Спосіб обробки сталі
Номер патенту: 62427
Опубліковано: 25.08.2011
Автори: Щербовських Наталя Валентинівна, Дурягіна Зоя Антонівна
Формула / Реферат
Спосіб обробки сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 40-50 % Nb; 8-15 % В; 10-20 % Ni на основі графіту, наносять на поверхню шаром товщиною 10-20 мкм, а лазерне легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв.
Текст
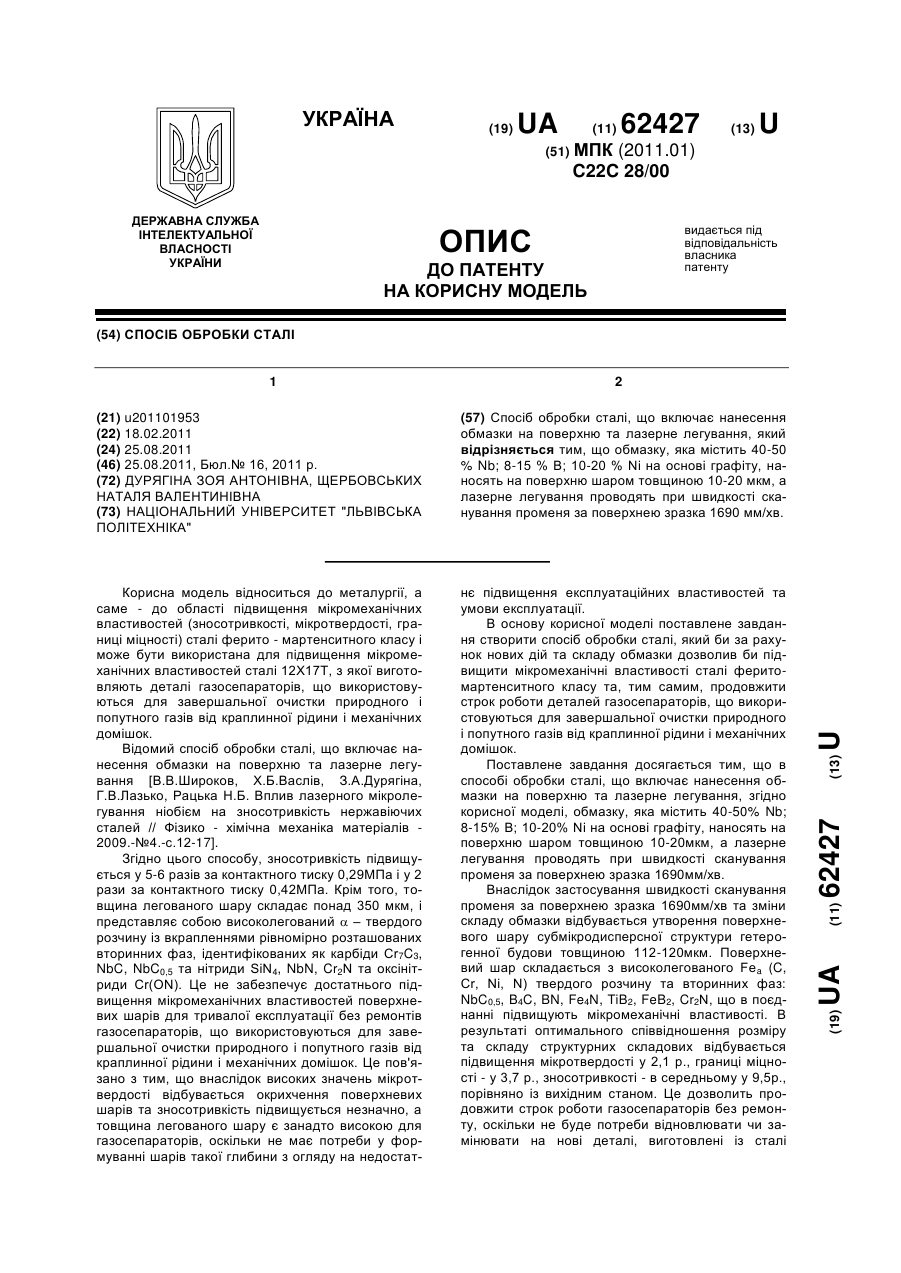
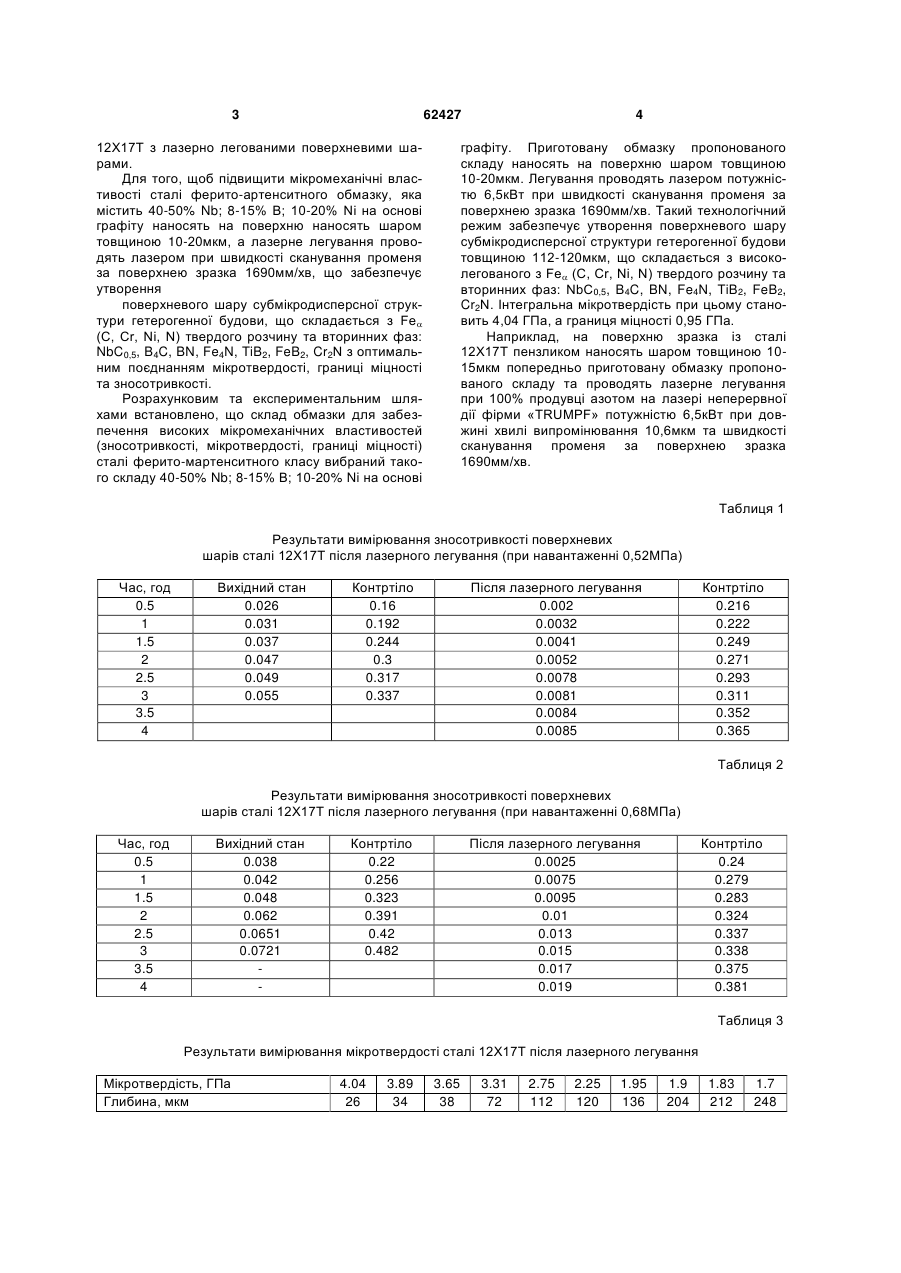
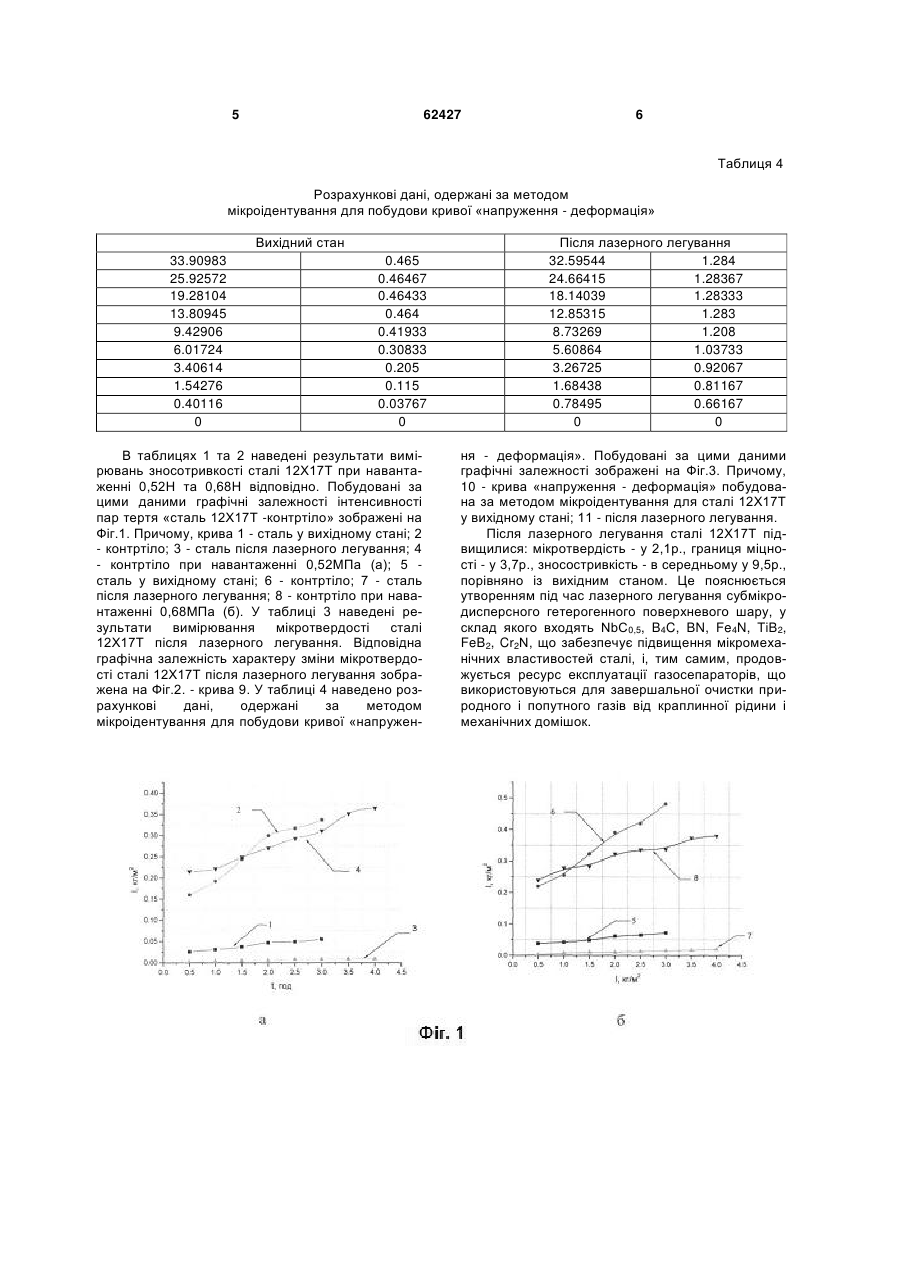
Спосіб обробки сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 40-50 % Nb; 8-15 % В; 10-20 % Ni на основі графіту, наносять на поверхню шаром товщиною 10-20 мкм, а лазерне легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв. (19) (21) u201101953 (22) 18.02.2011 (24) 25.08.2011 (46) 25.08.2011, Бюл.№ 16, 2011 р. (72) ДУРЯГІНА ЗОЯ АНТОНІВНА, ЩЕРБОВСЬКИХ НАТАЛЯ ВАЛЕНТИНІВНА (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ "ЛЬВІВСЬКА ПОЛІТЕХНІКА" 3 62427 12Х17Т з лазерно легованими поверхневими шарами. Для того, щоб підвищити мікромеханічні властивості сталі ферито-артенситного обмазку, яка містить 40-50% Nb; 8-15% В; 10-20% Ni на основі графіту наносять на поверхню наносять шаром товщиною 10-20мкм, а лазерне легування проводять лазером при швидкості сканування променя за поверхнею зразка 1690мм/хв, що забезпечує утворення поверхневого шару субмікродисперсної структури гетерогенної будови, що складається з Fe (С, Cr, Ni, N) твердого розчину та вторинних фаз: NbC0,5, B4C, BN, Fe4N, TiB2, FeB2, Cr2N з оптимальним поєднанням мікротвердості, границі міцності та зносотривкості. Розрахунковим та експериментальним шляхами встановлено, що склад обмазки для забезпечення високих мікромеханічних властивостей (зносотривкості, мікротвердості, границі міцності) сталі ферито-мартенситного класу вибраний такого складу 40-50% Nb; 8-15% В; 10-20% Ni на основі 4 графіту. Приготовану обмазку пропонованого складу наносять на поверхню шаром товщиною 10-20мкм. Легування проводять лазером потужністю 6,5кВт при швидкості сканування променя за поверхнею зразка 1690мм/хв. Такий технологічний режим забезпечує утворення поверхневого шару субмікродисперсної структури гетерогенної будови товщиною 112-120мкм, що складається з високолегованого з Fe (C, Cr, Ni, N) твердого розчину та вторинних фаз: NbC0,5, B4C, BN, Fe4N, TiB2, FeB2, Cr2N. Інтегральна мікротвердість при цьому становить 4,04 ГПа, а границя міцності 0,95 ГПа. Наприклад, на поверхню зразка із сталі 12Х17Т пензликом наносять шаром товщиною 1015мкм попередньо приготовану обмазку пропонованого складу та проводять лазерне легування при 100% продувці азотом на лазері неперервної дії фірми «TRUMPF» потужністю 6,5кВт при довжині хвилі випромінювання 10,6мкм та швидкості сканування променя за поверхнею зразка 1690мм/хв. Таблиця 1 Результати вимірювання зносотривкості поверхневих шарів сталі 12Х17Т після лазерного легування (при навантаженні 0,52МПа) Час, год 0.5 1 1.5 2 2.5 3 3.5 4 Вихідний стан 0.026 0.031 0.037 0.047 0.049 0.055 Контртіло 0.16 0.192 0.244 0.3 0.317 0.337 Після лазерного легування 0.002 0.0032 0.0041 0.0052 0.0078 0.0081 0.0084 0.0085 Контртіло 0.216 0.222 0.249 0.271 0.293 0.311 0.352 0.365 Таблиця 2 Результати вимірювання зносотривкості поверхневих шарів сталі 12Х17Т після лазерного легування (при навантаженні 0,68МПа) Час, год 0.5 1 1.5 2 2.5 3 3.5 4 Вихідний стан 0.038 0.042 0.048 0.062 0.0651 0.0721 Контртіло 0.22 0.256 0.323 0.391 0.42 0.482 Після лазерного легування 0.0025 0.0075 0.0095 0.01 0.013 0.015 0.017 0.019 Контртіло 0.24 0.279 0.283 0.324 0.337 0.338 0.375 0.381 Таблиця 3 Результати вимірювання мікротвердості сталі 12Х17Т після лазерного легування Мікротвердість, ГПа Глибина, мкм 4.04 26 3.89 34 3.65 38 3.31 72 2.75 112 2.25 120 1.95 136 1.9 204 1.83 212 1.7 248 5 62427 6 Таблиця 4 Розрахункові дані, одержані за методом мікроідентування для побудови кривої «напруження - деформація» Вихідний стан 33.90983 25.92572 19.28104 13.80945 9.42906 6.01724 3.40614 1.54276 0.40116 0 0.465 0.46467 0.46433 0.464 0.41933 0.30833 0.205 0.115 0.03767 0 В таблицях 1 та 2 наведені результати вимірювань зносотривкості сталі 12Х17Т при навантаженні 0,52Н та 0,68Н відповідно. Побудовані за цими даними графічні залежності інтенсивності пар тертя «сталь 12Х17Т -контртіло» зображені на Фіг.1. Причому, крива 1 - сталь у вихідному стані; 2 - контртіло; 3 - сталь після лазерного легування; 4 - контртіло при навантаженні 0,52МПа (а); 5 сталь у вихідному стані; 6 - контртіло; 7 - сталь після лазерного легування; 8 - контртіло при навантаженні 0,68МПа (б). У таблиці 3 наведені результати вимірювання мікротвердості сталі 12Х17Т після лазерного легування. Відповідна графічна залежність характеру зміни мікротвердості сталі 12Х17Т після лазерного легування зображена на Фіг.2. - крива 9. У таблиці 4 наведено розрахункові дані, одержані за методом мікроідентування для побудови кривої «напружен Після лазерного легування 32.59544 1.284 24.66415 1.28367 18.14039 1.28333 12.85315 1.283 8.73269 1.208 5.60864 1.03733 3.26725 0.92067 1.68438 0.81167 0.78495 0.66167 0 0 ня - деформація». Побудовані за цими даними графічні залежності зображені на Фіг.3. Причому, 10 - крива «напруження - деформація» побудована за методом мікроідентування для сталі 12Х17Т у вихідному стані; 11 - після лазерного легування. Після лазерного легування сталі 12Х17Т підвищилися: мікротвердість - у 2,1p., границя міцності - у 3,7р., зносостривкість - в середньому у 9,5p., порівняно із вихідним станом. Це пояснюється утворенням під час лазерного легування субмікродисперсного гетерогенного поверхневого шару, у склад якого входять NbC0,5, B4C, BN, Fe4N, TiB2, FeB2, Cr2N, що забезпечує підвищення мікромеханічних властивостей сталі, і, тим самим, продовжується ресурс експлуатації газосепараторів, що використовуються для завершальної очистки природного і попутного газів від краплинної рідини і механічних домішок. 7 Комп’ютерна верстка Н.Лисенко 62427 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel processing
Автори англійськоюDuriahina Zoia Antonivna, Scherbovskykh Natalia Valentynivna
Назва патенту російськоюСпособ обработки стали
Автори російськоюДурягина Зоя Антоновна, Щербовских Наталья Валентиновна
МПК / Мітки
МПК: C22C 28/00
Код посилання
<a href="https://ua.patents.su/4-62427-sposib-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталі</a>
Спосіб підвищення мікротвердості та зносостійкості сталі
Номер патенту: 50172
Опубліковано: 25.05.2010
Автори: Щербовських Наталя Валентинівна, Дурягіна Зоя Антонівна, Лазько Галина Вікторівна
МПК: C22C 28/00
Мітки: спосіб, мікротвердості, підвищення, сталі, зносостійкості
Формула / Реферат:
Спосіб підвищення мікротвердості та зносостійкості сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 80-90 % Nb та 10-25 % рідкого скла, наносять на поверхню шаром товщиною 12-25 мкм, а лазерне легування проводять лазером неперервної дії довжиною хвилі випромінювання 10,6 мкм при 100 % продувці азотом.
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу “ківш-піч”
Номер патенту: 50806
Опубліковано: 25.06.2010
Автори: Кузнецов Денис Юрійович, Куберський Сергій Володимирович, Дорогий Євген Володимирович
МПК: C21C 7/06
Мітки: установці, доведення, типу, обробки, сталі, спосіб, ковші, комплексного, ківш-піч
Формула / Реферат:
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу "ківш-піч", що включає присадку в ківш як шлакоутворювального матеріалу магнезитового порошку, який відрізняється тим, що на поверхню шлаку в зону роботи електричної дуги в процесі обробки маловуглецевих безкремнієвих сталей в ківш подають периклазовий порошок для забезпечення процесу силікотермії MgO з витратою 0,84 кг/т сталі.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі
Номер патенту: 34358
Опубліковано: 11.08.2008
Автори: Дорожко Григорій Костянтинович, Карабаш Тетяна Борисівна
МПК: C21D 8/00
Мітки: обробки, термомеханічної, низьколегованої, сталі, маловуглецевої, спосіб
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 7,6-11 град/сек., причому, чим нижче температура завершення деформації, тим менше швидкість охолоджування.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням
Номер патенту: 34357
Опубліковано: 11.08.2008
Автори: Карабаш Тетяна Борисівна, Дорожко Григорій Костянтинович
МПК: C21D 8/00
Мітки: спосіб, карбонітридним, сталі, термомеханічної, обробки, маловуглецевої, низьколегованої, зміцненням
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 2,5-4 град/сек.
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Пащенко Андрій Володимирович, Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович, Шевченко Тарас Григорович, Дворядкін Борис Олександрович
МПК: C21C 7/064
Мітки: спосіб, обробки, позапічної, сталі
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Попередній патент: Водоохолоджувана панель дугової сталеплавильної печі
Наступний патент: Стенд для збирання та розбирання роликів листоправильної машини
Випадковий патент: Спосіб водоізоляції і обмеження водоприпливів у нафтовій і газовій свердловинах