Спосіб ремонту наскрізної пробоїни в деталі
Номер патенту: 59014
Опубліковано: 26.04.2011
Автори: Грибачов Михайло Васильович, Василенко Олександр Васильович, Яблоков Володимир Васильович, Лук'янов Павло Олександрович, Шишанов Михайло Олексійович
Формула / Реферат
Спосіб ремонту наскрізної пробоїни в деталі, при якому визначають наскрізну пробоїну в деталі, закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють першу накладку вздовж периметра до деталі за допомогою першого зварного шва, заповнюють наскрізну пробоїну наповнювачем за допомогою технологічного засобу, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють другу накладку вздовж периметра до деталі за допомогою другого зварного шва, який відрізняється тим, що виготовляють першу накладку суцільною і другу накладку з отворами, після чого закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють першу накладку вздовж периметра до деталі за допомогою першого зварного шва, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють другу накладку вздовж периметра до деталі за допомогою другого зварного шва, прикріплюють вібратор до першої накладки, приєднують технологічний засіб до одного з отворів другої накладки, включають вібратор для генерування вібрації, включають технологічний засіб і заповнюють наскрізну пробоїну наповнювачем за допомогою технологічного засобу до появи наповнювача в отворах, не приєднаних до технологічного засобу, відключають технологічний засіб і від'єднують його від отвору, відключають вібратор і знімають його з першої накладки, установлюють пробки у всіх отворах другої накладки.
Текст
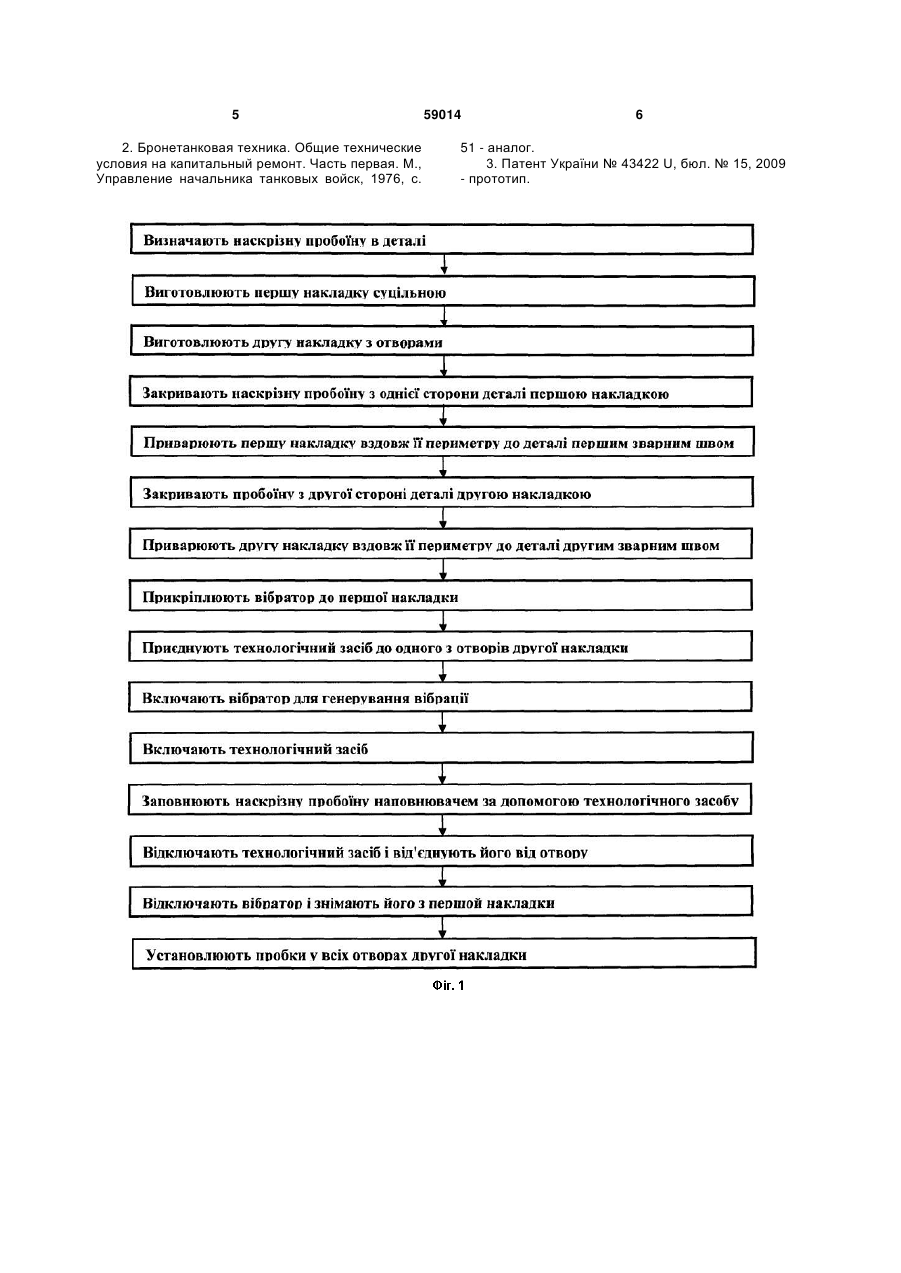
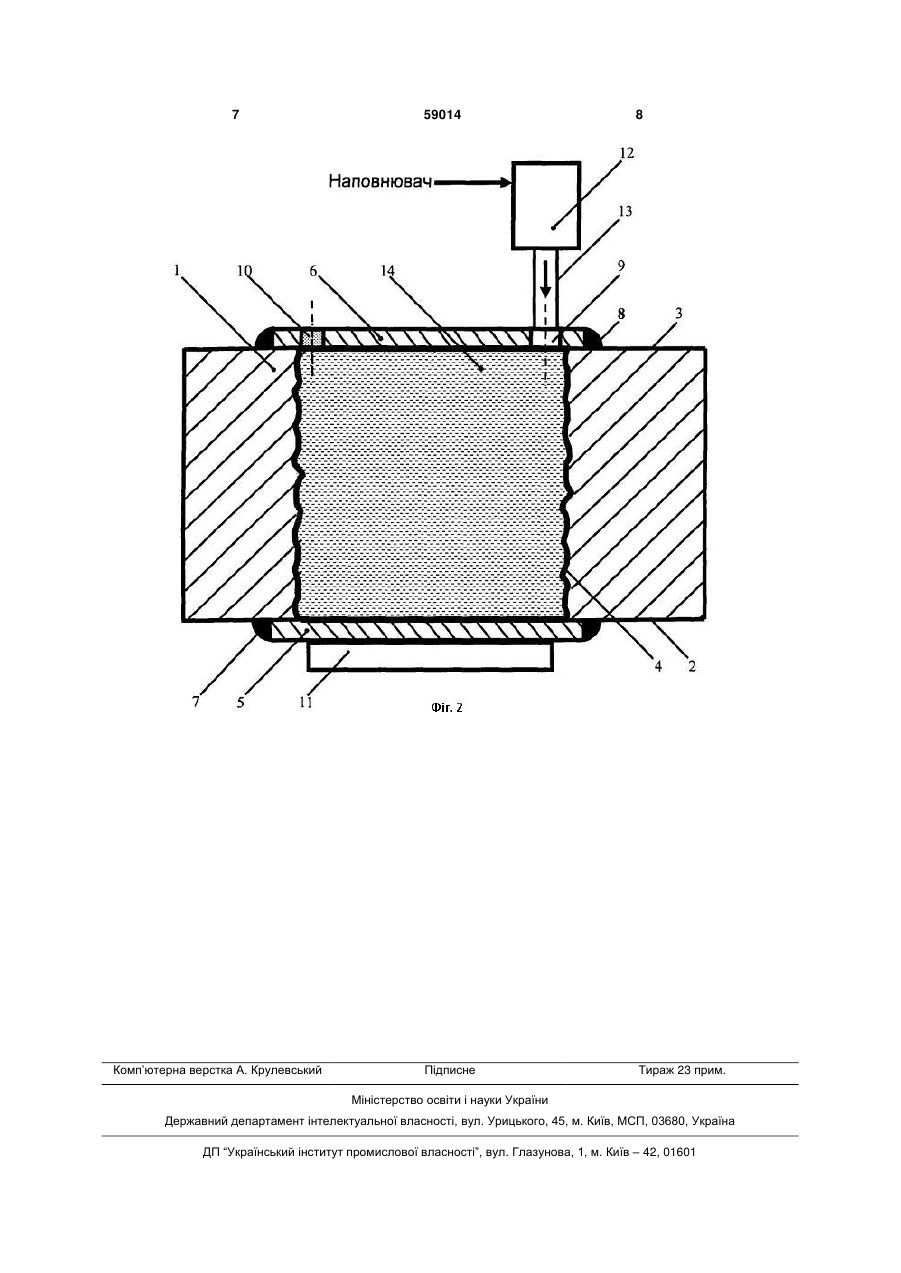
Спосіб ремонту наскрізної пробоїни в деталі, при якому визначають наскрізну пробоїну в деталі, закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють першу накладку вздовж периметра до деталі за допомогою першого зварного шва, заповнюють наскрізну пробоїну наповнювачем за допомогою технологічного засобу, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють другу накладку вздовж периметра до деталі за U 1 3 ного шва [3]. Основний недолік відомого способу ремонту наскрізної пробоїни в деталі, який обрано за найближчий аналог (прототип), полягає в тому, що немає гарантії щільного і повного заповнення наскрізної пробоїни наповнювачем через відсутність механізмів ущільнення наповнювача і контролю за його рівнем у наскрізній пробоїні. Крім того, приварювання другої накладки після заповнення наскрізної пробоїни наповнювачем може привести к небажаному тепловому впливу на властивості наповнювача. В основу корисної моделі поставлено задачу шляхом усунення недоліків прототипу забезпечити підвищення рівня відновлення захисних властивостей і герметичності деталі в області її наскрізної пробоїни в деталі. Суть корисної моделі способу ремонту наскрізної пробоїни в деталі, при якому визначають наскрізну пробоїну в деталі, закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють її вздовж периметра до деталі за допомогою першого зварного шва, заповнюють наскрізну пробоїну наповнювачем за допомогою технологічного засобу, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють її вздовж периметра до деталі за допомогою другого зварного шва, полягає в тому, що виготовляють першу накладку суцільною і другу накладку з отворами, після чого закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють першу накладку вздовж периметра до деталі за допомогою першого зварного шва, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють другу накладку вздовж периметра до деталі за допомогою другого зварного шва, прикріплюють вібратор до першої накладки, приєднують технологічний засіб до одного з отворів другої накладки, включають вібратор для генерування вібрації, включають технологічний засіб і заповнюють наскрізну пробоїну наповнювачем за допомогою технологічного засобу до появи наповнювача в отворах, не приєднаних до технологічного засобу, відключають технологічний засіб і від'єднують його від отвору, відключають вібратор і знімають його з першої накладки, установлюють пробки у всіх отворах другої накладки. Порівняльний аналіз технічного рішення, яке заявляється, із прототипом, дозволяє зробити висновок, що спосіб ремонту наскрізної пробоїни в деталі, який заявляється, відрізняється тим, що виготовляють першу накладку суцільною і другу накладку з отворами, після чого закривають наскрізну пробоїну з однієї сторони деталі першою накладкою і приварюють першу накладку вздовж периметра до деталі за допомогою першого зварного шва, закривають наскрізну пробоїну з другої сторони деталі другою накладкою і приварюють другу накладку вздовж периметра до деталі за допомогою другого зварного шва, прикріплюють вібратор до першої накладки, приєднують технологічний засіб до одного з отворів другої накладки, включають вібратор для генерування вібрації, включають технологічний засіб і заповнюють на 59014 4 скрізну пробоїну наповнювачем за допомогою технологічного засобу до появи наповнювача в отворах, не приєднаних до технологічного засобу, відключають технологічний засіб і від'єднують його від отвору, відключають вібратор і знімають його з першої накладки, установлюють пробки у всіх отворах другої накладки. Суть корисної моделі пояснюється за допомогою креслень, де на фіг. 1 представлений один з варіантів послідовності виконання операцій ремонту наскрізної пробоїни в деталі, що пояснює суть запропонованого способу; для показу варианту реалізації способу представлено на фіг. 2 загальний вид ураженої деталі з наскрізною пробоїною, відремонтованої згідно запропонованому способу, де позначено: деталь 1, одна сторона 2 деталі 1, друга сторона 3 деталі 1, наскрізна пробоїна 4 (умовно) в деталі 1, перша накладка 5, друга накладка 6 перший зварної шов 7, другій зварної шов 8, отвори, наприклад 9 і 10 у другої накладці 6, вибратор 11, технологічний засіб 12, шланг 13 і наповнювач 14. Спосіб ремонту наскрізної пробоїни в деталей, що заявляється, реалізується (як варіант виконання технічних операцій, що є суттю способу) таким чином. Визначають наскрізну пробоїну 4 в деталі 1. Далі готують одну сторону 2 та другу сторону 3 деталі 1 в області наскрізної пробоїни 4 для виконання зварювання, наприклад, очищують їх від бруду. Виготовляють першу накладку 5 суцільною і другу накладку 6 з отворами, наприклад 9 та 10. Закривають наскрізну пробоїну 4 з однієї сторони 2 деталі 1 першою накладкою 5. Приварюють першу накладку 5 вздовж її периметра до деталі 1 першим зварним швом 7. Закривають наскрізну пробоїну 4 з другої сторони 3 деталі 1 другою накладкою 6. Приварюють другу накладку 6 вздовж її периметра до деталі 1 другим зварним швом 8. Прикріплюють вібратор 11 до першої накладки 5 та приєднують технологічний засіб 12 за допомогою шланга 13 до одного з отворів, наприклад 9, другої накладки 3. Після цього включають вібратор 11 для генерування вібрації та технологічний засіб 12. За допомогою технологічного засобу 12 і шланга 13 заповнюють наскрізну пробоїну наповнювачем до появи наповнювача в отворі, наприклад 10, який не приєднаний до технологічного засобу 12, після чого відключають технологічний засіб 12 і від'єднують шланг 13 від отвору 9. Відключають вібратор 11 і знімають його з першої накладки 5, установлюють пробки (на фіг. 2 не позначені) у всіх отворах 9 і 10 другої накладки 6. Підвищення ефективності застосування способу ремонту наскрізної пробоїни в деталі, який заявляється, у порівнянні з прототипом досягається за рахунок підвищення рівня відновлення захисних властивостей і герметичності деталі в області її наскрізної пробоїни шляхом більше щільного заповнення наповнювачем наскрізної пробоїни під впливом вібратора. Джерела інформації: 1. Технология ремонта бронетанковой техники. Под общ. ред. Марютина М.И. М., ВА БТВ, 1973, 1 и 2 абзацы сверху на с. 140 - аналог. 5 2. Бронетанковая техника. Общие технические условия на капитальный ремонт. Часть первая. М., Управление начальника танковых войск, 1976, с. 59014 6 51 - аналог. 3. Патент України № 43422 U, бюл. № 15, 2009 - прототип. 7 Комп’ютерна верстка А. Крулевський 59014 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of through hole in part
Автори англійськоюVasylenko Oleksandr Vasyliovych, Yablokov Volodymyr Vasyliovych, Shyshanov Mykhailo Oleksiiovych, Lukianov Pavlo Oleksandrovych, Hrybachov Mykhailo Vasyliovych
Назва патенту російськоюСпособ ремонта сквозной пробоины в детали
Автори російськоюВасиленко Александр Васильевич, Яблоков Владимир Васильевич, Шишанов Михаил Алексеевич, Лукьянов Павел Александрович, Грибачев Михаил Васильевич
МПК / Мітки
МПК: B23K 9/00
Мітки: деталі, спосіб, наскрізної, ремонту, пробоїни
Код посилання
<a href="https://ua.patents.su/4-59014-sposib-remontu-naskrizno-proboni-v-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту наскрізної пробоїни в деталі</a>
Спосіб ремонту пробоїни в деталі виробу
Номер патенту: 53713
Опубліковано: 11.10.2010
Автори: Донченко Анатолій Іванович, Примаченко Костянтин Володимирович, Яблоков Володимир Васильович, Шишанов Михайло Олексійович, Грибачов Михайло Васильович
МПК: B23K 9/00
Мітки: пробоїни, спосіб, ремонту, деталі, виробу
Формула / Реферат:
Спосіб ремонту пробоїни в деталі виробу, при якому визначають пробоїну в деталі, закривають пробоїну з першого боку деталі першою накладкою, приварюють її по периметру до деталі за допомогою першого зварного шва, заповнюють пробоїну в деталі наповнювачем за допомогою технологічного засобу, закривають пробоїну з другого боку деталі другою накладкою і приварюють її по периметру до деталі за допомогою другого зварного шва, який відрізняється...
Спосіб ремонту крізного пошкодження деталі виробу
Номер патенту: 43422
Опубліковано: 10.08.2009
Автори: Грибачов Михайло Васильович, Василенко Олександр Васильович, Жованик Борис Євгенійович, Шишанов Михайло Олексійович, Яблоков Володимир Васильович, Пеньковьський Володимир Іванович
Мітки: деталі, виробу, пошкодження, крізного, ремонту, спосіб
Формула / Реферат:
Спосіб ремонту крізного пошкодження деталі виробу, при якому визначають порожнину крізного пошкодження деталі, закривають порожнину крізного пошкодження на внутрішній стороні деталі першою накладкою і приварюють її до деталі за допомогою першого зварного шва, закривають порожнину крізного пошкодження на зовнішній стороні деталі другою накладкою і приварюють її до деталі за допомогою другого зварного шва, який відрізняється тим, що після...
Спосіб ремонту деталей з некрізним пошкодженням
Номер патенту: 54963
Опубліковано: 25.11.2010
Автори: Грибачов Михайло Васильович, Яблоков Володимир Васильович, Куровська Тетяна Юріївна, Щербина Володимир Миколайович, Шевченко Олексій Васильович, Донченко Анатолій Іванович
МПК: B23K 9/00
Мітки: спосіб, некрізним, деталей, пошкодженням, ремонту
Формула / Реферат:
Спосіб ремонту некрізного пошкодження в деталі, при якому визначають порожнину некрізного пошкодження в деталі, виготовлюють накладку, заповняють порожнину некрізного пошкодження в деталі наповнювачем за допомогою технологічного засобу, закривають порожнину некрізного пошкодження в деталі накладкою, приварюють накладку по її периметру до зовнішньої поверхні деталі зварним швом, який відрізняється тим, що після визначення порожнини некрізного...
Спосіб ремонту деталей
Номер патенту: 28362
Опубліковано: 10.12.2007
Автори: Яблоков Володимир Васильович, Данилюк Володимир Євгенович, Грибачов Михайло Васильович
МПК: B23K 9/00
Мітки: спосіб, ремонту, деталей
Формула / Реферат:
Спосіб ремонту деталей, при якому закривають порожнину ураження усередині деталі накладкою, приварюють накладку до зовнішньої поверхні деталі за допомогою зварного шва, який відрізняється тим, що перед тим, як закрити порожнину ураження усередині деталі накладкою, заповнюють порожнину ураження усередині деталі сумішшю із керамічних кульок і полімерного герметика за допомогою технологічних засобів.
Пристрій для затулення пробоїни в корпусі судна
Номер патенту: 23854
Опубліковано: 11.06.2007
Автори: Чеча Олександр Павлович, Зайцев В'ячеслав Олександрович, Олійник В'ячеслав Валентинович, Колєгаєв Михайло Олександрович
МПК: B63B 43/00
Мітки: пробоїни, пристрій, затулення, корпусі, судна
Формула / Реферат:
Пристрій для затулення пробоїни в корпусі судна, що містить еластичну оболонку і привід для переміщення еластичної оболонки, який відрізняється тим, що привід для переміщення еластичної оболонки закріплений на циліндрі і містить плунжер, сполучений з відкидними стрижнями за допомогою з'єднувальних тяг, а також установлені в повітряній камері циліндра зворотну пружину і упорне кільце.
Попередній патент: Спосіб підвищення ефективності протезування у пацієнтів з дисбіозом порожнини рота
Наступний патент: Стрижень для армування бетону
Випадковий патент: Сепаратор для очищення та сортування сипучих матеріалів