Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Сінчугов Олександр Юр'євич, Шульга Василь Тимофійович, Валігура Анатолій Іванович, Шинський Олег Йосипович, Лозенко Віктор Іванович, Каранік Юрій Аполінарійович, Черненко Надія Георгієвна
Формула / Реферат
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем, размещенным в сквозном отверстии днища контейнера на расстоянии от нижнего торца модели камеры прессования, равном 0,15-0,2 наружного диаметра подпрессовочного поршня, при этом литниковый канал выполнен сбоку модели камеры прессования.
2. Устройство по п. 1, отличающееся тем, что оно снабжено возбудителем виброколебаний, размещенным в подпрессовочном поршне.
Текст
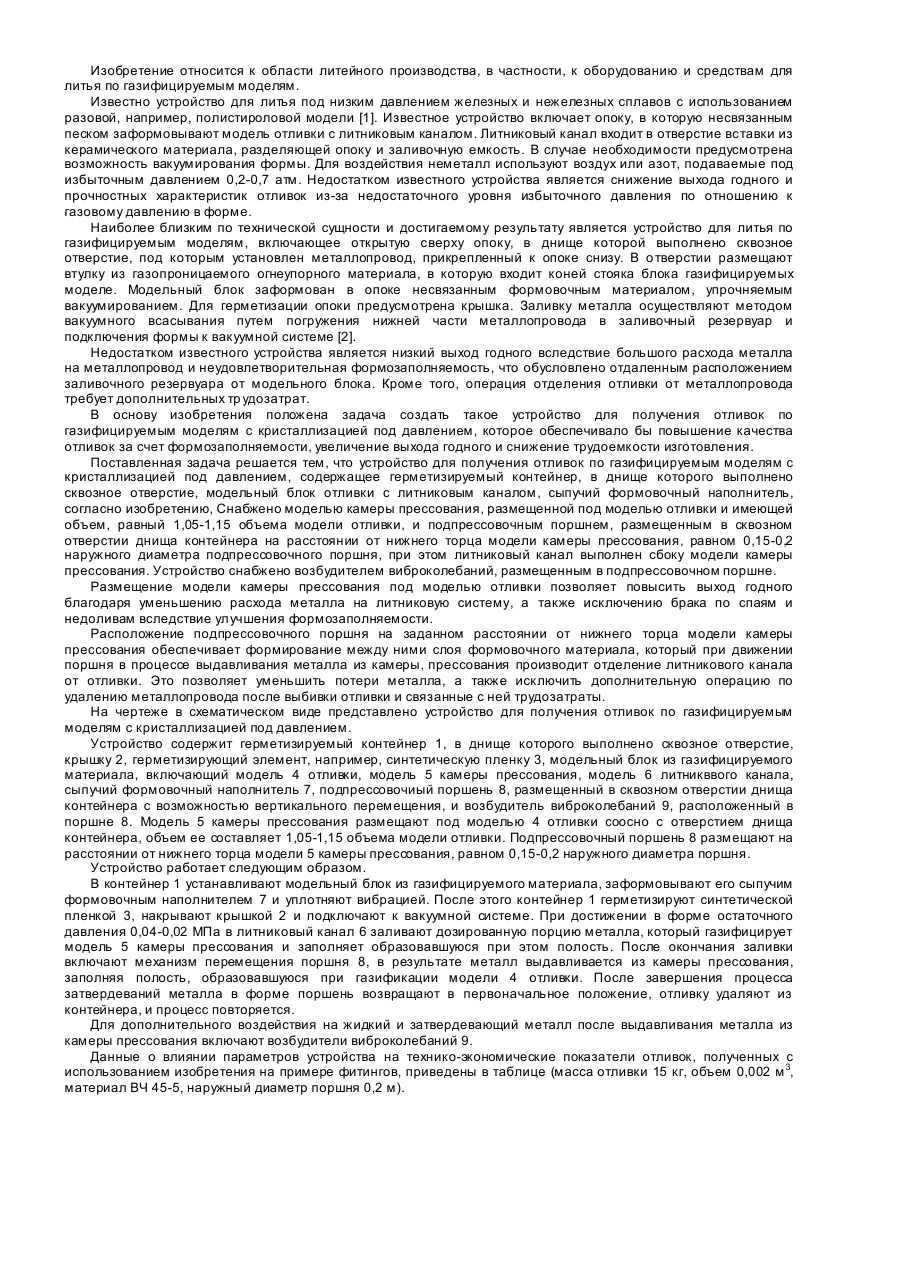
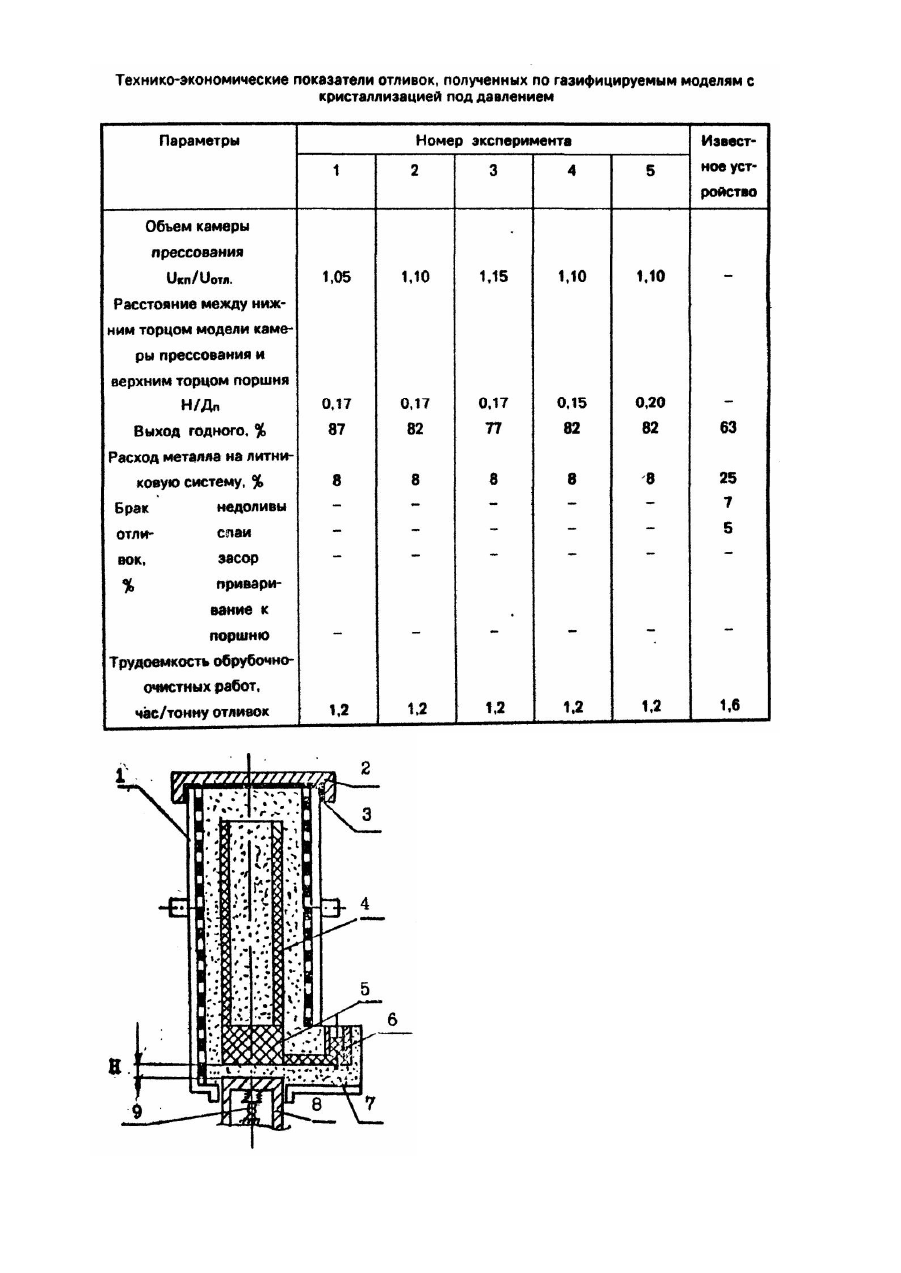
Изобретение относится к области литейного производства, в частности, к оборудованию и средствам для литья по газифицируемым моделям. Известно устройство для литья под низким давлением железных и нежелезных сплавов с использованием разовой, например, полистироловой модели [1]. Известное устройство включает опоку, в которую несвязанным песком заформовывают модель отливки с литниковым каналом. Литниковый канал входит в отверстие вставки из керамического материала, разделяющей опоку и заливочную емкость. В случае необходимости предусмотрена возможность вакуумирования формы. Для воздействия неметалл используют воздух или азот, подаваемые под избыточным давлением 0,2-0,7 атм. Недостатком известного устройства является снижение выхода годного и прочностных характеристик отливок из-за недостаточного уровня избыточного давления по отношению к газовому давлению в форме. Наиболее близким по технической сущности и достигаемому результату является устройство для литья по газифицируемым моделям, включающее открытую сверху опоку, в днище которой выполнено сквозное отверстие, под которым установлен металлопровод, прикрепленный к опоке снизу. В о тверстии размещают втулку из газопроницаемого огнеупорного материала, в которую входит коней стояка блока газифицируемых моделе. Модельный блок заформован в опоке несвязанным формовочным материалом, упрочняемым вакуумированием. Для герметизации опоки предусмотрена крышка. Заливку металла осуществляют методом вакуумного всасывания путем погружения нижней части металлопровода в заливочный резервуар и подключения формы к вакуумной системе [2]. Недостатком известного устройства является низкий выход годного вследствие большого расхода металла на металлопровод и неудовлетворительная формозаполняемость, что обусловлено отдаленным расположением заливочного резервуара от модельного блока. Кроме того, операция отделения отливки от металлопровода требует дополнительных тр удозатрат. В основу изобретения положена задача создать такое устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, которое обеспечивало бы повышение качества отливок за счет формозаполняемости, увеличение выхода годного и снижение трудоемкости изготовления. Поставленная задача решается тем, что устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, согласно изобретению, Снабжено моделью камеры прессования, размещенной под моделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем, размещенным в сквозном отверстии днища контейнера на расстоянии от нижнего торца модели камеры прессования, равном 0,15-0,2 наружного диаметра подпрессовочного поршня, при этом литниковый канал выполнен сбоку модели камеры прессования. Устройство снабжено возбудителем виброколебаний, размещенным в подпрессовочном поршне. Размещение модели камеры прессования под моделью отливки позволяет повысить выход годного благодаря уменьшению расхода металла на литниковую систему, а также исключению брака по спаям и недоливам вследствие улучшения формозаполняемости. Расположение подпрессовочного поршня на заданном расстоянии от нижнего торца модели камеры прессования обеспечивает формирование между ними слоя формовочного материала, который при движении поршня в процессе выдавливания металла из камеры, прессования производит отделение литникового канала от отливки. Это позволяет уменьшить потери металла, а также исключить дополнительную операцию по удалению металлопровода после выбивки отливки и связанные с ней трудозатраты. На чертеже в схематическом виде представлено устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением. Устройство содержит герметизируемый контейнер 1, в днище которого выполнено сквозное отверстие, крышку 2, герметизирующий элемент, например, синтетическую пленку 3, модельный блок из газифицируемого материала, включающий модель 4 отливки, модель 5 камеры прессования, модель 6 литникввого канала, сыпучий формовочный наполнитель 7, подпрессовочиый поршень 8, размещенный в сквозном отверстии днища контейнера с возможностью вертикального перемещения, и возбудитель виброколебаний 9, расположенный в поршне 8. Модель 5 камеры прессования размещают под моделью 4 отливки соосно с отверстием днища контейнера, объем ее составляет 1,05-1,15 объема модели отливки. Подпрессовочный поршень 8 размещают на расстоянии от нижнего торца модели 5 камеры прессования, равном 0,15-0,2 наружного диаметра поршня. Устройство работает следующим образом. В контейнер 1 устанавливают модельный блок из газифицируемого материала, заформовывают его сыпучим формовочным наполнителем 7 и уплотняют вибрацией. После этого контейнер 1 герметизируют синтетической пленкой 3, накрывают крышкой 2 и подключают к вакуумной системе. При достижении в форме остаточного давления 0,04-0,02 МПа в литниковый канал 6 заливают дозированную порцию металла, который газифицирует модель 5 камеры прессования и заполняет образовавшуюся при этом полость. После окончания заливки включают механизм перемещения поршня 8, в результате металл выдавливается из камеры прессования, заполняя полость, образовавшуюся при газификации модели 4 отливки. После завершения процесса затвердеваний металла в форме поршень возвращают в первоначальное положение, отливку удаляют из контейнера, и процесс повторяется. Для дополнительного воздействия на жидкий и затвердевающий металл после выдавливания металла из камеры прессования включают возбудители виброколебаний 9. Данные о влиянии параметров устройства на технико-экономические показатели отливок, полученных с использованием изобретения на примере фитингов, приведены в таблице (масса отливки 15 кг, объем 0,002 м 3, материал ВЧ 45-5, наружный диаметр поршня 0,2 м).
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing of castings by consumable patterns with crystallization under pressure
Автори англійськоюShynskyi Oleh Yosypovych, Valihura Anatolii Ivanovych, Lozenko Viktor Ivanovych, Sinchuhov Oleksandr Yurievych, Shulha Vasyl Tymofiiovych, Karanik Yurii Apolinariiovych
Назва патенту російськоюУстройство для изготовления отливок по газифицируемым моделям с кристаллизацией под давлением
Автори російськоюШинский Олег Иосифович, Валигура Анатолий Иванович, Лозенко Виктор Иванович, Синчугов Александр Юрьевич, Шульга Василий Тимофеевич, Каранік Юрій Аполінарійович
МПК / Мітки
МПК: B22D 18/06, B22D 18/00
Мітки: тиском, кристалізацією, моделями, виготовлення, газифікуються, виливків, устаткування
Код посилання
<a href="https://ua.patents.su/2-832-ustatkuvannya-dlya-vigotovlennya-vilivkiv-za-modelyami-shho-gazifikuyutsya-z-kristalizaciehyu-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском</a>
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Ліповецький Юрій Євсійович, Лопаткін Сергій Сергійович, Парафієнко Олексій Олексійович, Каранік Юрій Аполінарійович, Лозенко Віктор Іванович, Шинський Олег Йосипович, Мінін Леонід Дмитрович
Мітки: кристалізацією, устаткування, лиття, вижиманням, тиском
Текст:
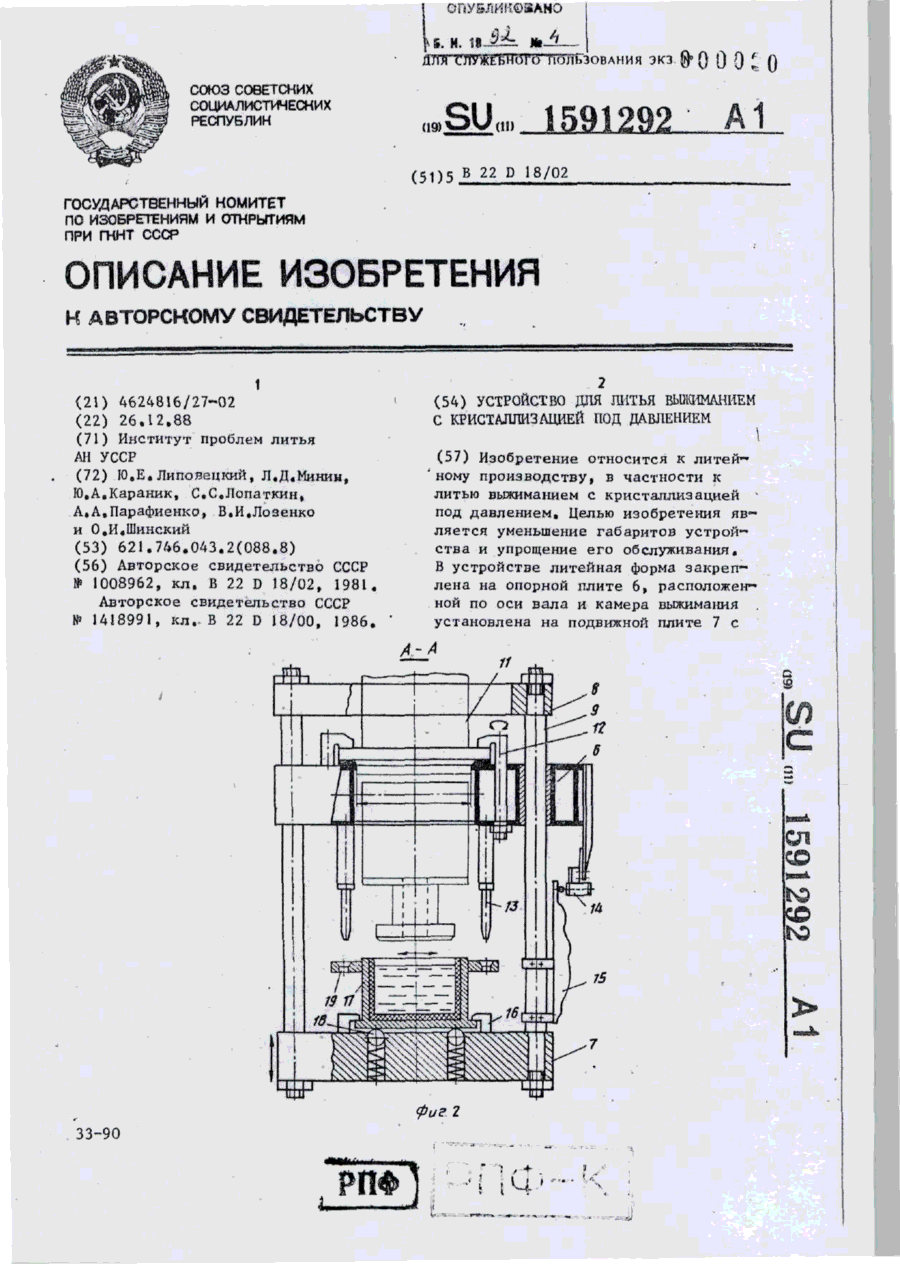
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Спосіб виготовлення моделей із пінополістиролу
Номер патенту: 244
Опубліковано: 30.04.1993
Автори: Шинський Олег Йосипович, Вишнякова Людмила Петрівна, Плотнікова Валентина Нікіфоровна, Князєв Єгор Федорович
Мітки: спосіб, моделей, пінополістиролу, виготовлення
Формула / Реферат:
(57) Способ изготовления моделей из пенополистирола, включающий подачу в пресс-форму поцвспененных гранул полистирола, легирующих или модифицирующих добавок и окончательное вспенивание гранул полистирола вместе с легирующими или модифицирующими добавками, отличающийся тем, что, с целью получения равномерного легированного или моцифицированного поверхностного слоя модели, одновременно с подачей упомянутых добавок в пресс-форму подают пар.
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Завілінський Анатолій Володимирович, Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович
МПК: B22D 19/00
Мітки: виготовлення, біметалевих, виливок, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Устаткування для очистки поверхні труб

Номер патенту: 763
Опубліковано: 15.12.1993
Автори: Сапа Федір Іванович, Уніговський Микола Рахмилєвич, Коновалов Юліан Костянтинович, Пархомчук Олексій Талимонович, Сахарнов Василь Олексійович, Рулевський Євген Васильович, Кучук-Яценко Сергій Іванович, Арєндт Гєоргій Альбєртовіч
МПК: B08B 1/04
Мітки: поверхні, очистки, устаткування, труб
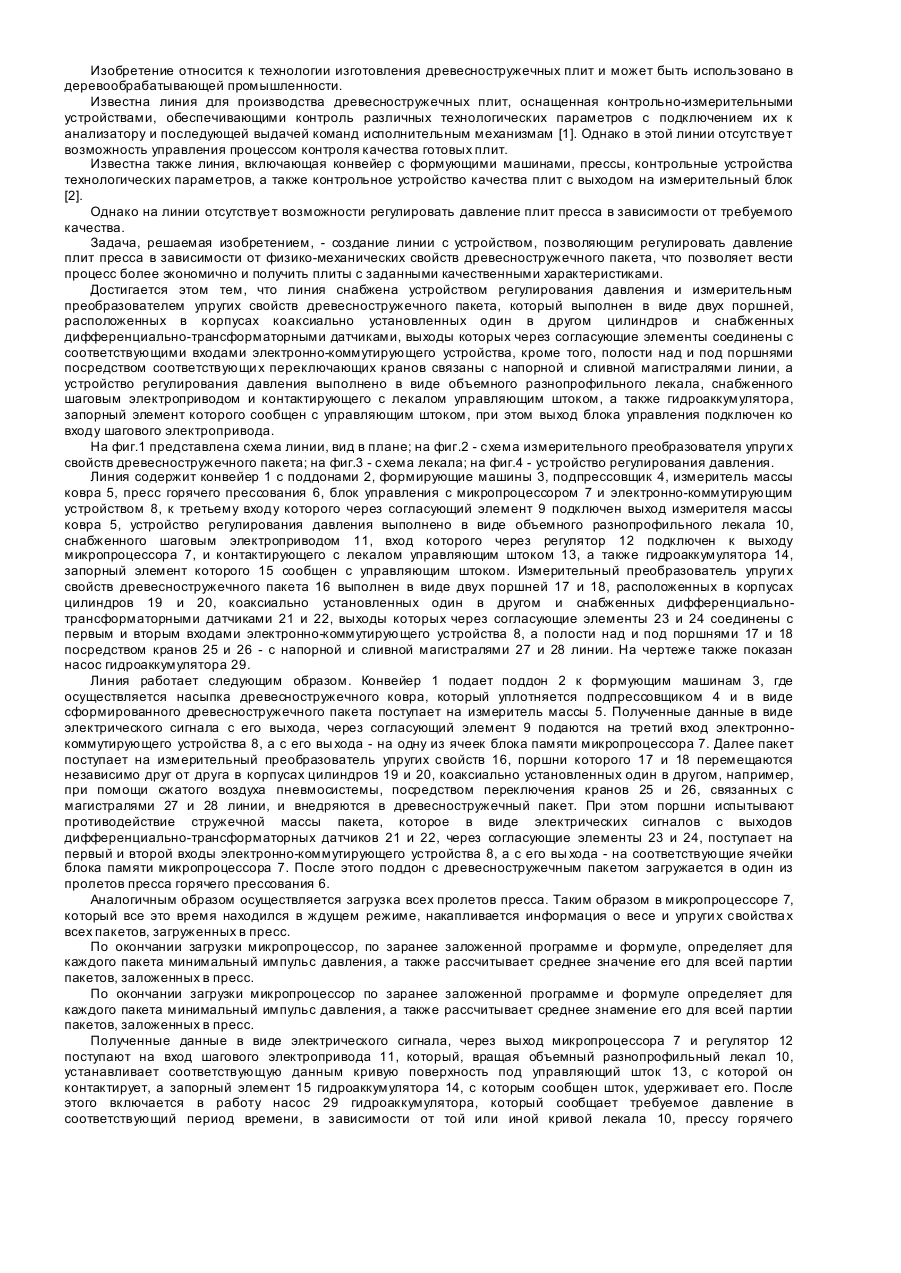
Лінія для виготовлення деревно-стружкових плит
Номер патенту: 413
Опубліковано: 30.04.1993
Автори: Хохлюк Сергій Сидорович, Шелест Анатолій Кузьмич, Ковальов Микола Олександрович
МПК: B27N 3/08
Мітки: деревно-стружкових, виготовлення, лінія, плит
Формула / Реферат:
Линия для изготовления древесностружечных плит, содержащая конвейер с формующими машинами, измеритель массы ковра, пресс горячего прессования и блок управления с микропроцессором и электронно-коммутирующим устройством, к соответствующему входу которого подключен выход измерителя массы ковра, отличающаяся тем, что она снабжена устройством регулирования давления и измерительным преобразователем упругих свойств древесностружечного пакета,...
Попередній патент: Спосiб одержання вiтамiн д3 – бiлкового препарату “вiдеїн”
Наступний патент: Об’ємна роторна гідромашина
Випадковий патент: Спосіб повторного використання плит ковзного замка, плита до цього замка і ковзний замок