Спосіб виготовлення паперу-основи
Номер патенту: 60727
Опубліковано: 15.07.2005
Автори: Березненко Микола Петрович, Хохлова Ірина Яківна, Коротенко Світлана Миколаївна, Березненко Сергій Миколайович
Формула / Реферат
Широко поширеною практикою є включення невидимих захисних елементів у фарбу для друкування таємних знаків. Ці елементи використовуються для того, щоб дати можливість кінцевим користувачам, таким як банки і компанії, що займаються сортуванням готівки, ідентифікувати підроблені банкноти і відрізнити їх від справжніх шляхом перевірки їх невидимих елементів.
До цього часу звичайною практикою була перевірка невидимих характеристик фарби для друкування таємних знаків, що використовуються як захисні елементи, в кінці процесу друкування. Це приводить до того, що відсутність або дефектність таких захисних елементів (яка може мати місце, наприклад, якщо будуть ненавмисно змішані друкарські фарби однакового або ідентичного кольору, але без невидимих характеристик) виявляють тільки після того, як всі операції в процесі друкування будуть виконані. У разі друкування банкнот, наприклад, відсутність або нестача невидимих захисних елементів може привести до великої кількості бракованих банкнот або до того, що корисність захисного елемента буде нульовою і він стане некорисним.
Метою даного винаходу є усунення цього недоліку шляхом постійного моніторингу друкарської фарби, яка повинна містити невидимий елемент, у фарбовому ящику, внаслідок чого забезпечується можливість виявлення можливої відсутності або розчинення невидимого елемента в момент друкування. Це дозволяє швидко виявити помилку і відділити аркуші з неправильним нанесенням фарби від аркушів з хорошою друкарською фарбою. При цьому повністю зберігається функція, яку повинен виконувати захисний елемент, і уникають браку, що являє собою друкарські аркуші.
З цією метою відповідно до даного винаходу запропонований спосіб безперервного контролю продукції машин для нанесення на папір таємних знаків, що містять, щонайменше, один фарбовий ящик, що містить друкарську фарбу для друкування таємних знаків, яка має невидиму характеристику, згідно з яким детектор характеристики друкарської фарби з чутливістю, що знаходиться в діапазоні, відповідному вказаному захисному елементу, вбудований в рухомий елемент, що зміщається у фарбовому ящику, причому вихідний сигнал детектора безперервно вловлюється і передається в пристрій попередження.
Винахід також відноситься до застосування вказаного способу для контролю продукції друкарських машин, що містять фарбовий ящик з друкарською фарбою для друкування таємних знаків, що має задану магнітну характеристику, при цьому детектор характеристики друкарської фарби, що використовується, має феромагнітний датчик, чутливий до вказаної магнітної характеристики.
Винахід також відноситься до пристрою для здійснення способу, в якому детектор характеристики друкарської фарби вбудований у фарбомішалку, що містить пальцеподібний елемент, кінчик якого проходить у фарбовий ящик, при цьому пальцеподібний елемент безперервно зміщається у фарбовому ящику, а детектор характеристики друкарської фарби має вихід, з'єднаний з пристроєм попередження.
Вбудовування детектора характеристики друкарської фарби у фарбомішалку особливо переважне, оскільки це забезпечує можливість визначення характеристики в самому фарбовому ящику в момент друку, а також, оскільки детектор безперервно зміщається у фарбовому ящику, отже, забезпечується можливість виявлення введення друкарської фарби, яка не відповідає заданим вимогам, в той самий момент, коли друкарську фарбу заливають у фарбовий ящик.
Винахід пояснюється нижче більш детально з посиланням на приведений як приклад варіант його здійснення, представлений на супровідних кресленнях, на яких:
Фіг.1 являє собою зображення в ізометрії фарбомішалки згідно з винаходом, яка взаємодіє з фарбовим ящиком в машині для нанесення на папір таємних знаків;
Фіг.2 і 3 - відповідно поперечний переріз і вигляд в плані основної частини фарбомішалки;
Фіг.4 - вигляд в плані з верхньої сторони опорної плати з друкарськими провідниками, що несе схему датчика і прикріпленої до нижньої сторони основної частини фарбомішалки;
Фіг.5 - поперечний переріз трансформатора з феритовим осердям, яке утворює головну частину датчика;
Фіг.6 і 7 - відповідно вигляд збоку і в плані, що схематично показують опорну плату датчика;
Фіг.8 - схематичне зображення прикладу схеми датчика, встановленої на опорній платі датчика;
Фіг.9 - блок-схема прикладу блоку управління;
Фіг.10 - зображення в ізометрії варіанту здійснення опорної конструкції фарбомішалки; і
Фіг.11 і 12 - часткові схематичні перерізи двох варіантів здійснення кінцевої частини пальцеподібного елемента фарбомішалки.
Пристрій, показаний на Фіг.1, містить фарбомішалку 1, закріплену і що направляється над фарбовим ящиком таким чином, що кінчик фарбомішалки завантажений у фарбовий ящик. Така фарбомішалка сама по собі відома. Дві опори 2 і 3 закріплені на бічних стінках фарбового ящика і служать опорою каретці (непоказаній) з привідним засобом, який надає фарбомішалці 1 безперервне переміщення зі зміною напряму між двома опорами 2 і 3. Два проводи 4 і 5 з'єднані відповідно із землею і з джерелом постійної низької напруги. Вони подають струм, що подається по кабельній шині 32, через два ковзні контакти 6 і 7 відповідно феромагнітному пристрою для визначення характеристик друкарської фарби, як буде показано нижче. Фарбомішалка 1 містить основний корпус або палець 8 і утримуючу частину 9, які з'єднані один з одним шляхом згвинчування, при цьому дані деталі виготовлені з немагнітного металу, наприклад, з алюмінію або з алюмінієвого сплаву.
На Фіг.10 показаний варіант здійснення опори фарбомішалки, виконаної з можливістю кріплення безпосередньо до існуючого вузла фарбомішалки (непоказаного). Передбачені два встановлювальні елементи 51 і 52, призначені для кріплення пристрою до існуючого вузла фарбомішалки. Така конструкція дозволяє уникнути використання якої-небудь спеціальної монтажної опори або отворів на машині і забезпечує можливість встановлення системи за одну операцію разом з фарбомішалкою на існуючому вузлі фарбомішалки. Передбачене кабельне рознімання 53, 54 для прийому кабельної шини 32, що забезпечує подачу енергії до датчика і прийом сигналів від датчика, встановленого всередині пальця фарбомішалки. Пристрій додатково містить захисний кожух 55 для силового кабелю і кабелю для передачі сигналу, щоб гарантувати, що не буде перерви в подачі сигналів внаслідок нагромадження друкарської фарби на проводах. Палець фарбомішалки, який не показаний на Фіг.10, може бути встановлений на утримуючій частині 9, аналогічно тому, як показано на Фіг.1.
Як показано на Фіг.2 і 3, палець 8 має трикутний поперечний переріз з кінчиком, що має форму піраміди, [пірамідальним]. На нижній поверхні пальця 8 виконані монтажні поглиблення 34 і 10, призначені для розміщення плати 14, що несе схему 17 датчика, і циліндричні отвори 11 і 12 проходять через всю товщину пальця 8 на обох кінцях більш вузького монтажного поглиблення 34. Монтажне поглиблення 34 закрите і загерметизоване за допомогою нижньої тонкої пластини 13.
Детектор характеристики друкарської фарби (Фіг.4, 5, 6) містить декілька компонентів, закріплених на жорсткій опорній платі 14, яка вставлена в монтажне поглиблення 34. Плата 14 несе пару друкарських ізольованих мідних струмопровідних доріжок 15 і 16, схему 17 датчика і головку 18 датчика з феромагнітним трансформатором. З Фіг. 2 і 4 видно, що схема 17 датчика розміщується в монтажному поглибленні 10, в той час як головка 18 датчика розміщується всередині отвору 11. Плата 14 прикріплена до пальця 8 за допомогою штифта 19 і гвинта 20. Гвинт 20 забезпечує контактне з'єднання між металевим пальцем 8 і полюсом схеми датчика, що заземляється, яка буде описана нижче. Вихідний з'єднувальний і забезпечувальний подачу постійної низької напруги контакт 21 схеми 17 виступає всередині отвору 12, де він з'єднується з ковзним контактом 6. Навпаки, контакт схеми 17, що заземляє, веде до ковзного контакту 7, з'єднаного із заднім кінцем металевого пальця 8.
Відповідно до варіантів здійснення пальця 8, частково поданих на Фіг.11 і 12, головка 18 датчика розташована на самому кінці пальця 8. Вказані варіанти здійснення забезпечують можливість визначення характеристики друкарської фарби навіть в тому випадку, коли в нижній частині фарбового ящика залишається невелика кількість друкарської фарби.
Фіг.5 і 6 показують різні частини датчика.
Фіг.5 являє собою поперечний переріз детектора 18 з феромагнітним трансформатором. Нейлоновий корпус 23 має циліндричний крізний отвір 35 з різьбовою верхньою частиною і збільшеною нижньою гладкою частиною. Болт 24, угвинчений в отвір 35, служить опорою феритовому осердю 22 і направляє його, тим самим висоту розташування феритового осердя 22 всередині отвору 35 можна регулювати. Зовнішня верхня частина корпусу 23 виконана з трьома коаксіальними котушками L1, L2, L3, які з'єднані в схемі 17 датчика таким чином, що вони утворюють трансформатор, первинна обмотка якого утворена котушками L1 і L3, в той час як вторинна обмотка утворена котушкою L2.
Було встановлено, що така конструкція з трьома котушками виявилася особливо переважною в порівнянні з використанням інших типів трансформаторів, оскільки вона забезпечує дуже високу точність і менше схильна до впливу з боку зовнішніх магнітних матеріалів.
Котушки L1 і L3 з'єднані таким чином, щоб забезпечити створення зустрічних магнітних полів. Вони збуджуються за допомогою амплітуди синусоїди, що стабілізується звичайними засобами. Феритове осердя трансформатора індукує у вторинній котушці L2 рівну протиелектрорушійну силу, так що на кінцевих затисках створюється номінально «нульовий» вихідний сигнал. У експериментальному варіанті здійснення винаходу котушки L1 і L3 мали відповідно 190 і 210 витків, і «нульовий» вихідний сигнал був отриманий шляхом регулювання положення осердя в отворі 35, в залежності від інтенсивності магнітної характеристики, звичайно властивої друкарській фарбі, яка призначена для нанесення на папір таємних знаків і є у фарбовому ящику.
Якщо фізичні властивості магнітної друкарської фарби змінюються, електрорушійна сила у вторинній котушці L2 «виходить з рівноваги» і приводить до утворення результуючої різниці напруг і фаз на цій котушці. Те ж саме також відбувається, якщо магнітна характеристика ненавмисним чином виявиться в друкарській фарбі, яка не повинна мати подібної характеристики. Хороша робота датчика суворо залежить від способів намотування, вибору магнітного екрануючого матеріалу і інших факторів.
Схема датчика, позначена загалом посилальним номером 17, призначена для обробки сигналів, що поступають від котушки L2. Як показано на блок-схемі, зображеній на Фіг.8, схема датчика містить регулятор/фільтр 26 на вході 30 схеми, збудник 27 лінії, схему 25 фазового демодулятора, генератор 28, що створює гармонічні коливання, здатні збуджувати первинні котушки трансформатора 18. Фільтр 29 приймає вихідний сигнал вторинної котушки L2. Вихідні сигнали, що поступають від цієї котушки, прямують через фазочутливий демодулюючий схемний елемент, представлений демодулятором 25 і збудником 27 лінії, у вхідний/вихідний ланцюг 15 постійної напруги.
Вихід 31 схеми 17 датчика з'єднаний з блоком 33 управління за допомогою проводу 4 і кабельної шини 32.
Схематичне зображення варіанту здійснення схеми датчика представлене у вигляді прикладу на Фіг.8.
У завершення, блок 33 управління, відповідний схемі, поданій на Фіг.9, забезпечує можливість визначення того, початок якої дії повинен викликати сигнал від детектора характеристики друкарської фарби: видати попереджувальний сигнал друкуючому пристрою, зупинити машини, змістити «зіпсовані» аркуші в стапель відходів і т.д. Він також може видати різні команди (СН-А, СН-В) різним детекторам, пов'язаним з множиною фарбових ящиків в даній друкарській машині, наприклад, з двома фарбовими ящиками для блоку управління за Фіг.9.
Блок управління, поданий на Фіг.9, має три рознімання, одне 41 для машини і по одному 42, 43 для кожного детектора. Рознімання 41 забезпечує підведення електроживлення для блоку управління і передачу сигналу датчика і вихідного сигналу для управління машиною. Блок «збудник лінії» забезпечує подачу живлення до головки детектора за допомогою двох чутливих резисторів. Дані від детектора передаються в блок управління за допомогою шин живлення з, наприклад, прямокутним модульованим сигналом з частотою 800кГц. Блок «Зсув рівня і фільтр» 44 перетворює сигнал, який поступає від лінії виявлення, в логічну величину. Цей цифровий сигнал зазнає фільтрації для виділення аналогового значення, в залежності від його коефіцієнта заповнення, і прямує в блок 45 порівняння. Вказаний блок порівняння перетворює аналоговий рівень в цифрові дані перед подачею сигналу в мікроконтролер 46. Порогові значення для блоку порівняння можуть бути задані за допомогою зовнішніх перемикачів «Селектори чутливості» 47, 47'. Інший блок порівняння «Блок порівняння електричного ланцюга детектора» 48 відстежує стан електричного ланцюга детектора: робочий, розімкнений, короткозамкнений. Мікроконтролер 46 забезпечує управління всіма цими даними і всіма вихідними сигнальними пристроями блоку управління (світлодіодами, реле і двома відкритими колекторами). Цифровий фільтр всередині мікроконтролера 46 захищає від електричного шуму, швидких коротких замикань або швидких переривань сигналу на обох ланцюгах детектора.
Основне джерело напруги являє собою, наприклад, джерело постійного струму з напругою 24В, регулювання якого в блоці управління здійснюється за допомогою двох регуляторів 49: імпульсного стабілізатора, розрахованого на 12В, і лінійного регулятора на 5В.
Незважаючи на те, що був описаний детектор магнітної характеристики друкарської фарби для нанесення на папір таємних знаків, аналогічні пристрої також можуть бути використані для моніторингу інших невидимих захисних елементів, таких як інфрачервоне випромінювання, флюоресценція або фосфоресценція.
Передбачено, що пристрій, подібний описаному, може бути використаний у всіх типах машин для нанесення таємних знаків на папір.
Текст
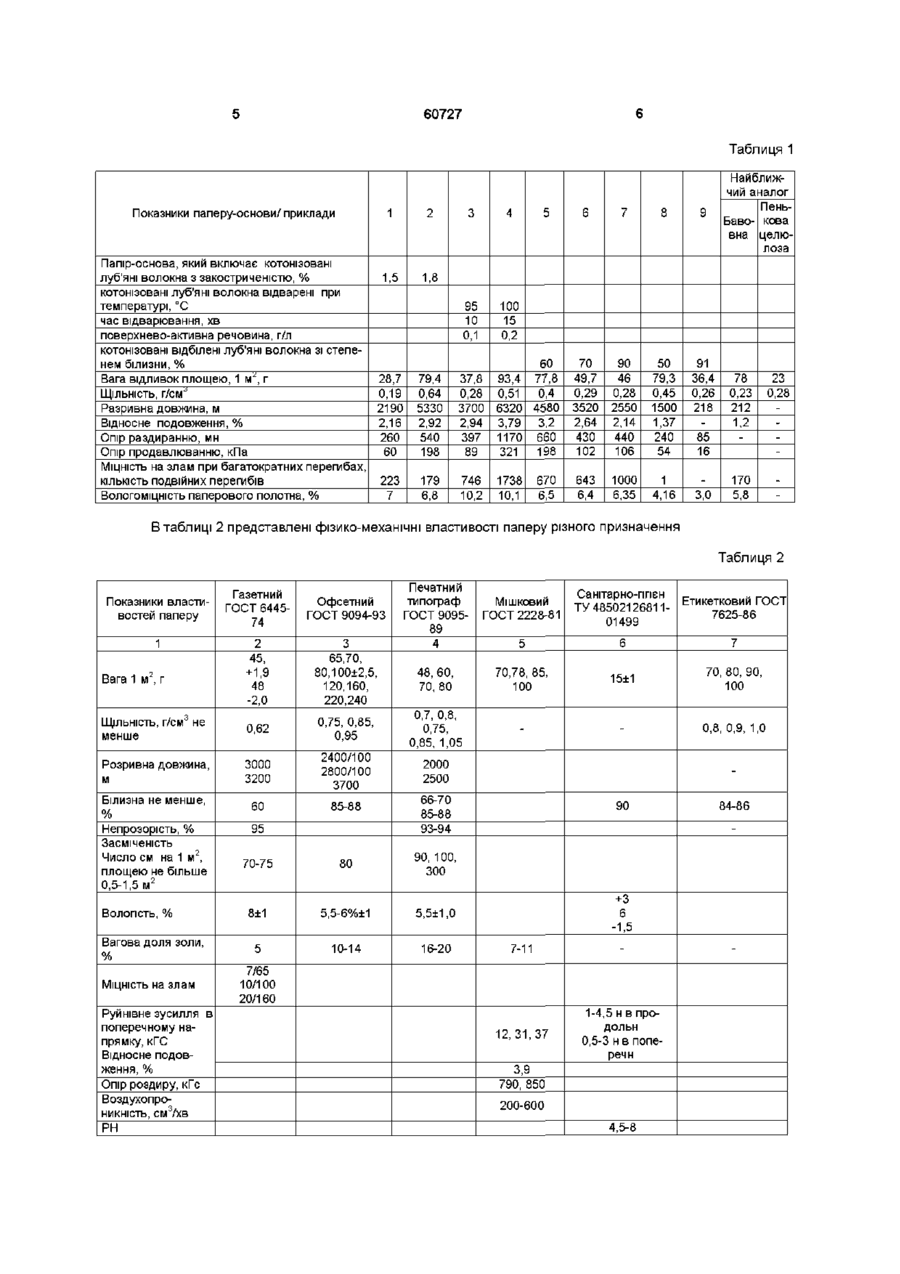
1 Спосіб виготовлення паперу-основи, що включає розмел целюлози з луб'яних волокон, підготовку волокнистої суспензії, відливання полотнища паперу, зневоднювання і сушіння, який відрізняється тим, що як целюлозу з луб'яних волокон використовують котонізовані луб'яні волокна з закостриченістю 1,5-1,8% 2 Спосіб за п 1, який відрізняється тим, що перед розмелом котонізовані луб'яні волокна відварюють при температурі 95-100°С протягом 1015хв з додаванням поверхнево-активних речовин концентрацією 0,1-0,2г/л 3 Спосіб за п1,2, який відрізняється тим, що після відварювання здійснюють 3-ступінчате відбілювання котонізованих луб'яних волокон до ступеня відбілювання 60-90% з додаванням відбілювача - перкарборату натрію або перборату натрію Винахід відноситься до целюлозно-паперової промисловості, зокрема до способу виготовлення паперу-основи і може бути використаний для виготовлення паперу широкого спектра застосування Відомий спосіб виготовлення паперу-основи (Патент США №3877968, B44D1/44, 1975р), у якому основним композиційним компонентом є манільське прядиво Склад паперової маси наступний, мас % Манільське прядиво 70 Бавовна 10 Штапельне волокно 17 ПОЛІВІНІЛОВИЙ спирт (у виді волокон або порошкоподібний) З Маса 1 м паперу 14-20 г/м2 Цей спосіб технологічно складний і має вузько спрямоване застосування - для оболонки ковбасних виробів Відомий безперервний спосіб виробництва паперу з волокон різних типів сульфатної целюлози блекотою і невибілені, манільської пеньки, джуту, синтетичного волокна, зокрема нейлону, поліефірного волокна, сополімерів звинувачувала, текстильних волокон, запропонований фірмою «Декстер» (Патент США №4081319, D21F1/66, 1978р) Спосіб призначений для виготовлення оболонок ковбасних виробів Добавками до волокнистих матеріалів можуть бути натуральні і синтетичні смоли, переважно поліакриламід Має місце замк нутий цикл водокористування Аналіз композиції папера-основи для оболонки ковбасних виробів показав, що папір-основа містить 100% целюлози з манільської пеньки (по волокну) Крім того, паперова маса містить вологостійку добавку (смолу) 1% Цей спосіб також технологічно складний і має вузько спрямоване застосування Відомий також спосіб виготовлення паперуоснови, що включає розмол целюлози з луб'яних волокон, підготовку волокнистої суспензії, відлив полотнища паперу, зневоднювання і сушіння (Патент РФ №2021410, 5D21H11/12, 27/00, 1994р) У цьому способі як целюлозу з луб'яних волокон використовують лляну і/або пенькову целюлозу у виді джгутів із ЩІЛЬНІСТЮ 30-35г/м пог, що перед розмолом нарізають на волокна довжиною 4-6мм Лляну і/або пенькову целюлозу розмелюють разом з бавовняною целюлозою до ступеня помелу 1725°ШР, змішують з нарізаним віскозним волокном, додають катіонну смолу в КІЛЬКОСТІ 2-2,5г/л Цей спосіб дорогий, технологічно складний, папір-основа, виготовлений по цьому способу, має багато ХІМІЧНИХ добавок і вузько спрямоване застосування - використовується тільки для оболонок ковбасних виробів В основу винаходу поставлена задача створити такий спосіб виготовлення паперу-основи, у якому шляхом зміни складу вихідної сировини і 1 о (О зміни умов виконання операцій, забезпечилась б рівномірна структура паперу-основи та розширення його асортименту для виготовлення паперу різного призначення Поставлена задача вирішується тим, що в способі виготовлення паперу-основи, що включає розмол целюлози з луб'яних волокон, підготовку волокнистої суспензії, відлив полотнища паперу, зневоднювання і сушіння, згідно з винаходом, як целюлозу з луб'яних волокон використовують котонізовані луб'яні волокна з закостриченістю 1,51,8% Доцільно перед розмолом котонізовані луб'яні волокна відварити при температурі 95-100°С протягом 10-15хв з додаванням поверхнево-активних речовин концентрацією 0,1-0,2г/л Доцільно ПІСЛЯ відварювання здійснити 3-х ступінчате відбілювання котонізованих луб'яних волокон до ступеня білизни 60-90% з додаванням відбілювача - перкарборату натрія або перборату натрія в КІЛЬКОСТІ 2-2,5г/л Використання в якості целюлози котонізованих луб'яних волокон з закостриченістю 1,5-1,8% дозволяє виготовити папір без застосування ХІМІЧНИХ компонентів тільки на основі водній суспензії, що забезпечує рівномірну структуру паперу та розширення його асортименту В якості сировини для виробництва паперуоснови беруть відходи (до 90%) первинної переробки льону і коноплі - луб'яні волокна, що котонізують Котонізовані пенькові або лляні волокна отримують шляхом рихлення зажатого пучка короткого волокна, отриманого з головок лляної або пенькової трести з подальшим його укороченням до 200-220мм, очищенням та обезпиленням до закостриченості 20-22% Далі зажатий потік волокна піддають розпушуванню та поетапному розволокненню, яке включає попереднє чесання з укороченням волокна до 150-160мм, очищення, обезпилення до закостриченості 12-15%, основне чесання до укорочення волокна до 110-120мм, очищення та обезпилення до закостриченості 78%, тонке чесання до укорочення волокна до 3336 мм, очищення з відокремленням пухової групи волокон та обезпилення до закостриченості 0,8%1,8% Котонізовані пенькові або лляні волокна отримують також з ВІДХОДІВ первинної переробки льону і коноплі (короткі волокна) пропусканням їх через вовчок і чесальну 4-х барабанну машину марки ч-210-ш для здійснення грубого, основного і тонкого чесання Можна здійснити також котонізацію на устаткуванні для бавовнопрядіння В 60727 результаті отримуємо котонізовані луб'яні волокна у вигляді сурових волокон, закостриченість яких складає 1,5-1,8% Використання такої сировини робить процес одержання паперу-основи дешевим і технологічно більш простим В залежності від використання сурових, або відварених, або відбілених котонізованих луб'яних волокон одержують папір-основу з різними технологічними характеристиками, призначений для широкого спектра застосування Спосіб полягає в наступному На обладнанні паперових виробництв котонізовані луб'яні волокна розмелюють на ролах Після розмолу масу розбавляють водою до утворення суспензії і ретельно перемішують, потім відливають полотнище паперу, зневоднюють його, сушать протягом Зхв при температурі 105°С на гарячому каландрі Якщо попередньо котонізовані сурові луб'яні волокна відварити при температурі 95-100°С протягом 10-15хв у воді з додаванням поверхневоактивних речовин (ПАВ) - четвертичної амонієвої солі у концентрації 0,1 г/л, то виходить більш очищене волокно - до 0,5-0,8%, а фізико-механічні властивості змінюються незначно Відбілювання котонізованого короткого луб'яного волокна (льону, пеньки) здійснюється у випадках, коли для виробництва паперу потрібна сировина зі ступенем білизни 60-90% згідно ДСТУ Для цього в ванну з водою при температурі 95100°С додають ПАВ - четвертичну амонієву сіль с концентрацією 0,1-0,2г/л та відбілювач-перборат натрію або перкарборат натрію в КІЛЬКОСТІ 2-2,5Г/Л та поміщають відварене котонізоване луб'яне волокно, витримують 10 хв , промивають його, повторюють обробку волокна в такому ж розчині до трьох разів При цьому закостриченість зменшується до 0,1-0,3%, але фізико-механічні властивості погіршуються на 30-40% Папір-основа з сурового котонізованого луб'яного волокна придатна для виготовлення картону, мішковини Папір-основа з відвареного котонізованого луб'яного волокна використовується для газетного паперу З відбіленого луб'яного волокна виробляють санітарно-гігієнічний папір В таблиці 1 приведені фізико-механічні властивості паперу-основи, отриманого заявленим способом, та найближчого аналогу 60727 Таблиця 1 Найближчий аналог Показники паперу-основи/приклади 1 2 3 5 4 6 7 8 9 Пень Баво- кова вна целю лоза Папір-основа, який включає котонізовані луб'яні волокна з закостриченістю, % котонізовані луб'яні волокна відварені при температурі, °С час відварювання, хв поверхнево-активна речовина, г/л котонізовані відбшені луб'яні волокна зі степенем білизни, % Вага відливок площею, 1 м2, г ЩІЛЬНІСТЬ, r/cMd Разривна довжина, м Відносне подовження, % Опір раздиранню, мн Опір продавлюванню, кПа МІЦНІСТЬ на злам при багатократних перегибах, КІЛЬКІСТЬ подвійних перегибів Вологомщність паперового полотна, % 1,5 1,8 95 10 0,1 100 15 0,2 28,7 0,19 2190 2,16 260 60 79,4 0,64 5330 2,92 540 198 37,8 0,28 3700 2,94 397 89 60 93,4 77,8 0,4 0,51 6320 4580 3,2 3,79 1170 660 198 321 70 49,7 0,29 3520 2,64 430 102 90 46 0,28 2550 2,14 440 106 50 79,3 0,45 1500 1,37 240 54 91 36,4 0,26 218 85 16 223 7 179 6,8 746 10,2 1738 10,1 670 6,5 643 6,4 1000 6,35 1 4,16 3,0 . 78 0,23 212 1,2 170 5,8 23 0,28 В таблиці 2 представлені фізико-механічні властивості паперу різного призначення Таблиця 2 Показники властивостей паперу 1 Вага 1 м2, г ЩІЛЬНІСТЬ, Г/СМ3 не менше Розривна довжина, м Білизна не менше, % Непрозорість, % Засміченість Число см на 1 м2, площею не більше 0,5-1,5 м2 Вологість, % Вагова доля золи, % МІЦНІСТЬ на злам Руйнівне зусилля в поперечному напрямку, кГС Відносне подовження, % Опір роздиру, кГс Воздухопроникність, см3/хв РН Печатний типограф ГОСТ 909589 4 Мішковий ГОСТ 2228-81 Санітарно-ппєн ТУ 4850212681101499 Етикетковий ГОСТ 7625-86 5 6 7 48, 60, 70,80 70,78, 85, 100 15+1 70, 80, 90, 100 0,75, 0,85, 0,95 0,7, 0,8, 0,75, 0,85, 1,05 0,8, 0,9, 1,0 3000 3200 2400/100 2800/100 3700 2000 2500 60 85-88 Газетний ГОСТ 644574 Офсетний ГОСТ 9094-93 2 45, + 1,9 48 -2,0 3 65,70, 80,100±2,5, 120,160, 220,240 0,62 95 66-70 85-88 93-94 70-75 80 5,5-6%±1 10-14 16-20 5,5±1,0 5 84-86 90, 100, 300 8±1 90 +3 6 -1,5 7-11 12,31,37 1-4,5 н в продольн 0,5-3 н в поперечн 7/65 10/100 20/160 3,9 790,850 200-600 4,5-8 8 60727 Як видно з даних таблиці 1, властивості паперу-основи, отриманого заявленим способом, по показниках ЩІЛЬНОСТІ, ваги відливок та волоГОМІЦНОСТІ паперового полотна, які є важливими для виробництва оболонок ковбасних виробів, перевищують якості найближчого аналога З даних таблиці 2 видно, що властивості паперу-основи, отриманого з котонізованого луб'яного волокна льону і коноплі (сурового, відваре Комп'ютерна верстка Н Лисенко ного і відбіленого) у порівнянні з властивостями різних видів паперу згідно діючих ДСТУ цілком або з великим запасом відповідають діючим вимогам Таким чином, запропонований авторами спосіб отримання паперу-основи значно розширює асортимент використання паперів різного призначення із натуральних, екологічно чистих, вітчизняних видів сировини - льону та конопель Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of paper-base production
Автори англійськоюBereznenko Mykola Petrovych, Bereznenko Serhii Mykolaiovych, Khokhlova Iryna Yakivna
Назва патенту російськоюСпособ изготовления бумаги-основы
Автори російськоюБерезненко Николай Петрович, Березненко Сергей Николаевич, Хохлова Ирина Яковлевна
МПК / Мітки
МПК: D21H 11/00, D21H 21/22
Мітки: паперу-основи, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-60727-sposib-vigotovlennya-paperu-osnovi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення паперу-основи</a>
Спосіб виготовлення паперу-основи для індикаторного паперу
Номер патенту: 4923
Опубліковано: 28.12.1994
Автори: Домінікян Галина Олександрівна, Бережна Маргарита Іванівна, Солдатенко Володимир Ільіч, Піддубний Петро Васильович, Левченко Дмитро Єлізарович
МПК: D21H 27/00, G01N 31/22, D21H 13/00, D21H 11/00
Мітки: виготовлення, паперу, спосіб, індикаторного, паперу-основи
Формула / Реферат:
Способ изготовления бумаги-основы для индикаторной бумаги преимущественно для автоматических газосигнализаторов, включающий размол сульфатной предгидролизной целлюлозы для кордных нитей и высокомодульных волокон, смешение ее с вискозным и паливинилспиртовым волокном, отлив бумажного полотна, прессование его и сушку с термообработкой, отличающийся тем, что, с целью улучшения качества бумаги за счет повышения ее оптической однородности и...
Спосіб виготовлення одношарового паперу, одношаровий папір, документ та захищений документ
Номер патенту: 69427
Опубліковано: 15.09.2004
Автори: Рідьярд Стівен Дейвід, Ішервуд Роланд
МПК: D21F 1/00, D21H 21/40
Мітки: захищений, одношаровий, паперу, одношарового, папір, спосіб, виготовлення, документ
Формула / Реферат:
1. Спосіб виготовлення одношарового паперу, який має подовжену смугу, щонайменше частково вміщену в папір, причому, по суті, ніякі паперові волокна не відкладаються на одній стороні смуги центральної області між краями смуги для відкривання при цьому безперервної області смуги на першій поверхні паперу, який відрізняється тим, що екранують одну або більше вибраних областей пористої опорної поверхні, наносять перший шар паперових волокон на...
Спосіб одержання паперової маси для виготовлення паперу-основи облицювального матеріалу
Номер патенту: 7255
Опубліковано: 30.06.1995
Автори: Толкачьов Олександр Борисович, Столяр Михайло Борисович, Клімєнтьонок Гєннадій Ніколаєвіч, Вайханська Алла Василівна, Смикалова Людмила Іллівна, Загоруйко Володимир Васильович, Соломатова Людмила Веніамінівна, Орлова Вєроніка Сєргєєвна
МПК: D21H 17/00
Мітки: облицювального, паперової, виготовлення, маси, спосіб, паперу-основи, матеріалу, одержання
Формула / Реферат:
1. Способ получения бумажной массы для производства бумаги-основы облицовочного материала, включающий введение в целлюлозную массу пигментной и влагопрочной добавок, а также добавки, регулирующей концентрацию водородных ионов массы, отличающийся тем, что в качестве пигментной добавки используют продукт переработки отхода производства глинозема из бокситов или смесь его с двуокисью титана. 2. Способ по п. 1, отличающийся тем, что...
Спосіб виготовлення паперу, переважно для офсетного друку
Номер патенту: 49567
Опубліковано: 16.09.2002
Автори: Коновал Михайло Іванович, Шевченко Володимир Олександрович, Кувелас Георгій Олегович, Лозовик Микола Терентійович, Коптюх Леонід Андрійович, Радченко Володимир Миколайович
МПК: D21H 11/00
Мітки: виготовлення, переважно, офсетного, паперу, спосіб, друку
Формула / Реферат:
1. Спосіб виготовлення паперу, переважно для офсетного друку, що включає розмелювання біленої целюлози, готування паперової маси, що містить розмелену білену целюлозу, проклеювальну речовину, коагулянт і мінеральний наповнювач, відливання паперового полотна, його сушіння й ущільнення, який відрізняється тим, що білену целюлозу розмелюють до ступеня млива 30-75 °ШР і середньої довжини волокна целюлози 30-70 дг.2. Спосіб за п. 1, який...
Композиція добавки для виготовлення паперу, спосіб її приготування (варіанти) та спосіб проклейки паперу
Номер патенту: 46037
Опубліковано: 15.05.2002
Автори: Пьяцца Едуардо А., Ментзер Мерле Дж.
МПК: C09D 103/00, D21H 17/00
Мітки: варіанти, композиція, спосіб, паперу, добавки, проклейки, виготовлення, приготування
Формула / Реферат:
1. Композиція добавки для виготовлення паперу, що містить двофазову суспензію набухлого крохмалю з вмістом сухої речовини приблизно від 0,5 до приблизно 30 ваг. %, причому зварений набухлий об'єм становить приблизно від 1,6 мл/г до приблизно 100 мл/г, а вміст зварених розчинних речовин приблизно від 0,5 до приблизно 50 ваг. %.2. Композиція за п. 1, яка відрізняється тим, що зварений набухлий об'єм становить приблизно від 4 мл/г до...
Попередній патент: Система контролю та реєстрації параметрів силової установки літального апарата
Наступний патент: Шахтний спосіб підземного спалювання вугільного пласта
Випадковий патент: Спосіб повалу і фіксації свиней у спинному та боковому положеннях