Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату
Номер патенту: 58734
Опубліковано: 15.08.2003
Автори: Носіков Віктор Львович, Шеремет Володимир Олександрович, Хижняк Вячеслав Якович, Бабенко Михайло Антонович, Коротченков Валерій Михайлович
Формула / Реферат
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летючих ножиць, кута їхнього відхилення від лінії різання в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ділянці синхронізації, визначення величини прискорення (затримки), визначення чутливості і коефіцієнта підсилення системи керування, визначення і видачі сигналу керування швидкістю обертання ножів барабанів летючих ножиць для реалізації керування їхнім рухом за трикутним графіком, який відрізняється тим, що в момент входу переднього торця прокату в початок ділянки синхронізації прискорення (затримки) барабанів ножиць (ε) визначають з виразу:
ε = 4φ/tсинхр. х tсинхр.,
де: φ - кут відхилення ножів барабанів від лінії різання на момент входу переднього торця прокату в початок ділянки синхронізації,
tсинхр. - час синхронізації, при цьому величину сигналу керування швидкістю обертання ножів барабанів летючих ножиць Uупр. визначають з виразу:
Uупр. = (ω1 - ω2)/к,
де: ω1 - швидкість обертання ножів барабанів летючих ножиць у момент входу переднього торця прокату в початок ділянки синхронізації,
к - коефіцієнт підсилення системи керування,
ω2 - швидкість обертання ножів барабанів летючих ножиць на момент досягнення переднім торцем прокату половини ділянки синхронізації, що визначають з виразу:
ω2 = ω1±ε x tсинхр./2,
а із сигналу керування швидкістю обертання ножів барабанів летючих ножиць (Uynp.) виділяють сигнал ![]() uупр., рівний чутливості системи керування приводом, і видають його в систему керування зі знаком мінус до досягнення швидкості ω2 при гальмуванні барабанів і зі знаком плюс до досягнення швидкості ω1 при розгоні барабанів через інтервал часу Δt, що визначають з виразу:
uупр., рівний чутливості системи керування приводом, і видають його в систему керування зі знаком мінус до досягнення швидкості ω2 при гальмуванні барабанів і зі знаком плюс до досягнення швидкості ω1 при розгоні барабанів через інтервал часу Δt, що визначають з виразу:
Δt = Δuупр. х tсинхр./2Uупр.
Текст
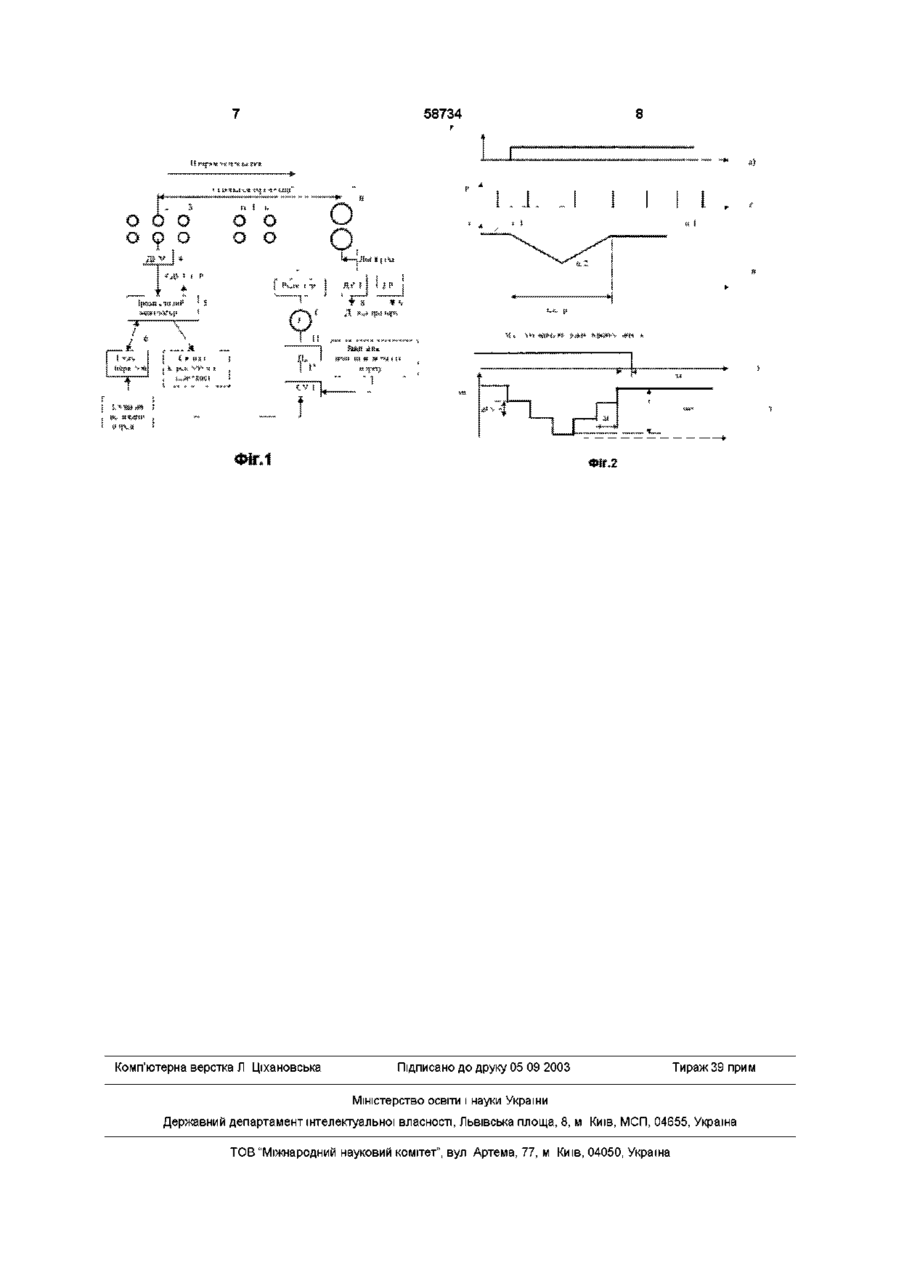
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летючих ножиць, кута їхнього відхилення від лінії різання в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ДІЛЯНЦІ синхронізації, визначення величини прискорення (затримки), визначення чутливості і коефіцієнта підсилення системи керування, визначення і видачі сигналу керування швидкістю обертання ножів барабанів летючих ножиць для реалізації керування їхнім рухом за трикутним графіком, який відрізняється тим, що в момент входу переднього торця прокату в початок ділянки синхронізації прискорення (затримки) барабанів ножиць (є) визначають з виразу є = 4ср/1:синхр х tcHHxp , де е - кут відхилення ножів барабанів від лінії р різання на момент входу переднього торця прокату в початок ділянки синхронізації, tcHHxp - час синхронізації, при цьому величину сигналу керування швидкістю обертання ножів барабанів летючих ножиць Uynp визначають з виразу Uynp = (ш1 - ш2)/к, де ш1 - швидкість обертання ножів барабанів летючих ножиць у момент входу переднього торця прокату в початок ділянки синхронізації, к - коефіцієнт підсилення системи керування, ш2 - швидкість обертання ножів барабанів летючих ножиць на момент досягнення переднім торцем прокату половини ділянки синхронізації, що визначають з виразу ш2 = ш1 ±є х tcHHxp /2, а із сигналу керування швидкістю обертання ножів барабанів летючих ножиць (Uynp) виділяють сигнал Д uynp, рівний чутливості системи керування приводом, і видають його в систему керування зі знаком мінус до досягнення швидкості ш2 при гальмуванні барабанів і зі знаком плюс до досягнення швидкості ш1 при розгоні барабанів через інтервал часу At, що визначають з виразу ut=uuynp xtcHHxp /2Uynp Винахід відноситься до галузі прокатного виробництва і може бути використаний при реалізації режимів різання передніх торців прокату на безперервно-заготовочних і сортових станах гарячої прокатки Відомий спосіб різання передніх торців прокату, реалізований у устрої по ас СРСР №1228978 А1, МПК4, B23D25/00 Б В №17, опубл 07 05 1986р , який містить датчик різа, датчик кута повороту барабанів, датчики положення прокату і функціональні вузли з логічних елементів, що представляють систему, що виконує операції виміру швидкості обертання ножів барабанів летучих ножиць, кута їхнього відхилення від лінії різа, прогнозування часу підходу переднього торця прокату до лінії різа, визначення і видачі сигналу управління швидкістю обертання ножів барабанів летучих ножиць Найбільш близьким технічним рішенням стосовно пропонованого і прийнятий за прототип є спосіб, реалізований у устрої по ас СРСР №1637963, МПК5, B23D36/00, Б В №12, опубл 12, ЗО 031991 р, що включає датчики кутового положення і швидкості барабанів летучих ножиць, датчик різа, датчики положення прокату і функціональні вузли на логічних елементах, що ГО 1^ 00 Ю 58734 представляють систему, що виконує операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летучих ножиць, кута їхнього відхилення від лінії різа в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ДІЛЯНЦІ синхронізації, визначення величини прискорення (затримки), визначення чутливості і коефіцієнта підсилення системи управління, визначення і видачі сигналу управління швидкістю обертання ножів барабанів летучих ножиць для реалізації управління їхнім рухом за трикутним графіком Загальним недоліком приведених способів є виконання різа з максимальними жорстко встановленими значеннями величин прискорень (затримок), тобто з наявністю динамічних перевантажень Це пояснюється тим, що управління режимами чи прискорення затримки механізмом ножиць, здійснюється недостатньо плавно, що викликає динамічні навантаження на механізм ножиць В основу винаходу поставлено задачу, удосконалити спосіб автоматичного управління летучими ножицями для різання передніх торців прокату, шляхом зміни величини прискорення (затримки) у залежності від кута відхилення ножів від лінії різа в момент входу переднього торця прокату в початок ділянки синхронізації, забезпечити плавну зміну швидкості обертання барабанів і за рахунок цього, виключити динамічні навантаження на механізм ножиць при синхронізації Задача вирішена тим, що в способі автоматичного управління летучими ножицями для різки передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летучих ножиць, кута їхнього відхилення від лінії різа в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ДІЛЯНЦІ синхронізації, визначення величини прискорення (затримки), визначення чутливості і коефіцієнта підсилення системи управління, визначення і видачі сигналу управління швидкістю обертання ножів барабанів летучих ножиць для реалізації управління їхнім рухом за трикутним графіком, згідно винаходу, у момент входу переднього кінця прокату в початок ділянки синхронізації прискорення (затримки) барабанів ножиць (s) визначають з виразу s=4cp/t CMHxpxt синхр де ^ - кут відхилення ножів барабанів від лінії різа на момент входу переднього торця прокату в початок ділянки синхронізації, t синхр - час синхронізації, при цьому, величину сигналу управління швидкістю обертання ножів барабанів летючих ножиць Uynp визначають з виразу , llynp =(Q)1-Q)2)/к де Ю 1 - швидкість обертання ножів барабанів летючих ножиць у момент входу переднього торця прокату в початок ділянки синхронізації, ккоефіцієнт підсилення системи управління, Ю 2 . швидкість обертання ножів барабанів летучих ножиць на момент досягнення переднім торцем прокату половини ділянки синхронізації, що визначають з виразу со2 = col ± s х t СИНХр / 2 а із сигналу управління швидкістю обертання ножів барабанів летючих ножиць (U ynp ) виділяють сигнал ^ и уПр, рівний чутливості системи управління приводом, і видають його в систему управління зі знаком мінус до досягнення швидкості Ю 2 | зі знаком плюс до досягнення швидкості о 1 через інтервал часу At _ щ 0 о визначають з виразу At = A u y n p x t синхр/2и у п р Сутність винаходу пояснюється кресленнями де на фіг 1 - представлена блок-схема способу автоматичного управління летучими ножицями для різання передніх торців прокату на ДІЛЯНЦІ синхронізації, фіг 2-5 - представлені тимчасові діаграми процесу управління летючими ножицями для різання передніх торців прокату на ДІЛЯНЦІ синхронізації Блок-схема містить групу "1,2,3 п" клітей чистової групи безперервно-заготовочного стану, датчик наявності металу ДНМ4, промисловий контролер 5, на входи якого підключені датчики ДНМ4, ДУП8 і ДР9 системи і пульт оператора 6, до виходів контролера 5 підключений пульт оператора 6 і система управління приводом 12 На блок-схемі також зображені летючі ножиці 7, барабани яких приводяться в рух від двигуна 10, напруга живлення, на який надходить від тиристорного перетворювача 11, що одержує сигнали управління від системи управління 12 Датчик наявності металу ДНМ 4 використовується, як датчик статичного струму, що виробляє сигнал при прокатці розкату у валках КЛІТІ 2 Датчик кута повороту ДУП8 служить як датчик, що виробляє фіксовану КІЛЬКІСТЬ імпульсів на один оберт Датчик різання ДР9 виробляє сигнал при виконанні різання (автоматичний вихід ножів на різ в одній і тій же точці барабана) Початком ділянки синхронізації L через погані умови захоплення металу валками першої КЛІТІ стану, що мають місце, виділяють вісь валків другої КЛІТІ, а кінцем ЛІНІЮ різання по осі ножиць 7 Ділянку L вибирають такої довжини, щоб за час руху по ньому переднього торця прокату барабани ножиць 7 виконали кілька обертів (див фіг 2) Приклад виконання способу Попередньо на прокатному стані виділяють дільницю синхронізації При відсутності металу в стані вимірюють швидкість обертання ножів З кожною появою сигналу від датчика різа ДР9 скидаються в нуль показання датчика кута повороту ДУП8 і починають підрахунок КІЛЬКОСТІ імпульсів При цьому в лічильнику контролера 5 постійно змінюється КІЛЬКІСТЬ імпульсів датчика ДУП 8 від нуля до максимального значення, що 58734 відповідає КІЛЬКОСТІ сигналів ДУП на два оберти барабанів При захопленні прокату валками КЛІТІ 2 з'являється сигнал від датчика ДНМ4 і в контролері 5 запам'ятовується КІЛЬКІСТЬ імпульсів, що надійшли від датчика ДУП8 за час, від появи сигналу різа до появи сигналу від датчика ДНМ4, і по цій інформації визначається кут відхилення ножів від лінії різа ^ з виразу ф = Z х Дф, де z - КІЛЬКІСТЬ імпульсів датчика 8ДУП за час від моменту надходження сигналу від датчика 9ДР до моменту надходження сигналу від датчика 4ДНМ, ^ - значення одного імпульсу з датчика 8 ДУП у радіанах Визначають швидкість обертання ножів барабанів летючих ножиць у момент входу переднього торця прокату в початок ділянки синхронізацм(соі) При куті відхилення ножів барабанів від лінії різа на момент входу переднього торця прокату в початок ділянки синхронізації Ф^2-л н а д|ЛЯнці синхронізації регулювання здійснюється зі зниженням швидкості барабанів (див фіг 2) щодо торцем прокату половини ділянки синхронізації Після ЧОГО, ІЗ сигналу управління швидкістю обертання ножів барабанів летючих ножиць (и упр ) виділяють сигнал А и у ф ] рівний чутливості системи управління приводом, і видають його в систему управління зі знаком мінус до досягнення швидкості со2 при гальмуванні барабанів і зі знаком плюс до досягнення швидкості о 1 при о розгоні барабанів через інтервал часу At _ щ 0 визначають з виразу At = A u y n p x t синхр/2U y n p де ^ и У пр - чутливість системи управління, що представляє собою константу для кожного конкретного механізму і встановлена експериментально При цьому КІЛЬКІСТЬ (п) сигналів Аи упр , необхідних для досягнення барабаном швидкості со2 і о 1 на етапі затримки (прискорення) о визначають з виразу n = t CHHxp/2xAt швидкості Ю 1 , при Ф>27і на ДІЛЯНЦІ синхронізації регулювання здійснюється з підвищенням швидкості Час синхронізації (t синхр) прогнозують, як час проходження переднього кінця прокату від початку ділянки синхронізації до лінії різання Після ЧОГО, визначають величину Після визначення п контролер 5 зменшує сигнал управління в СУП12 на величину через інтервал At ще на один сигнал Ди у п р і т д до досягнення КІЛЬКОСТІ сигналів п Система СУП12 через ТП11, двигун Д10 і редуктор змінює швидкість обертання барабанів ЛН7 до швидкості со2 (див фіг 2) Потім при досягненні п заданої величини процес управління виконується в зворотному порядку, тобто через інтервал At йде (затримки) ( s ) на момент входу кінця прокату в початок ділянки з виразу CMHxpxt синхр збільшення сигналу управління на величину А и у п р і швидкість барабанів підвищується до величини сої Видача сигналу управління через визначений прискорення переднього синхронізації є=4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of flying shears for cutting butt-ends of rolled metal
Автори англійськоюBabenko Mykhailo Antonovych, Korotchenkov Valerii Mykhailovych, Sheremet Volodymyr Oleksandrovych
Назва патенту російськоюСпособ автоматического управления летучими ножницами для резки передних торцов проката
Автори російськоюБабенко Михаил Антонович, Коротченков Валерий Михайлович, Шеремет Владимир Александрович
МПК / Мітки
МПК: B23D 25/00, B23D 36/00
Мітки: прокату, автоматичного, летючими, спосіб, керування, передніх, торців, ножицями, різання
Код посилання
<a href="https://ua.patents.su/4-58734-sposib-avtomatichnogo-keruvannya-letyuchimi-nozhicyami-dlya-rizannya-perednikh-torciv-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату</a>
Спосіб управління летючими ножицями при розкрої розкату
Номер патенту: 41687
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Хижняк Вячеслав Якович, Носіков Віктор Львович, Коротченков Валерій Михайлович
МПК: B23D 36/00
Мітки: розкату, ножицями, розкрої, спосіб, управління, летючими
Формула / Реферат:
Спосіб керування летючими ножицями при розкрої розкату, який включає операції виміру вихідної довжини розкату, поданого в прокатку, виміру кута повороту валків при прокатці розкату, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану, видачі в систему управління приводом ножиць керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки і визначення...
Спосіб різання комбінованими дисковими кромкокришильними ножицями
Номер патенту: 47149
Опубліковано: 17.06.2002
Автори: Гриценко Сергій Анатолійович, Білобров Юрій Миколайович, Бортник Валерій Вікторович, Реука Юрій Юрійович, Калашников Андрій Анатолійович
МПК: B23D 19/00
Мітки: ножицями, комбінованими, дисковими, кромкокришильними, різання, спосіб
Формула / Реферат:
Спосіб різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами і верхній дисковий ніж, який відрізняється тим, що нижній дисковий ніж обертають з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність лінійних швидкостей верхнього дискового ножа і кромкокришильних ножів.
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Квашин Валерій Миколайович, Худик Валеріан Тарасович, Блохін Дмитро Порфирович, Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B21B 39/00
Мітки: передніх, сортового, кінців, підрівнювання, спосіб, прокату
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Костюченко Михайло Іванович, Блохін Дмитро Порфирович, Білоус Геннадій Пилипович, Приходько Євгенія Валер'янівна, Худик Валеріан Тарасович, Довгаль Петро Григорович, Квашин Валерій Миколайович, Сокуренко Анатолій Валентинович
МПК: B21B 1/16, B23D 31/00
Мітки: довжини, одержання, мірної, спосіб, прокату
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Спосіб автоматизованого розкрою прокату
Номер патенту: 52438
Опубліковано: 16.12.2002
Автори: Бабенко Михайло Антонович, Дубина Олег Вікторович, Курочкін Олександр Федорович, Сміяненко Ігор Миколайович, Костюченко Михайло Іванович, Ястреб Микола Миколайович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Шуліченко Юрій Констянтинович, Іцхакін Володлен Давидович, Кіба Ігор Васильович
Мітки: розкрою, спосіб, автоматизованого, прокату
Формула / Реферат:
Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготівок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою , де...
Попередній патент: Пристрій для виготовлення розгорток картонних паковань
Наступний патент: Спосіб очищення високооцукрених гідролізатів
Випадковий патент: Оксихлоридосульфати алюмінію, що використовуються як коагулянти, та спосіб їх одержання