Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Бросєв Олександр Олександрович, Шевченко Тарас Григорович, Лук'янов Олександр Вікторович, Дворядкін Борис Олександрович, Пащенко Андрій Володимирович
Формула / Реферат
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в інший ковш через шиберні затвори, під кутом 25 - 35 градусів до осі другого ковша назустріч один одному.
Текст
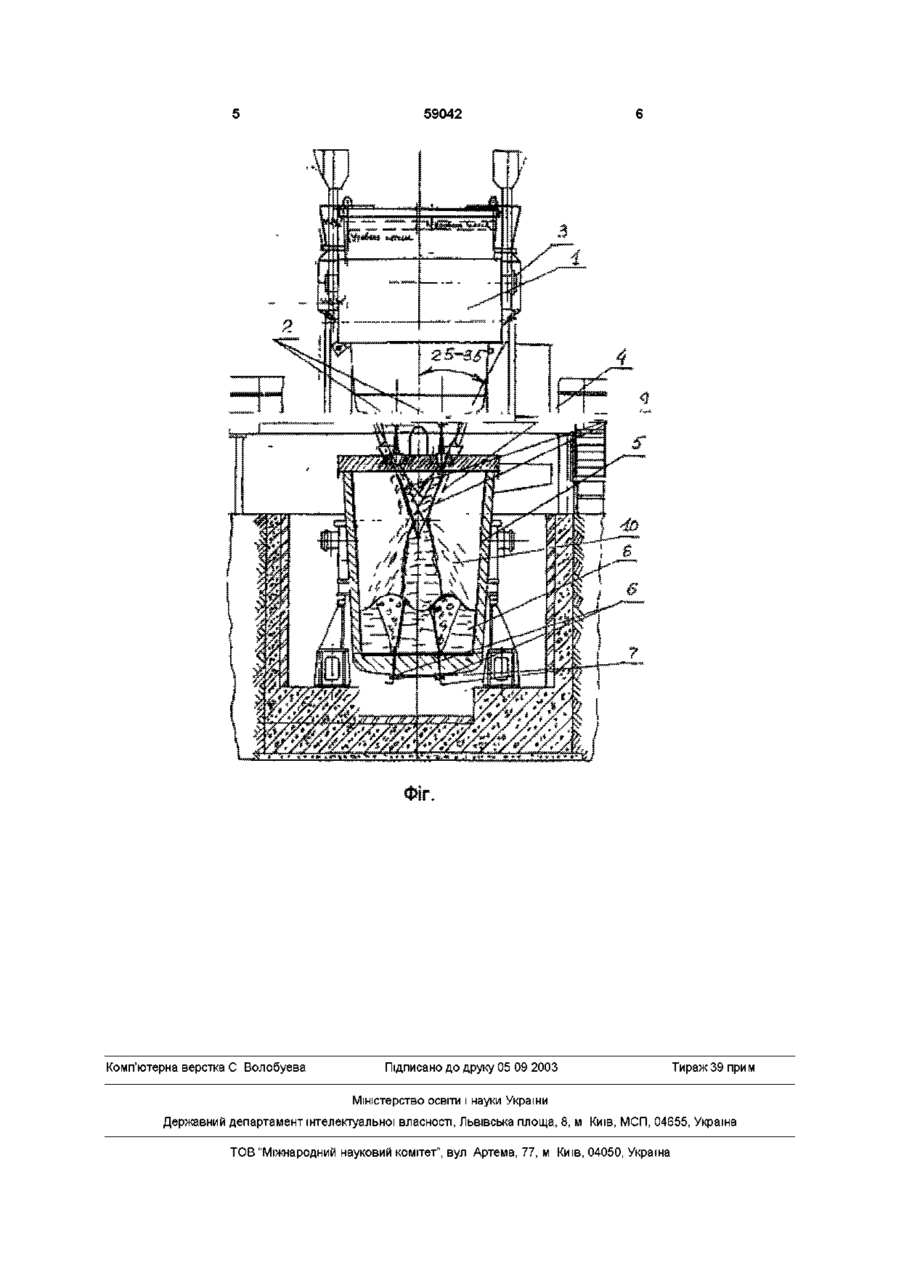
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в інший ковш через шиберні затвори, під кутом 25-35 градусів до осі другого ковша назустріч один одному Винахід відноситься до області металурги, зокрема до способів виробництва сталі з використанням методів позапічної обробки Відомий спосіб позапічної обробки сталі, що включає випуск металу в ковш, введення в нього шлакоутворюючих матеріалів і продувку металу нейтральним газом (Див авт свід № 1305179 колишнього СРСР, кл С21С 7/064,1987, БІ №15) Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом позапічної обробки сталі, є недостатній ступінь обробки металу і його якість, складність у регулюванні положення продувної фурми що до днища ковша Відомий спосіб одержання сталі, прийнятий як прототип, що включає обробку нерозкисленної сталі при випуску в ковші рідким рафініруючим шлаком, розкислення алюмінієм і легування кремнієм, перелив з одного ковша в ІНШІЙ І наступну обробку в процесі переливу в інший ковш ( Див авт свід № 404864 колишнього СРСР, кл С21С 7/00,1973, БІ №44) Причиною, що перешкоджає досягненню необхідного технічного результату прототипом, є складність у застосуванні, недостатня ступінь обробки нерозкисленного металу В основу винаходу поставлена задача розробити спосіб позапічної обробки сталі, що значно підвищить ступінь обробки і якості сталі шляхом збільшення площі і часу взаємодії металу зі шлакоутворюючими матеріалами і нейтральними га зами Поставлена задача зважується таким чином, що у відомому способі, що включає виплавку сталі, обробку металу при випуску в перший ковш твердими шлакоутворюючими сумішами, розкислення і легування, переливання металу з одного ковша в ІНШІЙ з одночасною обробкою реагентами й інертним газом, розширюють площу взаємодії струменів металу з газо - шлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в ІНШІЙ через шиберні затвори під кутом 25-35 градусів до осі другого ковша назустріч друг другу Загальним для прототипу і запропонованим способом позапічної обробки сталі є наступні ознаки виплавка сталі, обробка металу при випуску в перший ковш твердими шлако-утворюючими сумішами, розкислення і легування, переливання металу з одного ковша в ІНШІЙ З одночасною обробкою реагентами й інертним газом ВІДМІТНИМИ ознаками від прототипу запропонованого способу позапічної обробки сталі є розширення площі взаємодії струменів металу з газо-шлаковою емульсією, зміна напрямку струменів металу назустріч один одному, напрямок струменів під кутом 25-35 градусів до осі другого ковша назустріч один одному Наявність цих ВІДМІТНИХ ознак дозволяє класифікувати винахід як відповідному критерію "Новизна" о ю 59042 В інших відомих технічних рішеннях не виявлено запропонованих ВІДМІТНИХ ознак, що характеризують запропонований спосіб позапічної обробки сталі На підставі проведеного аналізу можна зробити висновок, що запропонований винахід володіє істотними ВІДМІТНИМИ ознаками в зіставленні з відомими технічними рішеннями, а запропонована сукупність істотних ознак забезпечить підвищення ступеня обробки і якості сталі Розширення площі взаємодії струменів металу з газо-шлаковою емульсією дозволить поліпшити десульфурацію, захист сталі від вторинного окислювання, видалення неметалічних включень і газів Зміна напрямку струменів металу назустріч один одному, інтенсивне перемішування металу з газо - шлаковою емульсією зменшить динамічний напір на днище ковша, дроблення струменів і бризоутворення, підвищить ступінь десульфурацм сталі Напрямок струменів під кутом 25-35 градусів до осі другого ковша назустріч один одному дозволить зустрітися струменям металу на половині висоти ковша, не долітаючи до днища погасити динамічний напір, роздрібнитися на окремі струмені і бризи, що сприяє більш активному перемішуванню металу з газо-шлаковою емульсією, підвищенню десульфурацм, видаленню газів і неметалічних включень При зустрічі струменів металу, спрямованих під кутом менш 25 градусів до осі другого ковша назустріч один одному не забезпечується активне перемішування металу з газо-шлаковою емульсією, за рахунок зниження висоти зустрічі струменів металу до 1А висоти ковша, струмені не встигають роздрібнитися в польоті, знижується десульфурація і видалення неметалічних включень і газів зі сталі А зустріч струменів під кутом більш 35 градусів до осі другого ковша назустріч один одному веде до змішування струменів на ваготі більш ЗА висоти ковша, що сприяє заметалюванню кришки і футеровки стін, збільшенню витрат вогнетривів Таким чином, у наявності причинно- слідчий зв'язок між сукупністю істотних ознак запропонованого способу позапічної обробки сталі з технічним результатом, який можна одержати використовуючи винахід при виробництві сталі Запропонований спосіб позапічної обробки сталі може бути здійснений у сталеплавильному виробництві і пояснюється схемою позапічної обробки сталі, де 1 - ковш із двома шиберними затворами 2 , 3 - бункер для подачі твердої шлакоутворюючої суміші 4, 5 - другий ковш із шиберними затвороми 6, 7 - підведення інертного газу через шиберні затвори, 8 - метал, 9 - струмені металу, 10 - бризи металу Спосіб позапічної обробки сталі здійснюється таким чином Виплавку сталі проводять у 300т мартенівській печі Розкислення сталі проводять у ковші 1 під час випуску сталі Одночасно, під час випуску сталі проводиться обробка металу в ковші твердими шлакоутворюючими сумішами й інертним газом Після випуску сталі ковш 1 передається на позапічну установку переливу сталі У процесі переливу сталі з ковша 1 через шиберні затвори 2 виробляється позапічна обробка сталі в ковші 5 твердими шлакоутворю-ючими сумішами 4, що вводяться з бункера 3 і продувка інертним газом через продувні пристрої 7 у шиберних затворах 6 Ковш 5 накривається футерованою кришкою, у якій установлені дві вогнетривкі приймальні воронки, розташовані соосно шиберним затворам 2 ковша 1 Прийомні воронки, встановлені в кришці, змінюють напрямок витікання металу назустріч один одному Кут нахилу каналу воронки до вертикальної осі ковша 5 складає 25-35 градусів У даному випадку ЗО градусів При витіканні струменів 9 з каналів відбувається їхнє зіткнення приблизно на середині висоти ковша У процесі зіткнення струмені дробляться на окремі струмені і бризи 10 Частково відбувається злиття струменів У загальному випадку поверхня контакту струменів металу з газо-шлаковою емульсією в багато разів збільшується Збільшення поверхні контакту сприяє підвищенню ступеня десульфурацм, видаленню газів і неметалічних включень 3 появою шлаку шиберні затвори 2 ковша 1 закриваються ковш 1 транспортується на злив шлаку й обробку під наступну плавку Ковш 5 відправляється для розливання сталі Таким чином, запропонований спосіб позапічної обробки сталі забезпечує проведення глибокої десульфурацм сталі, видалення газів зі сталі і неметалічних включень Проведення позапічної обробки сталі привело до поліпшення якості сталі 59042 Комп'ютерна верстка С Волобуева Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for out-of-furnace steel processing
Автори англійськоюShevchenko Taras Hryhorovych, Dviroadkin Borys Oleksandrovych, Pashenko Andriy Volodymyrovich, Brosiev Oleksandr Oleksandrovych
Назва патенту російськоюСпособ внепечной обработки стали
Автори російськоюШевченко Тарас Григорьевич, Дворядкин Борис Александрович, Пащенко Андрей Владимирович, Бросев Александр Александрович
МПК / Мітки
МПК: C21C 7/064
Мітки: позапічної, спосіб, сталі, обробки
Код посилання
<a href="https://ua.patents.su/3-59042-sposib-pozapichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки сталі</a>
Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Бать Юрій Ізраільович, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович, Бузун Ігор Леонідович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Кисіленко Володимир Васильович, Булянда Олександр Олексійович
МПК: C21C 7/00
Мітки: позапічноі, спосіб, рідкої, сталі, обробки
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:де Н - висота шару рідкої сталі, мd - товщина оболонки, м;Т - температура рідкої сталі, °С;К - коефіцієнт, враховуючий зміну температури...
Спосіб позапічної обробки високовуглецевої сталі
Номер патенту: 46029
Опубліковано: 15.05.2002
Автори: Дюдкін Дмитро Олександрович, Гринберг Самуіл Юхимович, Бать Юрій Ізраілевич, Тітієвський Володимир Маркович
МПК: C21C 7/06
Мітки: обробки, позапічної, сталі, високовуглецевої, спосіб
Формула / Реферат:
Спосіб позапічної обробки високовуглецевої сталі, що містить в собі введення в розплав алюмінію і силікокальцію, який відрізняється тим, що алюміній вводять в розплав перед введенням силікокальцію, а витрати силікокальцію установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію та вмісту сірки в розплаві, при цьому нижню межу вмісту кальцію в розплаві визначають із співвідношення [Ca]=0,01[Al]+0,0016, %, а...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Рогоз Ігор Борисович, Буга Ілля Дмитрович, Бузун Ігор Леонідович, Ромадикін Сергій Дмитрович, Ярославцев Юрій Григорович, Крутіков Василій Петрович, Курдюков Анатолій Андрійович
МПК: C21C 7/00
Мітки: спосіб, сталі, позапічної, ковші, обробки
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб позапічної обробки сталі
Номер патенту: 35059
Опубліковано: 15.03.2001
Автори: Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович, Оніщук Віталій Прохорович, Бать Сергій Юрійович, Кисіленко Володимир Васильович
МПК: C21C 7/00
Мітки: спосіб, обробки, сталі, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, який містить в собі введення в рідкий розплав порошкового дроту в сталевій оболонці із заповненням металічними алюмінієм та кальцієм, відрізняється тим, що для обробки використовують дріт, в якому відношення між вмістом кальцію в заповнювачі і вмістом самого заповнювача в дроті складає величину 0,8...1,2, а масову швидкість надходження кальцію в метал підтримують в межах 0,5...2,0г/тс.
Спосіб позапічноі обробки рідкоі сталі
Номер патенту: 23587
Опубліковано: 02.06.1998
Автори: Курдюков Анатолій Андрійович, Кисіленко Володимир Васильович, Бать Юрій Ізраільович, Буга Ілля Дмитрович, Носоченко Олег Васильович, Ромодикін Сергій Дмитрович, Дюдкін Дмитро Олександрович, Крутіков Василь Петрович, Оніщук Віталій Прохорович, Бузун Ігор Леонідович
МПК: C21C 7/00
Мітки: спосіб, сталі, обробки, рідкоі, позапічноі
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, який включає випуск розплаву у ківш, присадку розкислювачів - алюмінію, матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, який відрізняється тим, що при вмістові [S] у металі перед обробкою < 0,010% швидкість введення у ківш матеріалів, що містять кальцій, складає 0,035-0,052 кг Са/т.хв., а при вмістові [S] у металі перед обробкою > 0.010% швидкість введення...
Попередній патент: Фоточутливий кольоровий лак трафаретного друку
Наступний патент: Спосіб одержання ливарного синтетичного чавуну
Випадковий патент: Пристрій для проведення плазмохімічних реакцій за участю іонів літію