Спосіб переробки відходів пластмасових матеріалів
Номер патенту: 60852
Опубліковано: 15.10.2003
Автори: Барський Вадим Давидович, Мадатов Артем Валерійович, Власов Геннадій Олександрович, Чуіщев Віктор Михайлович

Формула / Реферат
1. Спосіб переробки відходів пластмасових матеріалів, у якому фрагменти пластмасових відходів піддають термічній обробці, продукти обробки додають до призначеного для коксування вугілля і піддають коксуванню разом з вугіллям, який відрізняється тим, що термічну обробку фрагментів пластмасових відходів здійснюють шляхом їхнього нагрівання до температури термічної ретракції частини відходів під час взаємодії з нагрітим газопиловим потоком, продукти термічної обробки охолоджують до температури отвердіння і у разі потреби подрібнюють.
2. Спосіб за п. 1, який відрізняється тим, що фрагменти відходів обробляють газопиловим потоком, нагрітим до температури 150-250°С.
3. Спосіб за п. 1 або 2, який відрізняється тим, що обробку фрагментів відходів газопиловим потоком здійснюють шляхом пропущення розподіленого потоку фрагментів відходів у протитечії через висхідний газопиловий потік.
4. Спосіб за п. 3, який відрізняється тим, що висхідний газопиловий потік завихрюють.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що газопиловий потік представляє собою завись вугільного пилу в суміші водяної пари і газів від спалювання природного або коксового газу.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що як вугільний пил використовують вугільні відходи, що утворюються в операціях з вугіллям, та (або) відходи коксохімічного виробництва.
7. Спосіб за одним з пп. 1-6, який відрізняється тим, що фрагменти пластмасових відходів нагрівають до температури термічної ретракції (усадки) 40-80 % загальної маси відходів.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що продукти термічної обробки піддають механічній деформації.
9. Спосіб за п. 8, який відрізняється тим, що механічну деформацію здійснюють шляхом скидання продуктів термічної обробки на тверду похилу поверхню, по якій вони потім скачуються донизу.
10. Спосіб за одним з пп. 1-9, який відрізняється тим, що продукти термічної обробки охолоджують до температури нижче 20°С.
11. Спосіб за п. 10, який відрізняється тим, що охолодження здійснюють через обдув продуктів термічної обробки повітрям.
Текст
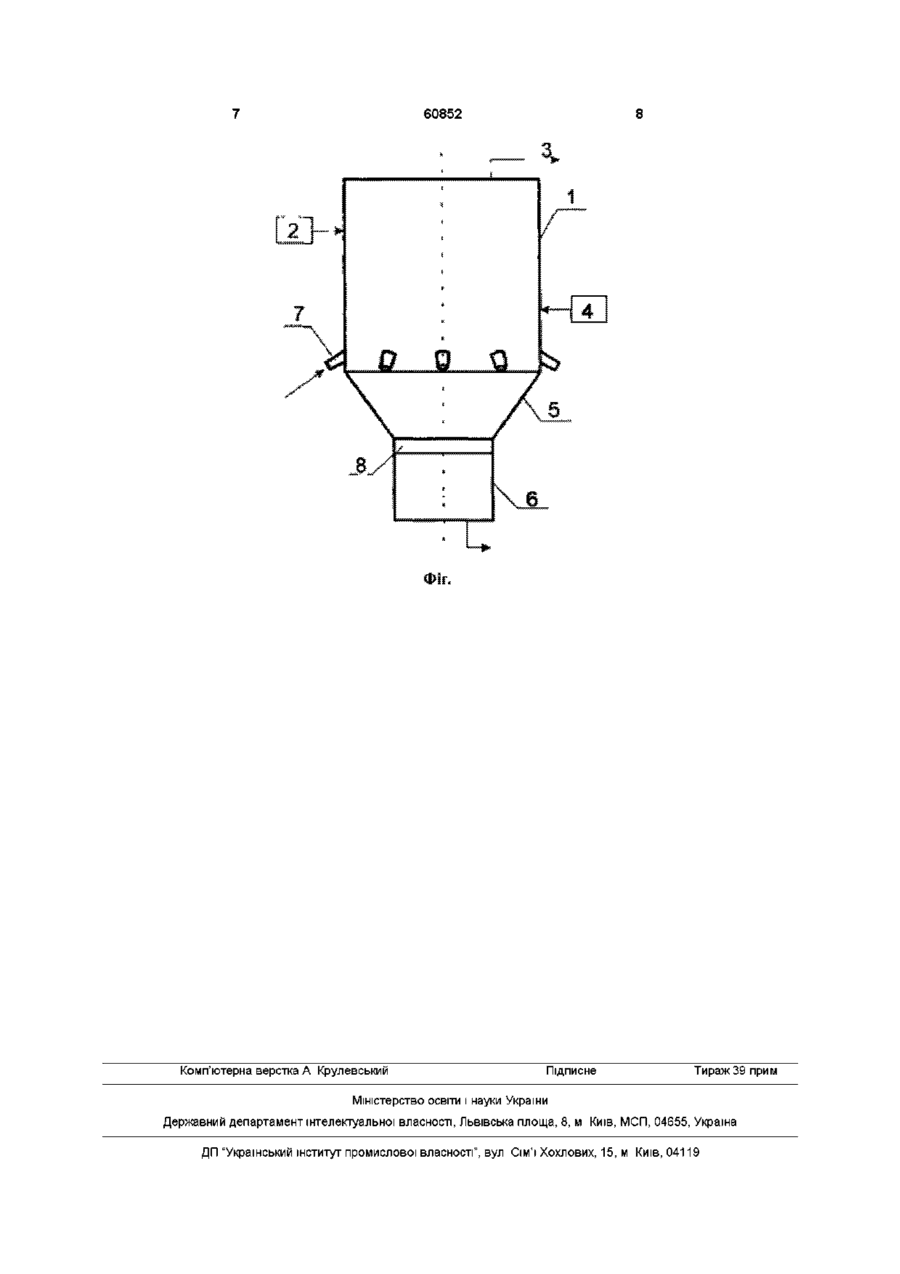
1 Спосіб переробки ВІДХОДІВ пластмасових матеріалів, у якому фрагменти пластмасових ВІДХОДІВ піддають термічній обробці, продукти обробки додають до призначеного для коксування вугілля і піддають коксуванню разом з вугіллям, який відрізняється тим, що термічну обробку фрагментів пластмасових ВІДХОДІВ ЗДІЙСНЮЮТЬ ШЛЯХОМ їхнього нагрівання до температури термічної ретракції частини ВІДХОДІВ під час взаємодії з нагрітим газопиловим потоком, продукти термічної обробки охолоджують до температури отвердіння і у разі потреби подрібнюють 2 Спосіб за п 1, який відрізняється тим, що фрагменти ВІДХОДІВ обробляють газопиловим потоком, нагрітим до температури 150-250°С 3 Спосіб за п 1 або 2, який відрізняється тим, що обробку фрагментів ВІДХОДІВ газопиловим потоком здійснюють шляхом пропущення розподіленого потоку фрагментів ВІДХОДІВ у протитечії через висхідний газопиловий потік 4 Спосіб за п 3, який відрізняється тим, що висхідний газопиловий потік завихрюють 5 Спосіб за одним з пп 1-4, який відрізняється тим, що газопиловий потік представляє собою завись вугільного пилу в суміші водяної пари і газів від спалювання природного або коксового газу 6 Спосіб за одним з пп 1-5, який відрізняється тим, що як вугільний пил використовують вугільні відходи, що утворюються в операціях з вугіллям, та (або) відходи КОКСОХІМІЧНОГО виробництва 7 Спосіб за одним з пп 1-6, який відрізняється тим, що фрагменти пластмасових ВІДХОДІВ нагрівають до температури термічної ретракції (усадки) 40-80 % загальної маси ВІДХОДІВ 8 Спосіб за одним з пп 1-7, який відрізняється тим, що продукти термічної обробки піддають механічній деформації 9 Спосіб за п 8, який відрізняється тим, що механічну деформацію здійснюють шляхом скидання продуктів термічної обробки на тверду похилу поверхню, по якій вони потім скачуються донизу 10 Спосіб за одним з пп 1-9, який відрізняється тим, що продукти термічної обробки охолоджують до температури нижче 20°С 11 Спосіб за п 10, який відрізняється тим, що охолодження здійснюють через обдув продуктів термічної обробки повітрям ю 00 о (О Винахід відноситься до способу переробки ВІДХОДІВ пластмасових матеріалів (далі ВПМ), що можуть включати пластмасову вторинну сировину, а також побутові і промислові пластмасові відходи, шляхом їхньої термічної обробки, додавання продуктів обробки до вугільної шихти для коксування і коксування разом із шихтою ВІДОМІ спроби утилізувати ВПМ шляхом їхнього додавання в різні процеси металургійного виробництва ВПМ включають зужиті пластмасові вироби у виді пластикових пляшок, обривків плівки, уламків пластмасових виробів, наприклад, корпусів електропобутових товарів, листові і дрібно шматкові промислові пластмасові відходи і схожі різнорідні фрагменти, що значно відрізняються друг від друга за формою, розмірами та насипною ЩІЛЬНІСТЮ У разі включення ВПМ до металургійного процесу необхідно забезпечити як можна однорідніші умови участі всіх ВПМ у даному процесі, так і в максимальній мірі виключити винос фрагментів ВПМ із металургійної установки газовими потоками, що відходять 3 цих умов випливає, що однієї з основних задач при переробці ВПМ у такий спосіб є нормалізація фрагментів ВПМ за розмірами і ЩІЛЬНІСТЮ Зокрема, обривки плівки, пластикові пляшки, ІНШІ тонколистові фрагменти, що 60852 легко планерують, необхідно перетворити на компактні відносно ЩІЛЬНІ грудки або шматки У патенті Японії 51-33493, 1976, описаний спосіб, у якому частки ВПМ подрібнюють до розмірів 3 від 1 до 10мм і ущільнюють до ЩІЛЬНОСТІ 0,35г/см або вище, а потім вдувають через фурму безпосередньо до доменної печі Малі розміри часток потрібні для того, щоб уникнути закупорки системи подачі великими фрагментами ВПМ, а відносна висока ЩІЛЬНІСТЬ часток необхідна для виключення миттєвого виносу матеріалу з печі Крім того, оскільки ВПМ включають компоненти, що містять хлор, то при їх спалюванні утворюється значна КІЛЬКІСТЬ токсичних і агресивних газів, небезпечних для навколишнього середовища і металургійного устаткування У патенті США №6 048 380, 2000, описаний спосіб утилізації ВПМ, у якому ВПМ нагрівають до 250-350°С, летучі токсичні продукти піролізу відокремлюють, а в'язку масу, що утворилася, розпорошують з одержанням гранулята, що потім просівають і через фурму задувають безпосередньо до доменної печі Відомий спосіб переробки ВПМ, у якому ВПМ у суміші з вуглецевим матеріалом завантажують у матеріальний циліндр зі шнеком усередині, нагрівають до температури плавлення 200-250°С и піддають ущільненню і перемішуванню через обертання шнека (патент України 24198А, 1998р 310В57/06) Одночасно шнек транспортує масу, що переробляється, уздовж циліндра, на виході якого утворюється відносно однорідна пластична маса, що потім охолоджують, подрібнюють і використовують як присадку до вугільної шихти для коксування У цьому способі прохідний перетин циліндра заповнений ВПМ, що переробляються, спочатку у виді засипної маси різнорідних фрагментів пластмаси й вуглецевого матеріалу, що у міру просування уздовж циліндра розігріваються, розм'якшуються й ущільнюються Тепло до ВПМ подається радіально через стінки циліндра, що нагрівають зовні Оскільки ЯК у насипному, так і в частково розплавленому стані ВПМ мають низьку теплопровідність, то забезпечити прогрів усієї маси ВПМ до необхідної температури (200-250°С) стає можливим лише за умови досить великій тривалості процесу нагрівання і високої інтенсивності перемішування Одночасно потрібно уникнути піролізу низькотемпературних компонентів ВПМ і виділення на цьому етапі токсичних і агресивних газів, тобто виключити нагрівання ВПМ вище 200-250°С поблизу гарячих стінок циліндра Розрахунки показують, що для забезпечення таких умов при діаметрі циліндра 2м його довжина повинна бути не менш ніж 20 діаметрів, крок шнека повинний бути близько 0,8м, а швидкість обертання шнека не повинна перевищувати 3-4 оборотів на хвилину Тоді на виході з циліндра ВПМ будуть представляти із себе густу в'язку масу з вкрапленнями вуглецевого матеріалу і фрагментів пластмаси, що не розплавилися Оскільки циліндр має температуру до 250°С, то його внутрішня поверхня по всій довжині циліндра буде покрита в'язким шаром пластмаси, що розплавилася, котра створює помітний опір пере міщенню часток під час їх перемішування і просування у напрямку до випускного кінця циліндра За оцінками, витрати механічної енергії на перемішування і переміщення ВПМ у пристрої у даний спосіб більш ніж у кілька разів перевищують енерговитрати, необхідні для нагрівання ВПМ до температури 200°С В основу винаходу поставлена задача удосконалення способу переробки фрагментованих пластмасових ВІДХОДІВ, у який ЩІЛЬНІСТЬ часток ВПМ може бути нормалізована з мінімальними витратами енергії, у який фрагменти пластмасові відходи піддають термічній обробці, продукти обробки додають до призначеного для коксування вугілля і піддають коксуванню разом з вугіллям, при цьому термічна обробка фрагментів пластмасових ВІДХОДІВ полягає в їх нагріванні до температури термічної ретракци частини ВІДХОДІВ ПІД час взаємодії з нагрітим газопиловим потоком, після чого продукти термічної обробки охолоджують до температури отвердіння і у разі потреби подрібнюють Краще, якщо фрагменти ВІДХОДІВ обробляють газопиловим потоком, нагрітим до температури 150-250°С Найдоцільніший спосіб обробки фрагментів ВІДХОДІВ газопиловим потоком полягає втому, щоб пропустити розподілений потік фрагментів ВІДХОДІВ у протитечії через висхідний газопиловий потік, що може бути додатково завихреним Газопиловий потік може представляти собою завись вугільного або іншого придатного для металургійного процесу пилу в суміші водяної пари і газів, що утворюється в металургійному або супутньому процесі при спалюванні природного або коксового газу Краще, якщо як вугільний пил використовують вугільні відходи, що утворюються у операціях з вугіллям, та (або) відходи КОКСОХІМІЧНОГО виробництва, що, як правило, у надлишку присутні на металургійних підприємствах і утилізація яких представляє собою самостійну задачу Фрагменти пластмасових ВІДХОДІВ у даний спосіб достатньо нагрівати до температури, при якій починається термічна ретракція (усадка) близько 40-80% загальної маси ВІДХОДІВ ПІСЛЯ проходження термічної обробки отримані продукти доцільно піддати механічній деформації, наприклад, шляхом їхнього скидання на тверду похилу поверхню, по якій вони потім скачуються донизу Якщо продукти термообробки мають занадто великі розміри для завантаження до коксової печі, їх необхідно піддати додатковому здрібнюванню, для чого попередньо вони повинні бути охолоджені до температури 20°С або нижче, при якій спостерігається окрихчування більшості ВПМ, що пройшли термообробку Охолодження може бути виконане через обдув продуктів термічної обробки повітрям або у будь-який інший придатний спосіб Спосіб може бути здійснений у звичайній циклонній установці, схематично показаній на прикладеному кресленні Установка містить циліндричний корпус 1, до верхньої частини якого приєднані пристрій 2 для дозування і завантаження ВПМ і трубопровід 3 для виводу відпрацьованих газів, що далі йде до при строїв для очищення газів (на фіг не показані) Пристрій для подачі пилоподібних вугільних ВІДХОДІВ 4 у виді фурми або шнекового дозатора підключений до установки в середній або нижній частині корпуса 1 Нижня частина установки містить такий, що звужується донизу, конусний сегмент 5, до вузької частини якого підходить пристрій 6 для збору і вивантаження продуктів, що через транспортер зв'язаний з відділенням завантаження коксової батареї (на фіг не показане) Між конусним сегментом і циліндричною частиною корпуса 1 розміщені кілька сопел 7 для подачі гарячих газів або пари Гарячі гази або пара можуть подаватися через сопла 7 разом із вугільним пилом, і тоді необхідність в окремому пристрої 4 для подачі вугільного пилу відпадає Кожне із сопел 7 нахилене відносно до радіуса установки убік і нагору для того, щоб створюваний ними потік газу або пари був закручений по ВИСХІДНІЙ нагору спіралі Між пристроєм вивантаження 6 і конусним сегментом 5 розміщений пристрій 8 для подачі охолоджувального середовища, наприклад, холодного повітря До верхньої частини установки за допомогою завантажувального пристрою 2 подають ВПМ у виді обривків плівки, пляшок, уламків пластмасових виробів, пластикового упаковки тощо, а за допомогою пристрою 4 - пилоподібні відходи вугілля Одночасно через сопла 7 до установки кількома похилими струменями подають відпрацьовані гази або пару при температурі 150-250°С, можливо разом із вугільним пилом, у результаті чого в циліндричній частині установки формується стійкий закручений по спіралі висхідний гарячий газопиловий потік Фрагменти ВПМ підхоплюються цим потоком, протягом деякого проміжку часу парять у ньому і поступово нагріваються Відпрацьовані гази відводять через трубопровід З Фрагменти ВПМ поступово нагріваються в газопиловому потоці і при досягненні температури термічної ретракци (усадки) - для 40-80% компонентів ВПМ ця температура є 180-220°С - розм'якшуються, втрачають форму і починають агломеруватися, тобто перетворюватися на компактні грудки, що вже не можуть парити в газопиловому потоці й обсипаються донизу Від взаємодії з гарячим повітрям на поверхні цих розм'якшених грудок пластмаси утворюються локальні зони перегріву, у яких пластмаса стає в'язкою або напівв'язкою і на які негайно налипає вугільний пил, що міститься в газопиловому потоці, утворюючи суху вугільну кірку У процесі подальшого падіння грудок через циліндричну зону установку ця кірка перешкоджає їхньому злипанню й утворенню конгломератів Оскільки газопиловий потік закручений, то й грудки ВПМ також набувають спадаючої спіральної траєкторії, завдяки чому вони переміщуються в периферійні зони установки і більшість з них при досягненні нижньої частини установки падають на похилу конічну поверхню сектора 5 установки і 60852 скачуються по ній донизу Завдяки наявності вугільної кірки на поверхні грудок вони, по-перше, не прилипають до конічної поверхні, а по-друге, набувають округлої форми і додатково ущільнюються Скачуючись по КОНІЧНІЙ поверхні сектора 5 грудки ВПМ попадають до зони охолодження 8, де вони охолоджуються до температури близько 20°С потоком холодного повітря, що подають через пристрій 8, за допомогою пристрою вивантаження виводяться з установки і далі подаються до відділення завантаження коксової батареї, де їх змішують із призначеним для коксування вугіллям і разом з цим вугіллям подають до коксової батареї для коксування У разі необхідності термічно оброблені ВПМ після охолодження можуть бути просіяні, великі шматки можуть бути додатково здрібнені або можуть бути застосовані ІНШІ корисні технологічні операції, що не входять до предмету домагань за даною заявкою Альтернативно установка може містити спеціальні пристрої для завихрення потоків газу й ВПМ, наприклад, ротор з декількома радіальними лопатями, що проходить по осі установки Обертання такого ротора дозволить не лише одержати потрібну інтенсивність обертання потоків усередині установки, але й автоматично забезпечить очищення поверхонь установки від розм'якшених шматків ВПМ, що налипають на них Важливо, що при розігріві плівкових ВПМ, зважених у гарячому газопиловому потоці і їхньому циркулярному русі уздовж стінок камери, частки ВПМ знаходяться в зоні нагрівання стільки часу, скільки потрібно для їхньої агломерації Як тільки частки агломерату досягають певного розміру, вони опускаються в нижню частину камери Отже, агломерат маєвідносно однорідний гранулометричний склад, що важливо для здрібнювання на наступних етапах переробки Крім того, у процесі термообробки ВПМ перетерплюють перекристалізацію і модифікування вуглецевими наповнювачами, що переводить полімери з в'язко-пружної до пружну-крихкої форми Подальше охолодження агломерату безпосередньо перед дробленням дозволяє перевести полімери з пластичного стану до крихкого Швидке і рівномірне нагрівання ВПМ у зваженому стані обумовлює високу швидкість процесу і його продуктивність Використання як джерело тепла топкових газів або м'якої пари обумовлює економічність процесу переробки ВПМ у порівнянні з існуючими технологіями Завдяки великій різниці у ВІДНОСНІЙ поверхні часток агломерованих і неагломерованих ВПМ, процес легко регулюється через зміну швидкості газового потоку в камері Установка з робочим обсягом 40-50м3 дозволяє задовольнити потреби в присадці до шихти для коксування невеликого КОКСОХІМІЧНОГО заводу продуктивністю 1000-1500т коксу на добу і при цьому утилізувати до 150т ВПМ 60852 Комп'ютерна верстка А Крулевський Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of plastic waste
Автори англійськоюVlasov Hennadii Oleksandrovych, Madatov Artem Valeriiovych
Назва патенту російськоюСпособ переработки отходов пластмассовых материалов
Автори російськоюВласов Геннадий Александрович, Мадатов Артем Валерьевич
МПК / Мітки
МПК: C08J 9/00, B29C 71/00
Мітки: переробки, відходів, матеріалів, пластмасових, спосіб
Код посилання
<a href="https://ua.patents.su/4-60852-sposib-pererobki-vidkhodiv-plastmasovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб переробки відходів пластмасових матеріалів</a>
Спосіб переробки пластмасової утильсировини або пластмасових відходів
Номер патенту: 39203
Опубліковано: 15.06.2001
Автори: Рупп Мартін, Холігхаус Рольф, Німанн Клаус
МПК: B29B 17/00, C10G 1/00, C08J 11/12, C08J 11/16, C10G 45/02, B09B 3/00, C10J 3/00, C08J 11/10, C10L 1/00
Мітки: пластмасової, пластмасових, відходів, переробки, утильсировини, спосіб
Формула / Реферат:
1. Способ переработки пласмассового утильсырья или пластмассовых отходов с получением химического сырья и компонентов жидкого топлива путем деполимеризации исходных материалов без добавки водорода с получением летучей фазы и деполимеризата в виде перекачиваемой фазы, отличающийся тем, что летучую фазу разделяют на газовую и конденсат, который подвергают стандартным нефтеперерабатывающим процессам, а перекачиваемую фазу подвергают жидкофазной...
Спосіб використання пластмасових вторинних матеріалів або відходів
Номер патенту: 48954
Опубліковано: 16.09.2002
Автори: Німанн Клаус, Холігхаус Рольф, Штрекер Клаус
МПК: C10G 1/00
Мітки: спосіб, пластмасових, використання, вторинних, матеріалів, відходів
Формула / Реферат:
1. Способ использования пластмассовых вторичных материалов или отходов, в котором пластмассовые вторичные материалы или отходы деполимеризуют при повышенной температуре, при необходимости с добавлением вспомогательной жидкой фазы, растворителя или смеси растворителей, и образующиеся газообразные и конденсируемые продукты деполимеризации (конденсат), а также пригодную к перекачиванию вязкую, содержащую продукты деполимеризации кубовую фазу...
Спосіб подавання твердих промислових і побутових відходів низької густини для термічної переробки
Номер патенту: 36328
Опубліковано: 16.04.2001
Автор: Федін Олександр Володимирович
Мітки: твердих, побутових, термічної, подавання, переробки, спосіб, густини, низької, відходів, промислових
Текст:
...сумішшю 7 до простих неорганічних сполук за допомогою розсіювача 8. Одночасно проходить регенерація металу з можливістю подальшого використання для термічної переробки відходів. Надлишок газу 9 скидається для можливої очистки. Перевага даного способу порівняно з відомими у тому, що при зануренні відходів під шар рідкого металу запропонованим способом не використовуються будь-які механічні засоби (типу конвеєрних чи контейнерних): опір...
Спосіб переробки відходів тваринництва
Номер патенту: 42920
Опубліковано: 15.11.2001
Автори: Гіль Зинаіда Петрівна, Стрелков Ігор Васильйович, Макаров Олександр Олександрович, Прогнімак Олексій Михайлович, Соловей Віктор Васильйович
МПК: C02F 11/10
Мітки: переробки, відходів, тваринництва, спосіб
Формула / Реферат:
Спосіб переробки відходів тваринництва, який складаэться з розділення відходів на тверду та рідку фракції, термічної обробки, біологічної переробки, який відрізняється тим, що термічну обробку твердої фракції відходів проводять з добавкою водню в кількості 1-2%, при цьому двоокис вуглецю, який каталітично виділяють в процесі термічної обробки твердої фракції, а також кисень та активний водень, які одержують електролітично, використовують для...
Спосіб переробки вапнякових відходів, спосіб виробництва офлюсованого агломерату з використанням вапнякових відходів та пристрій для їх переробки
Номер патенту: 38532
Опубліковано: 15.05.2001
Автори: Петров Олег Миколаєвич, Чернокур Іван Григорович, Чумак Сергій Степанович, Горбатов Віячеслав Іванович, Бойко Володимир Семенович, Мартюк Олександр Єгорович, Симоненко Володимир Іванович, Борисов Валентин М ихайлович, Гармаш Микола Іларіонович, Баклагов Сергій Григорович, Сторчак Сергій Олександрович, Дриженко Анатолій Юрійович, Дуганов Борис Георгійович, Вілкул Юрій Григорович, Жунько Леонід Михайлович, Сабадир Микола Павлович, Грищенко Сергій Георгійович, Базарний Валентпн Данилович, Матяж Микола Нестерович, Насекан Олександр Олександрович, Колосов Валерій Олександрович, Танай Віктор Петрович
Мітки: виробництва, вапнякових, переробки, офлюсованого, використанням, пристрій, агломерату, відходів, спосіб
Текст:
...менший період часу, що скорочує кількість спожитого палива (газу). Також зменшується споживання електроенергії на аглофабриці, так як вапнякові відходи не потрібно переробляти. В умовах аглофабрики Південного ГЗКа були виконані лабораторні та виробничі дослідження. Для цього бралися міцні вапняки Каракубського родовища, а також пористі вапняки-ракушняки з Криму. Результати досліджень приведені у таблиці. З приведеної таблиці видно, що...
Попередній патент: Спосіб одержання багатошарового порошкового функціонального градієнтного матеріалу
Наступний патент: Спосіб лікування субатрофічних і атрофічних захворювань верхніх дихальних шляхів
Випадковий патент: Пристрій для оброблення рідинних або комбінованих середовищ в режимах дискретно-імпульсних технологій