Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки
Формула / Реферат
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие и узкие боковые стенки, широкие боковые стенки которого в верхней части выполнены с углом наклона к вертикали менее 10°, сужеными книзу до размера получаемой ленты, и образуют рабочую полость конической формы, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, концевые участки широких боковых стенок выполнены параллельными, а их ширина равна по меньшей мере толщине получаемой ленты.
2. Кристаллизатор по п. 1, отличающийся тем, что широкие боковые стенки конической части кристаллизатора выполнены дугообразными.
3. Кристаллизатор по п. 1, отличающийся тем, что боковые стенки кристаллизатора в верхней части выполнены из материала с меньшей теплопроводностью и большей жаростойкостью, чем материал нижней части.
4. Кристаллизатор по п. 1, отличающийся тем, что его боковые стенки выполнены с теплопроводностью не более 50 % теплопроводности меди.
5. Кристаллизатор по п. 1, отличающийся тем, что его узкие стенки выполнены с возможностью перемещения в зоне параллельных участков широких стенок.
6. Кристаллизатор по п. 1, отличающийся тем, что он дополнительно содержит привод и направляющую качания.
7. Способ непрерывного вертикального литья стальной ленты преимущественно толщиной менее 60 мм в кристаллизаторе с конической формой верхней части его рабочей полости, включающий подачу жидкой стали в кристаллизатор, охлаждение, формирование затвердевшей корочки заготовки и вытягивание ее из кристаллизатора, отличающийся тем, что, с целью повышения надежности работы кристаллизатора и качества непрерывнолитой ленты, вытягивание корочки заготовки, сформированной в конце конической части кристаллизатора толщиной до 6 мм, осуществляют со скоростью по меньшей мере 3-6 м/мин.
8. Способ по п. 7, отличающийся тем, что в зоне параллельных участков широких стенок осуществляют подвод смазочных материалов.
9. Способ по п. 7, отличающийся тем, что в зоне параллельных участков широких стенок осуществляют нагрев мениска расплава.
Текст
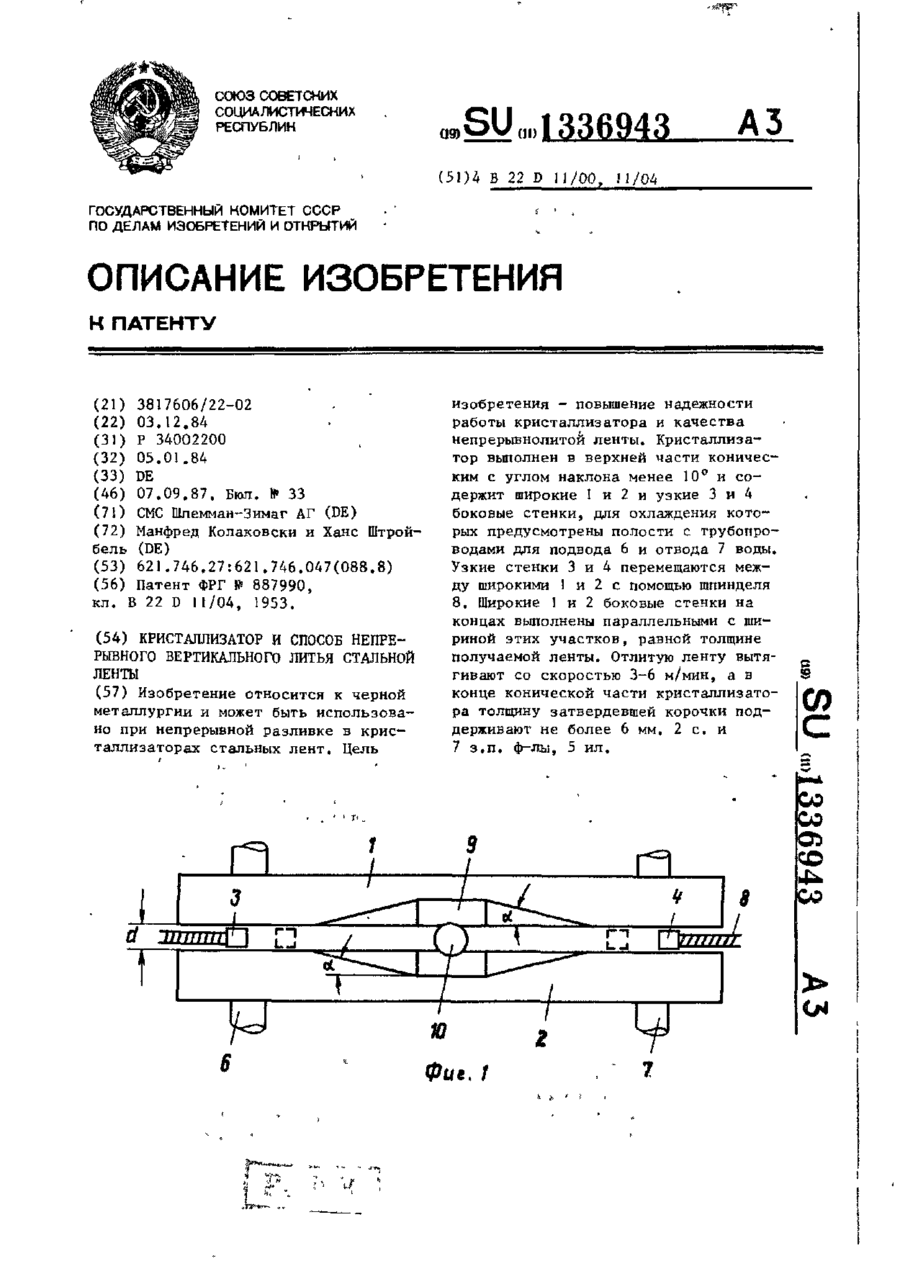
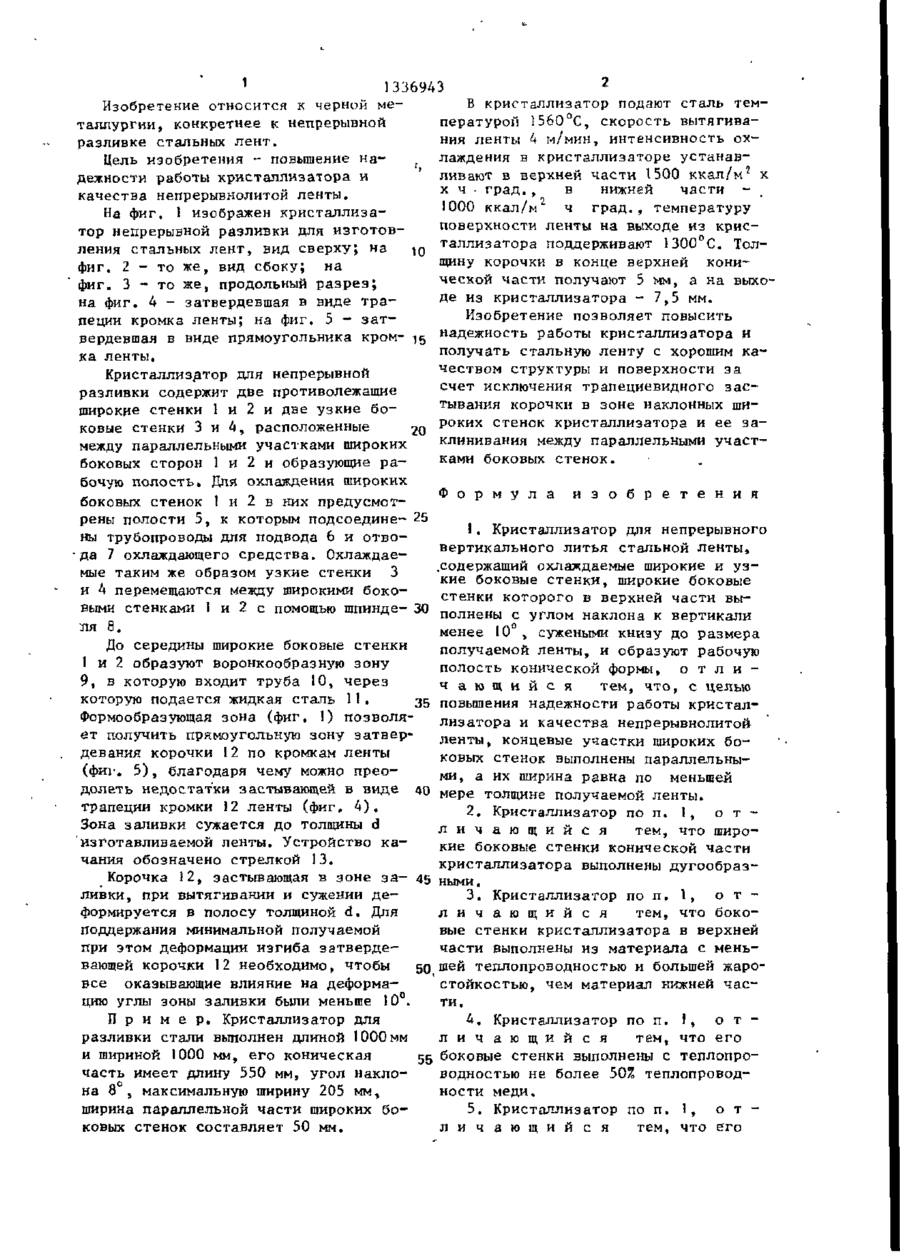
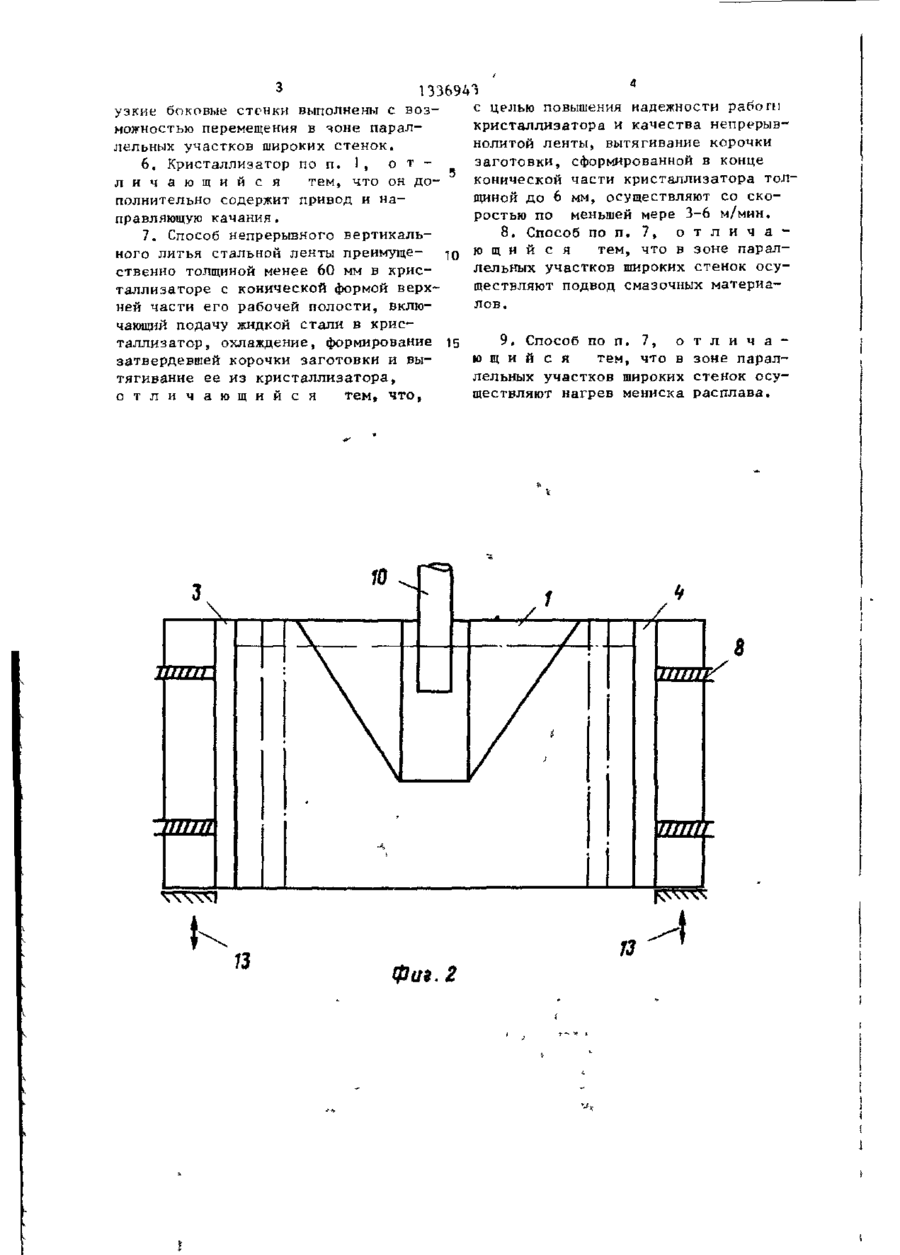
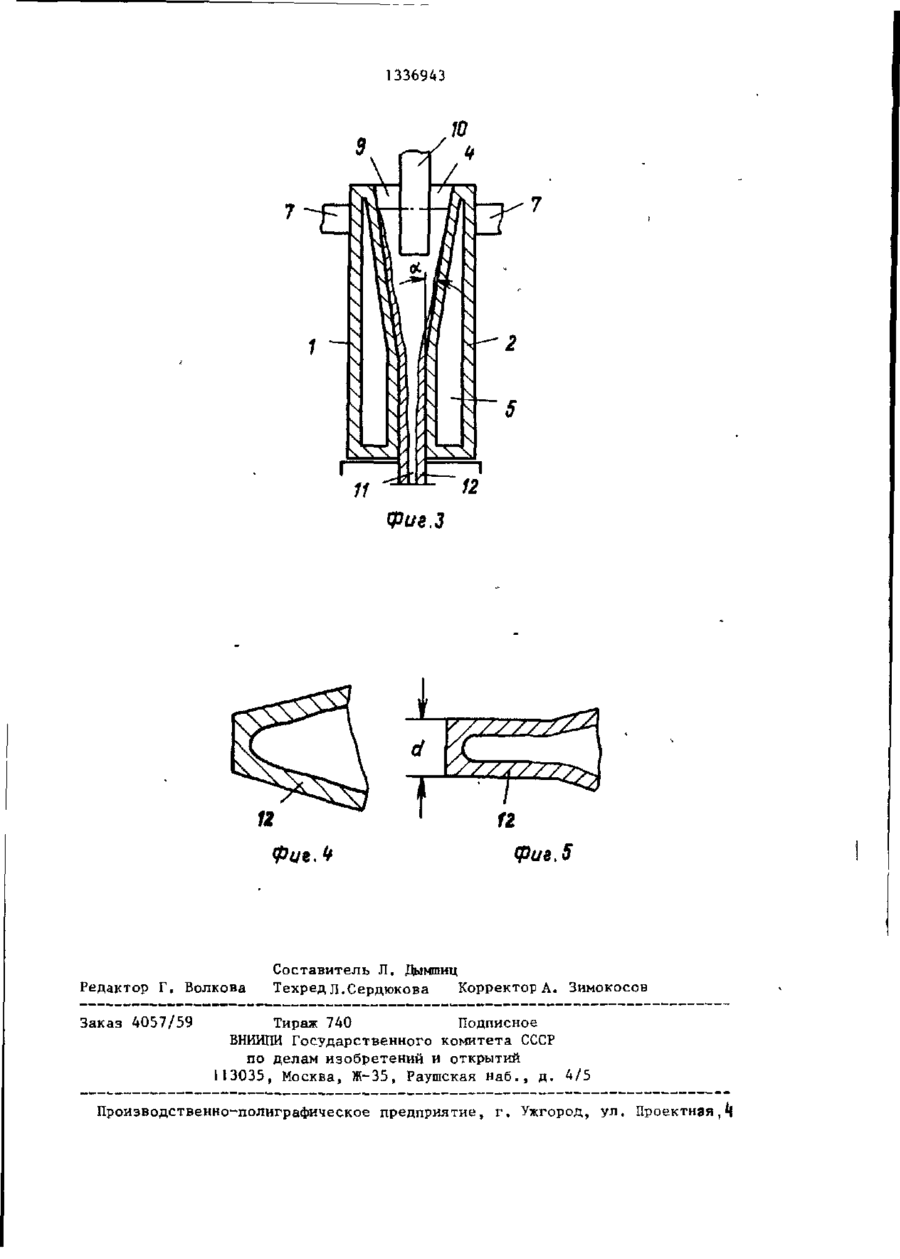
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке в кристаллизаторах стальных лент. Цель изобретения - повышение надежности работы кристаллизатора и качества непрерывнолитой ленты. Кристаллизатор выполнен в верхней части коническим с углом наклона менее 10° и содержит широкие I и 2 и узкие 3 и 4 боковые стенки, для охлаждения которых предусмотрены полости с трубопроводами для подвода 6 и отвода 7 воды, Узкие стенки 3 и 4 перемещаются между широкими 1 и 2 с помощью шпинделя 8. Широкие 1 и 2 боковые стенки на концах выполнены параллельными с шириной этих участков, равной толщине получаемой ленты. Отлитую ленту вытягивают со скоростью 3-6 м/мин, а в конце конической части кристаллизатора толщину затвердевшей корочки поддерживают не более 6 мм. 2 с. и 7 з.п. ф-лы, 5 ил. СО с 00 оо со со 1 1336943 Изобретение относится к черной меВ кристаллизатор подают сталь температурой 1560°С, скорость вытягиваталлургии, конкретнее к непрерывной ния ленты k м/мин, интенсивность охразливке стальных лент. лаждения в кристаллизаторе устанавЦель изобретения - повышение наливают в верхней части 1500 ккал/м ! х дежности работы кристаллизатора и х ч • град., в нижней части качества непрерывнолитой ленты. 1000 ккал/м ч град., температуру На фиг. 1 изображен кристаллизаповерхности ленты на выходе из кристор непрерывной разливки для изготовления стальных лент, вид сверху; на ю таллизатора поддерживают 1300°С. Толщину корочки в конце верхней конифиг. 2 - то же, вид сбоку; на ческой части получают 5 мм, а на выхофиг. 3 - то же, продольный разрез; де из кристаллизатора - 7,5 мм. на фиг. 4 - затвердевшая в виде траИзобретение позволяет повысить пеции кромка ленты; на фиг. 5 - затвердевшая в виде прямоугольника кром- 15 надежность работы кристаллизатора и получать стальную ленту с хорошим кака ленты. чеством структуры и поверхности за Кристаллизатор для непрерывной счет исключения трапециевидного засразливки содержит две противолежащие тывания корочки в зоне наклонных шиширокие стенки 1 и 2 и две узкие бороких стенок кристаллизатора и ее заковые стенки 3 и 4, расположенные 20 клинивания между параллельными участмежду параллельными участками широких ками боковых стенок. боковых сторон 1 и 2 и образующие рабочую полость. Для охлаждения широких Ф о р м у л а и з о б р е т е н и я боковых стенок 1 и 2 в них предусмотрены полости 5, к которым подсоедине- 25 1. Кристаллизатор для непрерывного ны трубопроводы для подвода 6 и отвовертикального литья стальной ленты, • да 7 охлаждающего средства. Охлаждае.содержащий охлаждаемые широкие и узмые таким же образом узкие стенки 3 кие боковые стенки, широкие боковые и 4 перемещаются между широкими боковыми стенками 1 и 2 с помощью шпинде- 30 стенки которого в верхней части вып о л н е н ы с углом наклона к вертикали ля 8. менее 10' сужеными книзу до размера До середины широкие боковые стенки получаемой ленты, и образуют рабочую 1 и 2 образуют воронкообразную зону полость конической формы, о т л и 9, в которую входит труба 10, через ч а ю щ и й с я тем, что, с целью которую подается жидкая сталь 11. 35 повышения надежности работы кристалФормообразующая зона (фиг. !) позволялизатора и качества непрерывнолитой ет получить прямоугольную зону затверленты, концевые участки широких бодевания корочки 12 по кромкам ленты ковых стенок выполнены параллельны(фиг. 5 ) , благодаря чему можно преоми, а их ширина равна по меньшей долеть недостатки застывающей в виде 40 м е р е толщине получаемой ленты, трапеции кромки 12 ленты (фиг. 4 ) . . Кристаллизатор по п. 1, о т 2 Зона заливки сужается до толщины d л и ч а ю щ и й с я тем, что широизготавливаемой ленты. Устройство као в ы е стенки конической части к и е боК чания обозначено стрелкой 13. кристаллизатора выполнены дугообразКорочка 12, застывающая в зоне за- 45 ными. ливки, при вытягивании и сужении де3. Кристаллизатор по п. 1, о т формируется в полосу толщиной d. Для л и ч а ю щ и й с я тем, что бокоподдержания минимальной получаемой вые стенки кристаллизатора в верхней при этом деформации изгиба затвердечасти выполнены из материала с меньвающей корочки 12 необходимо, чтобы 50 шей теплопроводностью и большей жаровсе оказывающие влияние на деформастойкостью, чем материал нижней часцию углы зоны заливки были меньше 10 . ти. П р и м е р . Кристаллизатор для 4. Кристаллизатор п о п . 1, о т разливки стали выполнен длиной 1000мм л и ч а ю щ и й с я тем, что его и шириной 1000 мм, его коническая 55 боковые стенки выполнены с теплопрочасть имеет длину 550 мм, угол накловодностью не более 50% теплопроводна 8 , максимальную ширину 205 мм, ности меди. ширина параллельной части широких бо5. К р и с т а л л и з а т о р по п . 1, о т ковых стенок составляет 50 мм. л и ч а ю щ и й с я тем, что его З П369А узкие боковые стенки выполнены с возможностью перемещения в яоне параллельных участков широких стенок. 6. Кристаллизатор по п. I, о т л и ч а ю щ и й с я тем, что он дополнительно содержит привод и направляющую качания. 7. Способ непрерывного вертикального литья стальной ленты преимуще- -\Q ствєнно толщиной менее 60 мм в кристаллизаторе с конической формой верхней части его рабочей полости, включающий подачу жидкой стали в кристаллизатор, охлаждение, формирование 15 затвердевшей корочки заготовки и вытягивание ее из кристаллизатора, о т л и ч а ю щ и й с я тем, что, фиг. 2 с целью повышения надежности рабо ги кристаллизатора и качества непрерывнолитой ленты, вытягивание корочки заготовки, сформированной в конце конической части кристаллизатора толщиной до 6 мм, осуществляют со скоростью по меньшей мере 3-6 м/мин, 8. Способ по п. 7, о т л и ч а ю щ и й с я тем, что в зоне параллельных участков широких стенок осуществляют подвод смазочных материалов. 9, Способ по п. 7, о т л и ч а ю щ и й с я тем, что в зоне параллельных участков широких стенок осуществляют нагрев мениска расплава. 1336943 З Фиг,3 Y \ Фиг Л Редактор Г. Волкова Заказ 4057/59 У// п фиг .5 Составитель Л. Дымшиц Техред л.Сердюкова Корректор А. Зимокосов Тираж 740 Подписное ВНИИЇЇИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold and method for continuous vertical casting of stell strip
Назва патенту російськоюКристаллизатор и способ непрерывного вертикального литья стальной ленты
МПК / Мітки
МПК: B22D 11/04, B22D 11/00
Мітки: лиття, стальної, спосіб, безперевного, кристалізатор, вертикального, стрічки
Код посилання
<a href="https://ua.patents.su/4-6339-kristalizator-i-sposib-bezperevnogo-vertikalnogo-littya-stalno-strichki.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор і спосіб безперевного вертикального лиття стальної стрічки</a>
Кристалізатор для безперевного вертикального лиття стальної стрічки
Номер патенту: 6338
Опубліковано: 29.12.1994
Автор: Ханс Штройбель
МПК: B22D 11/04
Мітки: безперевного, лиття, кристалізатор, стальної, стрічки, вертикального
Формула / Реферат:
1. Кристаллизатор для непрерывного вертикального литья стальной ленты, содержащий охлаждаемые широкие с параллельными конечными участками и узкие боковые рабочие стенки, при этом широкие боковые стенки выполнены в верхней зоне с расширением, а в нижней зоне - с форматоопределяющими участками, отличающийся тем, что, с целью уменьшения износа кристаллизатора и повышения качества отливаемых лент, широкие боковые стенки кристаллизатора в...
Пристрій для подання металу у установку вертикального безперевного лиття з витягуванням до гори труби
Номер патенту: 5949
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: установку, вертикального, витягуванням, пристрій, лиття, подання, металу, гори, трубі, безперевного
Формула / Реферат:
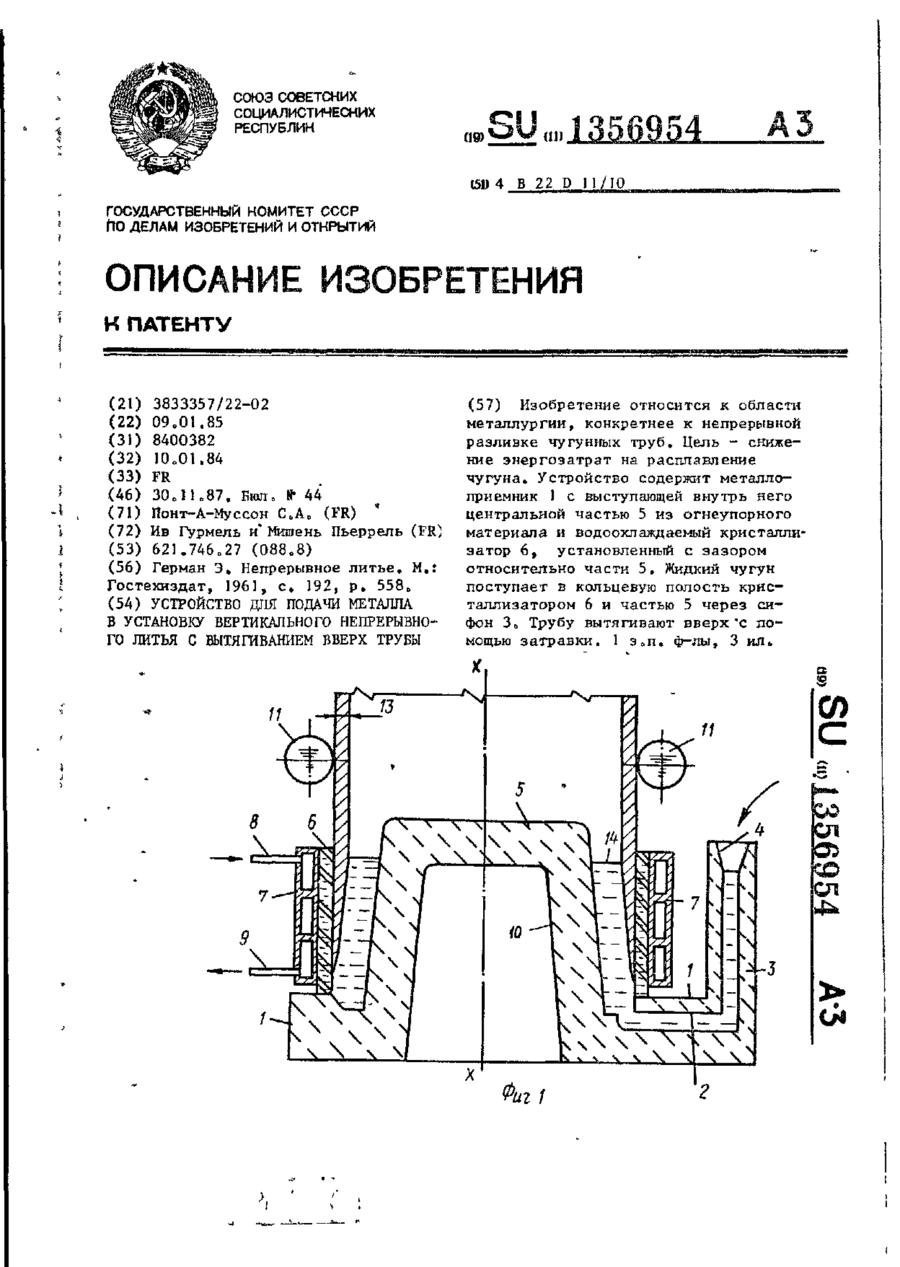
1. Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы, преимущественно чугунной, содержащее мсталлоприемник с выступающей внутрь центральной частью в форме усеченного конуса, установленный с зазором относительно нее водоохлаждаемый кристаллизатор и сифон для подачи жидкого металла, причем в центральной части металлоприемника выполнена внутренняя полость в форме усеченного конуса,...
Пристрій для вертикального безперевного лиття чавунних трубних заготівок з витягуванням до гори
Номер патенту: 5951
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/14, B22D 11/103, B22D 11/00, B22D 11/041
Мітки: безперевного, пристрій, вертикального, гори, трубних, лиття, чавунних, заготівок, витягуванням
Формула / Реферат:
1. Устройство для вертикального непрерывного литья чугунных трубных заготовок с вытягиванием вверх, содержащее сифонную литниковую систему из огнеупорного материала, установленный на ней водоохлаждаемый кристаллизатор и затравку, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет получения труб с муфтами и повышения качества их поверхности, оно снабжено узлом для формирования муфты, выполненным в виде...
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Бродський Сергій Сергійович, Пікус Марк Ісерович, Бойко Юрій Павлович, Угодніков Олександр Львович, Борисов Юрій Миколайович, Учитель Лев Михайлович
МПК: B22D 11/04
Мітки: збірний, заготівок, кристалізатор, безперервного, лиття
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Чернишова Світлана Никодимівна, Шишков Михайло Михайлович, Кащенко Юрій Олексійович, Терехов Вадим Миколайович, Дилдін Анатолій Михайлович, Богданов Аркадій Іванович, Глазков Анатолій Якович, Афонін Володимир Олексійович, Петін Леонід Григорович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: лиття, безперервного, стальних, кристалізатор, горизонтального, заготовок
Формула / Реферат:
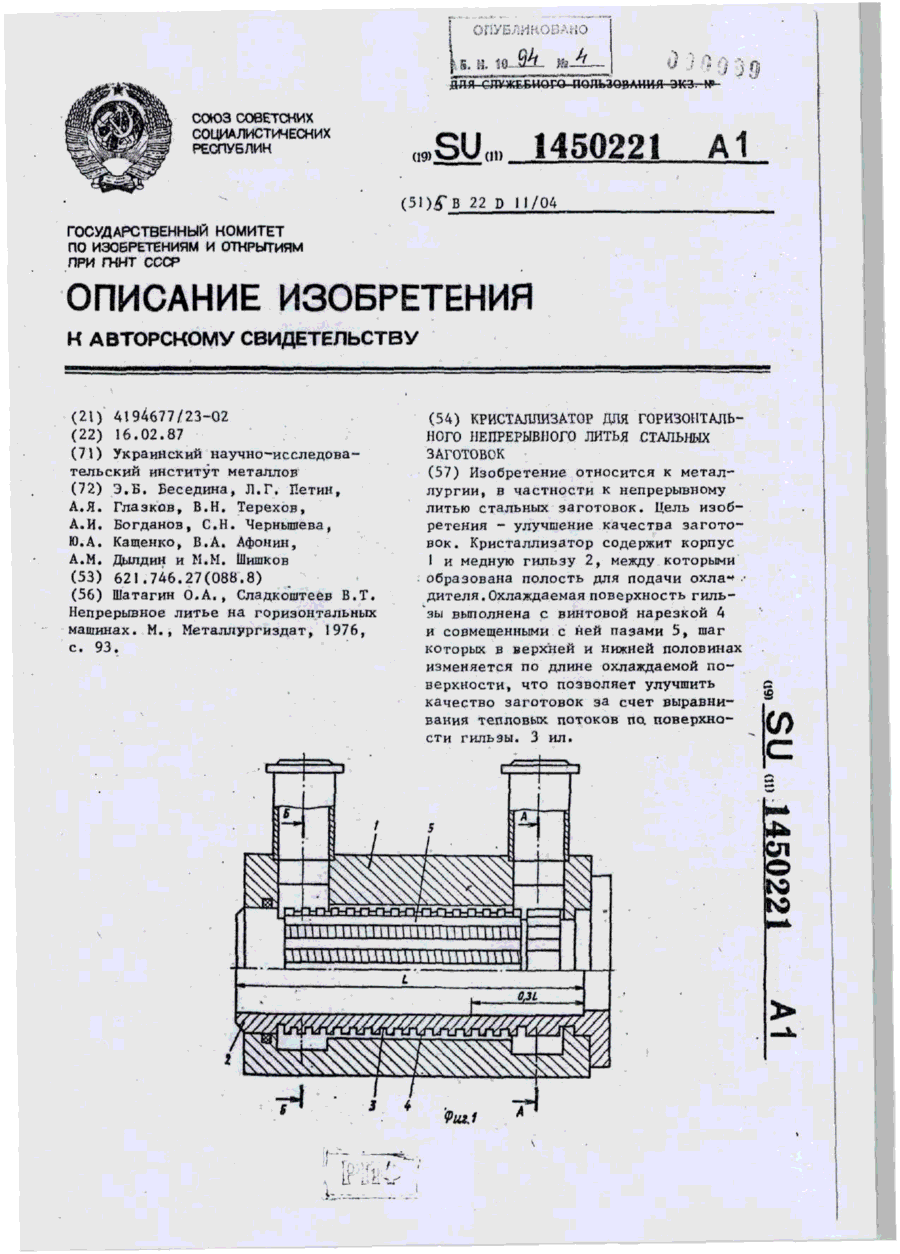
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Попередній патент: Кристалізатор для безперевного вертикального лиття стальної стрічки
Наступний патент: Спосіб одержання заміщених діазабіціклоалкілхінолон карбонових кислот мостиковим зв’язком або їх фармацевтично прийнятних адитивний солей
Випадковий патент: Спосіб виготовлення тришарового паркету