Ливарний канал

Формула / Реферат
Литейный канал качающейся плавильной печи для подачи металла в форму, состоящий из трубы с горизонтальным участком и восходящей изогнутой частью, имеющей огнеупорное покрытие и индукционную катушку, витки которой расположены в огнеупорном покрытии, отличающийся тем, что, с целью уменьшения затвердевания металла в канале, он снабжен графитовой муфтой, выполненной в виде примыкающих друг к другу трубчатых сегментов и расположенной вокруг трубы.
Текст
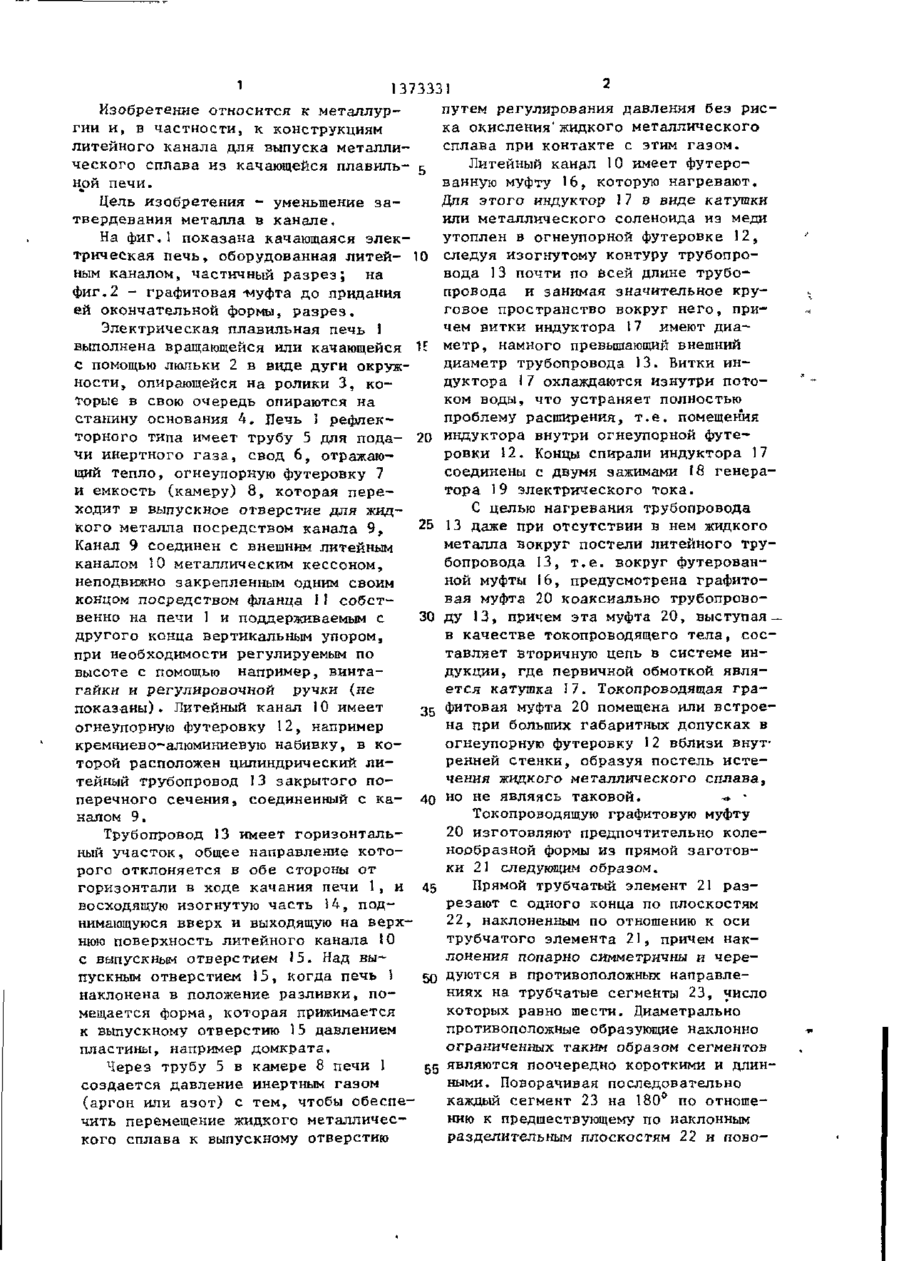
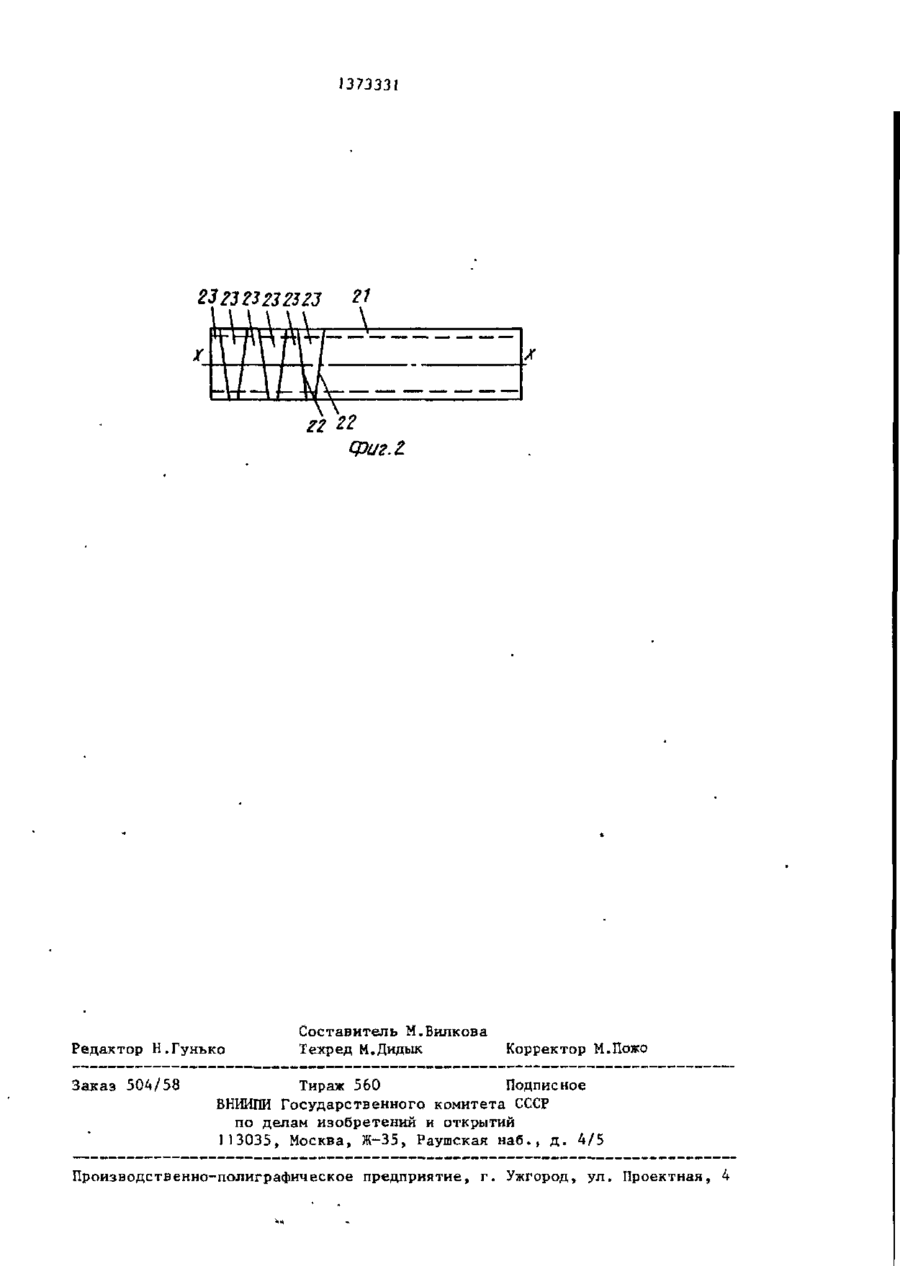
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН 13* дайй д д (51)4 F 2 7 D 1 1 / 0 6 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ Н ПАТЕНТУ (21) 3640699/23-02 (22) 12.09.83 (31) 8215556 (32) 13.09.82 * (33) FR (46) 07.02.88. Бкш. № 5 (71) Понт-а-Муссон С.A. (FR) (72) Жоэль Іїамар (FR) (53) 621.365.52(088.8) (56) Емелевский Я. Литье цветных металлов. - М.: Машиностроение, 1977, с. 164, 357. Верте Л.А. Электромагнитная разливка и обработка жидкого металла. М.: Металлургия, 1967, с. 79-80. (54) ЛИТЕЙНЫЙ КАНАЛ (57) Изобретение относится к области металлургии, в частности к конструкциям литейного канала для выпуска металлического сплава из качающейся плавильной печи. Цель изобретения уменьшение затвердевания металла в канале. Для достижения этой цели литейный канал 10 с футерованной муфтой 16 и индукционной катушкой 17 снабжен графитовой муфтой 20, расположенной коаксиально каналу 13, выполненной из примыкающих друг к другу трубчатых сегментов и являющейся вторичной цепью в системе индукции для обогрева литейного канала 10, 2 ил. « о СО С со со со Фиг t ; (Ф- J 1 1373331 путем регулирования давления без рисИзобретение относится к металлурка окисления' жидкого металлического гии и, в частности, к конструкциям сплава при контакте с этим газом. литейного канала для выпуска металлиЛитейный канал 10 имеет футероческого сплава из качающейся плавиль- 5 ванную муфту 16, которую нагревают. ной печи. Для этого индуктор 17 в виде катушки Цель изобретения - уменьшение заили металлического соленоида из меди твердевания металла в канале. утоплен в огнеупорной футеровке 12, На фиг.1 показана качающаяся электрическая печь, оборудованная литей 10 следуя изогнутому контуру трубопровода 13 почти по всей длине трубоным каналом, частичный разрез; на провода и занимая значительное круфиг.2 - графитовая -муфта до придания говое пространство вокруг него, прией окончательной формы, разрез. чем витки индуктора 17 имеют диаЭлектрическая плавильная печь 1 метр, намного превышающий внешний выполнена вращающейся или качающейся диаметр трубопровода 13. Витки инс помощью люльки 2 в виде дуги окруждуктора !7 охлаждаются изнутри потоности, опирающейся на ролики 3, коком воды, что устраняет полностью торые в свою очередь опираются на проблему расширения, т.е. помещения станину основания 4. Печь ] рефлекиндуктора внутри огнеупорной футеторного типа имеет трубу 5 для пода- 20 ровки 12. Концы спирали индуктора 17 чи инертного газа, свод 6, отражаюсоединены с двумя зажимами 18 генеращий тепло, огнеупорную футеровку 7 тора 19 электрического тока. и емкость (камеру) 8, которая переходит в выпускное отверстие для жидС целью нагревания трубопровода кого металла посредством канала 9, 25 13 даже при отсутствии в нем жидкого Канал 9 соединен с внешним литейным металла вокруг постели литейного труканалом 10 металлическим кессоном, бопровода 13, т.е. вокруг футерованнеподвижно закрепленным одним своим ной муфты 16, предусмотрена графитоконцом посредством фланца і І собствая муфта 20 коаксиально трубопрововенно на печи 1 и поддерживаемым с 30 ду 13, причем эта муфта 20, выступая — другого конца вертикальным упором, в качестве токопроводящєго тела, соспри необходимости регулируемым по тавляет вторичную цепь в системе инвысоте с помощью например, винтадукции, где первичной обмоткой являгайки и регулировочной ручки (не ется катушка 3 7. Токопроводящая грапоказаны). Литейный канал 10 имеет 35 фитовая муфта 20 помещена или встроеогнеупорную футеровку 12, например на при больших габаритных допусках в кремниево-алюминиевую набивку, в коогнеупорную футеровку і 2 вблизи внутторой расположен цилиндрический лиренней стенки, образуя постель истетейный трубопровод 13 закрытого почения жидкого металлического сплава, перечного сечения, соединенный с кано не являясь таковой. *• • 40 налом 9. Токопроводящую графитовую муфту 20 изготовляют предпочтительно колеТрубопровод 13 имеет горизонтальнообразной формы из прямой заготовный участок, общее направление котоки 21 следующим образом. рого отклоняется в обе стороны от Прямой трубчатый элемент 21 разгоризонтали в ходе качания печи 1, и 45 резают с одного конца по плоскостям восходящую изогнутую часть 14, под22, наклоненным по отношению к оси нимающуюся вверх и выходящую на верхтрубчатого элемента 21, причем накнюю поверхность литейного канала 10 лонения попарно симметричны и черес выпускным отверстием 15. Над вы50 дуются в противоположных направлепускным отверстием 15, когда печь 1 ниях на трубчатые сегменты 23, число наклонена в положение разливки, покоторых равно шести. Диаметрально мещается форма, которая прижимается противоположные образующие наклонно к выпускному отверстию 15 давлением ограниченных таким образом сегментов пластины, например домкрата, 55 являются поочередно короткими и длинЧерез трубу 5 в камере 8 печи 1 ными. Поворачивая последовательно создается давление инертным газом каждый сегмент 23 на 180° по отноше(аргон или азот) с тем, чтобы обеспению к предшествующему по наклонным чить перемещение жидкого металличесразделительным плоскостям 22 и повокого сплава к выпускному отверстию 373331 рачивая, в частности, сначала сегмент 23, примыкающий к прямому трубчатому элементу 21, и продолжая это* с т вращение с последующими сегментами, получают трубчатое колесо, где более короткие образующие трубчатых сегмен тов 23 расположены с вогнутой стороны, а диаметрально противоположные 10 образующие - с выпуклой. Для завершения трубопровода ІЗ в прямой и изогнутой частях и для предохранения токопроводящей графитовой муфты 20 от прямого контакта с жидким металлическим сплавом, в частное - 15 ти в соединениях между сегментами 23 » в качестве внутренней оболочки токопроводящей муфты 20 накладывают сплошную и гладкую изогнутую муфту 16, изготовленную из огнеупорного ма ™ 20 териала, которая покрывает промежутки между сегментами 23 со стороны, противоположной контакту муфты 20 с огнеупорной футеровкой 12. Таким образом, муфта 16 является окончатель- 25 ной отделкой трубопровода і 3, хотя футеровка 12 и образует внутреннюю полость, выполненную с большими габаритными допусками, т.е. муфта 16 представляет собой постель истечения 30 жидкого металлического сплава, с которым она должна находиться в прямом контакте. Предлагаемый литейный канал работает следующим образом. Трубопровод 13 не заполнен расплавом, его предварительно нагревают с помощью индукции футерованной муфты 16, при этом стенки трубопровода 13 нагреваются посредством токопроводящей графитовой муфты 20. Электрический ток, подаваемый генератором 19, пересекает первичную катушку 17, которая индуцирует вторичный нагревающий ток в токопроводящей графитовой муфте 20. Последняя в свою очередь-нагревает футерованную муфту 16, соприкасаясь с ней. 35 4 Когда плавка металлической шихты в печи закончена, печь 1 наклоняют с целью разливки, пока литейный канал 10 не упрется в вертикальный упор. Жидкий металл вытекает в предварительно нагретый трубопровод 13, не доходя до отверстия 15, на которое устанавливают форму, поскольку давление инертного газа над жидкой металлической шихтой в печи 1 поддерживают на низком уровне, отрегулированном таким образом, что жидкий металл находится ниже отверстия 15. Индуктор 17, на который подают электрический ток с генератора 19, воздействует на жидкий металл, который при прохождении через него вторичного индуктированного тока нагревается и температура его нагрева поддерживается значительно выше 1400°С, затем повышают давление инертного га-, за в печи 1, чтобы жидкий металл поднялся выше отверстия 15 и заполнил форму. Таким образом, жидкий металл или сплав, находящийся в трубопроводе 13 или проходящий через него» остается нагретым при любых условиях до почти такой же высокой температуры, как внутри печи 1. Ф о р м у л а и з о б р е т е н и я Литейный канал качающейся плавильной печи для подачи металла в форму, состоящий из трубы с горизонтальным участком и восходящей изогнутой частью, имеющей огнеупорное покрытие 40 и индукционную катушку, витки которой расположены в огнеупорном покрытии, о т л и ч а ю щ и й с я тем, что, с целью уменьшения затвердевания металла в канале, он снабжен 45 графитовой муфтой, выполненной в виде примыкающих друг к другу трубчатых сегментов и расположенной вокруг трубы. 1373331 23 П 23 23 23 23 Редактор Н.Гунько Заказ 504/58 Составитель М.Билкова Техред М.Дидык Корректор М.Пожо Тираж 560 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюFoundry channel
Автори англійськоюJoel Pamar
Назва патенту російськоюЛитейный канал
Автори російськоюЖоель Памар
МПК / Мітки
МПК: F27D 11/00
Код посилання
<a href="https://ua.patents.su/4-6008-livarnijj-kanal.html" target="_blank" rel="follow" title="База патентів України">Ливарний канал</a>
Ливарний ківш

Ливарний сплав на основі алюмінію
Номер патенту: 2577
Опубліковано: 26.12.1994
Автори: Кушнір Марина Анатолієвна, Конченко Володимир Васильович, Печінівський Костянтин Іванович, Морозов Олександр Олександрович, Поляков Ігор Валерійович, Коваленко Костянтин Іванович, Лисиця Олена Петрівна, Герасименко Вікторія Петрівна, Таран-Жовнір Юрій Миколайович, Зубенко Тетяна Володимирівна, Гаврілюк Віктор Васільєвіч, Куцова Валентина Зінов'ївна, Подрезенко Дмитро Іванович, Зданевич Володимир Анатолієвич, Тіхонов Альбєрт Андрєєвіч
МПК: C22C 21/02
Мітки: сплав, основі, ливарний, алюмінію
Формула / Реферат:
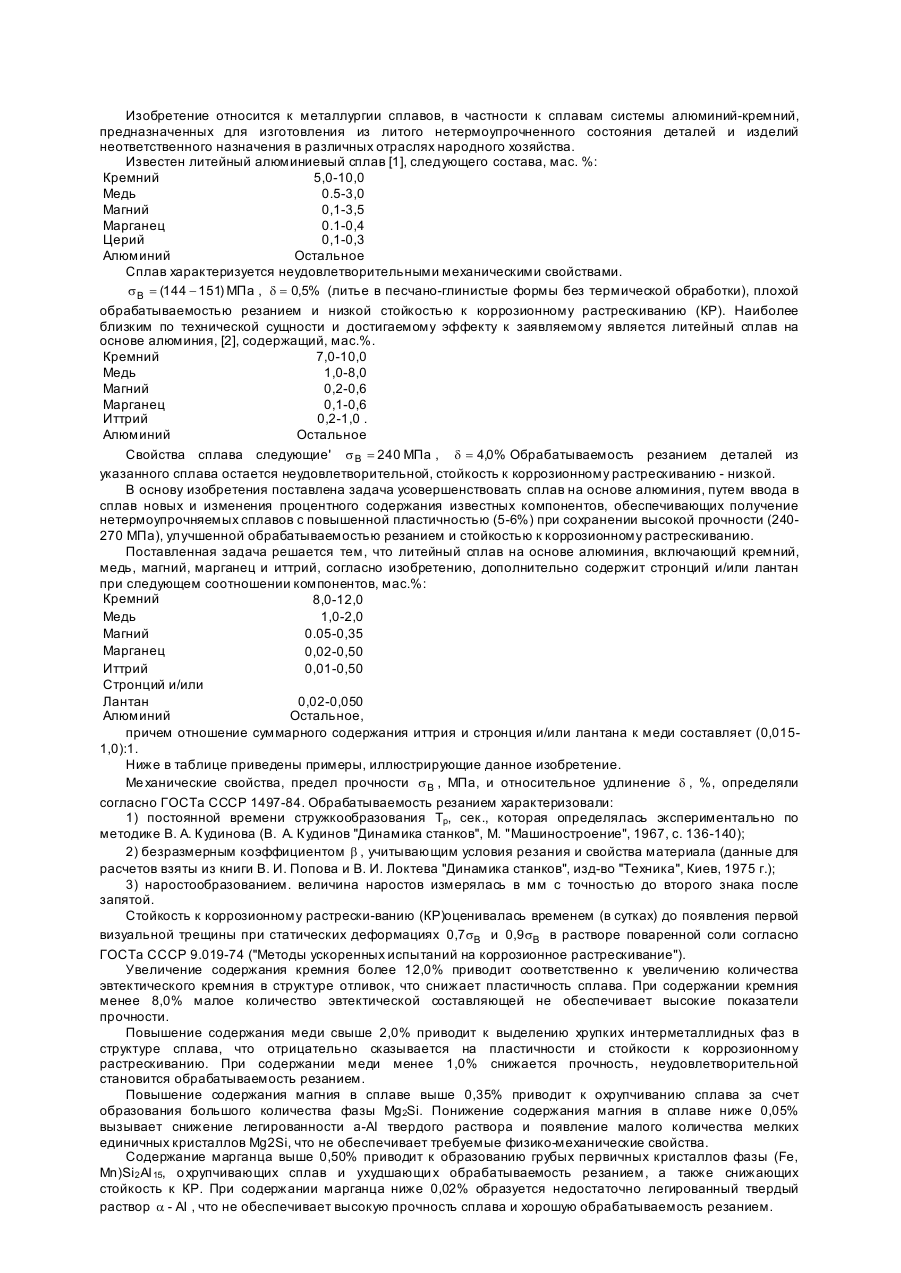
Литейный сплав на основе алюминия, содержащий кремний, медь, магний, марганец и иттрий, отличающийся тем, что он дополнительно содержит стронций и/или лантан при следующем соотношении компонентов в мас.%: Кремний 8,0-12,0 Медь 1,0-2,0 Магний 0,05-0,35 Марганец 0,02-0,50 Иттрий ...
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Мішель П'єррель
МПК: B22D 11/10
Мітки: гори, металу, подання, пристрій, лиття, безперевного, витягуванням, трубі, установку, вертикального
Формула / Реферат:
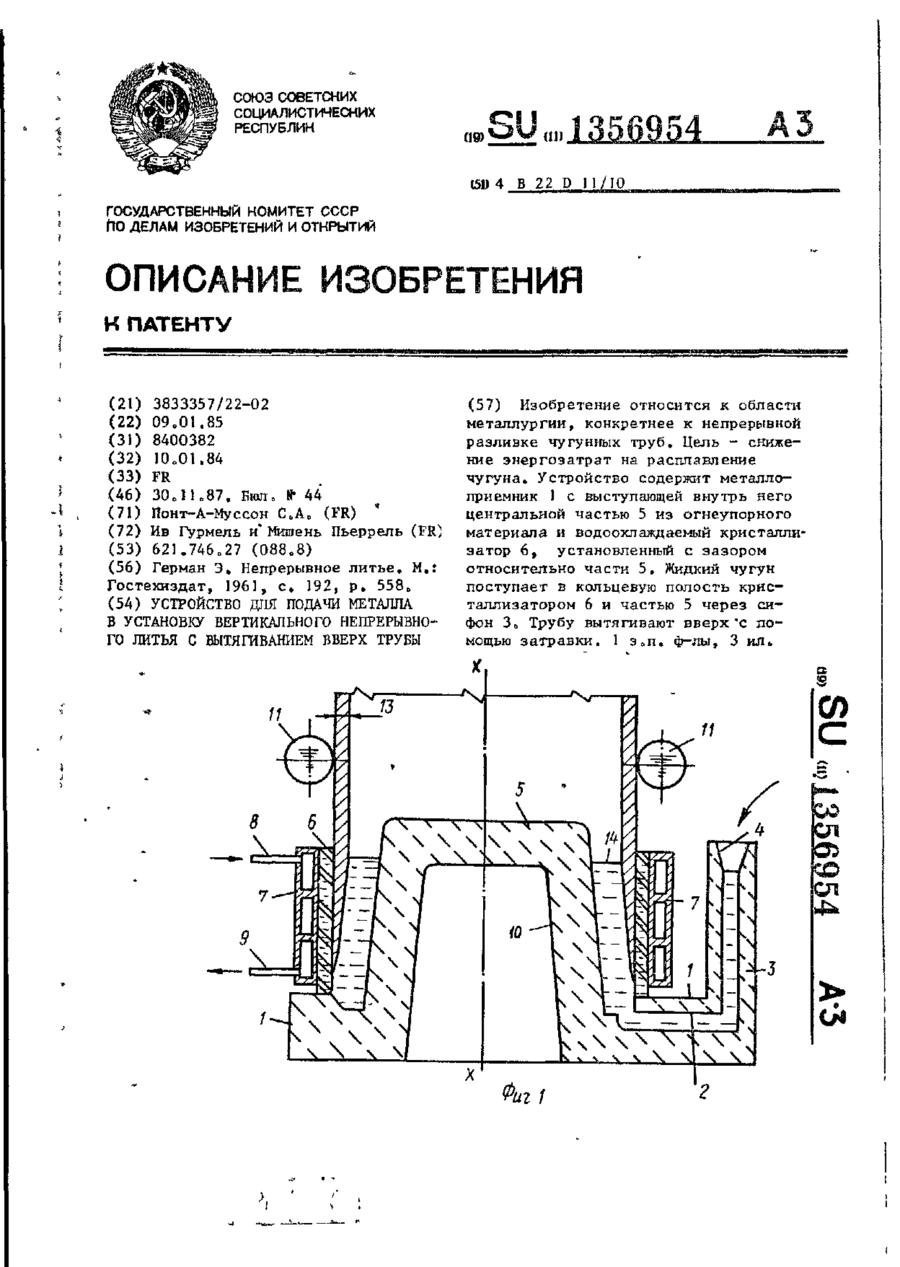
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Спосіб розкислення рідкого металу, переважно для трубних заготівок
Номер патенту: 2817
Опубліковано: 26.12.1994
Автори: Волков Ігор Георгійович, Кравцова Ганна Антонівна, Котляр Володимир Лазаревич, Мних Юрій Вікентійович, Ігнатьєв Вадим Петрович, Дворядкін Борис Олександрович, Люборець Ігор Іванович, Гордієнко Михайло Силович
Мітки: розкислення, заготівок, металу, трубних, спосіб, переважно, рідкого
Формула / Реферат:
Способ раскисления жидкого металла, преимущественно для трубных заготовок, включающий предварительное раскисление металла в печи кремниймарганецалюминием, окончательное раскисление в ковше ферросилицием и алюминием, отличающийся тем, что предварительное раскисление металла начинают при массовой доле марганца в расплаве 0,06 - 0,20%, при этом соотношение массовой доли марганца, вводимого кремниймарганецалюминием, к массовой доле марганца в...
Шлакова чаша
Номер патенту: 2072
Опубліковано: 26.12.1994
Автори: Малкін Володимир Іванович, Гуртовий Микола Іванович, Ісаєнко Петро Кирилович, Близнюк Анатолій Михайлович, Верцман Григорій Моісейович, Шестопалов Іван Іванович, Бондаренко Микола Макарович, Прядко Микола Денисович, Акольцев Євген Дмитрович
МПК: C21B 3/10
Формула / Реферат:
Шлаковая чаша, содержащая в нижней части футерованную летку с крышкой для выпуска отделившегося от шлака металла, отличающаяся тем, что, с целью повышения степени отделения металла от шлака, летка выполнена в виде расположенной под углом 5—15° вверх к горизонтали трубы, длина и диаметр которой составляют соответственно 0,05—0,1 и 0,02—0,05 высоты шлаковой чаши.
Попередній патент: Безтрансформаторна диференціальна система
Наступний патент: Пристрій для відрізання трубчатих заготівок
Випадковий патент: Стабілізований розчин на основі декаметоксину та гіалуронової кислоти, що має терапевтичну активність, спосіб його одержання та фармацевтична композиція на його основі