Установка для безперевного одержання сталі
Формула / Реферат
Установка для непрерывного получения стали, включающая камеру предварительного нагрева металлической шихты с горелкой и конечным питателем, электрическую печь и трансформатор, отличающаяся тем, что, с целью повышения производительности и снижения потребление энергии, она снабжена многофункциональным манипулятором, установленным между позициями выпуска металла из печи и разливки и имеющим два независимых рычага, выполненных с возможностью вращения по окружности и перемещения по вертикали, причем между позициями выпуска и разливки расположена позиция рафинирования металла.
Текст
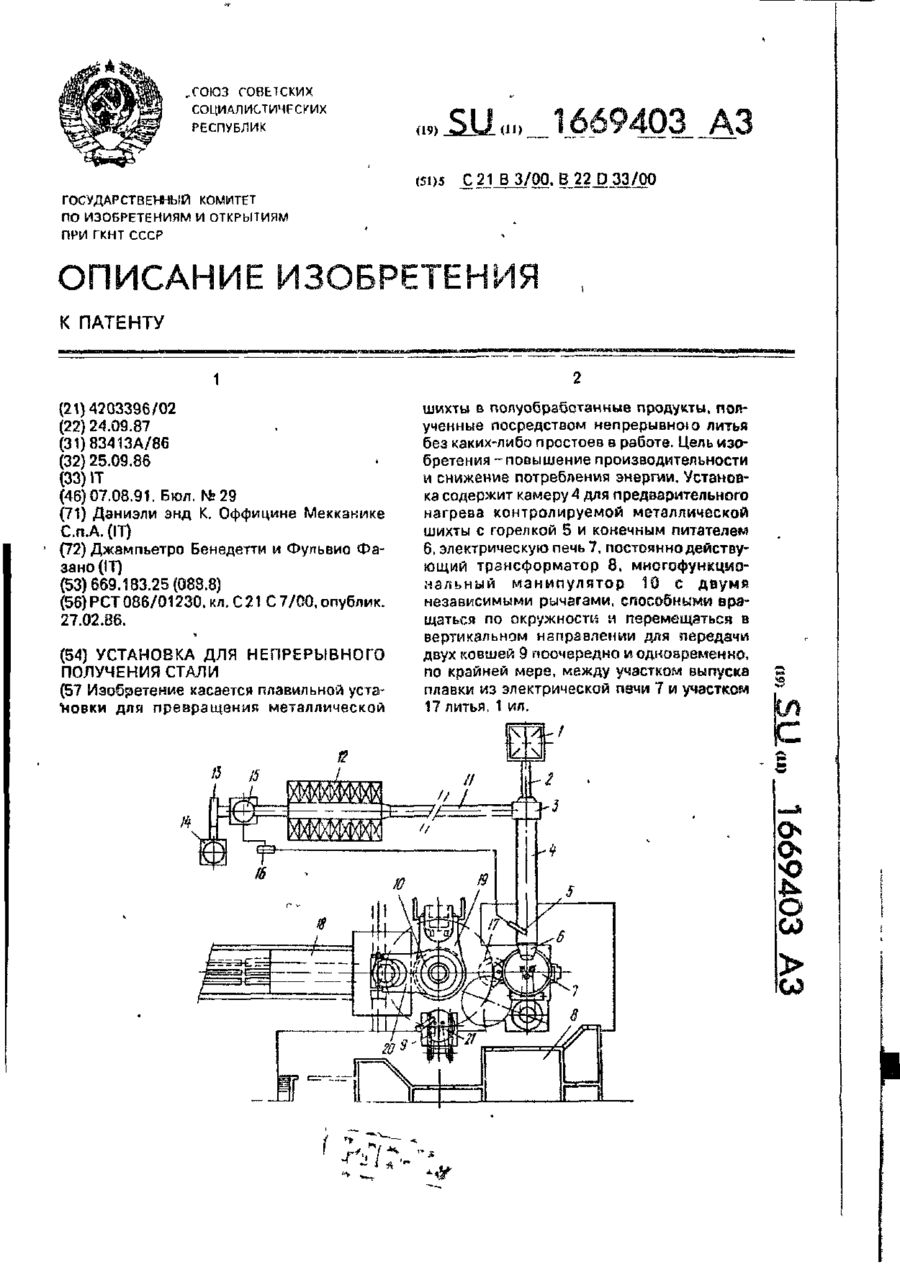
.СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧРСТИХ РЕСПУБЛИК (19) (51)5 (11) С 21 В 3/00. В 22 D 33/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР К ПАТЕНТУ 1 (21)4203396/02 (22)24.09.87 (31) 8341 ЗА/86 (32)25.09.86 (33) IT (46)07.08.91. Бюл. №29 (71) Даниэли энд К. Оффицине Мекканике С.пА (IT) (72) Джампьетро Бенедетти и Фульвио Фазано (IT) (53)669.183.25(088.8) (56) РСТ 086/01230. кл. С 21 С 7/00, опублик. 27.02.86. (54) УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СТАЛИ (57 Изобретение касается плавильной установки для превращения металлической шихты в полуобработанные продукты, полученные посредством непрерывною литья без каких-либо п ростоев в работе. Цель изобретения-* повышение производительности и снижение потребления энергии. Установка содержит камеру 4 для предварительного нагрева контролируемой металлической шихты с горелкой 5 и конечным питателем 6, электрическую печь 7, постоянно действующий трансформатор 8, многофункциональный манипулятор 10 с двумя независимыми рычагами, способными вращаться по окружности и перемещаться в вертикальном направлении для передачи двух ковшей 9 поочередно и одновременно, по крайней мере, между участком выпуска плавки из электрической печи 7 и участком 17 литья. 1 ил. с О з Изобретение касэеюя плавильной устанооки для превращения меіаллической шихты в полуобработанные продукты, полученные посредством непрерывного литья, начиная непосредственно с металлической 5 шихты, без каких-либо простоев в работе, на установке можно изготавливать чаготовки, блюмы, слябы, прутки и слитки посредством непрерывных и/или периодических процессов литья, в частности изобретение 10 успешно применяется дня способа непрерывного литья. Цель изобретения - повышение производительности и снижение потребления энергии. 15 На чертеже представлена установка дня непрерывного получения стали, вид сверху. Установка состоит из питателя 1, подающего трубопровода 2, коллрктора 3 для сбора газов и дыма, камеры 4 предваритель- 20 ного нагрева шихты, выполненной в виде вращающегося барабана. Внутри камеры установлена горелка 5, а на конце камеры имеется конечный питатель 6. Шихту загружают в электрическую печь 7, которая пита- 25 ется от трансформатора 8 или электрической цепи. Металл выпускают в ковш 9, который транспортируется многофункциональным манипулятором 10. Отходящие газы удаляются по трубопроводу 11 30 в фильтры 12, дальше всасываются вентилятором 13 и уходят в дымовую трубу 14. Между фильтрами и вентилятором подключен регенератор 15 тепла. Регенератор тепла применяется и дгя предварительного нз- 35 грева воздуха, используемого а горелке 5, причем этот воздух может подаваться другим вентилятором 16. Установка работает следующим образом. 40 Металлическую шихту непрерывно подают из питателя 1 по подающему трубопроводу 2 в камеру 4 предварительного нагрева, которая содержит на выходном конце коллектор 3 для сбора газов и дыма. 45 Камера 4 предварительного нагрева представляет собой вращающийся барабан, который позволяет равномерно нагревать •металлическую шихту. 50 Нагревающая среда, например газы и дым, которые образуются горелкой 5, работающей внутри камеры 4 предварительного нагрева и смежно с конечным питателем 6, проходит через камеру 4 предварительного 55 нагрева в противоположном направлении к металлической шихте. Конечная темпеоатурз предварительно нагретой металлической шихты может изменяться между 300 и 1000°С посредством регулирования соответственно потока нагревающей среды и энергии нагрева. Для исключения неблагоприятного воздействия на металлическую шихту в камере 4 предварительного нагрева поддерживают контролируемую атмосферу. Предварительно нагретую металлическую шихту загружают непрерывно з электрическую печь 7 через конечный питатель 6. Поток металлической шихты черпэ питатель 6 непрерывно регулируется посредством соответствующего регулятора для поддержания требуемой температуры в металлической ванне Электрическая печь 7 питается от трансформатора 8 или от электрической цепи. Выпуск рлазки из электрической печи 7 осуществляют через определенные интервалы, причем время между выпусками плавки сокращается примерно до тридцати минут благодаря предлагаемому изобретению. Бремя выпуска плавки сокращено примерно до 2 мин, причем выпуск плавки осуществляют таким образом, чтобы оставался запас жидкого металла в электрической печи 7, количество которого может составлять даже 40% номинальной емкости печи. Выпущенный металл собирается в коаше 9 транспортируемым многофункциональным манипулятором 10, установленным между позициями выпуска 17 металла из печи и разливки 18, и который перемещает и устанавливает ковш 9 на различных позициях, необходимых для осуществление всех функций литья и также функций возвращения самого ковша. Манипулятор 10 имеет два независимых рычага, 19 и 20 которые могут вращаться по окружности и перемещаться а вертикальном направлении для передачи двух ковшей поочередно и одновременно. Многофункциональный манипулятор 10 имеет позицию 17 выпуска плавки, взаимодействующую с электрической печью 7, позицию 21 рафинирования метэлл2[для нагрева жидкой ванны и возможной дегазации), позицию шлакообразования и позицию 8 разливки вместе с промежуточной емкостью. Таким образом, достижение непрерывного литья возможно благодаря очень непродолжительному Бремени, необходимому для замены ковша 9. Кроме того, многофункциональный манипулятор 10 передает ковш 9 "на позицию для выпуска шлака и промывки ковша, на позицию для нагреза козша и также на позицию для возврата грышки изложницы. Различные позиции расположены под углом 45 и 90° друг к другу, а два ковша 160ШЗ могут быть установлены с возможностью возвратно-поступательного движения под прямым углом к оси вращения многофункционального манипулятора 10. На позиции разливки многофункциональный манипулятор 10 позволяет ковшу 9 подавать его содержимое в промежуточное разливочное устройство, обслуживающее позицию 18 разливки, причем благодаря многофункциональному манипулятору '0 позиция 1 ^ разлизки обслуживается непрерывно, поскольку, даже когда содесжэние жидкого металла р промежуточном разливочном устройстве находится на минимальном уровне, его достаточно для покрытия переходного состояния при замене ковша S Позиция 18 разливки состоит преимущественно из промежуточного разливочного устройства, обслуживающего установку непрерывного литья, но она может включать зону для ль*тья в изложницах, или комбинированную многофункциональную зону. Отходящие газы, оставляющие коллектор 3 и проходящие через камеру 4 предварительного нагрева в противоположном направлении к металлической шихте, удаляются по трубопроводу 11, который передает их г фильтрам 12, откуда они всасываются вентилятором 13, который вытягивает их в дымовую ""рубу 14. Регенератор 15 тепла подключен между фильтрами 12 и вентилятором 13 и он может Редактор Е. Папп б' взаимодействовать со всей газообразной массой, оставляющий фильтры 12, или только с ее частью Регенератор 15 тепла применяется и для предварительного нагрева 5 воздуха, используемого в горепке 5, причем этот ВОЗДУХ может подаоаться доугим вентипягором 16. Использование установки позволяет достичь минимального удзльного расхода 10 элеюроэнер.ии, мин!'мольного удельного расхода электродов, увеличения чзеопой установки Формула изобретения Установка для непрерывного получения стали, включающая камеру предварительного ннгрзвй метэплнческоА шихты с г о р ь кой и конечным пигагслем, электрическую пе и ь и трансформатор о т л и ч а ю щ а я с я 20 тем, что, с цєлі>ю повышения производительности и снижения потребления энергии, она снабжеча многофункциональным манипулятором, установленным м^жду позициями выпуска металла из печи и разлмаки и име25 ющим два независимых рычага, выполненных с в о з м о ж н о с т ь ю в р а щ е н и я по окружности и перемещения по вертикали, примем между позициями змпуоо к р5**чивки расположена позиция 30 металла. 15 И Чепикоеа Техред fv'.MopreHTSA Корректор О. Крзвцова Заказ 2561 Тираж І 7$ Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Мос*'Б£ Ж-35 Р^шская каб., 4/5 Промэчодственно-издательский комбинат "Патент", г. 'Ужгород, ул.Гагарина
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for continuous obtaining of steel
Назва патенту російськоюУстановка для неперывного получения стали
МПК / Мітки
МПК: C21B 3/00, B22D 33/00
Мітки: безперевного, установка, сталі, одержання
Код посилання
<a href="https://ua.patents.su/4-5578-ustanovka-dlya-bezperevnogo-oderzhannya-stali.html" target="_blank" rel="follow" title="База патентів України">Установка для безперевного одержання сталі</a>
Пристрій для сифонної розливки сталі
Номер патенту: 1954
Опубліковано: 20.12.1994
Автор: Муровцев Віктор Петрович
МПК: B22D 7/00
Мітки: пристрій, розливки, сифонної, сталі
Формула / Реферат:
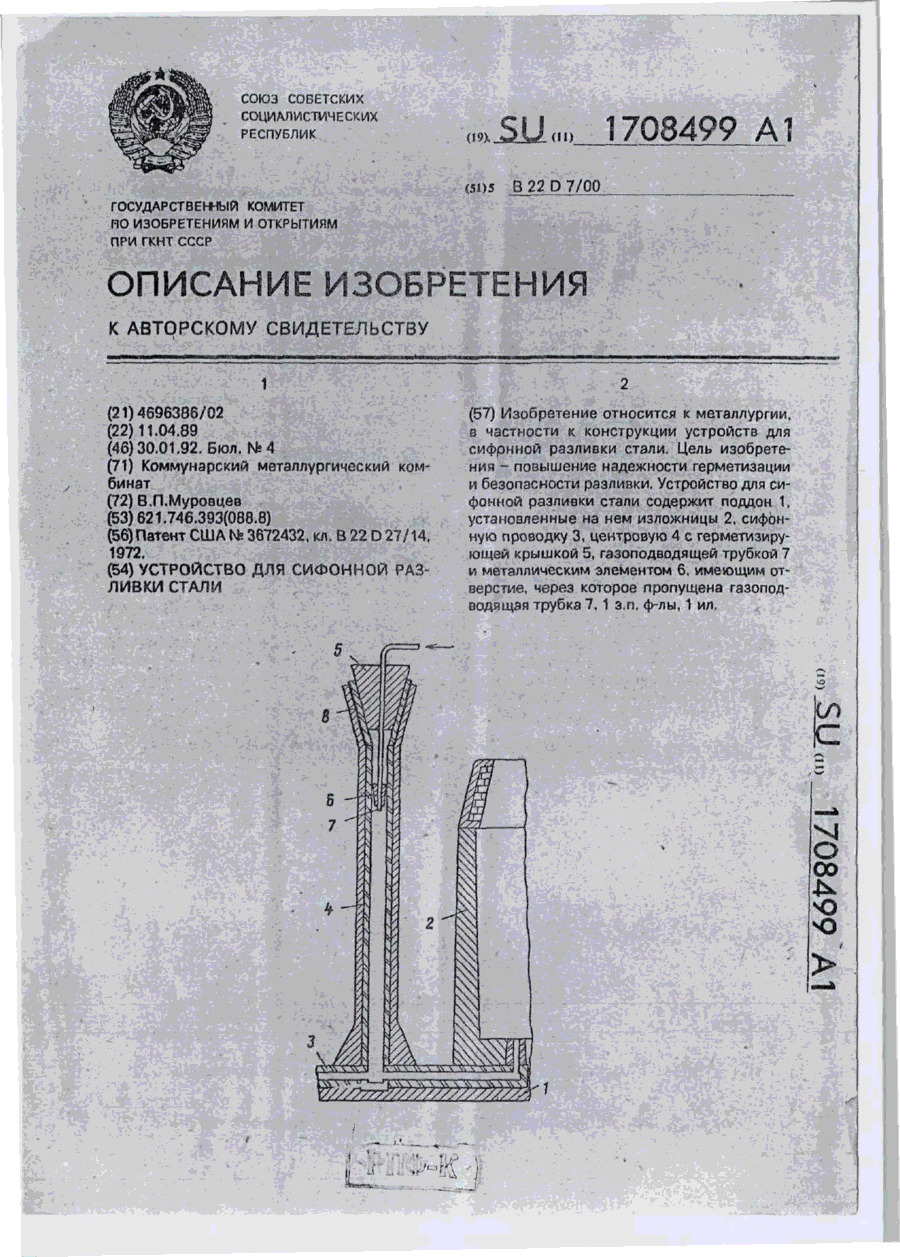
1. Устройство для сифонной разливки стали, содержащее поддон с сифонной проводкой, изложницы, центровую с герметизирующей крышкой, соединенную газоподводящей трубкой с системой подачи газа, отличающееся тем, что, с целью повышения надежности герметизации и безопасности процесса разливки, оно снабжено холодильником, а газоподводящая трубка введена через крышку в полость центровой, причем холодильник закреплен на конце этой трубки. 2....
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Бондаренко Микола Андрійович
МПК: C21C 5/04
Мітки: сталі, печі, виробництва, подовий, спосіб
Формула / Реферат:
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну
Номер патенту: 4378
Опубліковано: 27.12.1994
Автори: Шинський Олег Йосипович, Альтер Володимир Федорович, Черняк Борис Олегович, Шуміхін Володимир Сергійович, Раздобарін Іван Григорович, Походня Ігор Костянтинович, Овчаренко Микола Трохимович, Сніжко Анатолій Андрійович, Жельніс Мечислав Венцович
МПК: B22D 11/00
Мітки: магнієвого, чавуну, заготовок, безперевного, високоміцного, лиття, спосіб
Формула / Реферат:
1. Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемникс магнием и вытягивание заготовки из кристаллизатора, отличающийся тем, что, с целью повышения выхода годного за счет однородности физико-мeханичсских свойств заготовки и улучшения условий труда, чугун обрабатывают магнием, подаваемым в...
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 694
Опубліковано: 15.12.1993
Автори: Дворядкін Борис Олександрович, Фролов Артур Володимирович, Фролов Володимир Миколайович, Дорофєєв Володимир Миколайович, Гребенюков Анатолій Васильович, Бондаренко Микола Андрійович, Кущенко Олександр Іванович
МПК: C21C 5/04
Мітки: сталі, подовому, виплавки, сталеплавильному, агрегаті, спосіб
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий заливку чугуна на нагретую шихту, расплавление шихты, продувку кислородом расплава до содержания углерода в металле 0,45%, нагрев окисленного шлака газо-кислородным факелом, отличающийся тем, что нагрев шлака газо-кислородным факелом осуществляют при достижении содержания углерода в металле 0,25-0,45% одновременно с продувкой расплава кислородом в течение последних 15-30%...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Ігнатьєв Вадим Петрович, Грєбєнюков Анатолій Васильович, Фролов Володимир Миколайович, Воронов Юрій Федосович, Трілевська Людмила Микитівна, Явойський Володимир Іванович, Сарамутін Валерій Іванович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Попередній патент: Ескалатор для перевезення пасажирів та вантажу
Наступний патент: Рідиннокришталевий пристрій з мікрокапсульованими елементами
Випадковий патент: Спосіб регулювання щільності пісків розвантаження дешламатора