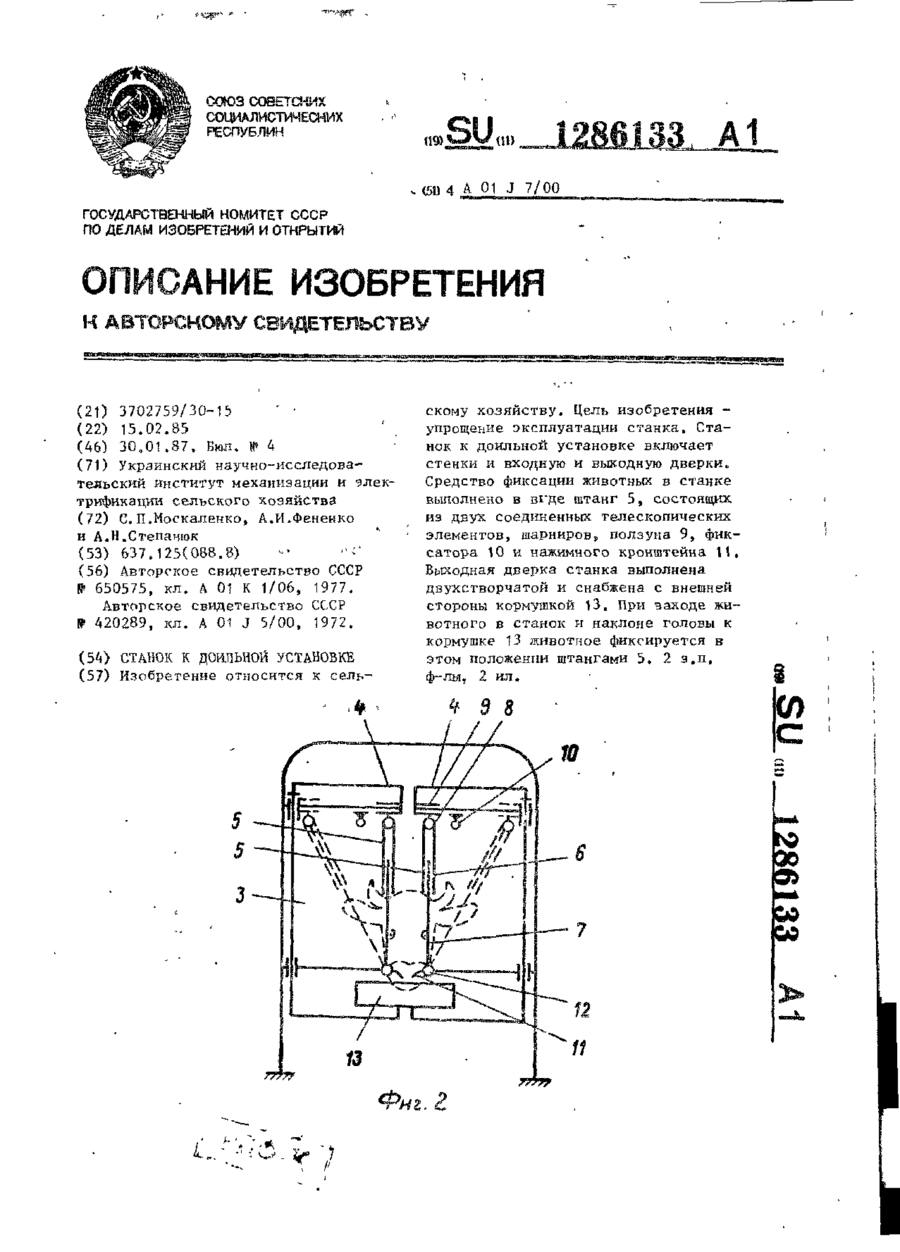
1. Станок к доильной установке, включающий стенки, входную и выходную дверки, кормушку и средство фиксациии животных, отличающийся тем, что, с целью упрощения эксплуатации, средство фиксации животных установлено на выходной дверке, имеющей проем для головы животного, и выполнено в виде симметрично расположенных штанг, каждая из которых состоит из соединенных телескопически верхнего и нижнего элементов, последний из которых шарнирно...
Попередній патент: Універсальна мультимедійна дистрибутивна система umds
Наступний патент: Закупорювальний пристрій
Випадковий патент: Спосіб хірургічного лікування хворих на рак яечників ііі-іv стадій