Спосіб одержання суцільного захисного ребристого покриття для полімерних ізоляторів
Номер патенту: 63221
Опубліковано: 15.11.2005
Формула / Реферат
Винахід стосується консорціуму штамів біфідобактерій: Bifidobacterium bifidum ВКПМ Ас-1688, Bifidobacterium longum ВКПМ Ас-1689, Bifidobacterium adolescentis ВКПМ Ас-1690, Bifidobacterium infantis ВКПМ Ас-1692, Bifidobacterium breve ВКПМ Ас-1691 з високою антибіотичною, супероксиддисмутазною та вираженою антиоксидантною активністю і може бути використаний для приготування різних форм бактерійних препаратів, препаратів-пробіотиків на його основі, функціональних продуктів харчування, біологічно активних добавок, неферментованих продуктів, кисломолочних продуктів, косметичних і гігієнічних засобів. Специфічна активність, що виявляється, здатність до утилізації широкого спектра амінокислот, висока антибіотикостійкість дозволили підвищити стійкість консорціуму до ушкоджуюючих факторів агресивних середовищ гастроінтестинального тракту при проходженні біфідобактерій у шлунково-кишковому тракті і підвищити в такий спосіб його колонізуючу активність.
Текст
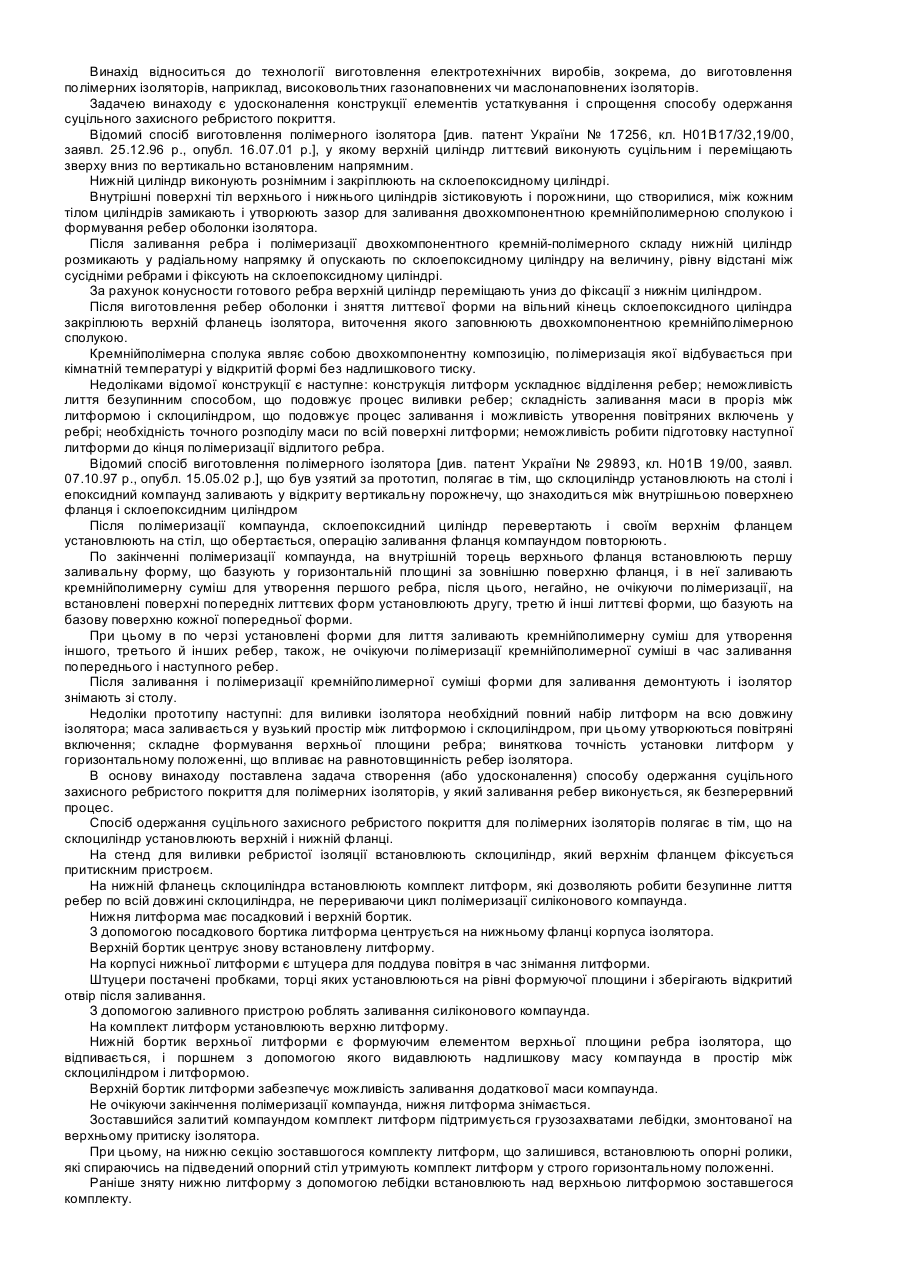
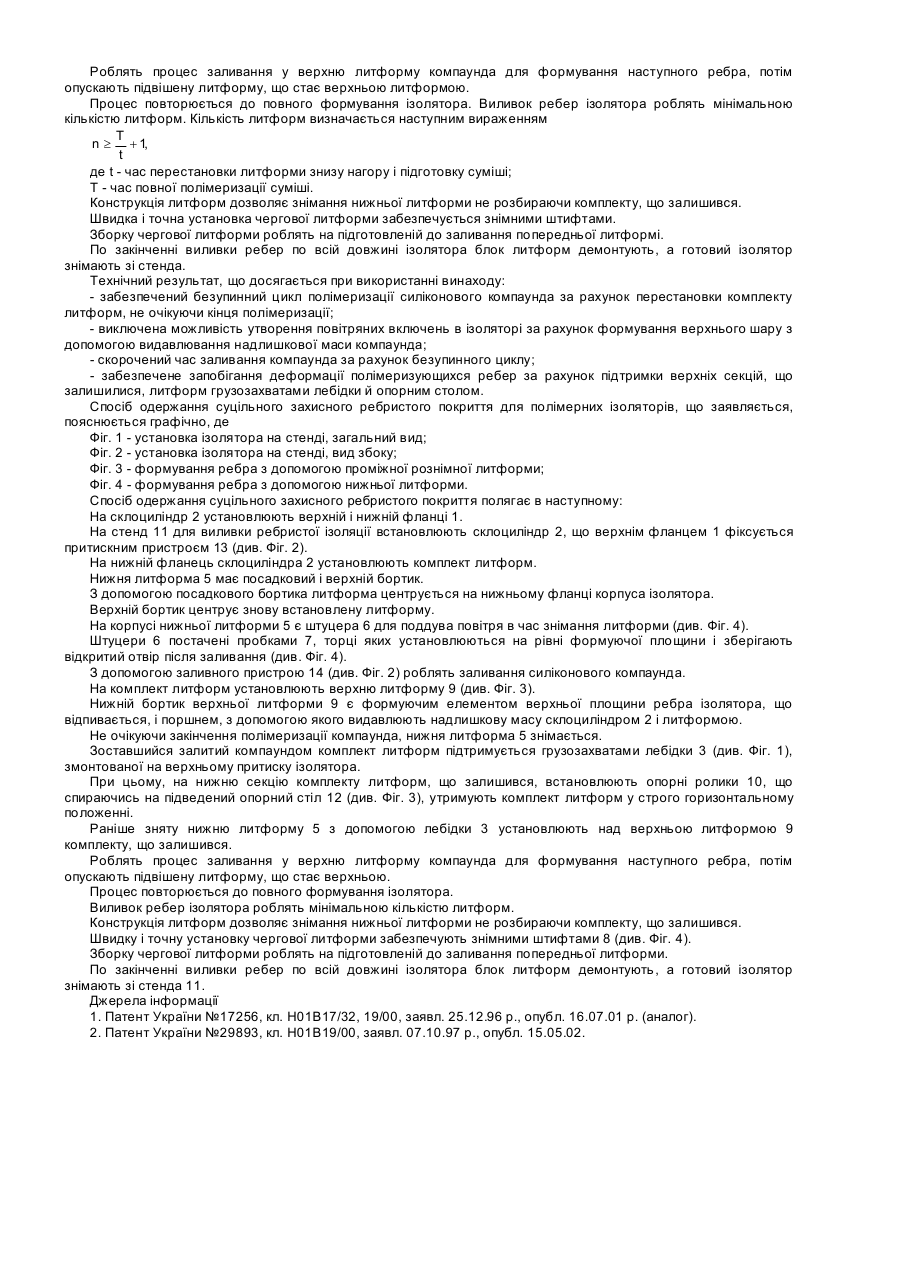
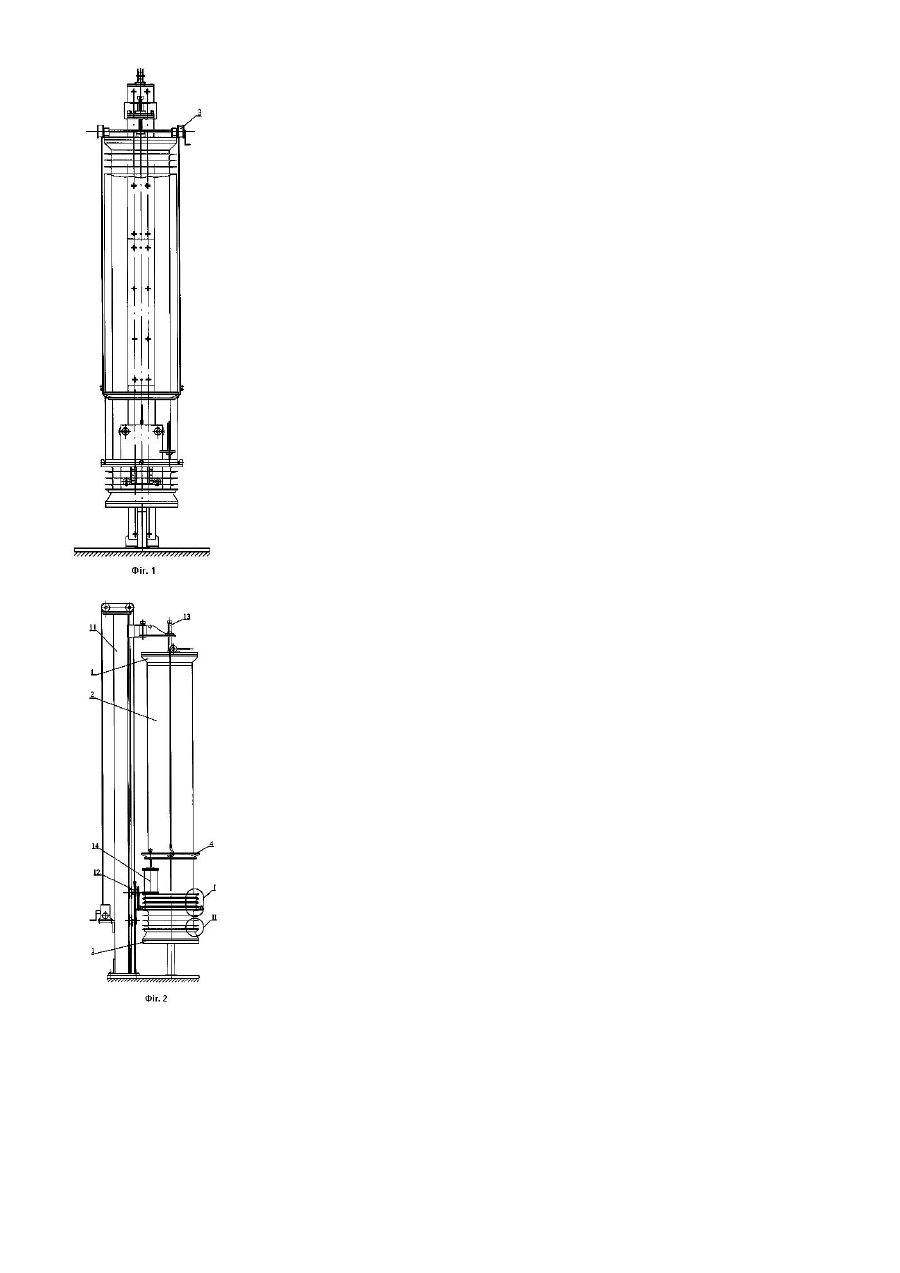
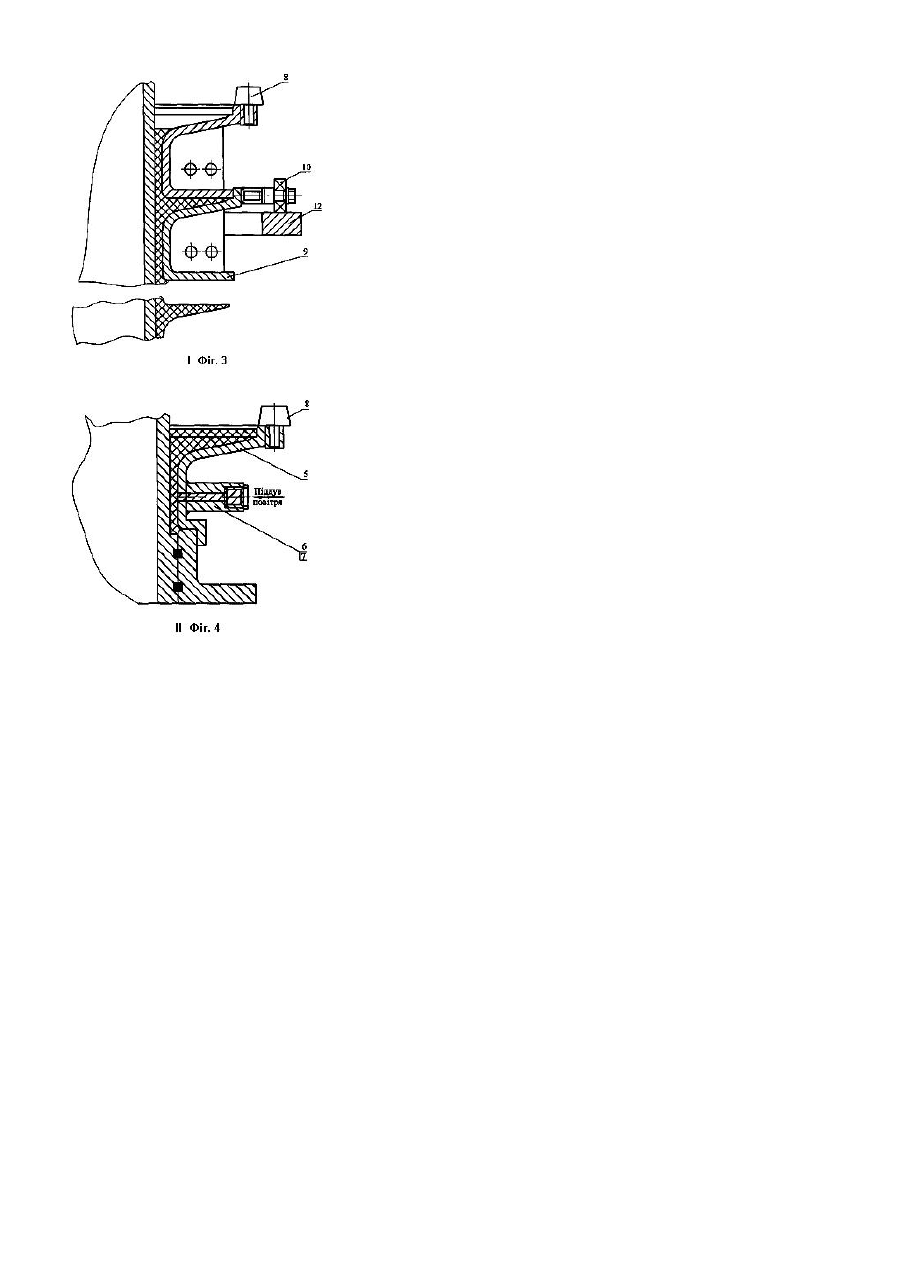
Винахід відноситься до технології виготовлення електротехнічних виробів, зокрема, до виготовлення полімерних ізоляторів, наприклад, високовольтних газонаповнених чи маслонаповнених ізоляторів. Задачею винаходу є удосконалення конструкції елементів устаткування і спрощення способу одержання суцільного захисного ребристого покриття. Відомий спосіб виготовлення полімерного ізолятора [див. патент України № 17256, кл. Н01В17/32,19/00, заявл. 25.12.96 р., опубл. 16.07.01 р.], у якому верхній циліндр литтєвий виконують суцільним і переміщають зверху вниз по вертикально встановленим напрямним. Нижній циліндр виконують рознімним і закріплюють на склоепоксидному циліндрі. Внутрішні поверхні тіл верхнього і нижнього циліндрів зістиковують і порожнини, що створилися, між кожним тілом циліндрів замикають і утворюють зазор для заливання двохкомпонентною кремнійполимерною сполукою і формування ребер оболонки ізолятора. Після заливання ребра і полімеризації двохкомпонентного кремній-полімерного складу нижній циліндр розмикають у радіальному напрямку й опускають по склоепоксидному циліндру на величину, рівну відстані між сусідніми ребрами і фіксують на склоепоксидному циліндрі. За рахунок конусности готового ребра верхній циліндр переміщають униз до фіксації з нижнім циліндром. Після виготовлення ребер оболонки і зняття литтєвої форми на вільний кінець склоепоксидного циліндра закріплюють верхній фланець ізолятора, виточення якого заповнюють двохкомпонентною кремнійполімерною сполукою. Кремнійполімерна сполука являє собою двохкомпонентну композицію, полімеризація якої відбувається при кімнатній температурі у відкритій формі без надлишкового тиску. Недоліками відомої конструкції є наступне: конструкція литформ ускладнює відділення ребер; неможливість лиття безупинним способом, що подовжує процес виливки ребер; складність заливання маси в проріз між литформою і склоциліндром, що подовжує процес заливання і можливість утворення повітряних включень у ребрі; необхідність точного розподілу маси по всій поверхні литформи; неможливість робити підготовку наступної литформи до кінця полімеризації відлитого ребра. Відомий спосіб виготовлення полімерного ізолятора [див. патент України № 29893, кл. Н01В 19/00, заявл. 07.10.97 р., опубл. 15.05.02 р.], що був узятий за прототип, полягає в тім, що склоциліндр установлюють на столі і епоксидний компаунд заливають у відкриту вертикальну порожнечу, що знаходиться між внутрішньою поверхнею фланця і склоепоксидним циліндром Після полімеризації компаунда, склоепоксидний циліндр перевертають і своїм верхнім фланцем установлюють на стіл, що обертається, операцію заливання фланця компаундом повторюють. По закінченні полімеризації компаунда, на внутрішній торець верхнього фланця встановлюють першу заливальну форму, що базують у горизонтальній площині за зовнішню поверхню фланця, і в неї заливають кремнійполимерну суміш для утворення першого ребра, після цього, негайно, не очікуючи полімеризації, на встановлені поверхні попередніх литтєвих форм установлюють другу, третю й інші литтєві форми, що базують на базову поверхню кожної попередньої форми. При цьому в по черзі установлені форми для лиття заливають кремнійполимерну суміш для утворення іншого, третього й інших ребер, також, не очікуючи полімеризації кремнійполимерної суміші в час заливання попереднього і наступного ребер. Після заливання і полімеризації кремнійполимерної суміші форми для заливання демонтують і ізолятор знімають зі столу. Недоліки прототипу наступні: для виливки ізолятора необхідний повний набір литформ на всю довжину ізолятора; маса заливається у вузький простір між литформою і склоциліндром, при цьому утворюються повітряні включення; складне формування верхньої площини ребра; виняткова точність установки литформ у горизонтальному положенні, що впливає на равнотовщинність ребер ізолятора. В основу винаходу поставлена задача створення (або удосконалення) способу одержання суцільного захисного ребристого покриття для полімерних ізоляторів, у який заливання ребер виконується, як безперервний процес. Спосіб одержання суцільного захисного ребристого покриття для полімерних ізоляторів полягає в тім, що на склоциліндр установлюють верхній і нижній фланці. На стенд для виливки ребристої ізоляції встановлюють склоциліндр, який верхнім фланцем фіксується притискним пристроєм. На нижній фланець склоциліндра встановлюють комплект литформ, які дозволяють робити безупинне лиття ребер по всій довжині склоциліндра, не перериваючи цикл полімеризації силіконового компаунда. Нижня литформа має посадковий і верхній бортик. З допомогою посадкового бортика литформа центрується на нижньому фланці корпуса ізолятора. Верхній бортик центрує знову встановлену литформу. На корпусі нижньої литформи є штуцера для поддува повітря в час знімання литформи. Штуцери постачені пробками, торці яких установлюються на рівні формуючої площини і зберігають відкритий отвір після заливання. З допомогою заливного пристрою роблять заливання силіконового компаунда. На комплект литформ установлюють верхню литформу. Нижній бортик верхньої литформи є формуючим елементом верхньої площини ребра ізолятора, що відпивається, і поршнем з допомогою якого видавлюють надлишкову масу компаунда в простір між склоциліндром і литформою. Верхній бортик литформи забезпечує можливість заливання додаткової маси компаунда. Не очікуючи закінчення полімеризації компаунда, нижня литформа знімається. Зоставшийся залитий компаундом комплект литформ підтримується грузозахватами лебідки, змонтованої на верхньому притиску ізолятора. При цьому, на нижню секцію зоставшогося комплекту литформ, що залишився, встановлюють опорні ролики, які спираючись на підведений опорний стіл утримують комплект литформ у строго горизонтальному положенні. Раніше зняту нижню литформу з допомогою лебідки встановлюють над верхньою литформою зоставшегося комплекту. Роблять процес заливання у верхню литформу компаунда для формування наступного ребра, потім опускають підвішену литформу, що стає верхньою литформою. Процес повторюється до повного формування ізолятора. Виливок ребер ізолятора роблять мінімальною кількістю литформ. Кількість литформ визначається наступним вираженням T n ³ + 1, t де t - час перестановки литформи знизу нагору і підготовку суміші; T - час повної полімеризації суміші. Конструкція литформ дозволяє знімання нижньої литформи не розбираючи комплекту, що залишився. Швидка і точна установка чергової литформи забезпечується знімними штифтами. Зборку чергової литформи роблять на підготовленій до заливання попередньої литформі. По закінченні виливки ребер по всій довжині ізолятора блок литформ демонтують, а готовий ізолятор знімають зі стенда. Технічний результат, що досягається при використанні винаходу: - забезпечений безупинний цикл полімеризації силіконового компаунда за рахунок перестановки комплекту литформ, не очікуючи кінця полімеризації; - виключена можливість утворення повітряних включень в ізоляторі за рахунок формування верхнього шару з допомогою видавлювання надлишкової маси компаунда; - скорочений час заливання компаунда за рахунок безупинного циклу; - забезпечене запобігання деформації полімеризующихся ребер за рахунок підтримки верхніх секцій, що залишилися, литформ грузозахватами лебідки й опорним столом. Спосіб одержання суцільного захисного ребристого покриття для полімерних ізоляторів, що заявляється, пояснюється графічно, де Фіг. 1 - установка ізолятора на стенді, загальний вид; Фіг. 2 - установка ізолятора на стенді, вид збоку; Фіг. 3 - формування ребра з допомогою проміжної рознімної литформи; Фіг. 4 - формування ребра з допомогою нижньої литформи. Спосіб одержання суцільного захисного ребристого покриття полягає в наступному: На склоциліндр 2 установлюють верхній і нижній фланці 1. На стенд 11 для виливки ребристої ізоляції встановлюють склоциліндр 2, що верхнім фланцем 1 фіксується притискним пристроєм 13 (див. Фіг. 2). На нижній фланець склоциліндра 2 установлюють комплект литформ. Нижня литформа 5 має посадковий і верхній бортик. З допомогою посадкового бортика литформа центрується на нижньому фланці корпуса ізолятора. Верхній бортик центрує знову встановлену литформу. На корпусі нижньої литформи 5 є штуцера 6 для поддува повітря в час знімання литформи (див. Фіг. 4). Штуцери 6 постачені пробками 7, торці яких установлюються на рівні формуючої площини і зберігають відкритий отвір після заливання (див. Фіг. 4). З допомогою заливного пристрою 14 (див. Фіг. 2) роблять заливання силіконового компаунда. На комплект литформ установлюють верхню литформу 9 (див. Фіг. 3). Нижній бортик верхньої литформи 9 є формуючим елементом верхньої площини ребра ізолятора, що відпивається, і поршнем, з допомогою якого видавлюють надлишкову масу склоциліндром 2 і литформою. Не очікуючи закінчення полімеризації компаунда, нижня литформа 5 знімається. Зоставшийся залитий компаундом комплект литформ підтримується грузозахватами лебідки 3 (див. Фіг. 1), змонтованої на верхньому притиску ізолятора. При цьому, на нижню секцію комплекту литформ, що залишився, встановлюють опорні ролики 10, що спираючись на підведений опорний стіл 12 (див. Фіг. 3), утримують комплект литформ у строго горизонтальному положенні. Раніше зняту нижню литформу 5 з допомогою лебідки 3 установлюють над верхньою литформою 9 комплекту, що залишився. Роблять процес заливання у верхню литформу компаунда для формування наступного ребра, потім опускають підвішену литформу, що стає верхньою. Процес повторюється до повного формування ізолятора. Виливок ребер ізолятора роблять мінімальною кількістю литформ. Конструкція литформ дозволяє знімання нижньої литформи не розбираючи комплекту, що залишився. Швидку і точну установку чергової литформи забезпечують знімними штифтами 8 (див. Фіг. 4). Зборку чергової литформи роблять на підготовленій до заливання попередньої литформи. По закінченні виливки ребер по всій довжині ізолятора блок литформ демонтують, а готовий ізолятор знімають зі стенда 11. Джерела інформації 1. Патент України №17256, кл. Н01В17/32, 19/00, заявл. 25.12.96 р., опубл. 16.07.01 р. (аналог). 2. Патент України №29893, кл. Н01В19/00, заявл. 07.10.97 р., опубл. 15.05.02.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing solid ribbed protective coating of a polymeric insulator
Автори англійськоюTretiak Borys Serafimovych, Kononenko Ivan Pavlovych
Назва патенту російськоюСпособ создания сплошного ребристого защитного покрытия полимерного изолятора
Автори російськоюТретьяк Борис Серафимович, Кононенко Иван Павлович
МПК / Мітки
МПК: H01B 19/00
Мітки: захисного, покриття, суцільного, ізоляторів, полімерних, ребристого, спосіб, одержання
Код посилання
<a href="https://ua.patents.su/4-63221-sposib-oderzhannya-sucilnogo-zakhisnogo-rebristogo-pokrittya-dlya-polimernikh-izolyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання суцільного захисного ребристого покриття для полімерних ізоляторів</a>
Склад для захисного покриття та спосіб отримання захисного покриття з використанням цього складу
Номер патенту: 31313
Опубліковано: 15.12.2000
Автори: Вахтангішвілі Павло Лазаревич, Зубаткін Віктор Андрійович, Спицький Анатолій Миколайович, Домущей Генадій Тимофійович, Малий Микола Андрійович, Гольц Володимир Сергійович
МПК: C09D 5/08, C09D 125/00
Мітки: захисного, покриття, склад, складу, цього, отримання, спосіб, використанням
Формула / Реферат:
1 Склад для захисного покриття, який містить в собі блоксополімер стиролу з бутадієном і органічний розчинник, який відрізняється тим, що він додатково містить в собі наповнювач - дистенсиліманітовий концентрат при такому співвідношенні компонентів, мас.ч: Блоксополімер стиролу з бутадієном 30 – 50 Дистенсиліманітовий концентрат 50 – 100 Органічний розчинник...
Спосіб одержання захисного покриття
Номер патенту: 49042
Опубліковано: 16.09.2002
Автори: Гончаров Віктор Миколайович, Шишківський Віктор Антонович, Рассоха Олексій Миколайович
МПК: C09D 5/08
Мітки: покриття, спосіб, одержання, захисного
Формула / Реферат:
Спосіб одержання захисного покриття, що включає підготовку поверхні, нанесення і сушіння покриття на основі матеріалу, до складу якого входить епоксидний полімер, амінний отверджувач і органічний розчинник, який відрізняється тим, що до складу матеріалу для покриття додатково входить фурфуролацетоновий мономер і бітум нафтовий, а як амінний отверджувач використовують суміш поліетиленполіаміну і продуктів конденсації формальдегіду, фенолу і...
Спосіб одержання захисного покриття
Номер патенту: 56718
Опубліковано: 17.01.2005
Автори: Обідін Євгеній Олександрович, Піднебесний Андрій Петрович, Васьковський Андрій Володимирович, Лозинська Ольга Василівна, Савельєва Ніна Василівна
МПК: C09D 183/06, C09D 183/04
Мітки: покриття, захисного, одержання, спосіб
Формула / Реферат:
1. Спосіб одержання захисного покриття, який включає нанесення на поверхню будівельного матеріалу ґрунтувального шару та захисного шару і їх послідовне отвердіння, який відрізняється тим, що як для ґрунтувального, так і для захисного шарів використовують антиадгезійну композицію вказаного складу при такому співвідношенні компонентів, % мас.: низькомолекулярний диметилсилоксановий каучук 10-12 ...
Композиція для одержання захисного покриття
Номер патенту: 4027
Опубліковано: 27.12.1994
Автори: Береза Юрій Михайлович, Словиковський Тарас Васильович, Третинник Вікентій Юрійович, Терліковський Євгеній Васильович, Скоробогач Лариса Петрівна
МПК: C09D 1/00
Мітки: композиція, захисного, одержання, покриття
Формула / Реферат:
Композиция для получения защитного покрытия, включающая силикат щелочного металла, цинковый порошок, добавку и воду, отличающаяся тем, что, с целью повышения седиментационной устойчивости и жизнеспособности композиции, улучшения физико-механических характеристик покрытий при сохранении высоких протекторних свойств, в качестве добавки композиция содержит сополимер стирола с малеиновым ангидридом при следующем соотношении компонентов,...
Композиція для одержання захисного покриття сталей
Номер патенту: 8461
Опубліковано: 30.09.1996
Автори: Котлубей Віктор Костянтинович, Гуржи Володимир Ілліч, Брагіна Людмила Лазаревна, Павлов Олександр Вікторович, Шавалєєв Нажибак Балагитдинович, Комарова Гертруда Борисівна, Гоголь Алла Борисівна, Пугач Леонід Веніаминович, Неєлова Галина Валеріївна, Янтовська Лідія Львівна, Роженко Зінаіда Михайлівна, Маркуца Алла Олексіївна, Винниченко Володимир Васильович, Бешкисер Катерина Михайлівна, Іванець Анатолій Іванович
МПК: C21D 1/68
Мітки: одержання, захисного, сталей, покриття, композиція
Формула / Реферат:
Композиция для получения защитного покрытия сталей, включающая стекло боросиликатное, карбоксилметилцеллюлозу и добавки, отличающаяся тем, что, с целью повышения жаростойкости и защитных от окисления свойств покрытия в интервале 700-1050°С, в качестве добавок композиция содержит высококремнеземистый тонкоизмельченный компонент и пылевидные отходы шамотного производства при следующем соотношении компонентов, мас.%:стекло...
Наступний патент: Мазь “пролідоксид” для місцевого лікування ран та опіків
Випадковий патент: Вальцевий тепломасообмінний апарат