Спосіб різання комбінованими дисковими кромкокришильними ножицями
Номер патенту: 47149
Опубліковано: 17.06.2002
Автори: Бортник Валерій Вікторович, Білобров Юрій Миколайович, Реука Юрій Юрійович, Гриценко Сергій Анатолійович, Калашников Андрій Анатолійович
Формула / Реферат
Спосіб різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами і верхній дисковий ніж, який відрізняється тим, що нижній дисковий ніж обертають з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність лінійних швидкостей верхнього дискового ножа і кромкокришильних ножів.
Текст
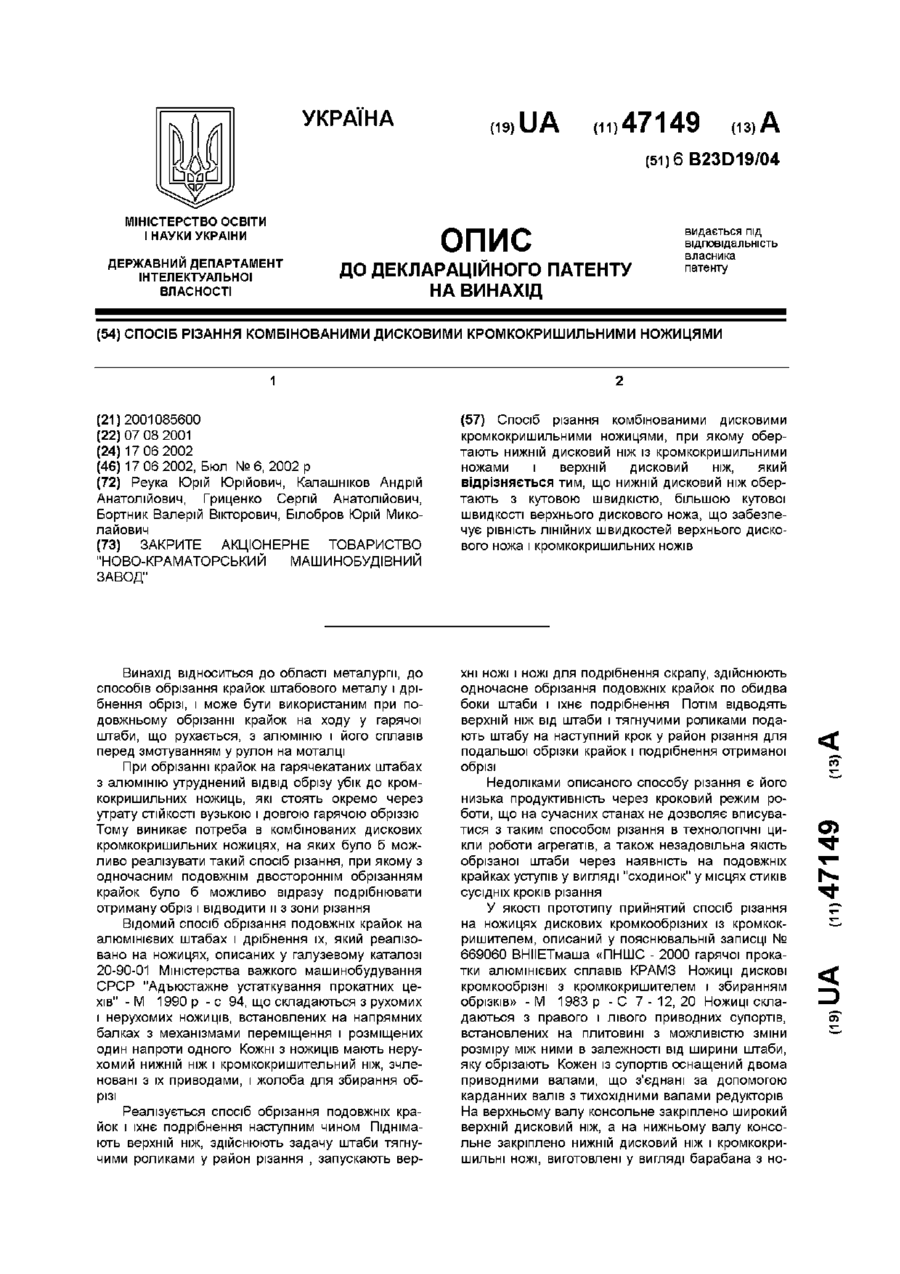
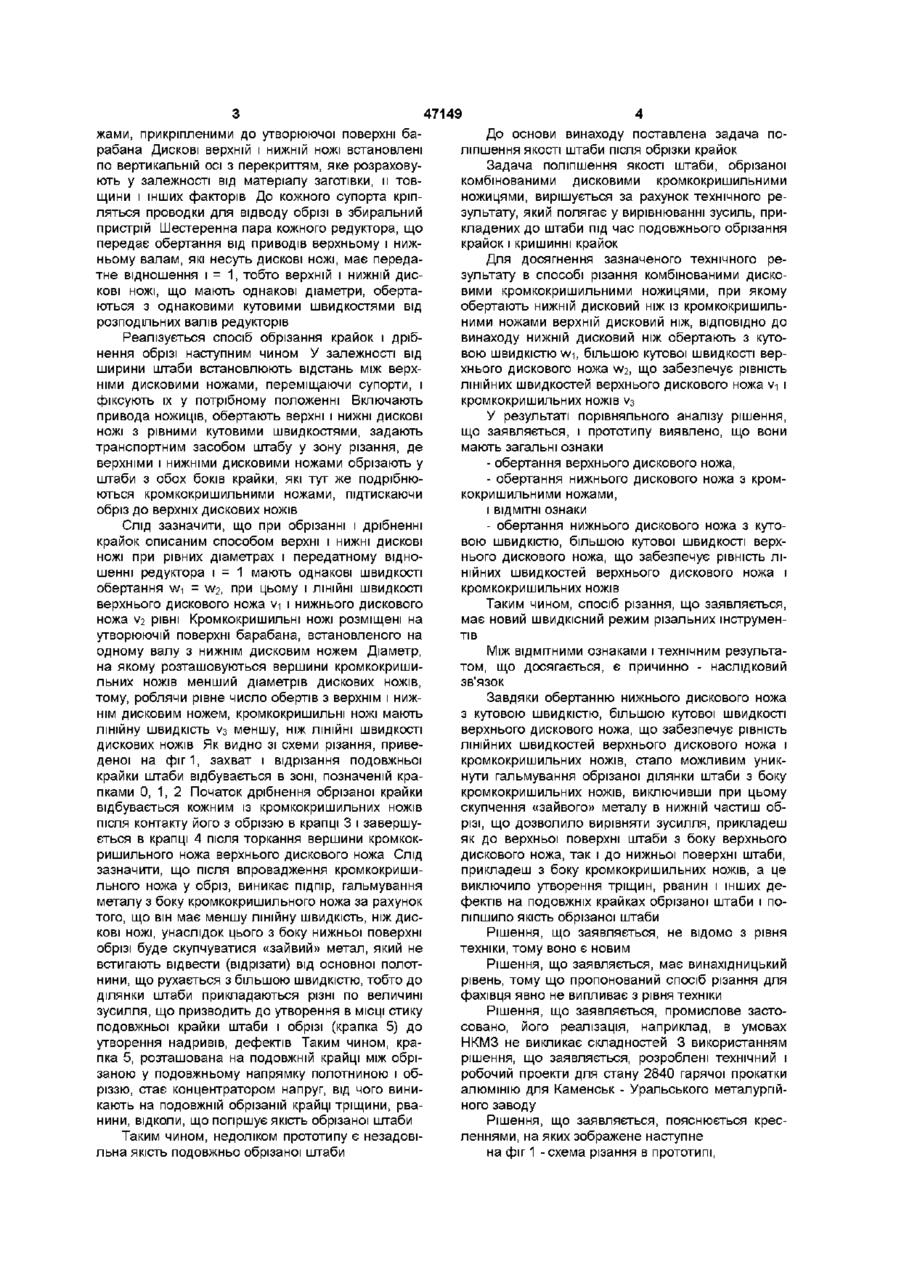
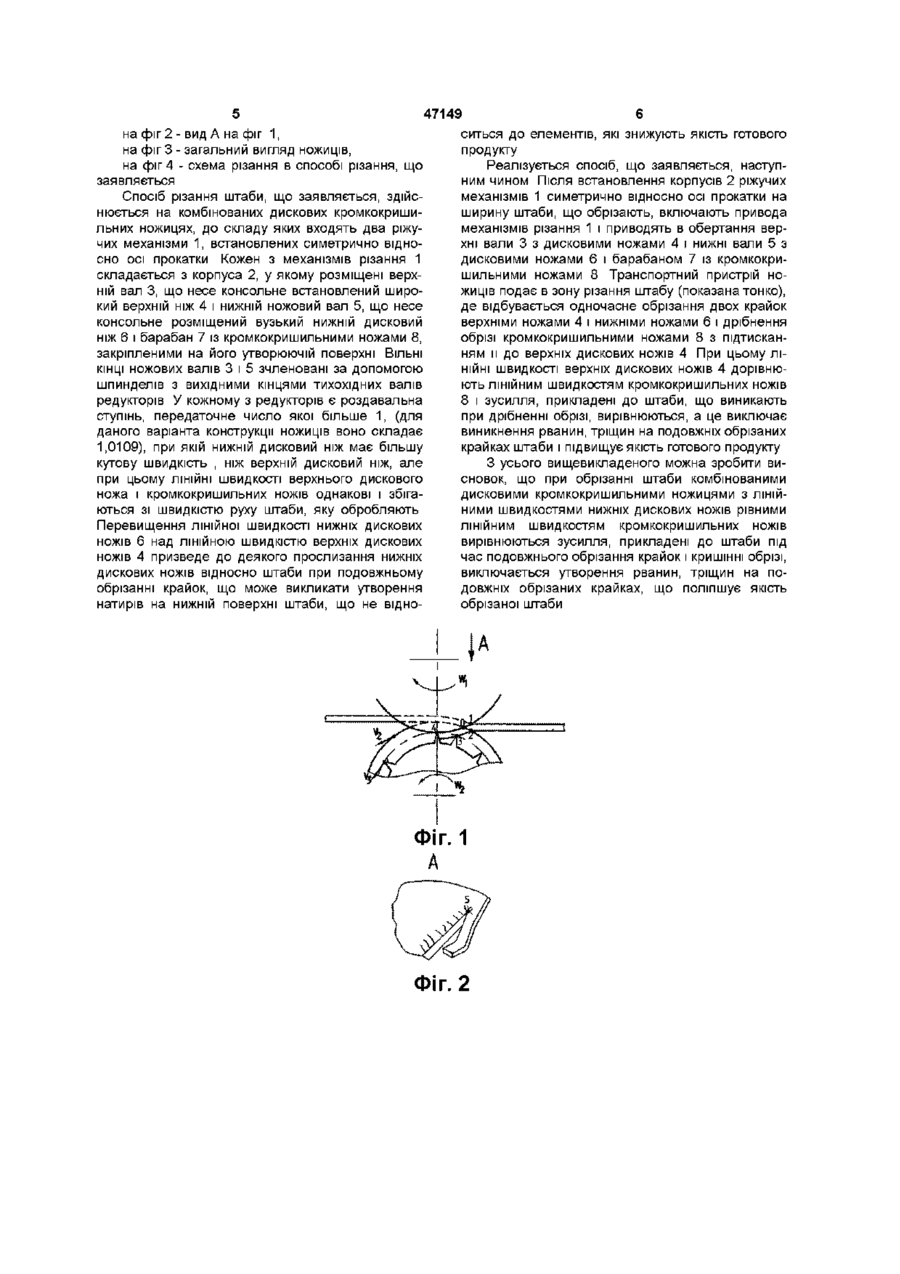
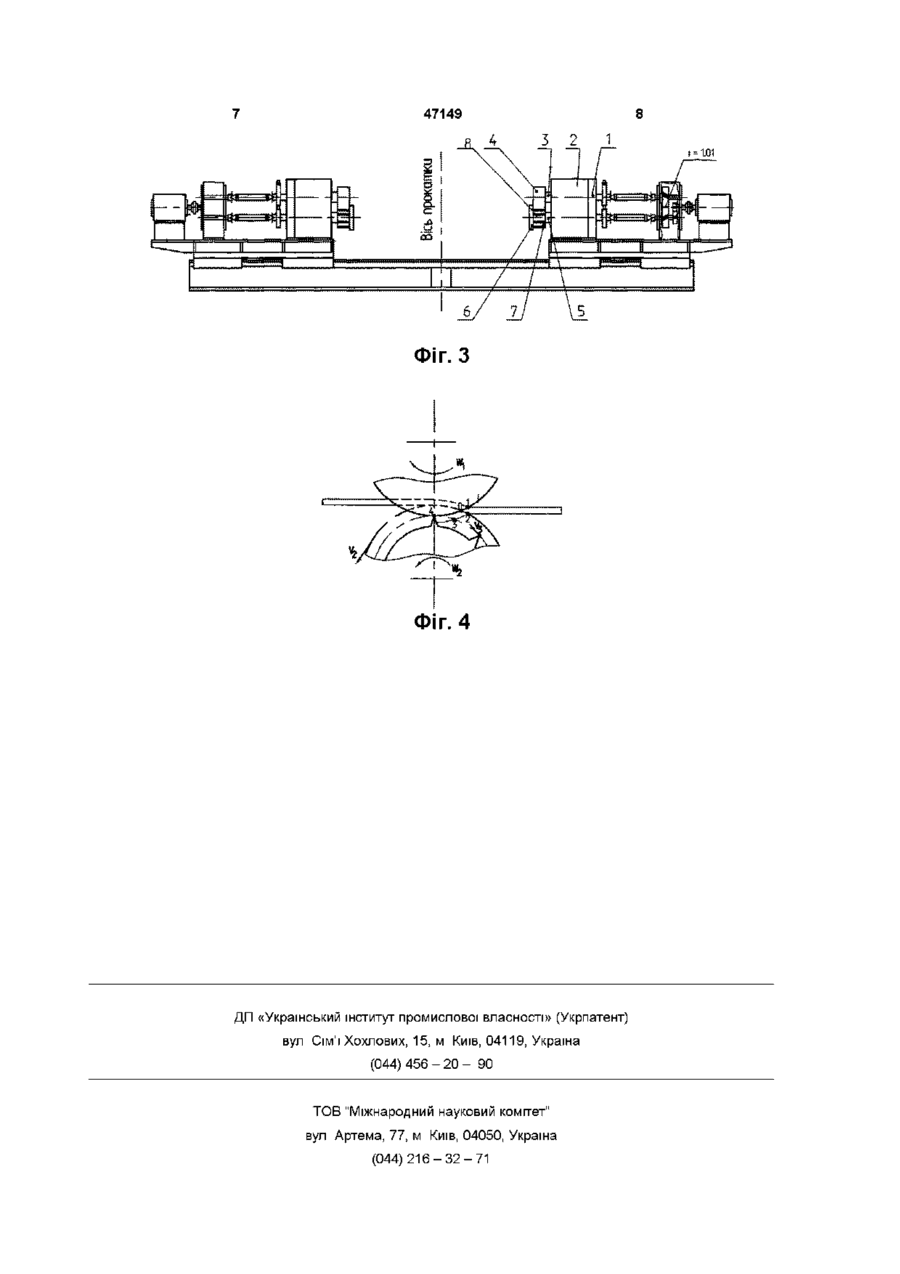
Спосіб різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами і верхній дисковий ніж, який відрізняється тим, що нижній дисковий ніж обертають з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність ЛІНІЙНИХ швидкостей верхнього дискового ножа і кромкокришильних ножів Винахід відноситься до області металурги, до способів обрізання крайок штабового металу і дрібнення обрізі, і може бути використаним при подовжньому обрізанні крайок на ходу у гарячої штаби, що рухається, з алюмінію і його сплавів перед змотуванням у рулон на моталці При обрізанні крайок на гарячекатаних штабах з алюмінію утруднений ВІДВІД обрізу убік до кромкокришильних ножиць, які стоять окремо через утрату СТІЙКОСТІ вузькою і довгою гарячою обріззю Тому виникає потреба в комбінованих дискових кромкокришильних ножицях, на яких було б можливо реалізувати такий спосіб різання, при якому з одночасним подовжнім двостороннім обрізанням крайок було б можливо відразу подрібнювати отриману обріз і відводити и з зони різання Відомий спосіб обрізання подовжніх крайок на алюмінієвих штабах і дрібнення їх, який реалізовано на ножицях, описаних у галузевому каталозі 20-90-01 Міністерства важкого машинобудування СРСР "Адъюстажне устаткування прокатних цехів" - М 1990 р - с 94, що складаються з рухомих і нерухомих ножиців, встановлених на напрямних балках з механізмами переміщення і розміщених один напроти одного Кожні з ножиців мають нерухомий нижній ніж і кромкокришительний ніж, зчленовані з їх приводами, і жолоба для збирання обрізі Реалізується спосіб обрізання подовжніх крайок і їхнє подрібнення наступним чином Піднімають верхній ніж, здійснюють задачу штаби тягнучими роликами у район різання , запускають вер хні ножі і ножі для подрібнення скрапу, здійснюють одночасне обрізання подовжніх крайок по обидва боки штаби і їхнє подрібнення Потім відводять верхній ніж від штаби і тягнучими роликами подають штабу на наступний крок у район різання для подальшої обрізки крайок і подрібнення отриманої обрізі Недоліками описаного способу різання є його низька продуктивність через кроковий режим роботи, що на сучасних станах не дозволяє вписуватися з таким способом різання в технологічні цикли роботи агрегатів, а також незадовільна якість обрізаної штаби через наявність на подовжніх крайках уступів у вигляді "сходинок" у місцях стиків сусідніх кроків різання У якості прототипу прийнятий спосіб різання на ножицях дискових кромкообрізних із кромкокришителем, описаний у пояснювальній записці № 669060 ВНІІЕТмаша «ПНШС - 2000 гарячої прокатки алюмінієвих сплавів КРАМЗ Ножиці дискові кромкообрізні з кромкокришителем і збиранням обрізків» - М 1983 р -С 7 - 1 2 , 2 0 Ножиці складаються з правого і лівого приводних супортів, встановлених на плитовині з можливістю зміни розміру між ними в залежності від ширини штаби, яку обрізають Кожен із супортів оснащений двома приводними валами, що з'єднані за допомогою карданних валів з тихохідними валами редукторів На верхньому валу консольне закріплено широкий верхній дисковий ніж, а на нижньому валу консольне закріплено нижній дисковий ніж і кромкокришильні ножі, виготовлені у вигляді барабана з но о> 47149 жами, прикріпленими до утворюючої поверхні барабана Дискові верхній і нижній ножі встановлені по вертикальній осі з перекриттям, яке розраховують у залежності від матеріалу заготівки, и товщини і інших факторів До кожного супорта кріпляться проводки для відводу обрізі в збиральний пристрій Шестеренна пара кожного редуктора, що передає обертання від приводів верхньому і нижньому валам, які несуть дискові ножі, має передатне відношення і = 1 , тобто верхній і нижній дискові ножі, що мають однакові діаметри, обертаються з однаковими кутовими швидкостями від розподільних валів редукторів Реалізується спосіб обрізання крайок і дрібнення обрізі наступним чином У залежності від ширини штаби встановлюють відстань між верхніми дисковими ножами, переміщаючи супорти, і фіксують їх у потрібному положенні Включають привода ножиців, обертають верхні і нижні дискові ножі з рівними кутовими швидкостями, задають транспортним засобом штабу у зону різання, де верхніми і нижніми дисковими ножами обрізають у штаби з обох боків крайки, які тут же подрібнюються кромкокришильними ножами, підтискаючи обріз до верхніх дискових ножів Слід зазначити, що при обрізанні і дрібненні крайок описанимспособом верхні і нижні дискові ножі при рівних діаметрах і передатному відношенні редуктора і = 1 мають однакові швидкості обертання wi = W2, при цьому і ЛІНІЙНІ швидкості верхнього дискового ножа vi і нижнього дискового ножа V2 рівні Кромкокришильні ножі розміщені на утворюючій поверхні барабана, встановленого на одному валу з нижнім дисковим ножем Діаметр, на якому розташовуються вершини кромкокришильних ножів менший діаметрів дискових ножів, тому, роблячи рівне число обертів з верхнім і нижнім дисковим ножем, кромкокришильні ножі мають лінійну швидкість Уз меншу, ніж ЛІНІЙНІ швидкості дискових ножів Як видно зі схеми різання, приведеної на фіг 1, захват і відрізання подовжньої крайки штаби відбувається в зоні, позначеній крапками 0, 1, 2 Початок дрібнення обрізаної крайки відбувається кожним із кромкокришильних ножів після контакту його з обріззю в крапці 3 і завершується в крапці 4 після торкання вершини кромкокришильного ножа верхнього дискового ножа Слід зазначити, що після впровадження кромкокришильного ножа у обріз, виникає підпір, гальмування металу з боку кромкокришильного ножа за рахунок того, що він має меншу лінійну швидкість, ніж дискові ножі, унаслідок цього з боку нижньої поверхні обрізі буде скупчуватися «зайвий» метал, який не встигають відвести (відрізати) від основної полотнини, що рухається з більшою швидкістю, тобто до ділянки штаби прикладаються різні по величині зусилля, що призводить до утворення в МІСЦІ стику подовжньої крайки штаби і обрізі (крапка 5) до утворення надривів, дефектів Таким чином, крапка 5, розташована на подовжній крайці між обрізаною у подовжньому напрямку полотниною і обріззю, стає концентратором напруг, від чого виникають на подовжній обрізаній крайці тріщини, рванини, відколи, що погіршує якість обрізаної штаби Таким чином, недоліком прототипу є незадовільна якість подовжньо обрізаної штаби До основи винаходу поставлена задача поліпшення якості штаби після обрізки крайок Задача поліпшення якості штаби, обрізаної комбінованими дисковими кромкокришильними ножицями, вирішується за рахунок технічного результату, який полягає у вирівнюванні зусиль, прикладених до штаби під час подовжнього обрізання крайок і кришинні крайок Для досягнення зазначеного технічного результату в способі різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами верхній дисковий ніж, ВІДПОВІДНО ДО винаходу нижній дисковий ніж обертають з кутовою швидкістю wi, більшою кутової швидкості верхнього дискового ножа W2, що забезпечує рівність ЛІНІЙНИХ швидкостей верхнього дискового ножа vi і кромкокришильних ножів Уз У результаті порівняльного аналізу рішення, що заявляється, і прототипу виявлено, що вони мають загальні ознаки - обертання верхнього дискового ножа, - обертання нижнього дискового ножа з кромкокришильними ножами, і ВІДМІТНІ ознаки - обертання нижнього дискового ножа з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність ЛІНІЙНИХ швидкостей верхнього дискового ножа і кромкокришильних ножів Таким чином, спосіб різання, що заявляється, має новий швидкісний режим різальних інструментів Між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, є причинно - наслідковий зв'язок Завдяки обертанню нижнього дискового ножа з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність ЛІНІЙНИХ швидкостей верхнього дискового ножа і кромкокришильних ножів, стало можливим уникнути гальмування обрізаної ділянки штаби з боку кромкокришильних ножів, виключивши при цьому скупчення «зайвого» металу в нижній частиш обрізі, що дозволило вирівняти зусилля, прикладеш як до верхньої поверхні штаби з боку верхнього дискового ножа, так і до нижньої поверхні штаби, прикладеш з боку кромкокришильних ножів, а це виключило утворення тріщин, рванин і інших дефектів на подовжніх крайках обрізаної штаби і поліпшило якість обрізаної штаби Рішення, що заявляється, не відомо з рівня техніки, тому воно є новим Рішення, що заявляється, має винахідницький рівень, тому що пропонований спосіб різання для фахівця явно не випливає з рівня техніки Рішення, що заявляється, промислове застосовано, його реалізація, наприклад, в умовах НКМЗ не викликає складностей 3 використанням рішення, що заявляється, розроблені технічний і робочий проекти для стану 2840 гарячої прокатки алюмінію для Каменськ - Уральського металургійного заводу Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне на фіг 1 - схема різання в прототипі, 47149 на фіг 2 - вид А на фіг 1, на фіг 3 - загальний вигляд ножиців, на фіг 4 - схема різання в способі різання, що заявляється Спосіб різання штаби, що заявляється, здійснюється на комбінованих дискових кромкокришильних ножицях, до складу яких входять два ріжучих механізми 1, встановлених симетрично відносно осі прокатки Кожен з механізмів різання 1 складається з корпуса 2, у якому розміщені верхній вал 3, що несе консольне встановлений широкий верхній ніж 4 і нижній ножовий вал 5, що несе консольне розміщений вузький нижній дисковий ніж 6 і барабан 7 із кромкокришильними ножами 8, закріпленими на його утворюючій поверхні ВІЛЬНІ КІНЦІ ножових валів 3 і 5 зчленовані за допомогою шпинделів з вихідними кінцями тихохідних валів редукторів У кожному з редукторів є роздавальна ступінь, передаточне число якої більше 1, (для даного варіанта конструкції ножиців воно складає 1,0109), при якій нижній дисковий ніж має більшу кутову швидкість , ніж верхній дисковий ніж, але при цьому ЛІНІЙНІ швидкості верхнього дискового ножа і кромкокришильних ножів однакові і збігаються зі швидкістю руху штаби, яку обробляють Перевищення лінійної швидкості нижніх дискових ножів 6 над ЛІНІЙНОЮ швидкістю верхніх дискових ножів 4 призведе до деякого прослизання нижніх дискових ножів відносно штаби при подовжньому обрізанні крайок, що може викликати утворення натирів на нижній поверхні штаби, що не відно ситься до елементів, які знижують якість готового продукту Реалізується спосіб, що заявляється, наступним чином Після встановлення корпусів 2 ріжучих механізмів 1 симетрично відносно осі прокатки на ширину штаби, що обрізають, включають привода механізмів різання 1 і приводять в обертання верхні вали 3 з дисковими ножами 4 і нижні вали 5 з дисковими ножами 6 і барабаном 7 із кромкокришильними ножами 8 Транспортний пристрій ножиців подає в зону різання штабу (показана тонко), де відбувається одночасне обрізання двох крайок верхніми ножами 4 і нижніми ножами 6 і дрібнення обрізі кромкокришильними ножами 8 з підтисканням и до верхніх дискових ножів 4 При цьому ЛІНІЙНІ швидкості верхніх дискових ножів 4 дорівнюють ЛІНІЙНИМ швидкостям кромкокришильних ножів 8 і зусилля, прикладені до штаби, що виникають при дрібненні обрізі, вирівнюються, а це виключає виникнення рванин, тріщин на подовжніх обрізаних крайках штаби і підвищує якість готового продукту З усього вищевикладеного можна зробити висновок, що при обрізанні штаби комбінованими дисковими кромкокришильними ножицями з ЛІНІЙНИМИ швидкостями нижніх дискових ножів рівними ЛІНІЙНИМ швидкостям кромкокришильних ножів вирівнюються зусилля, прикладені до штаби під час подовжнього обрізання крайок і кришінні обрізі, виключається утворення рванин, тріщин на подовжніх обрізаних крайках, що поліпшує якість обрізаної штаби Фіг. 2 47149 = 11 0 Фіг. З Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюReuka Yurii Yuriiovych, Kalashnikov Andrii Anatoliiovych, Hrytsenko Serhii Anatoliovych, Bortnyk Valerii Viktorovych, Bilobrov Yurii Mykolaiovych
Автори російськоюРеука Юрий Юрьевич, Калашников Андрей Анатольевич, Гриценко Сергей Анатольевич, Бортник Валерий Викторович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B23D 19/00
Мітки: дисковими, різання, спосіб, комбінованими, кромкокришильними, ножицями
Код посилання
<a href="https://ua.patents.su/4-47149-sposib-rizannya-kombinovanimi-diskovimi-kromkokrishilnimi-nozhicyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання комбінованими дисковими кромкокришильними ножицями</a>
Ножиці ручні для різання стального каната та зв’язувального дроту
Номер патенту: 680
Опубліковано: 16.10.2000
Автори: Шаповалов Сергій Федорович, Фойгель Веніамін Абрамович, Руббен Микола Антонович, Горохова Ніна Григорівна
МПК: B23D 29/00
Мітки: каната, ножиці, зв'язувального, дроту, стального, ручні, різання
Формула / Реферат:
Ножиці ручні для різання стального каната та зв'язувального дроту, які містять два поворотних навколо загальної осі, важелі і дві закріплені в вушках пластини з встановленими ножами, які відрізняються тим, що ножі виконані у вигляді плоских пластин з отвором в центрі, мають обмежувачі, що запобігають в процесі різання деформації ножів та збільшенню зазору між різальними крайками, які утворені наскрізними пазами, що розташовані під кутом до...
Спосіб різання стоп паперу і пристрій для його здійснення
Номер патенту: 40253
Опубліковано: 16.07.2001
Автори: Топольницький Роман Петрович, Коломієць Андрій Борисович, Полюдов Олександр Миколайович
МПК: B26D 1/00
Мітки: різання, спосіб, пристрій, паперу, здійснення, стоп
Формула / Реферат:
1. Спосіб різання стоп паперу, який включає заглиблення ножів в стопу і розділення ії в напрямку, паралельному площинам аркушів стопи, одночасно з боку верхніх і нижніх аркушів, який відрізняється тим, що різання стопи здійснюють ножами почергово при забезпеченні низькочастотного обертання кожної точки крайок ножів по радіусу, який дорівнює 0,5-18·10-3 м.2. Пристрій для різання стоп паперу, який містить на основі два ножі,...
Ручні ножиці для різання дроту та сталевих канатів
Номер патенту: 38633
Опубліковано: 15.05.2001
Автор: Альтман Ілля Аронович
МПК: B23D 29/00
Мітки: ножиці, ручні, канатів, сталевих, дроту, різання
Формула / Реферат:
Ручні ножиці для різання дроту та сталевих канатів, які містять два поворотні навколо загальної осі важелі, шарнірно зв’язані з важелями і поворотні навколо загальної осі щоки, які створюють обойму з розміщеними у неї поворотними навколо тієї ж осі несучими ножами з пазами, що створюють зіви для введення дроту (або сталевого канату), що розрізають, з'єднувальні елементи, які відрізняються тим, що кожна щока виконана у вигляді східцевої...
Ножовий блок головки кутера
Номер патенту: 969
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Дуда Валєрій Ніколаєвіч
МПК: B02C 18/18
Мітки: кутера, головки, ножовий, блок
Формула / Реферат:
Ножовий блок головки кутера, який містить серпоподібні ножі, встановлені у дисковому корпусі, і засіб для фіксації кожного з ножів у вигляді сухаря, установленого в пазу ножа з можливістю радіального переміщення в пазу дискового корпусу за допомогою регулюючого гвинта , який проходить через сухар, з головкою, контактуючою з площиною ножа, який відрізняється тим, що дисковий корпус виготовлений з двох частин, одна з яких виконана з неметалу з...
Прилад мартиненка для дослідження умов різання рослин
Номер патенту: 34755
Опубліковано: 15.03.2001
Автор: Мартиненко Володимир Якимович
МПК: G01M 19/00
Мітки: рослин, дослідження, умов, мартиненка, прилад, різання
Формула / Реферат:
1. Прилад для дослідження умов різання рослин, що складається з рами, на якій за допомогою ходового гвинта закріплена рухома балка, з'єднана через зажими і динамометр з корпусом з взірцями рослин і ножем, який відрізняється тим, що ніж виконаний клиноподібної форми.2. Прилад для дослідження умов різання рослин за п. 1, який відрізняється тим, що динамометр прикріплений до корпусу з касетою взірців, а рухома балка з'єднана з...
Попередній патент: Спосіб десульфурації чавуну
Наступний патент: Харчовий продукт
Випадковий патент: Матеріал для радіаційного захисту і спосіб його виготовлення