Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Кузнєцов Юрій Миколайович, Вачев Ангел Атанасов, Самойленко Олексій Васильович

Формула / Реферат
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної полігональної поверхні, з можливістю обробки зовнішньої полігональної поверхні у вигляді сліду неперервної замкненої циклоїдальної кривої.
2. Спосіб за п. 1, який відрізняється тим, що оброблювана полігональна поверхня в поперечному перерізі описується системою параметричних рівнянь як функція часу:
x(t) = е - соs((ωe – ω3 ) • t) + R •соs (ωr - (ωе - ωз)) • t)
y(t) = e · sin{(ωе – ω3)· t) – R · sin –((ω r - (ωе – ω3 ) ·t)
де x(t) і y(t) - координати точок траєкторії вершин різців в поперечному перерізі
оброблюваної полігональної поверхні;
е - відстань між осями різцевої головки та оброблюваної полігональної поверхні;
ωе - кутова швидкість обертання різцевої головки навколо осі оброблюваної
полігональної поверхні, ωе = const;
ω3 - кутова швидкість обертання заготовки навколо осі оброблюваної полігональної поверхні, ω3 = const;
t - час;
R - радіус кола, що проходить через вершини різців;
ω r - кутова швидкість обертання різцевої головки навколо своєї осі, ω r = const.
3. Пристрій для обробки зовнішніх полігональних поверхонь, що містить різцеву головку з розташованими по колу різцями, механізми поздовжньої подачі та обертання різцевої головки навколо своєї осі, який відрізняється тим, що оснащений механізмом для обертання різцевої головки навколо осі оброблюваної полігональної поверхні, причому вісь різцевої головки знаходиться всередині оброблюваної полігональної поверхні, а вершини різців спрямовані до осі головки.
4. Пристрій за п. З, що містить корпус з розташованими по колу різальними елементами, який відрізняється тим, що його оснащено різальними елементами у вигляді обертового лезового або абразивного інструменту та механізмом для їх примусового обертання.
Текст
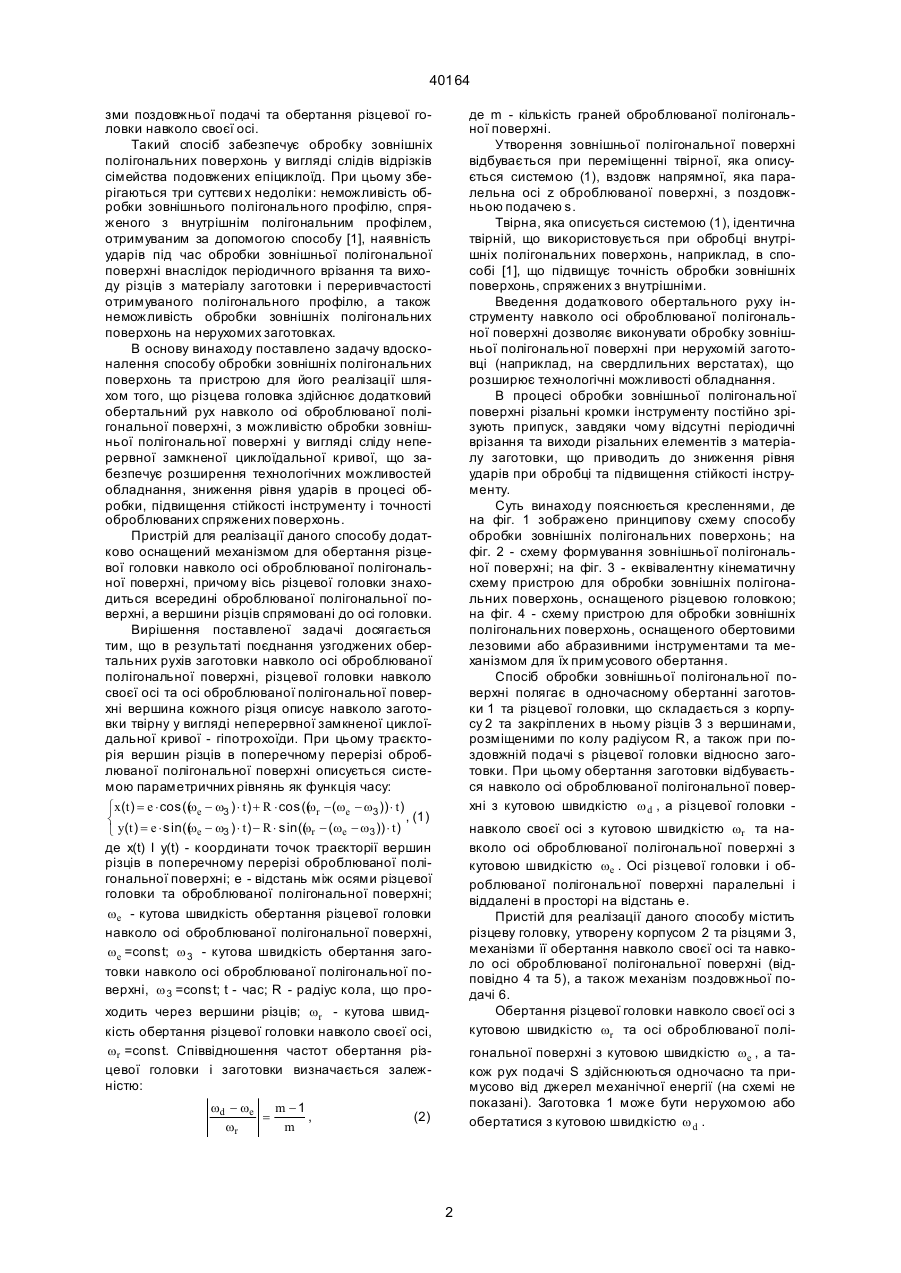
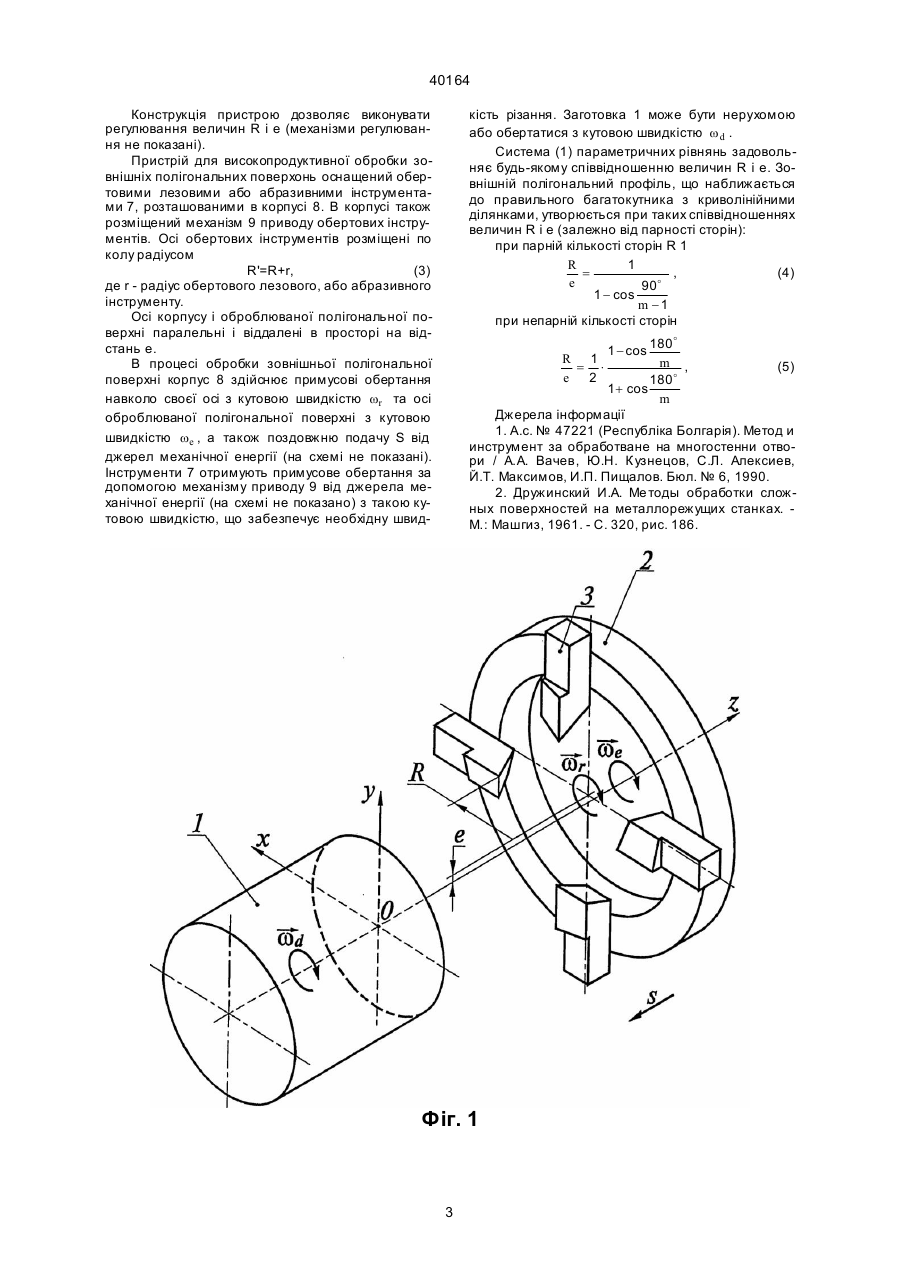
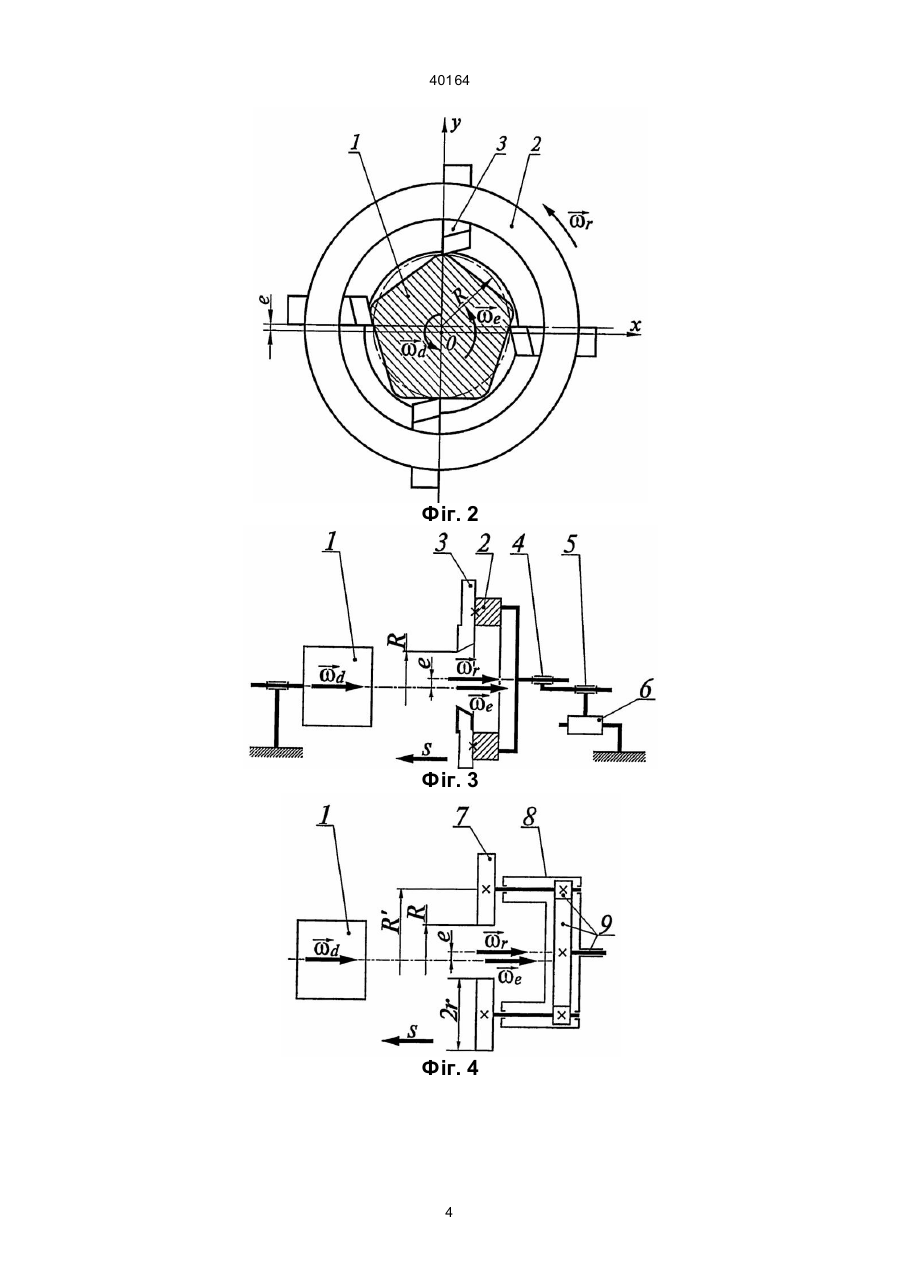
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної полігональної поверхні, з можливістю обробки зовнішньої полігональної поверхні у вигляді сліду неперервної замкненої циклоїдальної кривої. 2. Спосіб за п. 1, який відрізняється тим, що оброблювана полігональна поверхня в поперечному перерізі описується системою параметричних рівнянь як функція часу: w ìx( t ) = e × cos(( e - w3 ) × t ) + R × cos((wr - (w e - w3 )) × t ) , í w î y( t ) = e × sin(( e - w3 ) × t ) - R × sin((wr - (we - w3 )) × t ) де x(t) і y(t) - координати точок траєкторії вершин різців в поперечному перерізі оброблюваної полі 40164 зми поздовжньої подачі та обертання різцевої головки навколо своєї осі. Такий спосіб забезпечує обробку зовнішніх полігональних поверхонь у вигляді слідів відрізків сімейства подовжених епіциклоїд. При цьому зберігаються три суттєви х недоліки: неможливість обробки зовнішнього полігонального профілю, спряженого з внутрішнім полігональним профілем, отримуваним за допомогою способу [1], наявність ударів під час обробки зовнішньої полігональної поверхні внаслідок періодичного врізання та виходу різців з матеріалу заготовки і переривчастості отримуваного полігонального профілю, а також неможливість обробки зовнішніх полігональних поверхонь на нерухомих заготовках. В основу винаходу поставлено задачу вдосконалення способу обробки зовнішніх полігональних поверхонь та пристрою для його реалізації шляхом того, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної полігональної поверхні, з можливістю обробки зовнішньої полігональної поверхні у вигляді сліду неперервної замкненої циклоїдальної кривої, що забезпечує розширення технологічних можливостей обладнання, зниження рівня ударів в процесі обробки, підвищення стійкості інструменту і точності оброблюваних спряжених поверхонь. Пристрій для реалізації даного способу додатково оснащений механізмом для обертання різцевої головки навколо осі оброблюваної полігональної поверхні, причому вісь різцевої головки знаходиться всередині оброблюваної полігональної поверхні, а вершини різців спрямовані до осі головки. Вирішення поставленої задачі досягається тим, що в результаті поєднання узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні, різцевої головки навколо своєї осі та осі оброблюваної полігональної поверхні вершина кожного різця описує навколо заготовки твірну у вигляді неперервної замкненої циклоїдальної кривої - гіпотрохоїди. При цьому траєкторія вершин різців в поперечному перерізі оброблюваної полігональної поверхні описується системою параметричних рівнянь як функція часу: ìx(t ) = e × cos(( e - w3 ) × t ) + R × cos(( r - (we - w3 )) × t ) w w , (1) í y(t ) = e × sin(( e - w3 ) × t ) - R × sin(( r - (we - w3 )) × t ) w w î де x(t) I y(t) - координати точок траєкторії вершин різців в поперечному перерізі оброблюваної полігональної поверхні; е - відстань між осями різцевої головки та оброблюваної полігональної поверхні; we - кутова швидкість обертання різцевої головки навколо осі оброблюваної полігональної поверхні, we =const; w 3 - кутова швидкість обертання заготовки навколо осі оброблюваної полігональної поверхні, w 3 =const; t - час; R - радіус кола, що про де m - кількість граней оброблюваної полігональної поверхні. Утворення зовнішньої полігональної поверхні відбувається при переміщенні твірної, яка описується системою (1), вздовж напрямної, яка паралельна осі z оброблюваної поверхні, з поздовжньою подачею s. Твірна, яка описується системою (1), ідентична твірній, що використовується при обробці внутрішніх полігональних поверхонь, наприклад, в способі [1], що підвищує точність обробки зовнішніх поверхонь, спряжених з внутрішніми. Введення додаткового обертального руху інструменту навколо осі оброблюваної полігональної поверхні дозволяє виконувати обробку зовнішньої полігональної поверхні при нерухомій заготовці (наприклад, на свердлильних верстатах), що розширює технологічні можливості обладнання. В процесі обробки зовнішньої полігональної поверхні різальні кромки інструменту постійно зрізують припуск, завдяки чому відсутні періодичні врізання та виходи різальних елементів з матеріалу заготовки, що приводить до зниження рівня ударів при обробці та підвищення стійкості інструменту. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображено принципову схему способу обробки зовнішніх полігональних поверхонь; на фіг. 2 - схему формування зовнішньої полігональної поверхні; на фіг. 3 - еквівалентну кінематичну схему пристрою для обробки зовнішніх полігональних поверхонь, оснащеного різцевою головкою; на фіг. 4 - схему пристрою для обробки зовнішніх полігональних поверхонь, оснащеного обертовими лезовими або абразивними інструментами та механізмом для їх примусового обертання. Спосіб обробки зовнішньої полігональної поверхні полягає в одночасному обертанні заготовки 1 та різцевої головки, що складається з корпусу 2 та закріплених в ньому різців 3 з вершинами, розміщеними по колу радіусом R, а також при поздовжній подачі s різцевої головки відносно заготовки. При цьому обертання заготовки відбувається навколо осі оброблюваної полігональної поверхні з кутовою швидкістю w d , а різцевої головки навколо своєї осі з кутовою швидкістю wr та навколо осі оброблюваної полігональної поверхні з кутовою швидкістю we . Осі різцевої головки і оброблюваної полігональної поверхні паралельні і віддалені в просторі на відстань е. Пристій для реалізації даного способу містить різцеву головку, утворену корпусом 2 та різцями 3, механізми її обертання навколо своєї осі та навколо осі оброблюваної полігональної поверхні (відповідно 4 та 5), а також механізм поздовжньої подачі 6. Обертання різцевої головки навколо своєї осі з кутовою швидкістю wr та осі оброблюваної полі ходить через вершини різців; wr - кутова швидкість обертання різцевої головки навколо своєї осі, wr =const. Співвідношення частот обертання різцевої головки і заготовки визначається залежністю: wd - we m -1 = , wr m гональної поверхні з кутовою швидкістю we , а також рух подачі S здійснюються одночасно та примусово від джерел механічної енергії (на схемі не показані). Заготовка 1 може бути нерухомою або обертатися з кутовою швидкістю w d . (2) 2 40164 Конструкція пристрою дозволяє виконувати регулювання величин R і е (механізми регулювання не показані). Пристрій для високопродуктивної обробки зовнішніх полігональних поверхонь оснащений обертовими лезовими або абразивними інструментами 7, розташованими в корпусі 8. В корпусі також розміщений механізм 9 приводу обертових інструментів. Осі обертових інструментів розміщені по колу радіусом R'=R+r, (3) де r - радіус обертового лезового, або абразивного інструменту. Осі корпусу і оброблюваної полігональної поверхні паралельні і віддалені в просторі на відстань е. В процесі обробки зовнішньої полігональної поверхні корпус 8 здійснює примусові обертання навколо своєї осі з кутовою швидкістю wr та осі оброблюваної полігональної поверхні з кутовою швидкістю we , а також поздовжню подачу S від джерел механічної енергії (на схемі не показані). Інструменти 7 отримують примусове обертання за допомогою механізму приводу 9 від джерела механічної енергії (на схемі не показано) з такою кутовою швидкістю, що забезпечує необхідну швид кість різання. Заготовка 1 може бути нерухомою або обертатися з кутовою швидкістю w d . Система (1) параметричних рівнянь задовольняє будь-якому співвідношенню величин R і е. Зовнішній полігональний профіль, що наближається до правильного багатокутника з криволінійними ділянками, утворюється при таких співвідношеннях величин R і е (залежно від парності сторін): при парній кількості сторін R 1 R 1 = , (4) e 90o 1 - cos m -1 при непарній кількості сторін o 180 R 1 m , = × (5) e 2 180 o 1 + cos m Джерела інформації 1. А.с. № 47221 (Республіка Болгарія). Метод и инструмент за обработване на многостенни отвори / А.А. Вачев, Ю.Н. Кузнецов, С.Л. Алексиев, Й.Т. Максимов, И.П. Пищалов. Бюл. № 6, 1990. 2. Дружинский И.А. Ме тоды обработки сложных поверхностей на металлорежущих станках. M.: Машгиз, 1961. - С. 320, рис. 186. 1 - cos Фіг. 1 3 40164 Фіг. 2 Фіг. 3 Фіг. 4 4 40164 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for treatment of external polygonal surfaces
Автори англійськоюKuznetsov Yurii Mykolaiovych, Vachev Anhel Atanasov, Samoilenko Oleksii Vasyliovych
Назва патенту російськоюСпособ обработки внешних полигональных поверхностей и устройство для его реализации
Автори російськоюКузнецов Юрий Николаевич, Вачев Ангел Атанасов, Самойленко Алексей Васильевич
МПК / Мітки
МПК: B23B 41/00
Мітки: пристрій, реалізації, поверхонь, спосіб, обробки, зовнішніх, полігональних
Код посилання
<a href="https://ua.patents.su/5-40164-sposib-obrobki-zovnishnikh-poligonalnikh-poverkhon-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації</a>
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Распутько Олексій Степанович, Галенко Василь Петрович, Рябець Микола Пантелеймонович, Шевченко Микола Григорович, Пирогов Олександр Дмитрович
МПК: B23B 5/00
Мітки: великого, зовнішніх, обробки, сферичних, поверхонь, діаметру, пристрій
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна, Попова Маргарита Іванівна
МПК: B23H 1/00
Мітки: спосіб, поверхонь, зовнішніх, обробки, електроерозійної, внутрішніх
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Спосіб контролю радіального биття поверхонь тіл обертання відносно їх зовнішніх базових поверхонь безпосередньо у призмі і автоматичний пристрій для його здійснення
Номер патенту: 19978
Опубліковано: 25.12.1997
Автори: Сілін Радомир Іванович, Стаднік Яків Феодосійович
МПК: G01B 5/24
Мітки: автоматичний, поверхонь, радіального, безпосередньо, тіл, спосіб, контролю, здійснення, зовнішніх, биття, призми, обертання, відносної, пристрій, базових
Формула / Реферат:
1. Способ контроля радиального биения поверхностей тел вращения относительно их наружных базовых поверхностей непосредственно в призме с помощью датчиков, от пинающийся тем, что контроль ведут по нижней контролируемой поверхности тела вращения, а включения датчиков осуществляют после подачи контролируемого тела вращения в призму через интервал времени равный или больше времени затухания колебаний, возникающих в узлах устройства в процессе...
Пристрій для чистової обробки зовнішніх сферичних поверхонь
Номер патенту: 7240
Опубліковано: 30.06.1995
Автор: Запорожець Віктор Кіндратович
МПК: B24B 39/00
Мітки: поверхонь, сферичних, зовнішніх, пристрій, обробки, чистової
Формула / Реферат:
1. Устройство для чистовой обработки наружных сферических поверхностей, содержащее корпус в виде тела вращения, деформирующие ролики, имеющие рабочую и опорную поверхности, образованные образующими и размещенные в корпусе, с возможностью контактирования с внутренней конусной поверхностью приспособления для передачи давления деформирующим роликам и опорной поверхностью приспособления для их удержания относительно друг друга, отличающееся...
Спосіб обробки кульок та пристрій для його реалізації
Номер патенту: 32313
Опубліковано: 15.12.2000
Автори: Шепелєв Анатолій Олександрович, Пасічний Олег Олегович
МПК: B24B 11/00
Мітки: пристрій, спосіб, кульок, реалізації, обробки
Текст:
...ділянок у вигляді дуг кола — дозволяє під час роботи отримати на поверхні шариків найбільш раціональну сітку слідів обробки, це забезпечить отримання найбільш високої якості оброблених шариків; спряжених ділянок у вигляді спіралі Архімеду — дозволяє оброблювати шарики з максимальною продуктивністю обробки і достатньо високій якості; спряжених ділянок у вигляді експоненти — забезпечує шарикам під час обробки постійну лінійну швидкість...
Попередній патент: Пластинчастий ланцюг конвеєра для переміщення пляшок
Наступний патент: Підземний спосіб видобутку залізної руди з її безвідходною переробкою
Випадковий патент: Спосіб виплавки сталі в мартенівській печі