Спосіб ремонту футерівки конвертера
Номер патенту: 63887
Опубліковано: 25.10.2011
Автори: Чернятевич Анатолій Григорович, Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович, Чубін Костянтин Іванович

Формула / Реферат
Спосіб ремонту футерівки конвертера, який включає залишок в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменямиі подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни здійснюють одночасною подачею нейтральних газових струменів та центрального кисневого струменя, який несе порошкоподібний доломіт у шлакову ванну, з подаванням повітряних струменів, які несуть порошкоподібний магнезит на бокову поверхню футерівки, при цьому нейтральний газ подають із інтенсивністю через одне сопло 1,2-1,4 м3/хв. на тонну рідкої сталі, кисневий струмінь - з інтенсивністю 0,5-0,8 м3/хв. на тонну рідкої сталі, повітряні струмені - з інтенсивністю через одне сопло 0,04-0,07 м3/хв. на тонну рідкої сталі, порошкоподібний доломіт подають із інтенсивністю 0,9-2,4 кг/хв. на тонну рідкої сталі та витрату його по ходу операції змінюють відповідно із виразом ![]() , де
, де ![]() - загальна витрата нейтрального газу з моменту початку операції, м3, а порошкоподібний магнезит подають у інтервалі 30-80 % часу роздування шлаку з інтенсивністю через одне сопло 0,26-0,38 кг/хв. на тонну рідкої сталі.
- загальна витрата нейтрального газу з моменту початку операції, м3, а порошкоподібний магнезит подають у інтервалі 30-80 % часу роздування шлаку з інтенсивністю через одне сопло 0,26-0,38 кг/хв. на тонну рідкої сталі.
Текст
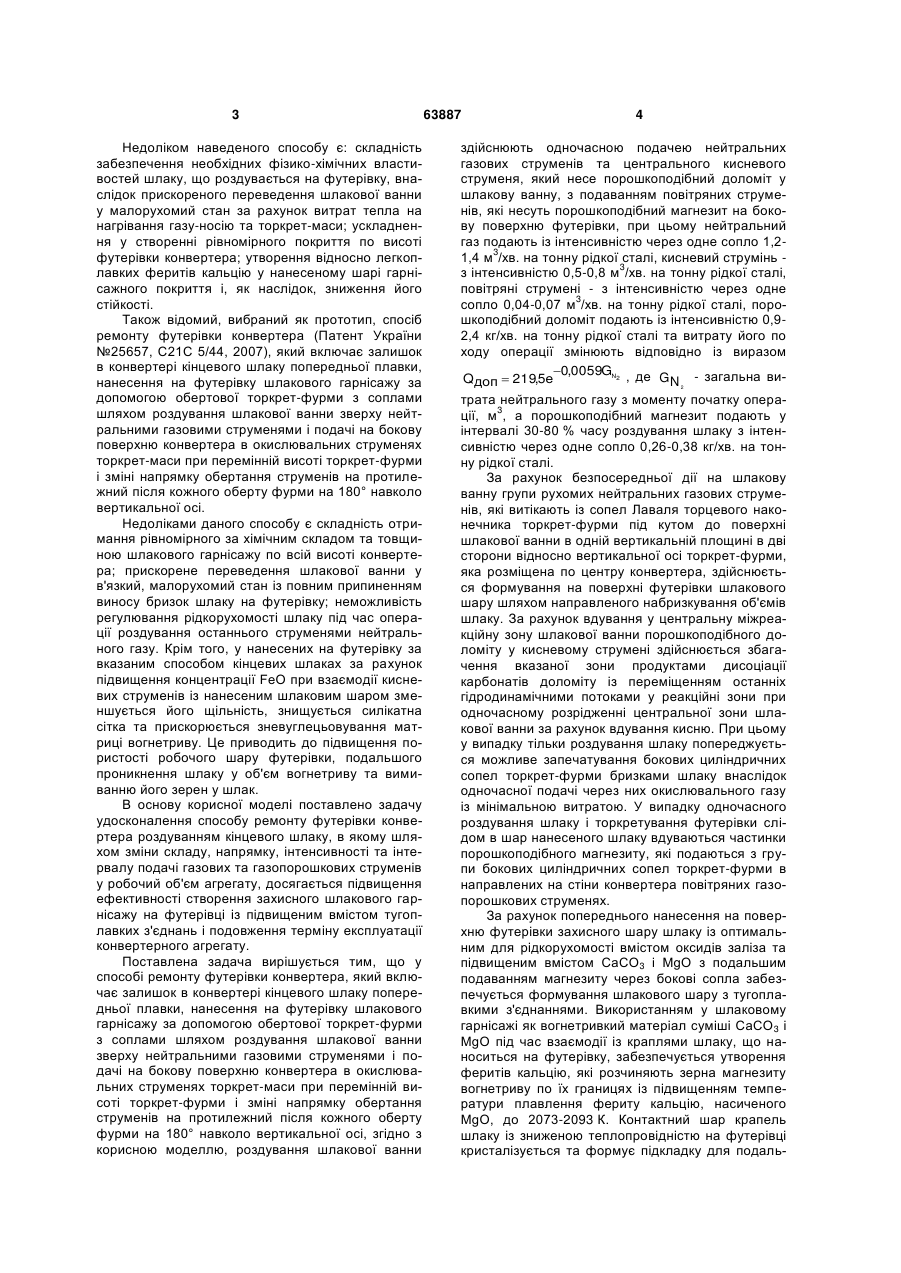
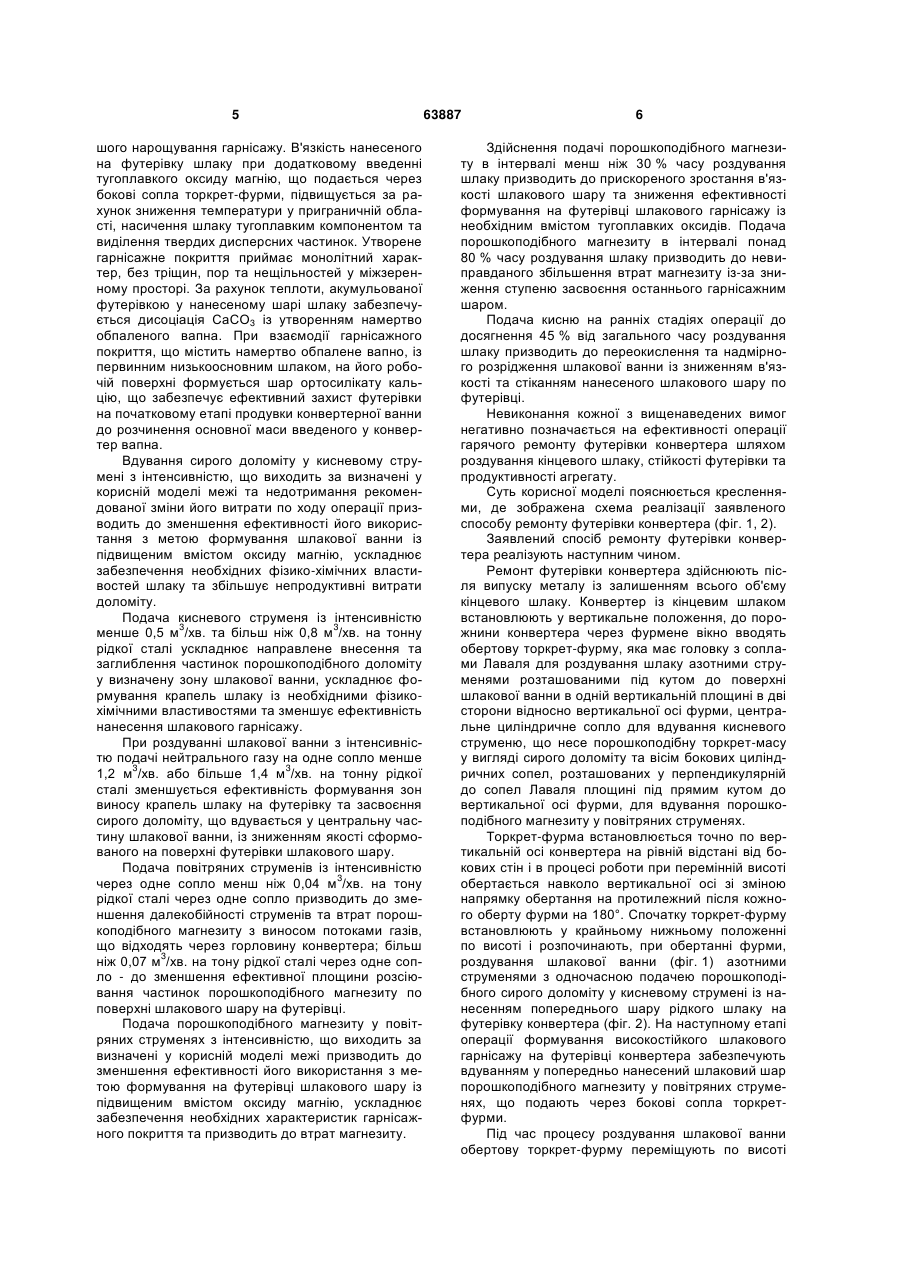
Спосіб ремонту футерівки конвертера, який включає залишок в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкретфурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни здійснюють одночасною подачею нейтральних газових струменів та центрального кисневого струменя, який несе порошкоподібний доломіт у шлакову ванну, з подаванням повітряних струменів, які несуть порошкоподібний магнезит на бокову поверхню футерівки, при цьому нейтральний газ подають із інтенсивністю через одне сопло 1,23 1,4 м /хв. на тонну рідкої сталі, кисневий струмінь 3 з інтенсивністю 0,5-0,8 м /хв. на тонну рідкої сталі, повітряні струмені - з інтенсивністю через одне 3 сопло 0,04-0,07 м /хв. на тонну рідкої сталі, порошкоподібний доломіт подають із інтенсивністю 0,92,4 кг/хв. на тонну рідкої сталі та витрату його по ходу операції змінюють відповідно із виразом 0,0059GN2 , де G N 2 - загальна виQдоп 219,5е Корисна модель належить до чорної металургії, зокрема до способів ремонту футерівки кисневого конвертера шляхом роздування на її поверхню кінцевого шлаку з метою формування захисного шлакового гарнісажу. Відомий спосіб ремонту футерівки конвертера (Патент РФ №2273669, С21С 5/44, F27D 1/16, 2006), який включає подачу на днище нейтрального газу і роздування кінцевого шлаку попередньої плавки одночасно або перед подачею торкретмаси і кисню на бокову поверхню конвертера. Згідно з даним способом подача торкрет-маси і кисню на бокову поверхню конвертера дозволяє здійснити гарячий ремонт футерівки за допомогою направленого потоку порошкоподібної суміші вогнетривких магнезіальних матеріалів і коксу з високошвидкісним кисневмісним потоком, який направлено в зону ремонту, переважно конусної або циліндричної частини футерівки. В даному способі значне підвищення температури в робочому просторі конвертера під час фа кельного торкретування бокової поверхні футерівки призводить до руйнування нанесеного шлакового гарнісажу внаслідок розплавлення і стікання останнього по поверхні футерівки в шлакову ванну. Також відомий спосіб ремонту футерівки конвертера (Патент України №50942, С21С 5/44, 2009), який включає залишок в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, який відрізняється тим, що роздування шлакової ванни здійснюють повітряними струменями, які несуть порошкоподібну торкретмасу у вигляді сирого доломіту, в кільцевій оболонці азоту. (19) UA (11) 63887 (13) U трата нейтрального газу з моменту початку опера3 ції, м , а порошкоподібний магнезит подають у інтервалі 30-80 % часу роздування шлаку з інтенсивністю через одне сопло 0,26-0,38 кг/хв. на тонну рідкої сталі. 3 Недоліком наведеного способу є: складність забезпечення необхідних фізико-хімічних властивостей шлаку, що роздувається на футерівку, внаслідок прискореного переведення шлакової ванни у малорухомий стан за рахунок витрат тепла на нагрівання газу-носію та торкрет-маси; ускладнення у створенні рівномірного покриття по висоті футерівки конвертера; утворення відносно легкоплавких феритів кальцію у нанесеному шарі гарнісажного покриття і, як наслідок, зниження його стійкості. Також відомий, вибраний як прототип, спосіб ремонту футерівки конвертера (Патент України №25657, С21С 5/44, 2007), який включає залишок в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі. Недоліками даного способу є складність отримання рівномірного за хімічним складом та товщиною шлакового гарнісажу по всій висоті конвертера; прискорене переведення шлакової ванни у в'язкий, малорухомий стан із повним припиненням виносу бризок шлаку на футерівку; неможливість регулювання рідкорухомості шлаку під час операції роздування останнього струменями нейтрального газу. Крім того, у нанесених на футерівку за вказаним способом кінцевих шлаках за рахунок підвищення концентрації FeO при взаємодії кисневих струменів із нанесеним шлаковим шаром зменшується його щільність, знищується силікатна сітка та прискорюється зневуглецьовування матриці вогнетриву. Це приводить до підвищення пористості робочого шару футерівки, подальшого проникнення шлаку у об'єм вогнетриву та вимиванню його зерен у шлак. В основу корисної моделі поставлено задачу удосконалення способу ремонту футерівки конвертера роздуванням кінцевого шлаку, в якому шляхом зміни складу, напрямку, інтенсивності та інтервалу подачі газових та газопорошкових струменів у робочий об'єм агрегату, досягається підвищення ефективності створення захисного шлакового гарнісажу на футерівці із підвищеним вмістом тугоплавких з'єднань і подовження терміну експлуатації конвертерного агрегату. Поставлена задача вирішується тим, що у способі ремонту футерівки конвертера, який включає залишок в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, згідно з корисною моделлю, роздування шлакової ванни 63887 4 здійснюють одночасною подачею нейтральних газових струменів та центрального кисневого струменя, який несе порошкоподібний доломіт у шлакову ванну, з подаванням повітряних струменів, які несуть порошкоподібний магнезит на бокову поверхню футерівки, при цьому нейтральний газ подають із інтенсивністю через одне сопло 1,23 1,4 м /хв. на тонну рідкої сталі, кисневий струмінь 3 з інтенсивністю 0,5-0,8 м /хв. на тонну рідкої сталі, повітряні струмені - з інтенсивністю через одне 3 сопло 0,04-0,07 м /хв. на тонну рідкої сталі, порошкоподібний доломіт подають із інтенсивністю 0,92,4 кг/хв. на тонну рідкої сталі та витрату його по ходу операції змінюють відповідно із виразом 0,0059GN2 , де G N 2 - загальна виQдоп 219,5е трата нейтрального газу з моменту початку опера3 ції, м , а порошкоподібний магнезит подають у інтервалі 30-80 % часу роздування шлаку з інтенсивністю через одне сопло 0,26-0,38 кг/хв. на тонну рідкої сталі. За рахунок безпосередньої дії на шлакову ванну групи рухомих нейтральних газових струменів, які витікають із сопел Лаваля торцевого наконечника торкрет-фурми під кутом до поверхні шлакової ванни в одній вертикальній площині в дві сторони відносно вертикальної осі торкрет-фурми, яка розміщена по центру конвертера, здійснюється формування на поверхні футерівки шлакового шару шляхом направленого набризкування об'ємів шлаку. За рахунок вдування у центральну міжреакційну зону шлакової ванни порошкоподібного доломіту у кисневому струмені здійснюється збагачення вказаної зони продуктами дисоціації карбонатів доломіту із переміщенням останніх гідродинамічними потоками у реакційні зони при одночасному розрідженні центральної зони шлакової ванни за рахунок вдування кисню. При цьому у випадку тільки роздування шлаку попереджується можливе запечатування бокових циліндричних сопел торкрет-фурми бризками шлаку внаслідок одночасної подачі через них окислювального газу із мінімальною витратою. У випадку одночасного роздування шлаку і торкретування футерівки слідом в шар нанесеного шлаку вдуваються частинки порошкоподібного магнезиту, які подаються з групи бокових циліндричних сопел торкрет-фурми в направлених на стіни конвертера повітряних газопорошкових струменях. За рахунок попереднього нанесення на поверхню футерівки захисного шару шлаку із оптимальним для рідкорухомості вмістом оксидів заліза та підвищеним вмістом СаСО3 і MgO з подальшим подаванням магнезиту через бокові сопла забезпечується формування шлакового шару з тугоплавкими з'єднаннями. Використанням у шлаковому гарнісажі як вогнетривкий матеріал суміші СаСО3 і MgO під час взаємодії із краплями шлаку, що наноситься на футерівку, забезпечується утворення феритів кальцію, які розчиняють зерна магнезиту вогнетриву по їх границях із підвищенням температури плавлення фериту кальцію, насиченого MgO, до 2073-2093 К. Контактний шар крапель шлаку із зниженою теплопровідністю на футерівці кристалізується та формує підкладку для подаль 5 шого нарощування гарнісажу. В'язкість нанесеного на футерівку шлаку при додатковому введенні тугоплавкого оксиду магнію, що подається через бокові сопла торкрет-фурми, підвищується за рахунок зниження температури у приграничній області, насичення шлаку тугоплавким компонентом та виділення твердих дисперсних частинок. Утворене гарнісажне покриття приймає монолітний характер, без тріщин, пор та нещільностей у міжзеренному просторі. За рахунок теплоти, акумульованої футерівкою у нанесеному шарі шлаку забезпечується дисоціація СаСО3 із утворенням намертво обпаленого вапна. При взаємодії гарнісажного покриття, що містить намертво обпалене вапно, із первинним низькоосновним шлаком, на його робочій поверхні формується шар ортосилікату кальцію, що забезпечує ефективний захист футерівки на початковому етапі продувки конвертерної ванни до розчинення основної маси введеного у конвертер вапна. Вдування сирого доломіту у кисневому струмені з інтенсивністю, що виходить за визначені у корисній моделі межі та недотримання рекомендованої зміни його витрати по ходу операції призводить до зменшення ефективності його використання з метою формування шлакової ванни із підвищеним вмістом оксиду магнію, ускладнює забезпечення необхідних фізико-хімічних властивостей шлаку та збільшує непродуктивні витрати доломіту. Подача кисневого струменя із інтенсивністю 3 3 менше 0,5 м /хв. та більш ніж 0,8 м /хв. на тонну рідкої сталі ускладнює направлене внесення та заглиблення частинок порошкоподібного доломіту у визначену зону шлакової ванни, ускладнює формування крапель шлаку із необхідними фізикохімічними властивостями та зменшує ефективність нанесення шлакового гарнісажу. При роздуванні шлакової ванни з інтенсивністю подачі нейтрального газу на одне сопло менше 3 3 1,2 м /хв. або більше 1,4 м /хв. на тонну рідкої сталі зменшується ефективність формування зон виносу крапель шлаку на футерівку та засвоєння сирого доломіту, що вдувається у центральну частину шлакової ванни, із зниженням якості сформованого на поверхні футерівки шлакового шару. Подача повітряних струменів із інтенсивністю 3 через одне сопло менш ніж 0,04 м /хв. на тону рідкої сталі через одне сопло призводить до зменшення далекобійності струменів та втрат порошкоподібного магнезиту з виносом потоками газів, що відходять через горловину конвертера; більш 3 ніж 0,07 м /хв. на тону рідкої сталі через одне сопло - до зменшення ефективної площини розсіювання частинок порошкоподібного магнезиту по поверхні шлакового шару на футерівці. Подача порошкоподібного магнезиту у повітряних струменях з інтенсивністю, що виходить за визначені у корисній моделі межі призводить до зменшення ефективності його використання з метою формування на футерівці шлакового шару із підвищеним вмістом оксиду магнію, ускладнює забезпечення необхідних характеристик гарнісажного покриття та призводить до втрат магнезиту. 63887 6 Здійснення подачі порошкоподібного магнезиту в інтервалі менш ніж 30 % часу роздування шлаку призводить до прискореного зростання в'язкості шлакового шару та зниження ефективності формування на футерівці шлакового гарнісажу із необхідним вмістом тугоплавких оксидів. Подача порошкоподібного магнезиту в інтервалі понад 80 % часу роздування шлаку призводить до невиправданого збільшення втрат магнезиту із-за зниження ступеню засвоєння останнього гарнісажним шаром. Подача кисню на ранніх стадіях операції до досягнення 45 % від загального часу роздування шлаку призводить до переокислення та надмірного розрідження шлакової ванни із зниженням в'язкості та стіканням нанесеного шлакового шару по футерівці. Невиконання кожної з вищенаведених вимог негативно позначається на ефективності операції гарячого ремонту футерівки конвертера шляхом роздування кінцевого шлаку, стійкості футерівки та продуктивності агрегату. Суть корисної моделі пояснюється кресленнями, де зображена схема реалізації заявленого способу ремонту футерівки конвертера (фіг. 1, 2). Заявлений спосіб ремонту футерівки конвертера реалізують наступним чином. Ремонт футерівки конвертера здійснюють після випуску металу із залишенням всього об'єму кінцевого шлаку. Конвертер із кінцевим шлаком встановлюють у вертикальне положення, до порожнини конвертера через фурмене вікно вводять обертову торкрет-фурму, яка має головку з соплами Лаваля для роздування шлаку азотними струменями розташованими під кутом до поверхні шлакової ванни в одній вертикальній площині в дві сторони відносно вертикальної осі фурми, центральне циліндричне сопло для вдування кисневого струменю, що несе порошкоподібну торкрет-масу у вигляді сирого доломіту та вісім бокових циліндричних сопел, розташованих у перпендикулярній до сопел Лаваля площині під прямим кутом до вертикальної осі фурми, для вдування порошкоподібного магнезиту у повітряних струменях. Торкрет-фурма встановлюється точно по вертикальній осі конвертера на рівній відстані від бокових стін і в процесі роботи при перемінній висоті обертається навколо вертикальної осі зі зміною напрямку обертання на протилежний після кожного оберту фурми на 180°. Спочатку торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають, при обертанні фурми, роздування шлакової ванни (фіг. 1) азотними струменями з одночасною подачею порошкоподібного сирого доломіту у кисневому струмені із нанесенням попереднього шару рідкого шлаку на футерівку конвертера (фіг. 2). На наступному етапі операції формування високостійкого шлакового гарнісажу на футерівці конвертера забезпечують вдуванням у попередньо нанесений шлаковий шар порошкоподібного магнезиту у повітряних струменях, що подають через бокові сопла торкретфурми. Під час процесу роздування шлакової ванни обертову торкрет-фурму переміщують по висоті 7 від днища до горловини конвертера і назад. Витрату порошкоподібного сирого доломіту зменшують згідно наведеному у корисній моделі виразу. Після візуального припинення виносу бризок шлаку над горловиною конвертера роздування шлакової ванни припиняють. Нижче наведено приклад реалізації запропонованого способу ремонту футерівки. Приклад Операцію роздування шлакової ванни з нанесенням шлакового гарнісажу на футерівку 160-т конвертера розпочинають після випуску метала із залишенням в порожнині агрегата кінцевого шлаку. Пересувну привідну платформу з обертовою торкрет-фурмою встановлюють в положення суміщення осі торкрет-фурми з вертикальною віссю конвертера. Через фурмене вікно вводять торкрет-фурму і опускають її до рівня горловини конвертера, із одночасним забезпеченням подачі кисню через центральне сопло із витратою 75-120 3 м /хв. та повітря через бокові циліндричні сопла із 3 загальною витратою 50-80 м /хв., що дорівнює 3 витратам газів через одне сопло 0,5-0,8 м /хв. та 3 0,04-0,07 м /хв. на тонну рідкої сталі, що зливається у сталерозливний ківш відповідно. В подальшому торкрет-фурму встановлюють у крайньому нижньому положенні по висоті і розпочинають при обертанні торкрет-фурми (зі зміною напрямку обертання на протилежний після кожного оберту фу Комп’ютерна верстка М. Ломалова 63887 8 рми на 180° навколо вертикальної осі) роздування шлакової ванни азотними струменями із загаль3 ною витратою 360-420 м /хв., при інтенсивності 3 подачі азоту через одне сопло 1,2-1,4 м /хв. на тонну рідкої сталі. Одночасно із нанесенням нанесення шлакового шару по всій висоті футерівки конвертера у процесі обертання торкрет-фурми розпочинають подачу сирого доломіту через центральне сопло із загальною витратою 500-800 кг на операцію, при початковій інтенсивності подачі 0,9-2,4 кг/хв. на тонну рідкої сталі із зменшенням його витрат згідно із заявленим виразом 0,0059GN2 . Після попереднього Qдоп 219,5е нанесення шлакового шару на футерівку конвертера розпочинають подачу порошкоподібного магнезиту через бокові сопла торкрет-фурми із загальною витратою 700-1000 кг на операцію, при інтенсивності подачі через одне сопло 0,26-0,38 кг/хв. на тонну рідкої сталі. При цьому подачу порошкоподібного магнезиту здійснюють на протязі 1,2-3,5 хв., що дорівнює інтервалу 30-80 % загальної тривалості операції роздування шлаку. Така операція гарячого ремонту футерівки конвертера забезпечує формування товстого рівномірного стійкого шлакового гарнісажу з підвищеним вмістом вогнетривких складових на всій поверхні футерівки. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for converter lining repairing
Автори англійськоюCherniatevych Anatolii Hryhorovych, Sihariov Yevhen Mykolaiovych, Chubin Kostiantyn Ivanovych, Chubina Olena Anatoliivna
Назва патенту російськоюСпособ ремонта футеровки конвертера
Автори російськоюЧернятевич Анатолий Григорьевич, Сигарев Евгений Николаевич, Чубин Константин Иванович, Чубина Елена Анатольевна
МПК / Мітки
МПК: C21C 5/44
Мітки: спосіб, футерівки, конвертера, ремонту
Код посилання
<a href="https://ua.patents.su/4-63887-sposib-remontu-futerivki-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту футерівки конвертера</a>
Спосіб ремонту футерівки конвертера
Номер патенту: 61727
Опубліковано: 25.07.2011
Автори: Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович, Сігарьов Євген Миколайович, Чубін Костянтин Іванович
МПК: C21C 5/44
Мітки: ремонту, футерівки, спосіб, конвертера
Формула / Реферат:
Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової гарнісажної фурми з соплами при перемінній висоті фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180° навколо вертикальної осі шляхом роздування шлакової ванни повітряними струменями, які несуть порошкоподібний сирий доломіт в...
Спосіб ремонту футерівки конвертера
Номер патенту: 25657
Опубліковано: 10.08.2007
Автори: Чубін Константин Іванович, Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович, Чернятевич Анатолій Григорович
МПК: C21C 5/44
Мітки: ремонту, футерівки, спосіб, конвертера
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни зверху нейтральними газовими струменями і подачі на бокову поверхню конвертера в окислювальних струменях торкрет-маси при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після...
Спосіб ремонту футерівки конвертера
Номер патенту: 50942
Опубліковано: 25.06.2010
Автори: Чубіна Олена Анатоліївна, Чернятевич Анатолій Григорович, Чубін Костянтин Іванович, Сігарьов Євген Миколайович, Дігтяр Олена Юріївна
МПК: C21C 5/44
Мітки: футерівки, ремонту, спосіб, конвертера
Формула / Реферат:
1. Спосіб ремонту футерівки конвертера, який включає залишення в конвертері кінцевого шлаку попередньої плавки, нанесення на футерівку шлакового гарнісажу за допомогою обертової торкрет-фурми з соплами шляхом роздування шлакової ванни азотними струменями і подачі порошкоподібної торкрет-маси в повітряних струменях при перемінній висоті торкрет-фурми і зміні напрямку обертання струменів на протилежний після кожного оберту фурми на 180°...
Спосіб ремонту футерівки конвертера
Номер патенту: 25475
Опубліковано: 10.08.2007
Автори: Ващенко Світлана Леонідівна, Сігарьов Євген Миколайович, Чубіна Олена Анатоліївна, Чернятевич Ігор Володимирович, Чубін Константин Іванович, Чернятевич Анатолій Григорович
МПК: C21C 5/44
Мітки: спосіб, футерівки, конвертера, ремонту
Формула / Реферат:
Спосіб ремонту футерівки конвертера, що включає роздування кінцевого шлаку попередньої плавки азотними струменями одночасно або перед подачею на бокову поверхню конвертера у кільцевих струменях кисню торкрет-маси, що містить вогнетривкий магнезіальний та горючий вуглецевмісний матеріали, який відрізняється тим, що торкрет-масу подають з питомою витратою 2,0-3,1 кг на 1 м3 кисню за хвилину, при цьому торкрет-маса містить як вогнетривку...
Торкрет-фурма для ремонту футерівки конвертера
Номер патенту: 26280
Опубліковано: 10.09.2007
Автори: Чубін Константин Іванович, Чернятевич Анатолій Григорович, Чубіна Олена Анатоліївна, Сігарьов Євген Миколайович
Мітки: конвертера, ремонту, торкрет-фурма, футерівки
Формула / Реферат:
Торкрет-фурма для ремонту футерівки конвертера, яка містить пересувну привідну платформу з вертикальною напрямною, каретку торкрет-фурми, механізм обертання, який забезпечує зміну напрямку обертання на протилежний після кожного оберту фурми на 180° навколо вертикальної осі, стовбур торкрет-фурми, який виконано із двох колекторів і двох концентрично розташованих труб, що утворюють тракти підведення нейтрального газу і торкрет-маси в потоці...
Попередній патент: Підйомник дворейковий
Наступний патент: Спосіб освітлення транспортних засобів
Випадковий патент: Спосіб визначення напружено-деформаційного стану зразка