Спосіб ремонту пробоїни в деталі виробу
Номер патенту: 53713
Опубліковано: 11.10.2010
Автори: Грибачов Михайло Васильович, Яблоков Володимир Васильович, Примаченко Костянтин Володимирович, Донченко Анатолій Іванович, Шишанов Михайло Олексійович
Формула / Реферат
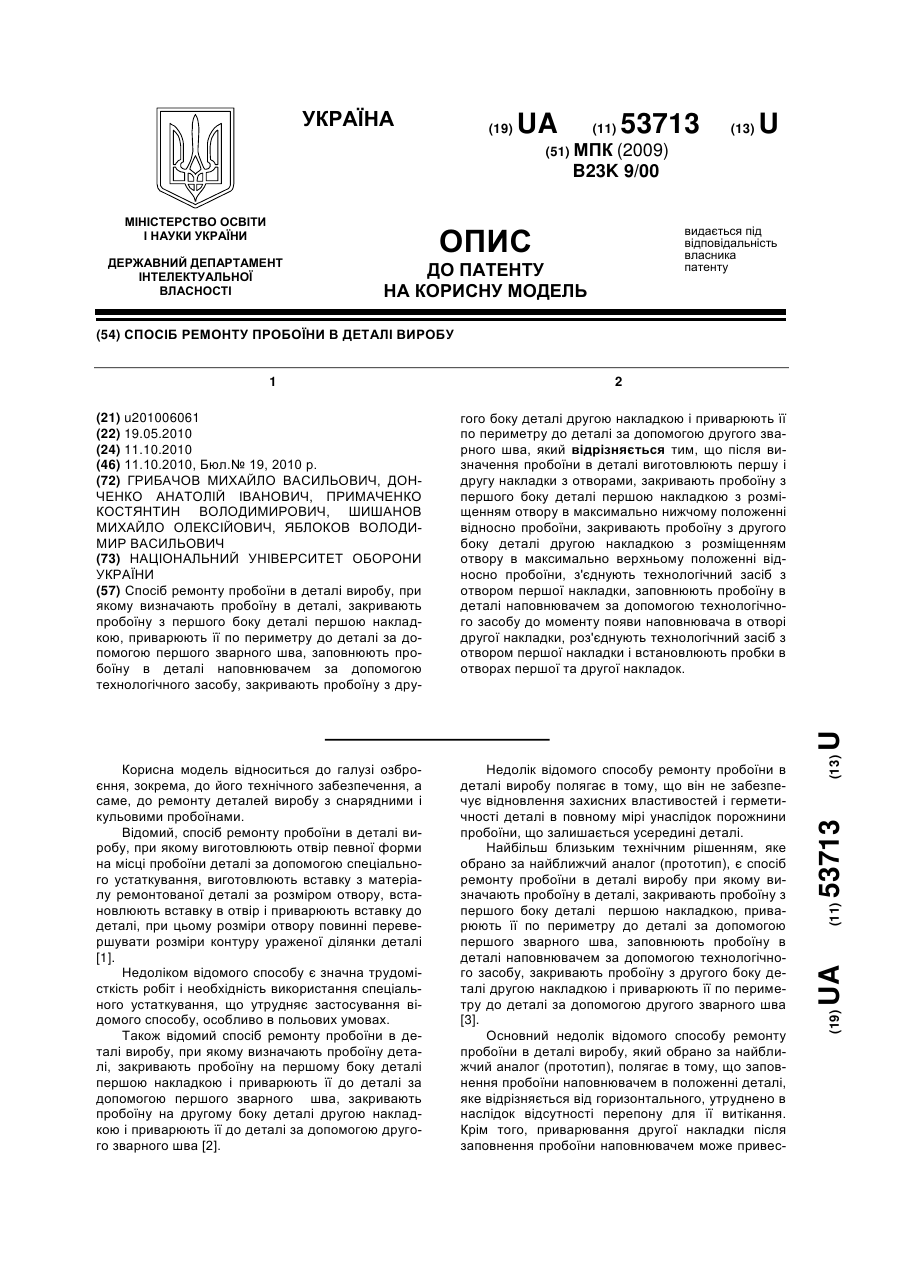
Спосіб ремонту пробоїни в деталі виробу, при якому визначають пробоїну в деталі, закривають пробоїну з першого боку деталі першою накладкою, приварюють її по периметру до деталі за допомогою першого зварного шва, заповнюють пробоїну в деталі наповнювачем за допомогою технологічного засобу, закривають пробоїну з другого боку деталі другою накладкою і приварюють її по периметру до деталі за допомогою другого зварного шва, який відрізняється тим, що після визначення пробоїни в деталі виготовлюють першу і другу накладки з отворами, закривають пробоїну з першого боку деталі першою накладкою з розміщенням отвору в максимально нижчому положенні відносно пробоїни, закривають пробоїну з другого боку деталі другою накладкою з розміщенням отвору в максимально верхньому положенні відносно пробоїни, з'єднують технологічний засіб з отвором першої накладки, заповнюють пробоїну в деталі наповнювачем за допомогою технологічного засобу до моменту появи наповнювача в отворі другої накладки, роз'єднують технологічний засіб з отвором першої накладки і встановлюють пробки в отворах першої та другої накладок.
Текст
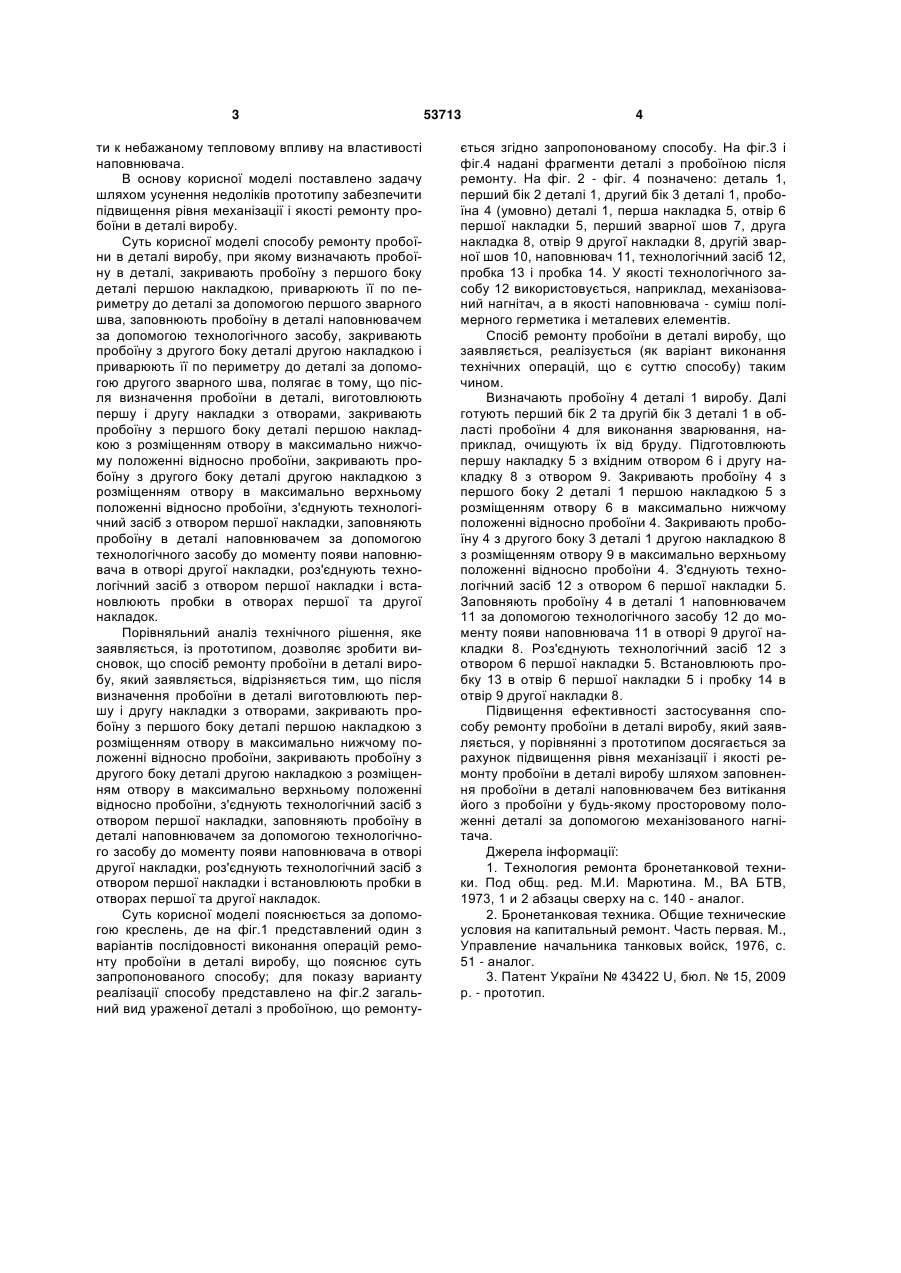
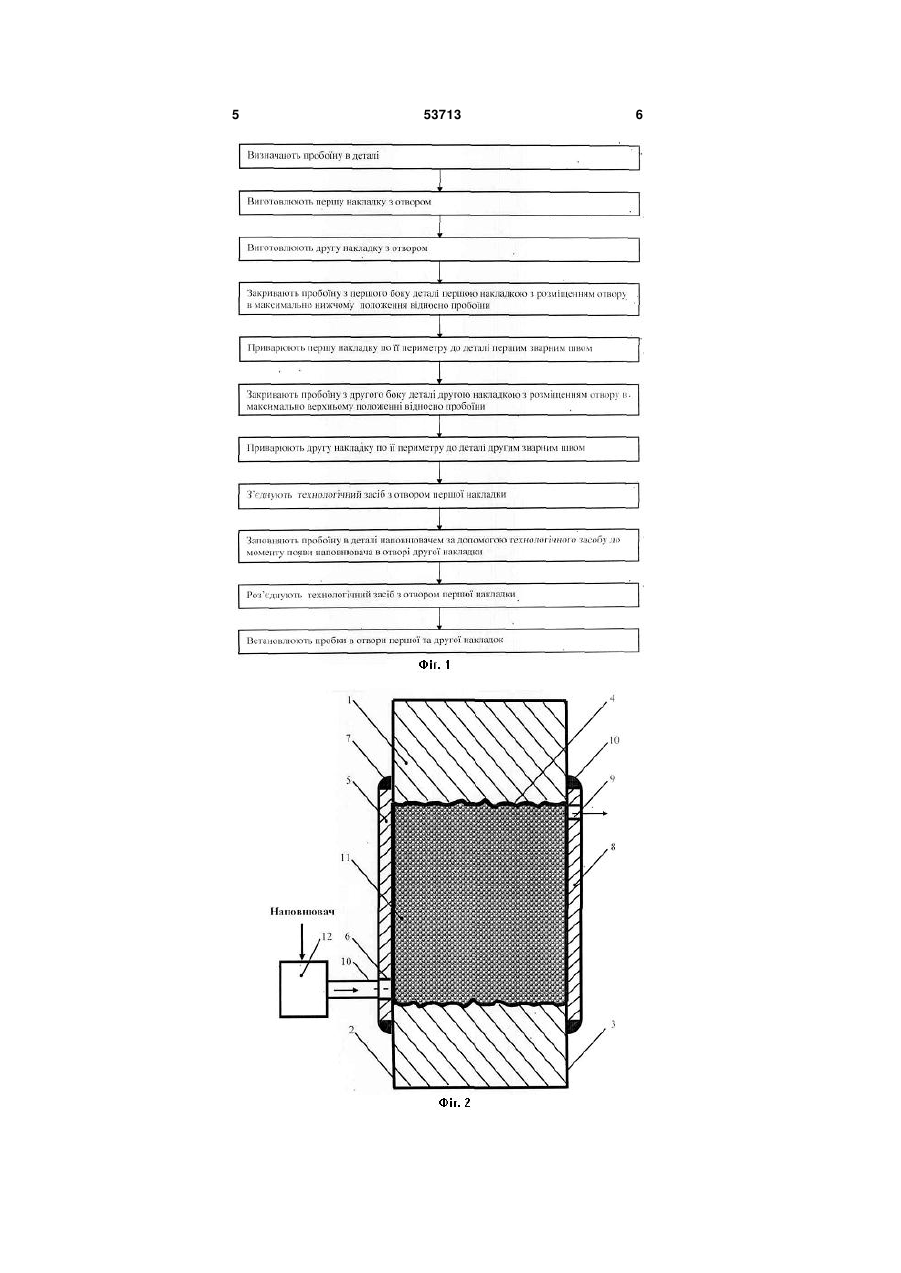
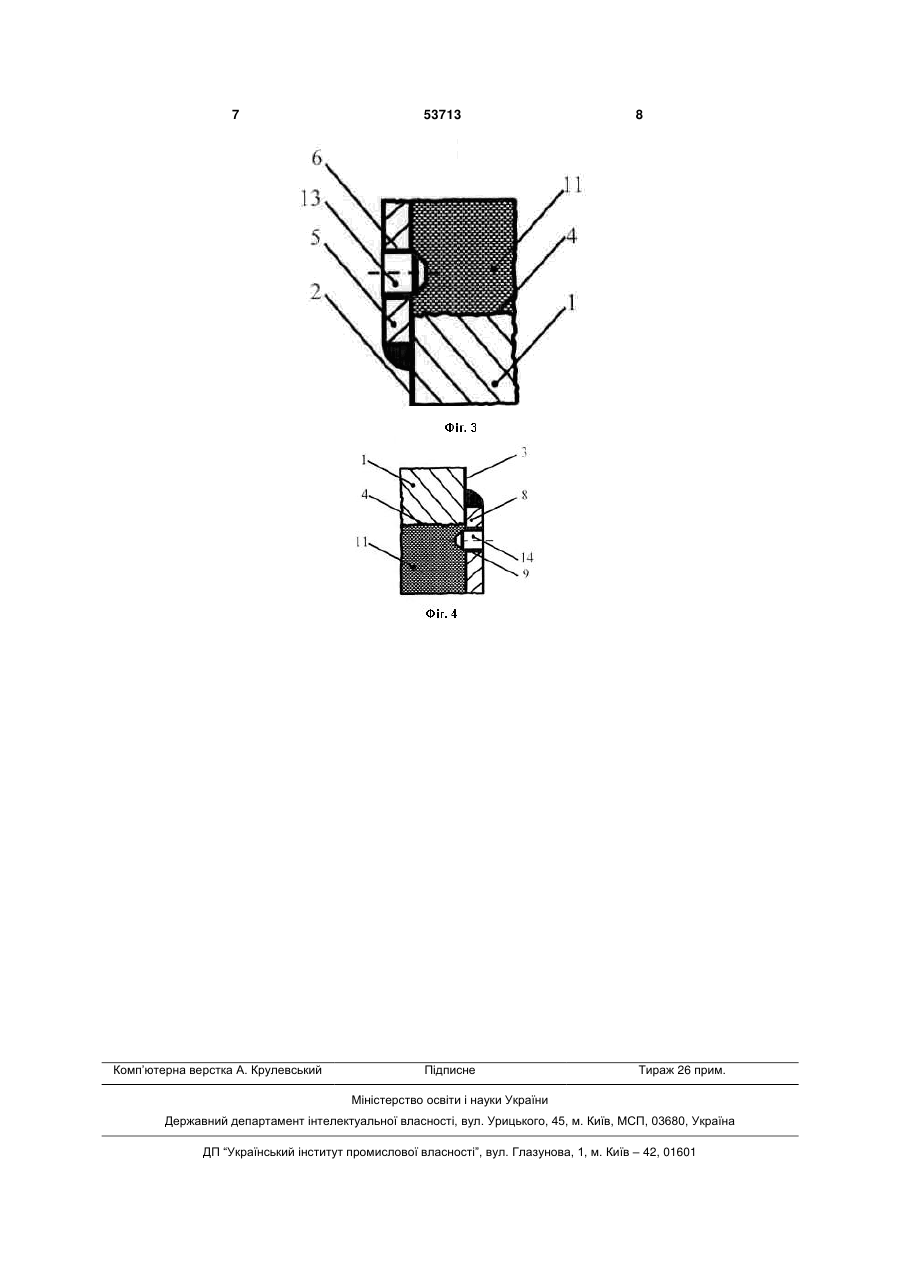
Спосіб ремонту пробоїни в деталі виробу, при якому визначають пробоїну в деталі, закривають пробоїну з першого боку деталі першою накладкою, приварюють її по периметру до деталі за допомогою першого зварного шва, заповнюють пробоїну в деталі наповнювачем за допомогою технологічного засобу, закривають пробоїну з дру 3 ти к небажаному тепловому впливу на властивості наповнювача. В основу корисної моделі поставлено задачу шляхом усунення недоліків прототипу забезпечити підвищення рівня механізації і якості ремонту пробоїни в деталі виробу. Суть корисної моделі способу ремонту пробоїни в деталі виробу, при якому визначають пробоїну в деталі, закривають пробоїну з першого боку деталі першою накладкою, приварюють її по периметру до деталі за допомогою першого зварного шва, заповнюють пробоїну в деталі наповнювачем за допомогою технологічного засобу, закривають пробоїну з другого боку деталі другою накладкою і приварюють її по периметру до деталі за допомогою другого зварного шва, полягає в тому, що після визначення пробоїни в деталі, виготовлюють першу і другу накладки з отворами, закривають пробоїну з першого боку деталі першою накладкою з розміщенням отвору в максимально нижчому положенні відносно пробоїни, закривають пробоїну з другого боку деталі другою накладкою з розміщенням отвору в максимально верхньому положенні відносно пробоїни, з'єднують технологічний засіб з отвором першої накладки, заповняють пробоїну в деталі наповнювачем за допомогою технологічного засобу до моменту появи наповнювача в отворі другої накладки, роз'єднують технологічний засіб з отвором першої накладки і встановлюють пробки в отворах першої та другої накладок. Порівняльний аналіз технічного рішення, яке заявляється, із прототипом, дозволяє зробити висновок, що спосіб ремонту пробоїни в деталі виробу, який заявляється, відрізняється тим, що після визначення пробоїни в деталі виготовлюють першу і другу накладки з отворами, закривають пробоїну з першого боку деталі першою накладкою з розміщенням отвору в максимально нижчому положенні відносно пробоїни, закривають пробоїну з другого боку деталі другою накладкою з розміщенням отвору в максимально верхньому положенні відносно пробоїни, з'єднують технологічний засіб з отвором першої накладки, заповняють пробоїну в деталі наповнювачем за допомогою технологічного засобу до моменту появи наповнювача в отворі другої накладки, роз'єднують технологічний засіб з отвором першої накладки і встановлюють пробки в отворах першої та другої накладок. Суть корисної моделі пояснюється за допомогою креслень, де на фіг.1 представлений один з варіантів послідовності виконання операцій ремонту пробоїни в деталі виробу, що пояснює суть запропонованого способу; для показу варианту реалізації способу представлено на фіг.2 загальний вид ураженої деталі з пробоїною, що ремонту 53713 4 ється згідно запропонованому способу. На фіг.3 і фіг.4 надані фрагменти деталі з пробоїною після ремонту. На фіг. 2 - фіг. 4 позначено: деталь 1, перший бік 2 деталі 1, другий бік 3 деталі 1, пробоїна 4 (умовно) деталі 1, перша накладка 5, отвір 6 першої накладки 5, перший зварної шов 7, друга накладка 8, отвір 9 другої накладки 8, другій зварної шов 10, наповнювач 11, технологічний засіб 12, пробка 13 і пробка 14. У якості технологічного засобу 12 використовується, наприклад, механізований нагнітач, а в якості наповнювача - суміш полімерного герметика і металевих елементів. Спосіб ремонту пробоїни в деталі виробу, що заявляється, реалізується (як варіант виконання технічних операцій, що є суттю способу) таким чином. Визначають пробоїну 4 деталі 1 виробу. Далі готують перший бік 2 та другій бік 3 деталі 1 в області пробоїни 4 для виконання зварювання, наприклад, очищують їх від бруду. Підготовлюють першу накладку 5 з вхідним отвором 6 і другу накладку 8 з отвором 9. Закривають пробоїну 4 з першого боку 2 деталі 1 першою накладкою 5 з розміщенням отвору 6 в максимально нижчому положенні відносно пробоїни 4. Закривають пробоїну 4 з другого боку 3 деталі 1 другою накладкою 8 з розміщенням отвору 9 в максимально верхньому положенні відносно пробоїни 4. З'єднують технологічний засіб 12 з отвором 6 першої накладки 5. Заповняють пробоїну 4 в деталі 1 наповнювачем 11 за допомогою технологічного засобу 12 до моменту появи наповнювача 11 в отворі 9 другої накладки 8. Роз'єднують технологічний засіб 12 з отвором 6 першої накладки 5. Встановлюють пробку 13 в отвір 6 першої накладки 5 і пробку 14 в отвір 9 другої накладки 8. Підвищення ефективності застосування способу ремонту пробоїни в деталі виробу, який заявляється, у порівнянні з прототипом досягається за рахунок підвищення рівня механізації і якості ремонту пробоїни в деталі виробу шляхом заповнення пробоїни в деталі наповнювачем без витікання його з пробоїни у будь-якому просторовому положенні деталі за допомогою механізованого нагнітача. Джерела інформації: 1. Технология ремонта бронетанковой техники. Под общ. ред. М.И. Марютина. М., ВА БТВ, 1973, 1 и 2 абзацы сверху на с. 140 - аналог. 2. Бронетанковая техника. Общие технические условия на капитальный ремонт. Часть первая. М., Управление начальника танковых войск, 1976, с. 51 - аналог. 3. Патент України № 43422 U, бюл. № 15, 2009 р. - прототип. 5 53713 6 7 Комп’ютерна верстка А. Крулевський 53713 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of hole in part of article
Автори англійськоюHrybachov Mykhailo Vasyliovych, Donchenko Anatolii Ivanovych, Prymachenko Kostiantyn Volodymyrovych, Shyshanov Mykhailo Oleksiiovych, Yablokov Volodymyr Vasyliovych
Назва патенту російськоюСпособ ремонта пробоины в детали изделия
Автори російськоюГрибачев Михаил Васильевич, Донченко Анатолий Иванович, Примаченко Константин Владимирович, Шишанов Михаил Алексеевич, Яблоков Владимир Васильевич
МПК / Мітки
МПК: B23K 9/00
Мітки: виробу, пробоїни, спосіб, ремонту, деталі
Код посилання
<a href="https://ua.patents.su/4-53713-sposib-remontu-proboni-v-detali-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту пробоїни в деталі виробу</a>
Спосіб ремонту крізного пошкодження деталі виробу
Номер патенту: 43422
Опубліковано: 10.08.2009
Автори: Грибачов Михайло Васильович, Жованик Борис Євгенійович, Яблоков Володимир Васильович, Пеньковьський Володимир Іванович, Василенко Олександр Васильович, Шишанов Михайло Олексійович
Мітки: спосіб, виробу, пошкодження, ремонту, крізного, деталі
Формула / Реферат:
Спосіб ремонту крізного пошкодження деталі виробу, при якому визначають порожнину крізного пошкодження деталі, закривають порожнину крізного пошкодження на внутрішній стороні деталі першою накладкою і приварюють її до деталі за допомогою першого зварного шва, закривають порожнину крізного пошкодження на зовнішній стороні деталі другою накладкою і приварюють її до деталі за допомогою другого зварного шва, який відрізняється тим, що після...
Спосіб ремонту деталей
Номер патенту: 28362
Опубліковано: 10.12.2007
Автори: Данилюк Володимир Євгенович, Грибачов Михайло Васильович, Яблоков Володимир Васильович
МПК: B23K 9/00
Мітки: деталей, ремонту, спосіб
Формула / Реферат:
Спосіб ремонту деталей, при якому закривають порожнину ураження усередині деталі накладкою, приварюють накладку до зовнішньої поверхні деталі за допомогою зварного шва, який відрізняється тим, що перед тим, як закрити порожнину ураження усередині деталі накладкою, заповнюють порожнину ураження усередині деталі сумішшю із керамічних кульок і полімерного герметика за допомогою технологічних засобів.
Пристрій для затулення пробоїни в корпусі судна
Номер патенту: 23854
Опубліковано: 11.06.2007
Автори: Колєгаєв Михайло Олександрович, Зайцев В'ячеслав Олександрович, Олійник В'ячеслав Валентинович, Чеча Олександр Павлович
МПК: B63B 43/00
Мітки: корпусі, пробоїни, судна, затулення, пристрій
Формула / Реферат:
Пристрій для затулення пробоїни в корпусі судна, що містить еластичну оболонку і привід для переміщення еластичної оболонки, який відрізняється тим, що привід для переміщення еластичної оболонки закріплений на циліндрі і містить плунжер, сполучений з відкидними стрижнями за допомогою з'єднувальних тяг, а також установлені в повітряній камері циліндра зворотну пружину і упорне кільце.
Пристрій для затулення пробоїни в корпусі судна
Номер патенту: 6532
Опубліковано: 16.05.2005
Автори: Олійник В'ячеслав Валентинович, Зайцев В'ячеслав Олександрович, Мамкичев Микола Анатолійович
МПК: B63G 13/00
Мітки: пробоїни, судна, пристрій, корпусі, затулення
Формула / Реферат:
Пристрій для затулення пробоїни в корпусі судна, що включає еластичний водонепроникний пластир, на якому розташований засіб для прикріплювання його до корпусу судна, який відрізняється тим, що по периметру пластиру розташований гумовий бурт, а засіб для прикріплювання пластиру до корпусу судна виконаний у вигляді гідравлічних присосків з отворами, сполучених між собою з'єднувальним вузлом.
Спосіб ремонту індикаторного пристрою виробу 9с18
Номер патенту: 26091
Опубліковано: 10.09.2007
Автори: Іванченко Валерій Олександрович, Захрабов Микола Нурушевич, Федяєв Сергій Максимович
МПК: G01S 7/00, G01S 13/00, H02K 15/00
Мітки: 9с18, спосіб, індикаторного, виробу, ремонту, пристрою
Формула / Реферат:
1. Спосіб ремонту індикаторного пристрою виробу 9С18, при якому здійснюють введення машини з розташованим у ній виробом 9С18, у якому розміщений індикаторний пристрій, у ремонтний комплекс, виявляють несправні вузли і блоки шляхом перевірки роботи індикаторного пристрою у складі виробу 9С18, виконують технологічні операції по відкриттю кришок технологічних відсіків, шаф і стелажів індикаторного пристрою, здійснюють зовнішній огляд вузлів і...
Попередній патент: Спосіб текстурування поверхні фосфіду індію р-типу
Наступний патент: Спосіб електрогідроімпульсної регенерації пористого фільтроелемента
Випадковий патент: Спосіб лікування інфекційного мононуклеозу