Спосіб виготовлення виливків
Номер патенту: 61796
Опубліковано: 16.05.2005
Автори: Лебедев Євген Миколайович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович
Формула / Реферат
Спосіб виготовлення виливків, при якому модифікатор і інокулятор розміщують у ливарній формі до її заливання розплавом, який відрізняється тим, що в процесі заливання форми спочатку здійснюють інокуляцію, а потім модифікацію розплаву причому спорідненість до кисню речовини модифікатора не менш ніж у 10 разів перевищує цей показник для речовини інокулятора.
Текст
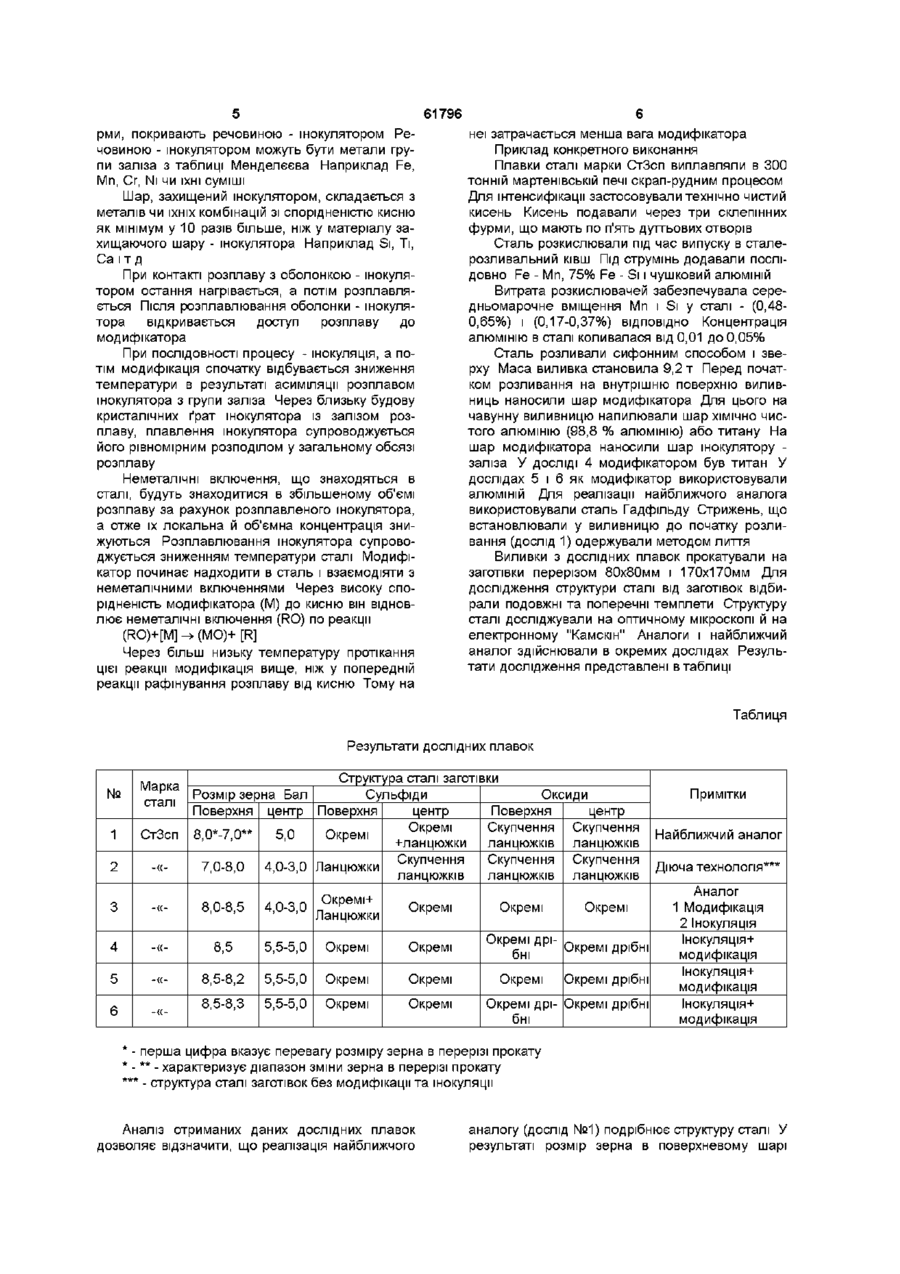
Спосіб виготовлення виливків, при якому модифікатор і інокулятор розміщують у ливарній формі до її заливання розплавом, який відрізняється тим, що в процесі заливання форми спочатку здійснюють інокуляцію, а потім - модифікацію, а спорідненість до кисню речовини модифікатора не менш, ніж у 10 разів перевищує цей показник для речовини шокулятора рення ("розгону") воронки металу При реалізації способу існують нестаціонарні режими введення речовини в струмінь Тому, рівномірність розподілу модифікатора та шокулятора в ці моменти розливання буде гірше, ніж у стаціонарному режимі існування воронки Отже, і фізико-механічні властивості цих порцій металу будуть іншими, ніж в цілому у виливку Незважаючи на примусове введення речовини в струмінь спосіб передбачає високу витрату шокулятора (1,38-1,47%) Це вимагає додаткового підвищення температури сталі перед розливанням У наслідок цього одержує додатковий розвиток процес ліквацм, затрачуються енергоносії на необхідне підвищення температури сталі Відомий спосіб виготовлення виливків (Патент Роси №2022687, МПК B22D7/12 ) за яким здійснюють одночасне додавання модифікатора та шокулятора в нижню частину виливниці після її заповнення розплавом Модифікатор і інокулятор додають таким чином, щоб забезпечити першочергове проведення процесу модифікації з наступним інокулюванням розплаву Це досягається тим, що у виливницю речовина додається в капсулі, прикріпленій до штанги Зовнішня оболонка капсули виконана з легкоплавкого матеріалу, усередині капсули знаходяться відходи жароміцної сталі У проміжку між ними розміщений модифікатор - силікокальцій Витрата шокулятора на процес становить 0,9-1,1кг/г Недоліками способу є фрагментарність уведення модифікатора та шокулятора, а саме після наповнення виливниці (О (О 61796 розплавом, нерівномірність розподілу модифікатора та інокулятора в розплаві через їхнє фрагментарне введення, існуючий градієнт фізико-механічних властивостей розплаву через нестацюнарність процесу модифікації й інокуляції Зниження температури розплаву після закінчення розливання йде безупинно (безупинно йде кристалізація розплаву), а додавання модифікатора та інокулятора здійснюється тільки наприкінці розливання, висока витрата речовини інокулятора 0,91,1 кгл" розплаву, нераціональна ПОСЛІДОВНІСТЬ введення в розплав модифікатора та інокулятора (спочатку модифікатор, а потім інокулятор) Взаємодія модифікатора (Si-Ca) - реакція екзотермічна Зниження температури за рахунок інокулятора не підсилює взаємний ефект, а, отже, викликає збільшену витрату речовин на процес Найбільш близьким по технічній сутності є спосіб лиття виливків ( Патент Роси №2101126, МПК B22D7/02, B22D19/16), що передбачає установку по висоті виливниці металевого стрижня, який виконано зі сплаву заліза та марганцю (стали Гадфільда із середнім змістом Мп 13,0%) Недоліком способу є те, що модифікатор і інокулятор (Мп і Fe) надходять у сталь одночасно Модифікатор і інокулятор мають близькі фіЗИКО-ХІМІЧНІ властивості (група Fe у таблиці Менделєєва) Дія модифікатора - марганцю поширюється тільки на сульфідні включення Односпрямованість впливу модифікатора є недоліком способу Марганець і залізо утворюють близький до ідеального (термін фізичної хімії) розчин Марганець взаємодіє з киснем без істотного теплового ефекту Отже, процес модифікації не підсилюється процесом інокуляції Це і є недоліком способу Задача винаходу - підвищити ефективність виготовлення виливків сталі за рахунок досягнення біль однорідної структури сталі та отримання біль високого ступеня модифікації неметалевих оксидів, шляхом спеціального поєднання властивостей речовин реагентів і попереднього здійснення процесу інокуляції, який посилює процес модифікації Підвищення ефективності процесу знижує витрату речовин на виконання інокуляції та модифікації У свою чергу це підвищує стабільність фізико-хімічних властивостей в об'ємі виливка і зменшує енерговитрати на нагрівання сталі Поставлена задача вирішується тим, що до заливання розплаву у виливниці розміщають модифікатор і інокулятор У процесі заливання форми здійснюють спочатку інокуляцію а потім модифікацію, при цьому спорідненість до кисню використаної речовини модифікатора не менш ніж у 10 разів перевищує цей показник для речовини інокулятора У процесі заливання розплав спочатку взаємодіє з шокулятором При розплавлюванні інокулятора відкривається доступ до модифікатора Модифікатор починає взаємодіяти з розплавом при температурі більш низкою, ніж та, із якою розплав надійшов у форму Суттєвими ознаками способу, що заявляється, спільними із суттєвими ознаками найближчого аналога є те, що до заливання розплаву в ливарну форму в ній розміщають модифікатор і інокулятор Речовина модифікатора має спорідненість до кисню не менш ніж у 10 разів перевищуючу цей показник для речовини інокулятора При виробництві виливків спочатку здійснюють інокуляцію, а потім модифікацію розплаву Це відрізняє даний спосіб від способу по найближчому аналогу У процесі заливання розплав спочатку взаємодіє з шокулятором У результаті цієї взаємодії інокулятор спочатку нагрівається розплавом у результаті їх контакту, а потім розплавляється При розплавлюванні інокулятора відкривається доступ до модифікатора Модифікатор починає взаємодіяти з розплавом при температурі нижчою, ніж та, із якою розплав надійшов у форму Частина теплової енергії затрачується на нагрівання й розплавлювання інокулятора З аналізу розкислювальної здатності різних елементів [Раскисление и вакуумная обработка стали Часть 1 Термодинамические и кинетические закономерности Кнопель Г Пер с нем Г Н Еланского Изд-во «Металлургия» 1923г с 312, Рис 39 (стр 93)] випливає, що в рівновазі з 0,1% Мп знаходиться 0,1% кисню Спорідненість до кисню в марганцю зі зниженням температури з 1700 до 1550°С збільшується в 1,84 рази (стор 35) При цій же концентрації іншого модифікатора наприклад, Si, Ті, АІ рівноважна концентрація кисню ВІДПОВІДНО складає 0,01, 0,007 і 0,0001% (стор 93) Зміна спорідненості кремнію до кисню при зниженні температури від 1700 до 1550°С ВІДПОВІДНО складе від 0,055% до 0,016% чи в порівнянних умовах з марганцем - 3,43 рази Для титана цей показник для тих же умов складе 13,3 рази Посилення ефективності дії модифікатора при зниженні температури (Мп - у найближчому аналогу 1,84 рази, даний спосіб, наприклад, - Ті 13,3% або на 722,82%) дозволяє для отримання ефективності найближчого аналогу знизити витрату речовини модифікатора не менш ніж у 7 разів Застосування для модифікації речовини зі спорідненістю до кисню більше, ніж у марганцю дозволяє отримати додатковий ефект щодо найближчого аналогу - модифікація оксидів металів у який спорідненість до кисню менше Іншими словами всі оксиди будуть відновлені до оксиду речовини модифікатора Для реалізації способу внутрішню поверхню форми (яка буде знаходитися в контакті з розплавом) покривають модифікатором і інокулятором Покриття форми роблять напилюванням Першим на форму напилюють модифікатор Далі модифікатор, що знаходиться на поверхні фо 61796 рми, покривають речовиною - шокулятором Речовиною - шокулятором можуть бути метали групи заліза з таблиці Менделєєва Наприклад Fe, Mn, Cr, Ni чи їхні суміші Шар, захищений шокулятором, складається з металів чи їхніх комбінацій зі спорідненістю кисню як мінімум у 10 разів більше, ніж у матеріалу захищаючого шару - шокулятора Наприклад Si, Ті, Са і т д При контакті розплаву з оболонкою - інокулятором остання нагрівається, а потім розплавляється Після розплавлювання оболонки - шокулятора відкривається доступ розплаву до модифікатора При ПОСЛІДОВНОСТІ процесу - інокуляція, а потім модифікація спочатку відбувається зниження температури в результаті асиміляції розплавом шокулятора з групи заліза Через близьку будову кристалічних ґрат шокулятора із залізом розплаву, плавлення шокулятора супроводжується його рівномірним розподілом у загальному обсязі розплаву НеметалІЧНІ включення, що знаходяться в сталі, будуть знаходитися в збільшеному об'ємі розплаву за рахунок розплавленого шокулятора, а отже їх локальна й об'ємна концентрація знижуються Розплавлювання шокулятора супроводжується зниженням температури сталі Модифікатор починає надходити в сталь і взаємодіяти з неметалічними включеннями Через високу спорідненість модифікатора (М) до кисню він відновлює неметалічні включення (RO) по реакції Через більш низьку температуру протікання цієї реакції модифікація вище, ніж у попередній реакції рафінування розплаву від кисню Тому на неї затрачається менша вага модифікатора Приклад конкретного виконання Плавки сталі марки СтЗсп виплавляли в 300 тонній мартенівській печі скрап-рудним процесом Для інтенсифікації застосовували технічно чистий кисень Кисень подавали через три склепінних фурми, що мають по п'ять дуттьових отворів Сталь розкислювали під час випуску в сталерозливальний ківш Під струмінь додавали послідовно Fe - Mn, 75% Fe - Si і чушковий алюміній Витрата розкислювачей забезпечувала середньомарочне вміщення Мп і Si у сталі - (0,480,65%) і (0,17-0,37%) ВІДПОВІДНО Концентрація алюмінію в сталі коливалася від 0,01 до 0,05% Сталь розливали сифонним способом і зверху Маса виливка становила 9,2 т Перед початком розливання на внутрішню поверхню виливниць наносили шар модифікатора Для цього на чавунну виливницю напилювали шар ХІМІЧНО ЧИСТОГО алюмінію (98,8 % алюмінію) або титану На шар модифікатора наносили шар шокулятору заліза У ДОСЛІДІ 4 модифікатором був титан У дослідах 5 і 6 як модифікатор використовували алюміній Для реалізації найближчого аналога використовували сталь Гадфільду Стрижень, що встановлювали у виливницю до початку розливання (дослід 1) одержували методом лиття Виливки з дослідних плавок прокатували на заготівки перерізом 80х80мм і 170x170мм Для дослідження структури сталі від заготівок відбирали подовжні та поперечні темплети Структуру сталі досліджували на оптичному мікроскопі й на електронному "Камскш" Аналоги і найближчий аналог здійснювали в окремих дослідах Результати дослідження представлені в таблиці Таблиця Результати дослідних плавок Структура сталі заготівки Розмір зерна Бал Сульфіди Оксиди Поверхня центр Поверхня центр Поверхня центр Окремі Скупчення Скупчення 8,0*-7,0** 5,0 Окремі +ЛЭНЦЮЖКИ ланцюжків ланцюжків Скупчення Скупчення Скупчення 7,0-8,0 4,0-3,0 Ланцюжки ланцюжків ланцюжків ланцюжків № Марка сталі 1 СтЗсп 2 -« 3 -« 8,0-8,5 4,0-3,0 Окремі+ Ланцюжки Окремі 4 -« 8,5 5,5-5,0 Окремі Окремі 5 -« 8,5-8,2 5,5-5,0 Окремі Окремі 6 -« 8,5-8,3 5,5-5,0 Окремі Окремі Окремі Окремі Окремі дріОкремі дрібні бні Окремі Окремі дрібні Окремі дрі- Окремі дрібні бні Примітки Найближчий аналог Діюча технологія*** Аналог 1 Модифікація 2 Інокуляція Інокуляція+ модифікація Інокуляція+ модифікація Інокуляція+ модифікація * - перша цифра вказує перевагу розміру зерна в перерізі прокату * - ** - характеризує діапазон зміни зерна в перерізі прокату *** - структура сталі заготівок без модифікації та інокуляції Аналіз отриманих даних дослідних плавок дозволяє відзначити, що реалізація найближчого аналогу (дослід №1) подрібнює структуру сталі У результаті розмір зерна в поверхневому шарі 61796 заготівки знижується з 7,0 до 8,0 бала (щодо досліду №2) Реалізація прототипу істотно поліпшила форму сульфітних включень в об'ємі заготівки Оксидні включення в порівнянні з металом отриманим за існуючою технологією залишилися без зміни Реалізація аналога (дослід №3) показала, що структура сталі в об'ємі заготівки залишається нерівномірною Розмір зерна в поверхневому шарі заготівки 8,0-8,5, а в центрі 4,0-3,0бал При цьому сульфідні й оксидні включення стали більш дрібними (а, отже, менш шкідливими), чим у ме Комп'ютерна верстка Т Чепелєва 8 талі, отриманому за технологією аналога і найближчого аналога Це пояснюється тим, що спорідненість до кисню в матеріалі модифікатора вище, ніж в шокулятора Змінивши порядок операцій спочатку інокуляція, а потім модифікація (досліди №№4-6), установили, що розмір зерна в об'ємі заготівок зменшується, рівномірність зерна перевищує показники найближчого аналогу Це свідчить про більш високий ступінь модифікації, чим у способі за найближчим аналогом Дрібнодісперсність сульфідних і оксидних включень також вище, ніж у аналога, найближчого аналога й технологи, що раніше існувала Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of casings
Автори англійськоюManshylin Oleksandr Heiniiovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych
Назва патенту російськоюСпособ изготовления отливок
Автори російськоюМаншилин Александр Гейниевич, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B22D 27/20, B22D 7/00
Мітки: виливків, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-61796-sposib-vigotovlennya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків</a>
Спосіб виготовляння виливків
Номер патенту: 61796
Опубліковано: 17.11.2003
Автори: Лебедев Євген Миколайович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович
МПК: B22D 7/00, B22D 27/20
Мітки: спосіб, виготовляння, виливків
Формула / Реферат:
Спосіб виготовлення виливків, при якому модифікатор і інокулятор розміщують у ливарній формі до її заливання розплавом, який відрізняється тим, що в процесі заливання форми спочатку здійснюють інокуляцію, а потім модифікацію розплаву причому спорідненість до кисню речовини модифікатора не менш ніж у 10 разів перевищує цей показник для речовини інокулятора.
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Сінчугов Олександр Юр'євич, Валігура Анатолій Іванович, Черненко Надія Георгієвна, Шинський Олег Йосипович, Примак Іван Никонорович, Шульга Василь Тимофійович, Єфімов Віктор Олексійович
МПК: B22C 9/04, B22D 18/04
Мітки: виливків, виготовлення, спосіб, газифкуються, моделям, кристалізацією, тиском
Формула / Реферат:
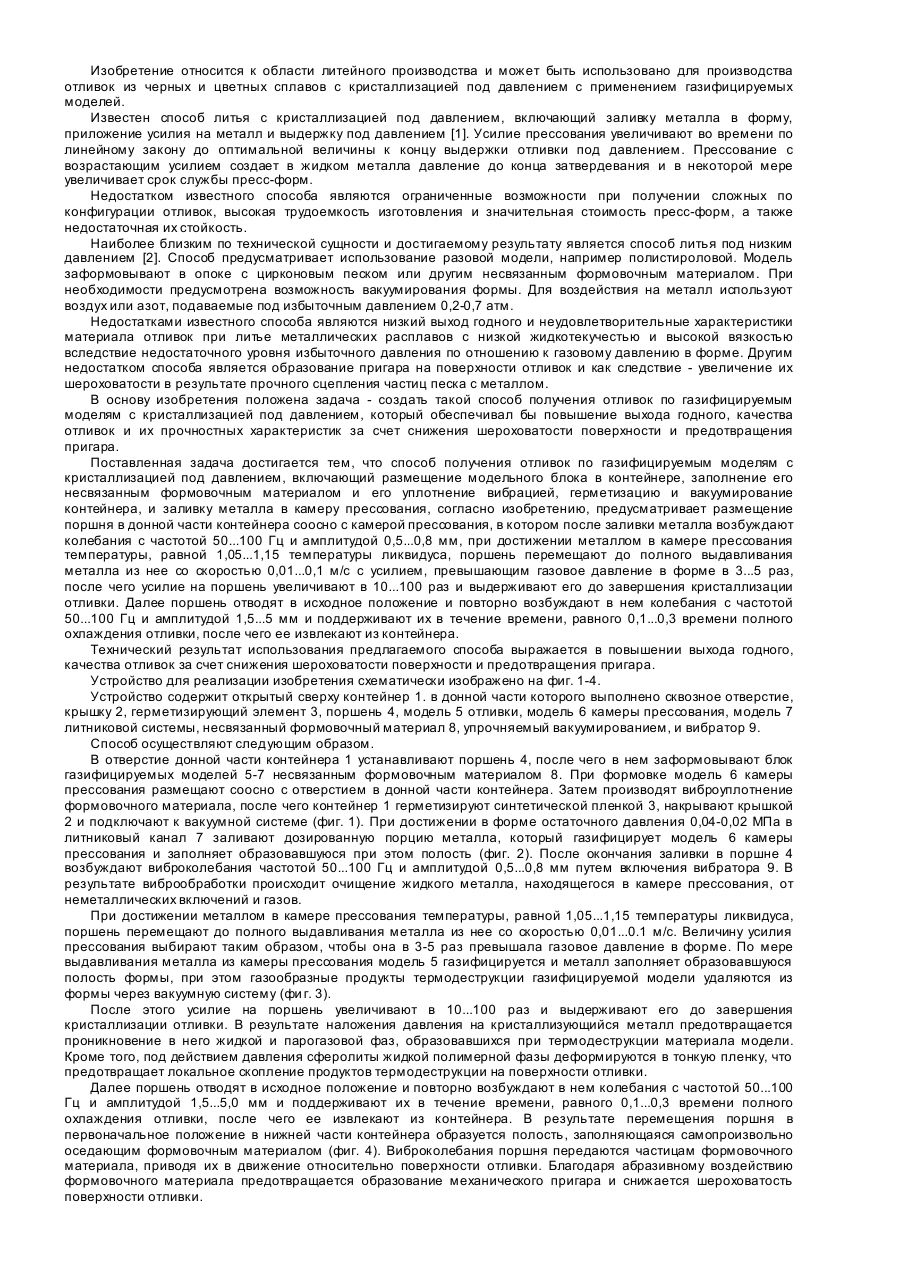
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Спосіб отримання структурно-однорідних дрібнозернистих сталевих виливків

Номер патенту: 55057
Опубліковано: 17.03.2003
Автори: Бречко Олена Львівна, Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Примак Іван Никонорович
МПК: B22D 27/04
Мітки: виливків, структурно-однорідних, сталевих, отримання, дрібнозернистих, спосіб
Формула / Реферат:
1. Спосіб отримання структурно-однорідних дрібнозернистих сталевих виливків, що включає розплавлення, заливку та кристалізацію сталевих розплавів, який відрізняється тим, що розплав охолоджують до температури, яка дорівноє 0,5 (Тл + То), де Тл - температура ліквідусу, а То - температура в інтервалі тверднення, при якій забезпечується рівність термодинамічних потенціалів рідкої та твердої фаз, і витримують його при цій температурі протягом...
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Валігура Анатолій Іванович, Каранік Юрій Аполінарійович, Сінчугов Олександр Юр'євич, Черненко Надія Георгієвна, Шульга Василь Тимофійович, Шинський Олег Йосипович, Лозенко Віктор Іванович
МПК: B22D 18/06, B22D 18/00
Мітки: виготовлення, виливків, моделями, тиском, газифікуються, устаткування, кристалізацією
Формула / Реферат:
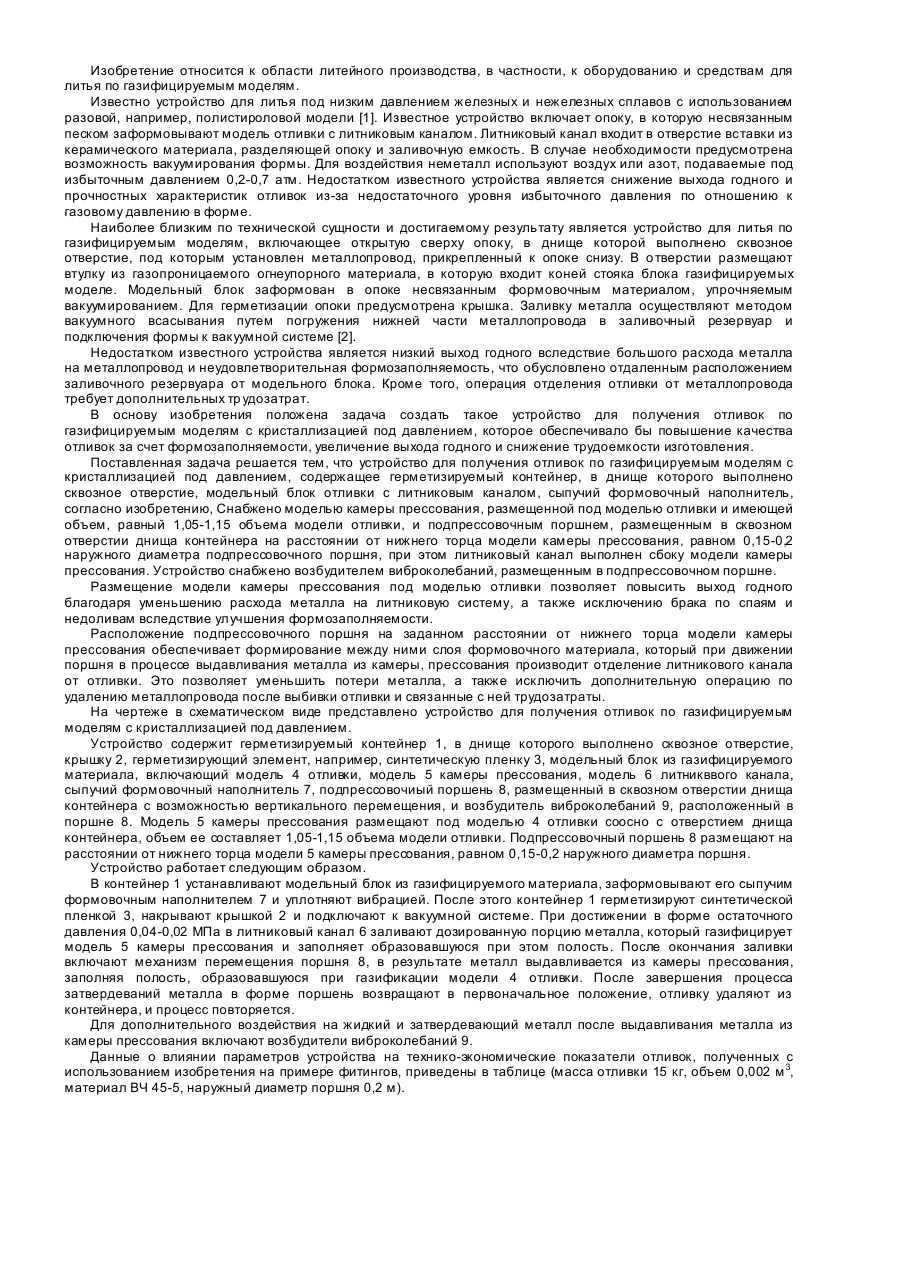
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Спосіб отримання виливків з жароміцного сплаву на основі нікелю
Номер патенту: 31934
Опубліковано: 15.10.2003
Автори: Цивірко Едуард Іванович, Кудін Вадим Валерійович, Клочихін Валерій Григорович, Лисенко Наталія Олексіївна
МПК: C22C 19/03
Мітки: отримання, сплаву, нікелю, основі, спосіб, жароміцного, виливків
Формула / Реферат:
1. Спосіб отримання виливків з жароміцного сплаву на основі нікелю, який включає розплавлення та заливку рідкого металу, який відрізняється тим, що перед заливкою у ливарну форму метал додатково модифікують цирконієм в кількості 0,03-0,05 мас. %.2. Спосіб по п. 1, який відрізняється тим, що додаткове модифікування рідкого металу цирконієм в кількості 0,03-0,05 мас. % проводять в печі за 10-30 секунд перед заливкою у ливарну форму.
Попередній патент: Шприц із циліндром, який заповнюється рідиною, і ковпачком, який його закриває
Наступний патент: Вантажний елемент
Випадковий патент: Спосіб діагностики кропив'янки