Спосіб випалу дрібної фракції металургійної шихти
Номер патенту: 6438
Опубліковано: 29.12.1994
Автори: Щербін Арнольд Іванович, Шендров Валерій Аркадійович, Мазусова Валентина Дмитрівна, Федоров Олег Григорович, Аріст Леонід Михайлович
Формула / Реферат
(57) Способ обжига мелкой фракции металлургической шихты, включающий тангенциальный ввод материала в рабочую камеру в потоке воздуха, идущего на поддержание горения газа, обжиг, тангенциальный вывод готового продукта, отличающийся тем, что обжиг ведут под регулируемым давлением за счет изменения соотношения величин разрежения в системе загрузки и повышенного давления в системе разгрузки, причем, между зонами загрузки и разгрузки рабочей камеры материалу сообщают турбулентное движение.
Текст
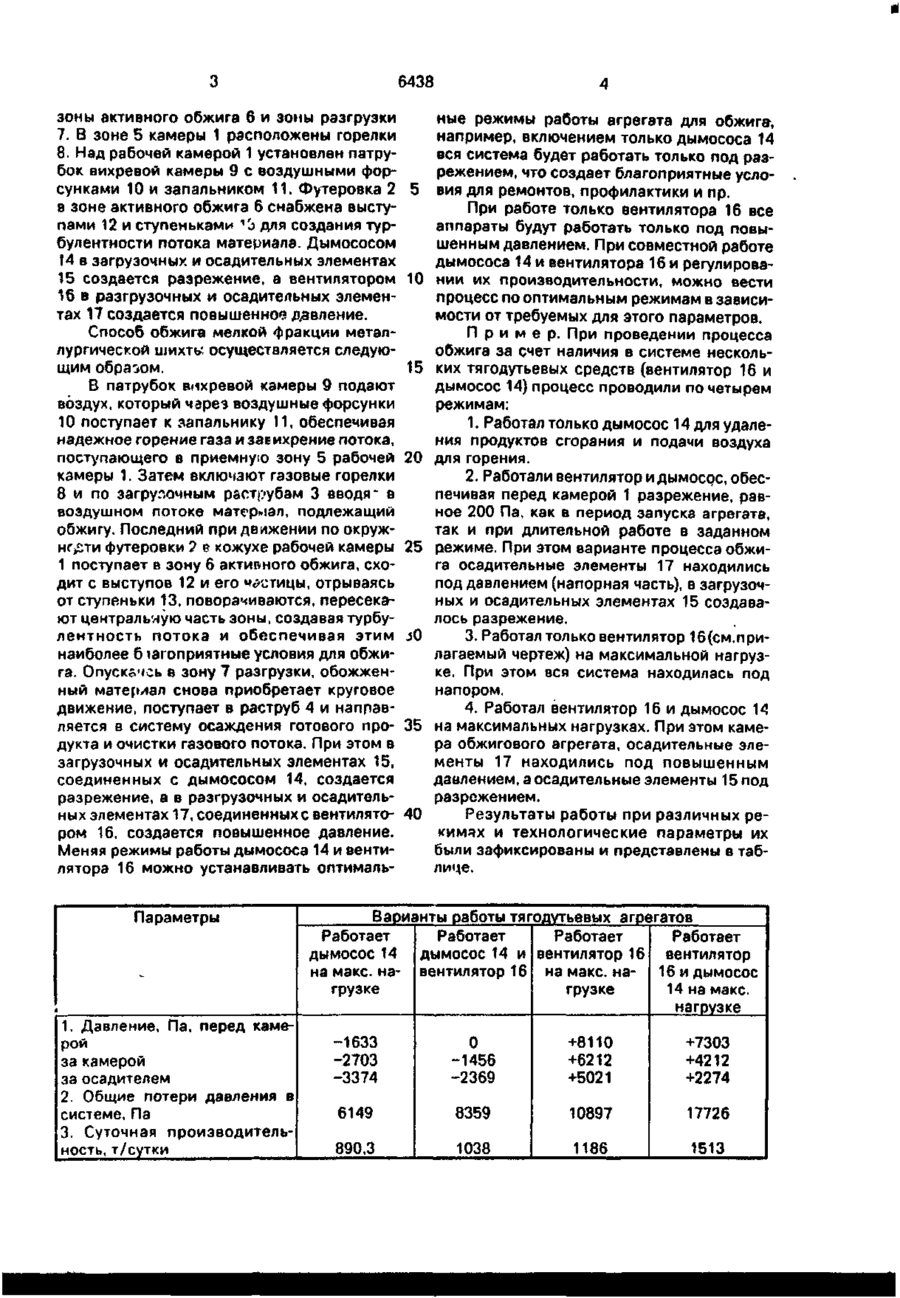
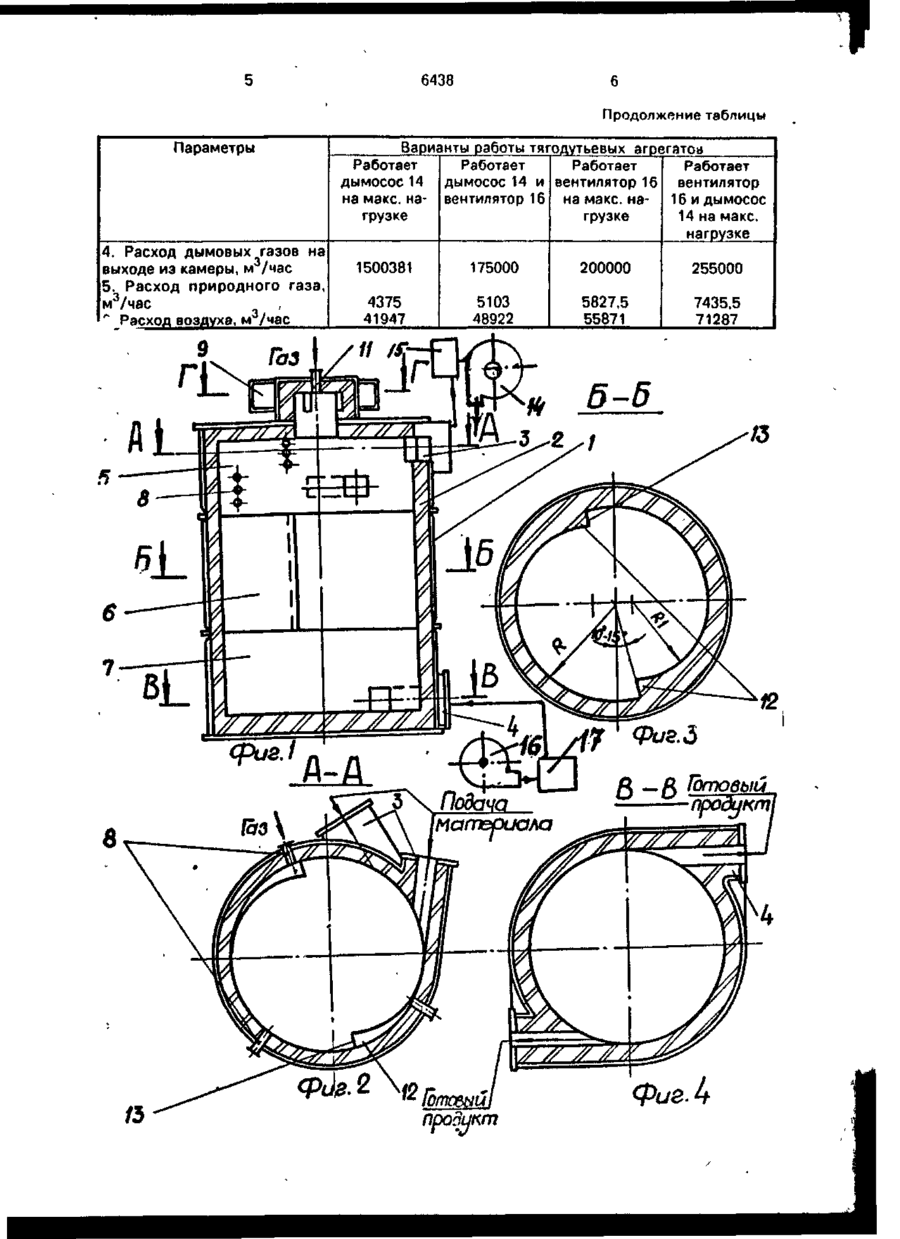
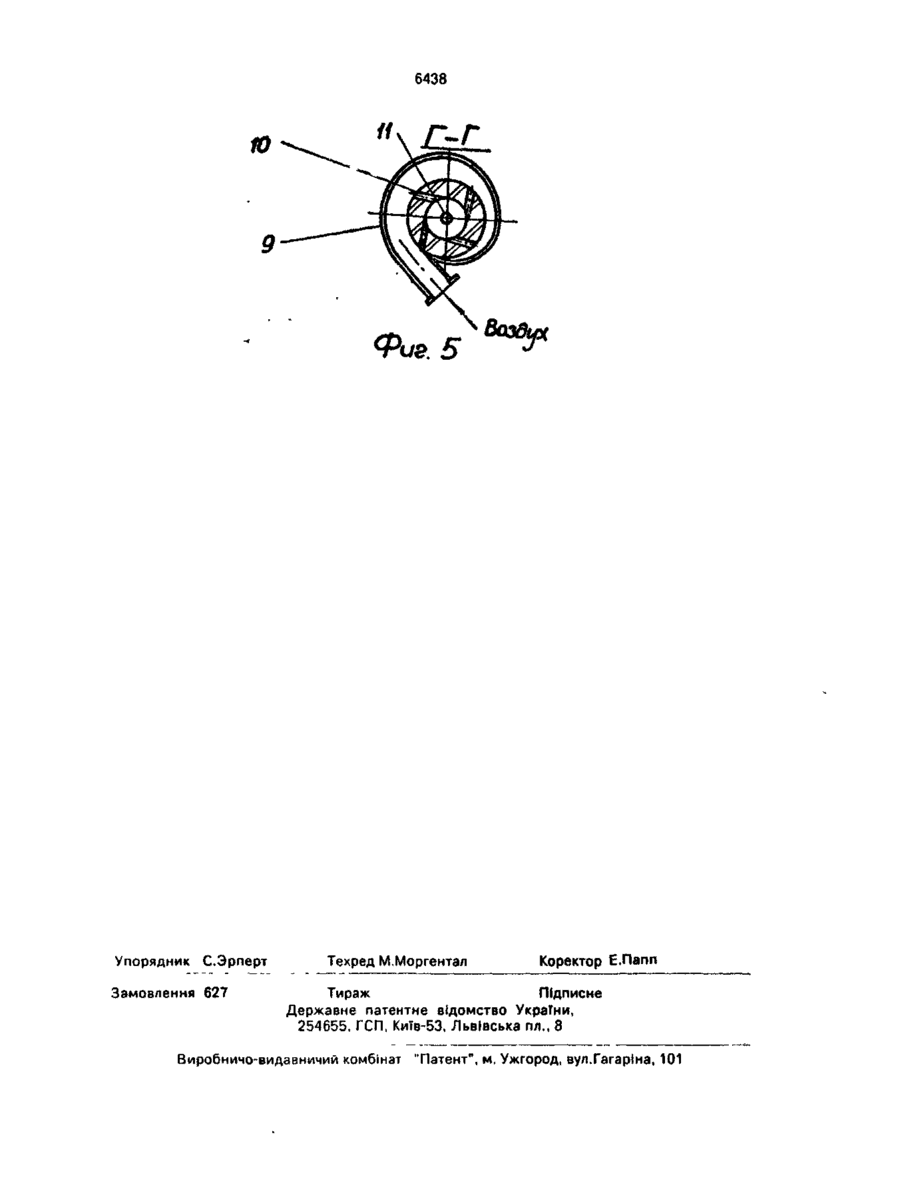
Способ обжига мелкой фракции металлургической шихты, включающий тангенциальный ввод материала в рабочую камеру в потоке воздуха, идущего на поддержание горения газа, обжиг, тангенциальный вывод готового продукта, о т л и ч а ю щ и й с я тем, что обжиг ведут под регулируемым давлением за счет изменения соотношения величин разрежения в системе загрузки и повышенного давления в системе разгрузки, причем, между зонами загрузки и разгрузки рабочей камеры материалу сообщают турбулентное движение. ха, идущего на поддержание горения газа, обжиг, тангенциальный вывод готового продукта, согласно изобретению, обжиг ведут под регулируемым давлением за счет изменения соотношения величин разрежения в системе загрузки и повышенного давления в системе разгрузки, причем между зонами загрузки и разгрузки рабочей камеры материалу сообщают турбулентное движение. Предлагаемый способ реализуется при помощи обжигового агрегата, который показан на чертежах, где на фиг.1 показан обжиговый агрегат с энергоносителями на фиг. 2 разрез А-А по приемной зоне (на фиг 1); на фиг. 3 - разрез Б-Б по зоне активного обжига (на фиг.1); на фиг. 4 - разрез В -В по зоне разгрузки (на фиг.1); на фиг 5 - разрез Г-Т по вихревой камере (на фиг 1) Обжиговый агрегат содержит кожух рабочей камеры 1, футеровку 2 раструб 3 для загрузки материала для обжига и раструб 4 для выгрузки обожженного маіериала Рабочая камера 1 состоит из приемной зоны 5, С > со 00 6438 зоны активного обжига б и зоны разгрузки 7. В зоне 5 камеры 1 расположены горелки 8. Над рабочей камерой 1 установлен патрубок вихревой камеры 9 с воздушными форсунками 10 и запальником 11. Футеровка 2 5 в зоне активного обжига 6 снабжена выступами 12 и ступеньками 1 3 для создания турбулентности потока материала. Дымососом 14 в загрузочных и осадительных элементах 15 создается разрежение, а вентилятором 10 16 в разгрузочных и осадительных элементах 17 создается повышенное давление. Способ обжига мелкой фракции металлургической шихты осуществляется следующим образом. 15 В патрубок вихревой камеры 9 подают воздух, который чэрез воздушные форсунки 10 поступает к запальнику 11, обеспечивая надежное горение газа и завихрение потока, поступающего в приемную зону 5 рабочей 20 камеры 1. Затем включают газовые горелки 8 и по загрузочным раструбам 3 вводя' в воздушном потоке материал, подлежащий обжигу. Последний при движении по окружнг^ти футеровки ? е кожухе рабочей камеры 25 1 поступает в зону б активного обжига, сходит с выступов 12 и его частицы, отрываясь от ступеньки 13, поворачиваются, пересекают центральную часть зоны, создавая турбулентность потока и обеспечивая этим JO наиболее б іагоприятньїе условия для обжига. Опускомсь в зону 7 разгрузки, обожженный материал снова приобретает круговое движение, поступает в раструб 4 и направляется в систему осаждения готового про- 35 дукта и очистки газового потока. При этом в загрузочных и осадительных элементах 15, соединенных с дымососом 14, создается разрежение, а в разгрузочных и осадительных элементах 17, соединенных с вентилято- 40 ром 16, создается повышенное давление. Меняя режимы работы дымососа 14 и вентилятора 16 можно устанавливать оптимальПараметры 1. Давление, Па. перед каме рой за камерой за осадителем 2. Общие потери давления в системе, Па 3. Суточная производительность, т/сутки ные режимы работы агрегата для обжига, например, включением только дымососа 14 вся система будет работать только под разрежением, что создает благоприятные условия для ремонтов, профилактики и пр. При работе только вентилятора 16 все аппараты будут работать только под повышенным давлением. При совместной работе дымососа 14 и вентилятора 16 и регулировании их производительности, можно вести процесс по оптимальным режимам в зависимости от требуемых для этого параметров. П р и м е р . При проведении процесса обжига за счет наличия в системе нескольких тягодутьевых средств (вентилятор 16 и дымосос 14) процесс проводили по четырем режимам: 1. Работал только дымосос 14 для удаления продуктов сгорания и подачи воздуха для горения. 2. Работали вентилятор и дымосос, обеспечивая перед камерой 1 разрежение, равное 200 Па, как в период запуска агрегата, так и при длительной работе в заданном режиме. При этом варианте процесса обжига осадительные элементы 17 находились под давлением (напорная часть), в загрузочных и осадительных элементах 15 создавалось разрежение. 3. Работал только вентилятор 16 (см.прилагаемый чертеж) на максимальной нагрузке. При этом вся система находилась под напором. 4. Работал вентилятор 16 и дымосос 14 на максимальных нагрузках. При этом камера обжигового агрегата, осадительные элементы 17 находились под повышенным давлением, а осадительные элементы 15 под разрежением. Результаты работы при различных рекимах и технологические параметры их были зафиксированы и представлены в таблице. Варианты работы тягодутьевых агрегатов Работает Работает Работает Работает дымосос 14 дымосос 14 и вентилятор 16 вентилятор на макс, на- вентилятор 16 на макс, на- 16 и дымосос грузке грузке 14 на макс. нагрузке -1633 -2703 -3374 -1456 -2369 0 +8110 +6212 +5021 +7303 +4212 +2274 6149 8359 10897 17726 890,3 1038 1186 1513 6438 Продолжение таблицы Параметры 4. Расход дымовых газов на выходе из камеры, м /час 5. Расход природного газа, м 3 /час " Расход воздуха, м 3 /час Варианты работы тягодутьевых агоегатоа Работает Работает Работает Работает дымосос 14 дымосос 14 и вентилятор 16 вентилятор на макс, на- вентилятор 16 на макс, на- 16 и дымосос грузке грузке 14 на макс, нагрузке 1500381 175000 200000 255000 4375 41947 5103 48922 5827,5 55871 7435,5 71287 А _ А штовый продукт '" Втовыш продукт фигЛ 6438 «ft* 5 Упорядник С.Эрперт Замовлення 627 Техред М.Моргентал %/ « виа Коректор Е.Папп Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for annealing fine fraction of metallurgical charge
Автори англійськоюScherbin Arnold Ivanovych, Fedorov Oleh Hryhorovych, Arist Leonid Mykhailovych, Mazusova Valentyna Dmytrivna, Shenderov Valerii Arkadiiovych
Назва патенту російськоюСпособ отжига мелкой фракции металлургической шихты
Автори російськоюЩербин Арнольд Иванович, Федоров Олег Григорьевич, Арист Леонид Михайлович, Мазусова Валентина Дмитриевна, Шендеров Валерий Аркадиевич
МПК / Мітки
МПК: F27B 15/00
Мітки: шихти, випалу, спосіб, дрібної, металургійної, фракції
Код посилання
<a href="https://ua.patents.su/4-6438-sposib-vipalu-dribno-frakci-metalurgijjno-shikhti.html" target="_blank" rel="follow" title="База патентів України">Спосіб випалу дрібної фракції металургійної шихти</a>
Пристрій для випалу дрібної фракції металургійної шихти
Номер патенту: 6437
Опубліковано: 29.12.1994
Автори: Аріст Леонід Михайлович, Мазусова Валентина Дмитрівна, Федоров Олег Григорович, Щербін Арнольд Іванович, Шендеров Валерій Аркадійович
МПК: F27B 15/00
Мітки: випалу, пристрій, шихти, дрібної, фракції, металургійної
Формула / Реферат:
(57) 1. Устройство для обжига мелкой фракции металлургической шихты, содержащее цилиндрический корпус с тангенциально расположенными газогорелочными устройствами и устройствами для загрузки и разгрузки, на внутренней поверхности стенок которого, между зонами загрузки и разгрузки, расположены выступы, отличающееся тем, что оно снабжено вихревой камерой с воздушными форсунками и запальником, которая установлена на верхней части корпуса, при...
Спосіб переробки нафталінової фракції
Номер патенту: 3037
Опубліковано: 26.12.1994
Автори: Кисельова Ольга Іванівна, Буцинська Лілія Іванівна, Красуля Марина Олександрівна, Діденко Леонід Іванович, Гоголєва Тамара Яківна
МПК: B01D 9/00, C07C 15/24
Мітки: спосіб, фракції, переробки, нафталінової
Формула / Реферат:
Способ переработки нафталиновой фракции путем охлаждения расплавленной исходной фракции, отделения от твердого остатка незакристаллизовавшейся жидкой фазы, которую снова охлаждают с последующим отделением масла от вновь образовавшегося твердого остатка, который возвращают в исходную нафталиновую фракцию, отличающийся тем, что охлаждение исходной фракции проводят до температуры на 3-6° ниже температуры ее кристаллизации, с последующим...
Спосіб здобування коксу із суміші коксового дріб’язку та вугільної шихти
Номер патенту: 3340
Опубліковано: 27.12.1994
Автори: Гречко Юрій Іванович, Гуртовник Петро Фройлович, Скляр Михайло Григорович, Маругін Іван Михайлович, Світличний Іван Федорович, Дюканов Анатолій Гаврилович, Неманіхін Володимир Валентинович, Фірсов Микола Миколайович
МПК: C10B 57/00
Мітки: вугільної, шихти, суміші, дріб'язку, здобування, коксового, спосіб, коксу
Формула / Реферат:
Способ получения кокса из смеси коксовой мелочи и угольной шихты, включающий раздельное измельчение коксовой мелочи и шихты, их последующее смещение и коксование, отличающийся тем, что измельчение коксовой мелочи ведут в цилиндрической шаровой роторной мельнице при линейной скорости вращения ротора, равной 5-15 м/с, и удельной загрузке измельчаемым материалом 4,7-7,5 т/ч-м3, смешение угольной шихты и коксовой мелочи осуществляют в соотношении...
Засіб випалу тонкомеленого вапняка
Номер патенту: 2724
Опубліковано: 26.12.1994
Автори: Задоя Борис Олексійович, Білоножко Олександр Миколайович, Петровський Олександр Вільмович, Федоров Олег Георгійович, Гришін Микола Михайлович, Бойко Валерій Миколайович
МПК: C04B 2/00
Мітки: тонкомеленого, засіб, вапняка, випалу
Формула / Реферат:
Способ обжига тонкомолотого известняка, включающий подогрев его отходящими газами во взвешенном состоянии, обжиг в потоке высокотемпературного теплоносителя с последующей сепарацией извести и многоступенчатым охлаждением воздухом во взвешенном состоянии, отличающийся тем, что, с целью получения извести с высокой химической активностью за счет создания в ней мелкокристаллической структуры, подогрев известняка осуществляют при температуре...
Пристрій для ушільнення та завантаження вугільної шихти у вертикальну багатокамерну коксову піч безперервної дії
Номер патенту: 5525
Опубліковано: 28.12.1994
Автори: Карпов Олександр Васильович, Сілка Адольф Миколайович, Горохов Олег Петрович, Шварцман Йосип Якович, Скляр Михайло Григорович, Гуржи Олександр Сергійович, Мартинов Валерій Євгенович.
МПК: C10B 37/00, C10B 45/00
Мітки: шихти, багатокамерну, піч, коксову, безперервної, вугільної, дії, ушільнення, вертикальну, пристрій, завантаження
Формула / Реферат:
(57) Устройство для уплотнения и загрузки угольной шихты в вертикальную многокамерную коксовую печь непрерывного действия, включающее передвижную тележку, на которой закреплены два бункера, приемники шихты, два пресс-толкателя с приспособлениями для их вертикального возвратно-поступательного перемещения, отличающееся тем, что бункеры снабжены средствами дозирования порций угольной шихты и закреплены на тележке на расстоянии, равном двум...
Попередній патент: Пристрій для випалу дрібної фракції металургійної шихти
Наступний патент: Спосіб підготовлення та подання матеріалу металургійної шихти
Випадковий патент: Спосіб гасіння пожеж газових фонтанів