Спосіб одержання багатошарового порошкового функціонального градієнтного матеріалу
Номер патенту: 60592
Опубліковано: 15.10.2003
Автори: Ковзік Анатолій Миколайович, Рослик Ірина Генадіївна, Острик Петро Миколайович, Грещік Анатолій Михайлович, Клименко Фелікс Костянтинович, Внуков Олександр Олександрович
Формула / Реферат
1. Спосіб одержання багатошарового порошкового функціонального градієнтного матеріалу, що включає пресування основного і допоміжного шарів та їх спільне спікання, який відрізняється тим, що пресування основного і допоміжного шарів здійснюють спільно, причому до одного допоміжного шару додатково додають чотири допоміжних шари з порошків конструкційних сталей, що напресовують на основний шар із порошку корозійностійкої сталі після пошарового засипання при тиску 700 – 800 МПа з наступним спіканням у середовищі осушеного водню при температурі 1230 - 1250°С протягом 2 - 2,5 годин.
2. Спосіб за п. 1, який відрізняється тим, що основний шар має склад, мас. %:
нікель
17,8-18,2
ферохром
29,8-30,0
вуглець
0,018-0,022
залізо
решта,
допоміжний шар має склад, мас. %:
ферохром
10,2-10,6
вуглець
0,65-0,73
залізо
решта,
перший додатковий допоміжний шар має склад, мас. %:
нікель
8,8-9,0
ферохром
29,8-30,0
феромарганець
11,5-11,9
вуглець
0,018-0,022
залізо
решта,
другий додатковий допоміжний шар має склад, мас. %:
нікель
2,8-3,2
ферохром
27,0-27,6
феромарганець
19,3-19,7
вуглець
0,018-0,022
залізо
решта,
третій додатковий допоміжний шар має склад, мас. %:
ферохром
19,3-19,7
феромарганець
12,8-13,3
вуглець
0,09-0,12
залізо
решта,
четвертий додатковий допоміжний шар має склад, мас. %:
ферохром
12,8-13,3
феромарганець
6,4-6,6
вуглець
0,37-0,43
залізо
решта.
Текст
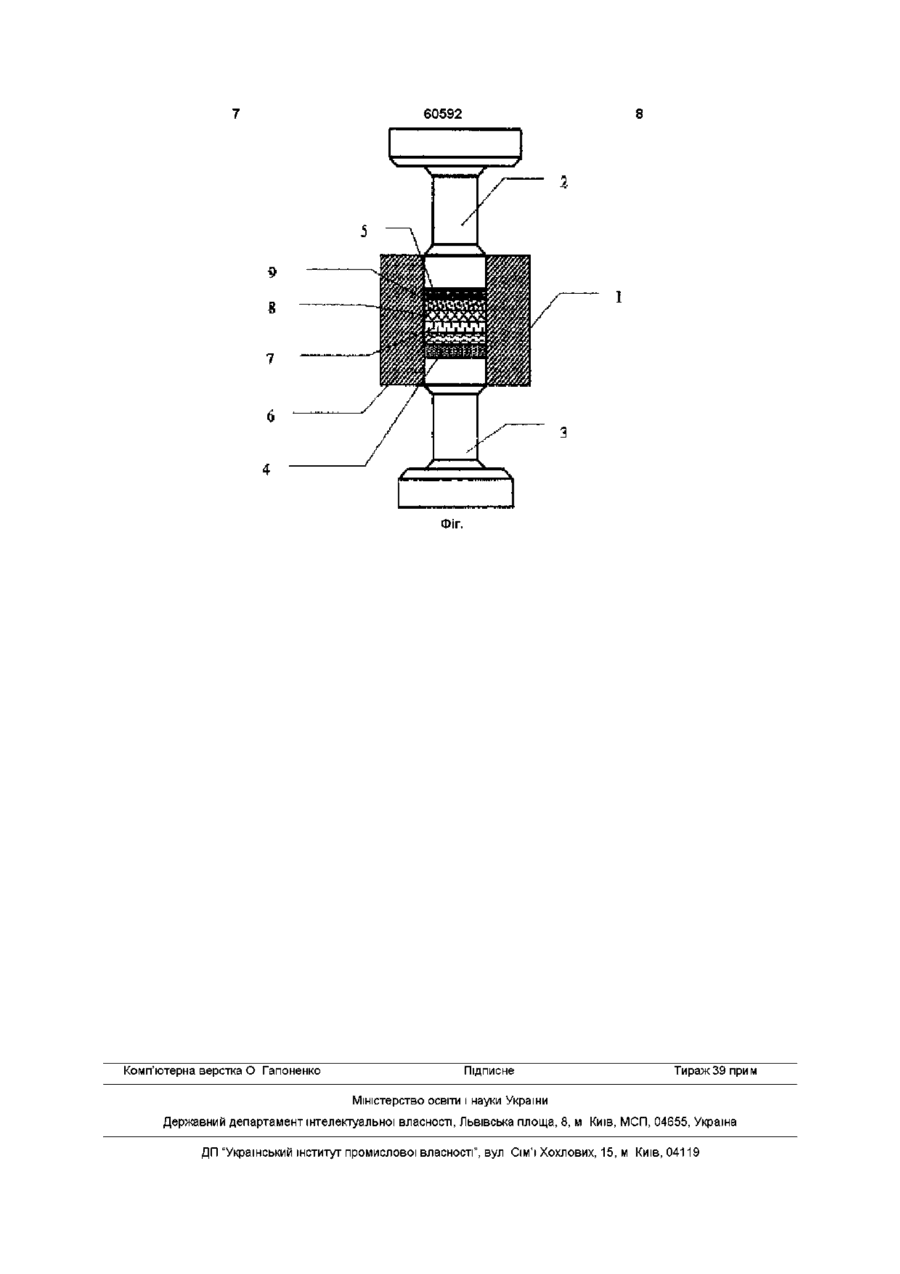
1 Спосіб одержання багатошарового порошкового функціонального градієнтного матеріалу, що включає пресування основного і допоміжного шарів та їх спільне спікання, який відрізняється тим, що пресування основного і допоміжного шарів здійснюють спільно, причому до одного допоміжного шару додатково додають чотири допоміжних шари з порошків конструкційних сталей, що напресовують на основний шар із порошку корозійностійкої сталі після пошарового засипання при тиску 700 - 800 МПа з наступним спіканням у середовищі осушеного водню при температурі 1230 - 1250°С протягом 2 - 2,5 годин 2 Спосіб за п 1, який відрізняється тим, що основний шар має склад, мас % нікель 17,8-18,2 ферохром 29,8-30,0 вуглець 0,018-0,022 залізо решта, допоміжний шар має склад, мас % Винахід належить до галузі порошкової металурги, зокрема до способів виготовлення комбінованих виробів із різнорідних порошкових високолегованих сплавів для роботи в агресивних середовищах Відомий спосіб одержання спечених твердосплавних шаруватих виробів, що включає пошарове засипання порошків у прес - форму, спільне пресування шарів, попереднє спікання пресовок у середовищі захисного газу і спікання у вакуумі, 10,2-10,6 ферохром 0,65-0,73 вуглець залізо решта, перший додатковий допоміжний шар має склад, мас % нікель 8,8-9,0 ферохром 29,8-30,0 феромарганець 11,5-11,9 вуглець 0,018-0,022 залізо решта, другий додатковий допоміжний шар має склад, мас % нікель 2,8-3,2 ферохром 27,0-27,6 феромарганець 19,3-19,7 вуглець 0,018-0,022 залізо решта, третій додатковий допоміжний шар має склад, мас % ферохром 19,3-19,7 феромарганець 12,8-13,3 вуглець 0,09-0,12 залізо решта, четвертий додатковий допоміжний шар має склад, мас % ферохром 12,8-13,3 феромарганець 6,4-6,6 вуглець 0,37-0,43 залізо решта ВІДПОВІДНО до якого з метою зниження короблення виробів, у порошок із меншою усадкою добавляють у порошковому виді окис, гідроокис або сіль одного з компонентів металевої зв'язки, або солі амонію, причому маса речовини, що добавляється, визначається за формулою (Авт св СРСР №1227338, B22F7/02, Бюл №16 від ЗО 04 86) m=yV(si+s2)/© де у - ЩІЛЬНІСТЬ доданого матеріалу, ^-> ^« о> ю о (О 60592 температурі 1230-1250°С протягом 2-2,5 годин, іншою ВІДМІННІСТЮ є те, що основний шар має склад, мас % нікель 17,8-18,2 ферохром 29,8-30,0 вуглець 0,018-0,022 залізо інше Допоміжний шар має склад, мас % ферохром 10,2-10,6 вуглець 0,65-0,73 залізо інше Перший додатковий допоміжний шар має склад, мас % нікель 8,8-9,0 ферохром 29,8-30,0 феромарганець 11,5-11,9 вуглець 0,018-0,022 залізо інше Другий додатковий допоміжний шар має склад, мас % нікель 2,8-3,2 ферохром 27,0-27,6 феромарганець 19,3-19,7 вуглець 0,018-0,022 залізо інше Третій додатковий допоміжний шар має склад, мас % ферохром 19,3-19,7 Відомий спосіб вирішує задачу одержання маферомарганець 12,8-13,3 гнитопроводів і технологічно складний із - за необвуглець 0,09-0,12 хідності складання підпресованих пакетів перед залізо інше залишковим пресуванням Четвертий додатковий допоміжний шар має Найбільше близьким по технічній сутності і ресклад, мас % зультату, досягнутому при використанні, до спософерохром 12,8-13,3 бу, що заявляється, є виготовлення багатошароферомарганець 6,4-6,6 вих твердосплавних виробів, що включає пресувуглець 0,37-0,43 вання основного і допоміжного шарів і їхнє спільне залізо інше спікання, ВІДПОВІДНО до якого з метою винятку По даним, що є у авторів, сукупність ознак, що розшарування і підвищення якості твердосплавних заявляється, яка характеризує сутність винаходу, ріжучих пластин, основний і допоміжний шари преневідома з рівня техніки Отже винахід, що заявсують роздільно, потім наносять металевий пороляється, відповідає критерію «новизна» шок, поверх накладають спресований основний шар і проводять спікання по режимі спікання осноЗагальними ознаками винаходу, що заявлявною шару (Авт св СРСР №509011, B22F7/02, ється, і прототипу є пресування основного і допоБюл №3 від 25 09 76) міжного шарів і їхнє спільне спікання Вирізняльні ознаки зазначені вище У описаному способі пресування основного і ДОЦІЛЬНІСТЬ вирізняльних ознак обумовлена допоміжного шарів відбувається роздільно, що наступним Спільне пресування основного і допоускладнює технологію Необхідність уведення між міжного шарів дозволяє зменшити число технолошарами металевого порошку також ускладнює гічних операцій за рахунок винятку стадій повтортехнологію і веде до збільшення витрат ного пресування і нанесення металевого порошку У основу винаходу поставлена задача удоскона допоміжний шарк перед спіканням З-за відсутналювання технології виробництва спечених шаності необхідності в нанесенні металевого порошруватих порошкових матеріалів шляхом скороченку знижуються витрати на матеріали Введення ня КІЛЬКОСТІ технологічних операцій, поліпшення додаткових чотирьох допоміжних шарів дозволить якості виробів шляхом збільшення МІЦНОСТІ збільшити МІЦНІСТЬ виробу і, як слідство, поліпшити Задача вирішується тим, що у відомому спойого якість Величина тиску пресування, яка скласобі одержання багатошарових твердосплавних дає 700-800МПа забезпечує необхідну МІЦНІСТЬ виробів, що включає пресування основного і досирої пресовки При відхиленні від вказаних знапоміжного шарів і їхнє спільне спікання ВІДПОВІДНО чень у меншу сторону пластична деформація часдо винаходу, що заявляється, пресування основток не встигає пройти в повному обсязі і МІЦНІСТЬ ного і допоміжних шарів здійснюють спільно, при сирої пресовки є недостатньою для подальшого цьому до одного допоміжного шару додатково доопрацювання заготівлі Якщо перевищити зазнадають чотири допоміжних шари з порошків консчений тиск, відбувається перепресування порошку трукційних сталей, що напресовують на основний і розшарування заготівлі після витягу и з прес шар із порошку корозійностійкої сталі після пошаформи Режим спікання (2-2,5 години, 1230рового засипання при тиску 700-800МПа з наступ1250°С, водень) обумовлений необхідністю ствоним спіканням у середовищі осушеного водню при V - об'єм шару із порошку з меншою усадкою, єі - коефіцієнт об'ємної усадки шару із порошку з більшою усадкою, S - коефіцієнт об'ємної усадки шару із порош2 ку з меншою усадкою, © - об'ємна частка летючих компонентів доданого матеріалу Відомий спосіб вирішує задачу одержання твердих сплавів і технологічно складний із - за використання попереднього спікання в захисному середовищі і повторного у вакуумі Відомий спосіб виготовлення спечених багатошарових виробів, що включає формування пакетів шляхом пошарового засипання порошків різноманітної крупності в прес -форму, підпресовку кожного шару і спікання, ВІДПОВІДНО ДО ЯКОГО З метою забезпечення в магнитопроводах детектування магнітного поля у змінних полях, формування пакетів здійснюють із порошків із крупністю часток 315-40мкм із зменшенням крупности часток у кожному наступному шару на 16-35мкм, підпресовку шарів у кожному з пакетів проводять при постійному тиску 2500-800МПа зі зменшенням тиску пресування кожного з наступних пакетів на ЗООМПа, перед спіканням пакети збирають і пресують (Авт св СРСР №725820, B22F7/02, Бюл №13 від 05 04 80) 60592 рення в матеріалі основного шару аустенітної структури, що забезпечує високу корозійну СТІЙКІСТЬ Водень захищає матеріал від окислювання і інтенсифікує процес спікання Сутність винаходу, який заявляється, не випливає явною уявою з відомого заявнику й авторам рівня техніки Сукупність ознак, що характеризують ВІДОМІ рішення, не забезпечують досягнення нових властивостей і лише наявність перерахованих вирізняльних ознак дозволить одержати новий технічний результат Отже винахід, що заявляється, відповідає критерію «винахідницький рівень» Спосіб пояснюється графічно, де на фігурі зображена схема пошарового засипання порошку в прес - форму Пресе - форма складається з матриці 1, нижнього пуансона 2, верхнього пуансона З У гніздо матриці засипані шари основний 4, допоміжний 5, перший додатковий допоміжний 6, другий додатковий допоміжний 7, третій додатковий допоміжний 8, четвертий додатковий допоміжний 9 У матеріалі, що заявляється, створюють однонаправлений дискретний градієнт ХІМІЧНОГО складу від однієї поверхні матеріалу до іншої Таким чином, схема побудови досліджуваних шарів така Нижній ОСНОВНИЙ шар, що несе функціональне навантаження, - порошкова нержавіюча сталь марки Х23Н18, %С=0,02 (поз 4) У перший додатковий допоміжний шар до складу матеріалу вводять марганець, замінюючи їм частину нікелю (Х23Н9Г9, %С=0,02, поз 6) В другому додатковому допоміжному шарі КІЛЬКІСТЬ нікелю стає ще менше, КІЛЬКІСТЬ марганцю збільшується і поступово знижується КІЛЬКІСТЬ хрому (Х21НЗГ15, %С=0,02, поз 7) У результаті, третій (Х15Г10, %С=0,1 поз 8) і четвертий (Х10Г5, %С=0,4, поз 9) додаткові ДОПОМІЖНІ шари не містять нікелю, при цьому КІЛЬКІСТЬ хрому і марганцю в них зменшується Допоміжний шар несе на собі функцію міцної механіч ної основи і визначає конструктивну МІЦНІСТЬ матеріалу в цілому (Х8, %С=0,7, поз 5) У якості вихідних складових для одержання експериментальних зразків використовувалися такі види порошкових матеріалів порошок залізний розпилений марки ПЖР З 200 28, порошок нікелю карбонільний марки ПНК-1, ферохром марки ФХ-010, феромарганець марки МР1, графіт олівцевий марки ПС-1 У якості мастила для полегшення пресування порошкових сумішей у гніздо матриці був введений цинк стеаринове - кислий Насипна ЩІЛЬНІСТЬ 3 порошку нікелю повинна бути не менше 3,4г/см Хром і марганець у шихту вводять у виді феросплавів Fe - Сг марки ФХ-010 (70% Сг, 0,1% С) і Fe - Мп марки МР1 (96,5% Мп, 0,1% С) ДСТ 600882 їх розмелюють у кульовому млині протягом 5 годин, після чого відсівають фракцію - 200мкм, залишок йде на повторний розмел Змішування компонентів здійснювали в змішувачі барабанної конструкції без захисної атмосфери, ємністю 200л Швидкість обертання барабана складає 40-50об/хв Змішування робили протягом З годин Пресування здійснювали на гідравлічному пресі шляхом послідовного засипання одного шару на інший і спільне пресування Тиск пресування складає 700-800МПа Спікання робили в муфельній електропічі в середовищі осушеного водню при температурі 1230-1250°С, час витримки складав 2-2,5 години Дослідження проводили в лабораторії кафедри порошкової металургії і захисту металів Національної металургійної академії України Порівняльна характеристика технологічних параметрів і властивостей засобу, що заявляється, і прототипу приведена в таблиці Таблиця Порівняльна характеристика способу, що заявляється, і прототипу Стадія виготовлення чи характеристика матеріалу Пресування шарів Нанесення металевого порошку Спікання МІЦНІСТЬ на розрив, МПа Технологічний режим чи прототип Роздільне, у два прийому, тиск пресування не вказаний Наносять поміж шарів Спільне, робоче середовище - вакуум, температура -1440-1500°С, час спікання - не вказаний Нема даних Дані таблиці свідчать про ефективність способу, що заявляється, у порівнянні з прототипом Скорочується число технологічних операцій, відпадає необхідність у введенні між шарами металевого порошку, що скорочує витрати на матеріали При цьому отриманий матеріал має високу МІЦНІСТЬ значення характеристики спосіб, що заявляється Спільне, тиск пресування 700800МПа Не наносять Спільне, робоче середовище - водень, температура -1230-1250°С, час спікання - 2-2,5 години 390-420 Винахід, що заявляється, грунтується на наукових даних, підтверджених експериментально, що можуть бути відтворені, утому числі в промислових умовах Таким чином винахід, що заявляється, відповідає критерію «промислова придатність» 60592 Фіг. Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production multilayered powder functional gradient material
Автори англійськоюOstrik Petro Mykolaiovych, Vnukov Oleksandr Oleksandrovych, Klimenko Feliks Kostiantynovych, Roslyk Iryna Hennadiivna
Назва патенту російськоюСпособ получения многослойного порошкового функционального градиентного материла
Автори російськоюОстрик Петр Николаевич, Внуков Александр Александрович, Клименко Феликс Константинович, Рослик Ирина Геннадиевна
МПК / Мітки
МПК: B22F 7/02
Мітки: градієнтного, матеріалу, одержання, спосіб, багатошарового, функціонального, порошкового
Код посилання
<a href="https://ua.patents.su/4-60592-sposib-oderzhannya-bagatosharovogo-poroshkovogo-funkcionalnogo-gradiehntnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання багатошарового порошкового функціонального градієнтного матеріалу</a>
Спосіб одержання багатошарового плівкового полімерного матеріалу
Номер патенту: 58624
Опубліковано: 15.08.2003
Автор: Галкін Олександр Олексійович
МПК: B29C 47/14, C08L 53/00, B32B 37/00
Мітки: одержання, плівкового, багатошарового, матеріалу, спосіб, полімерного
Формула / Реферат:
1. Спосіб одержання багатошарового плівкового полімерного матеріалу сумісною екструзією декількох розплавів полімерів, подальшою термомеханічною обробкою утвореного з'єднаними шарами полімерів листа, внутрішню частину якого виготовляють з полістиролу, розміщеного між двома шарами суміші полістиролу та стиролбутадієнового співполімеру, який відрізняється тим, що додатково в процесі екструзії на зовнішні поверхні листа наносять шари поліолефіну...
Спосіб одержання порошкового композиційного матеріалу
Номер патенту: 13130
Опубліковано: 28.02.1997
Автори: Купрієнко Олена Павлівна, Максунов Сергій Євгенович, Рунова Раїса Федорівна, Краснянський Григорій Єфимович
Мітки: спосіб, порошкового, матеріалу, одержання, композиційного
Формула / Реферат:
(57) Способ получения порошкового композиционного материала, включающий гидратацию дисперсного силикатного вещества нестабильной кристаллической структуры, его смешивание в количестве 75-80 об.% с металлическим порошком и формование материала, отличающийся тем, что после формования через материал пропускают переменный электрический ток промышленной частоты напряжением 200-230В в течение 3-10с.
Спосіб одержання багатошарового листового прокату з багатошарового злитка
Номер патенту: 22856
Опубліковано: 05.05.1998
Автори: Кондратенко Віталій Михайлович, Штехно Олег Миколайович, Паргамонов Євген Олександрович, Мовшович Вілорд Соломонович, Соколов Юрій Іванович, Сацький Віталій Антонович, Кудрин Володимир Іванович, Дмітрієв Юрій Володимирович, Хижняк Дмитро Дмитрович
МПК: B21B 3/00
Мітки: прокату, листового, багатошарового, одержання, злитка, спосіб
Формула / Реферат:
Способ получения многослойного листового проката из многослойного слитка, преимущественно из нержавеющих сталей ферритного класса, включающий нагрев слитка, прокатку его на сляб, нагрев сляба под прокатку, его последующую прокатку и термическую обработку проката, отличающийся тем, что нагрев слитка производят до температуры 950-1170°С, прокатку его на сляб заканчивают при температуре 800-900°С при единичном относительном обжатии слитка...
Спосіб виготовлення багатошарового композиційного ізоляційного матеріалу
Номер патенту: 43931
Опубліковано: 15.01.2002
Автори: Капіруля Володимир Михайлович, Мельник Тетяна Михайлівна
МПК: H01B 3/02
Мітки: матеріалу, виготовлення, композиційного, спосіб, ізоляційного, багатошарового
Формула / Реферат:
Спосіб виготовлення багатошарового композиційного ізоляційного матеріалу, при якому на органічну підкладку наносять зв'язуюче, що містить каучук, видаляють розчинник і дублюють з термостійким волокном, який відрізняється тим, що електроізоляційний матеріал з боку термостійкого волокна дублюють з другою органічною підкладкою з нанесеним на її поверхню зв'язуючим, а як зв'язуюче використовують суміш уретанового каучуку з отверджувачем...
Спосіб одержання багатошарового каркасного покриття на поверхні виробу
Номер патенту: 33254
Опубліковано: 15.02.2001
Автори: Алексеєнко Олексій Вікторович, Ковбасенко Віктор Васильович, Веселов Борис Олексійович, Алєксєєв Віктор Іванович, Олексюк Олег Володимирович
МПК: C23C 4/06, F16C 33/04, C23C 10/00
Мітки: спосіб, виробу, одержання, покриття, каркасного, багатошарового, поверхні
Текст:
...-'l _'\.'jJ ,J. тт—.ТРІ ЇЛ ^ птіія штяіи%г ттгчтіі глгча ТЗ _Г*1 А Л J H_ 'J. J. 1 *1 »ді тгиплп аиіііігілтлтп'їпіпт. ^ TTr SH iT \Л ^ ^ ъугг \г \р, \ЛГ\ ТГГ\тр1Я\А ТТІ ТТ Ті ї-"-. rt if-^Tl T T CiT J^r Д А ' —» с li J.,t l A W '4\. 'l ft li ' гЬт-^оуттї егтп Йї nm j dr iVt nn і l l ji j W { . ' J V i i l U 4-цП-1V it Ч ЇЛІІ^ЧЛ ] - A зернистістю 2-3 мм. Бри тиску повітря gsr0.4 мпа та його витраті 0^=5 м/год. На ...
Попередній патент: Спосіб прогнозування розвитку толерантності до гемодинамічного ефекту пролонгованих нітратів у хворих на нестабільну стенокардію
Наступний патент: Спосіб переробки відходів пластмасових матеріалів
Випадковий патент: Спосіб отримання похідних 3-гідроксі-5-оксо-2,3,4,5,6,7-гексагідротіазоло[3,2-a]піридинів