Болт підвищеної міцності
Номер патенту: 65187
Опубліковано: 25.11.2011
Автори: Панков Роман Васильович, Анісімкін Валерій Вікторович, Амбражей Максим Юрійович, Івченко Олександр Васильович, Долженков Іван Егорович, Мачуська Ніоніла Данилівна, Гуль Юрій Петрович

Формула / Реферат
1. Болт підвищеної міцності, що вироблений способом холодного об'ємного штампування із низьковуглецевої сталі, який відрізняється тим, що він виготовлений із сталі з вмістом вуглецю 0,15...0,35 %, марганцю 0,5...1,5 %, решта залізо та неминучі домішки та має значення межі міцності (sв) і відносного подовження при розриві (d5) не нижче нормованих, а добуток значення межі міцності (МПа) та відносного подовження (%) складає більше 10000;
2. Болт за п. 1, який відрізняється тим, що виготовлений із сталі, що містить як неминучі домішки один або декілька елементів із групи кремній, хром, мідь, нікель, молібден, ванадій, титан;
3. Болт за п. 1 і 2, який відрізняється тим, що виготовлений із сталі, що підлягала термічному зміцненню в іншому технологічному процесі;
4. Болт за п. 1-3, який відрізняється тим, що виготовлений з використанням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130...480 °С;
5. Болт за п. 1-4, який відрізняється тим, що поверхня виконана із захисним покриттям;
6. Болт за п. 1-5, який відрізняється тим, що нанесення захисного покриття виконано в процесі деформаційного старіння;
7. Болт за п. 1-6, який відрізняється тим, що поверхня виконана оксидованою в процесі деформаційного старіння в інтервалі температур 130...200 °С;
8. Болт за п. 1-6, який відрізняється тим, що поверхня виконана фосфатованою в процесі деформаційного старіння в інтервалі температур 200...380 °С;
9. Болт за п. 1-6, який відрізняється тим, що поверхня виконана оцинкованою термодифузійним засобом в процесі деформаційного старіння в інтервалі температур 290...450 °С;
10. Болт за п. 1-6, який відрізняється тим, що поверхня виконана оцинкованою гарячим засобом в процесі деформаційного старіння в інтервалі температур 450...480 °С.
Текст
1. Болт підвищеної міцності, що вироблений способом холодного об'ємного штампування із низьковуглецевої сталі, який відрізняється тим, що він виготовлений із сталі з вмістом вуглецю 0,15...0,35 %, марганцю 0,5...1,5 %, решта залізо та неминучі домішки та має значення межі міцності (в) і відносного подовження при розриві (5) не нижче нормованих, а добуток значення межі міцності (МПа) та відносного подовження (%) складає більше 10000; 2. Болт за п. 1, який відрізняється тим, що виготовлений із сталі, що містить як неминучі домішки один або декілька елементів із групи кремній, хром, мідь, нікель, молібден, ванадій, титан; 3. Болт за п. 1 і 2, який відрізняється тим, що виготовлений із сталі, що підлягала термічному зміцненню в іншому технологічному процесі; U 2 (13) 1 3 МПа, відносне звуження 35...60 % та відносне подовження 6...16 %. Винахід направлений на підвищення несучої спроможності та надійності різьбового з'єднання за рахунок високих значень міцності та пластичності болтів, які виготовлені із середньовуглецевої сталі типу 40Х селект та підлягають термічній обробці (гартування + відпуск) з окремого нагріву. Застосування хромистої сталі 40Х, яка відрізняється високою вартістю із-за технологічних особливостей виробництва, призводить до подорожчання продукції. При цьому енергоємність самого процесу виготовлення цих болтів дуже велика і характеризується такими дорогими операціями, як сфероідизуючий відпал початкової заготовки перед холодною об'ємною штамповкою і нагрівами під гартування та відпуск готових виробів. Разом це приводить до високої вартості болтів та обмежує сферу їх масового використання. Прототипом корисної моделі, що пропонується, як найбільше близький по своїй технічній суті та досягнутому результату, є болт по ДСТУ ISO 898-1:2003 (Механічні властивості кріпильних виробів, що виготовляються із вуглецевих та легованих сталей. Частина 1. Болти, гвинти та шпильки), який вироблено способом холодної об'ємної штамповки з вуглецевої сталі з вмістом вуглецю 0,15...0,35 % з присадками бору, марганцю або хрому, або сталі без вказаних присадок, але при вмісті вуглецю 0,25...0,55 %. При цьому, при використанні обох груп сталей готові болти підлягають термічній обробці шляхом гартування з окремого нагріву та відпуску при температурі не менше 340 °С для болтів класу міцності 10.9 із сталі першої групи або не менше 425 °С для болтів класів 8.8, 9.8 та 10.9 для обох груп сталей. Болти, які виготовлені зі сталей даного складу і підлягають термічному поліпшенню (гартування + відпуск) повинні мати значення межі міцності (в) 800, 900 и 1000 МПа, та відносного подовження при розриві (5) 12,0; 10,0 и 9,0 % для класів міцності 8.8, 9.8 и 10.9 відповідно. Недоліком звісних болтів, які виготовляються із вуглецевої сталі, що містить бор, є їх висока вартість, що є наслідком від високої вартості сировини. При використанні сталей без бору, але з більш високим вмістом вуглецю, також має місце висока вартість продукції із-за необхідності проведення енергоємної технологічної операції - сфероідизуючого відпалу сировини. Подальша термічна обробка болтів (гартування + відпуск) з окремого нагріву для формування потрібного класу міцності 8.8, 9.8 та 10.9 також є енергоємною технологічною операцією, що значно підвищує собівартість болтів. Крім того проведення гартування та відпуску болтів, окрім енергетичних витрат, потребує наявності спеціального обладнання. Додаткових витрат на виробництво високоміцних болтів з використанням термічної обробки потребують технологічні операції, які пов'язані із захистом болтів від окиснення при нагріві під гартування (860...950 °С), а також з рихтовкою та очисткою поверхні готових виробів. Задачею корисної моделі, що заявляється, є підвищення споживчих властивостей та надійності 65187 4 продукції, зниження собівартості за рахунок використання рядових марок сталі та скорочення витрат на термічну обробку, а також покращення товарного виду. Поставлена задача вирішується тим, що запропонований болт підвищеної міцності, переважно класу міцності 8.8, 9.8 і 10.9, виготовляється способом холодного об'ємного штампування (холодна висадка) з низьковуглецевої сталі із вмістом вуглецю 0,15...0,35 %, марганцю 0,5...1,5 %, де решта - залізо та неминучі домішки, і має значення межі міцності (в) і відносного подовження при розриві (5) не нижче нормуючих, а добуток значень межі міцності (МПа) та відносного подовження (%) складає більше 10000. В сталі, з якої виготовлено болт, можуть бути в наявності як неминучі домішки один або декілька елементів із групи кремній, хром, мідь, нікель, молібден, ванадій, титан. При цьому сталь підлягала термічному зміцненню в іншому технологічному процесі (при виготовленні круглої заготовки-катанки на металургійному переділі). Після виготовлення болт підлягає фінішній операції термічної обробки - деформаційному старінню в інтервалі температур 130...480 °С. Ця операція може бути поєднана з операціями нанесенням захисного покриття (цинкового, оксидного, фосфатного), які виконуються в інтервалі вказаних температур. Тим самим поверхня болта буде виконана з захисним покриттям. Технічним результатом корисної моделі, що заявляється, є зниження собівартості болта за рахунок використання рядових марок сталі та скорочення затрат на термічну обробку, підвищення споживчих властивостей та надійності продукції, а також покращення товарного вигляду. Досягнення вказаного технічного результату забезпечується тим, що болт виготовлено зі сталі із вмістом вуглецю 0,15...0,35 %, марганцю 0,5...1,5 %, решта - залізо та неминучі домішки та має значення межі міцності (в) і відносного подовження при розриві (5) не нижче нормуючих по ДСТУ ISO 898-1:2003, а добуток значень межі міцності (МПа) та відносного подовження (%) складає більше 10000. Присутність в сталі як неминучі домішки одного чи декількох елементів із групи кремній, хром, мідь, нікель, молібден, ванадій, титан в незначній кількості, що вносяться в сталь з ломом під час виплавки, також підвищує міцність та пластичність болта. Суттєвий вплив на показники міцності та пластичності чинить рівень властивостей початкової заготовки і результат, що заявляється, досягається в тому випадку, коли сталь заготовки попередньо підлягає термічному зміцненню в іншому технологічному процесі (при виготовленні на металургійному переділі). Кінцевий рівень механічних властивостей болта зумовлений проведенням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130...480 °С. Для придання болту товарного вигляду та антикорозійних властивостей його поверхня може бути виготовлена із захисним покриттям. При цьому нанесення захисного покриття може проводитися в процесі деформаційного старіння. Оксидоване покриття здійснюється в процесі деформаційного старіння в інтервалі температур 130...200 °С. Фо 5 сфатне покриття здійснюється в процесі деформаційного старіння в інтервалі температур 200...380 °С. Цинкове покриття при термодифузійному оцинкуванні здійснюється в процесі деформаційного старіння в інтервалі температур 290...450 °С. Цинкове покриття при гарячому оцинкуванні здійснюється в процесі деформаційного старіння в інтервалі температур 450...480 °С. Всі відмінні ознаки корисної моделі, що заявляється, взаємно пов'язані та сприяють досягненню поставленої задачі. Так, якщо болт вироблено із сталі з вмістом вуглецю менше 0,15 % і марганцю менше 0,5 % , то не вдається забезпечити його міцність більше ніж 800 МПа. Для вироблення болта із сталі з вмістом вуглецю більше ніж 0,35 % і марганцю більше ніж 1,5 %, перед холодною об'ємною штамповкою заготовку необхідно піддавати відпалу та травленню, що призводить до збільшення енерговитрат. Для забезпечення вимог нормативної документації болт повинен мати значення межі міцності (в) та відносного подовження при розриванні (5) не нижче нормуючих, а добуток значень межі міцності (МПа) та відносного подовження (%) повинен складати більше 10000. Даний показник і його величина характеризують запас надійності, та на 5...10 % перевищують мінімальні вимоги стандарту. Вироблення болтів із сталі, що попередньо підлягала термічному зміцненню в іншому технологічному процесі, сприяє формуванню міцності більше 800 МПа та виключає необхідність їх гартування і відпуску з окремого нагріву. В свою чергу, вилучення високотемпературних нагрівів та швидких охолоджень готових болтів, виключає псування їх поверхні та забезпечує отримання високого класу точності. Також відпадає необхідність у використанні дорогого та складного устаткування - прохідних термічних агрегатів. Виготовлення болта з використанням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130...480 °С сприяє формуванню підвищеної міцності та пластичності болтів, а також заявленому добутку значень межі міцності (МПа) та відносного подовження (%). Проведення деформаційного старіння при температурі менше 130 °С не забезпечує бажаного приросту міцності, а при температурі більше 480 °С викликає різке зниження міцності болта, що призводить до невиконання заявлених параметрів відносно вимоги стандарту на продукцію. 65187 6 Нанесення захисних покриттів підвищує споживчі властивості болтів, а суміщення технологічних операцій нанесення покриттів з операцією деформаційного старіння сприяє зниженню енерговитрат за рахунок вилучання проведення кожної операції окремо. Температурні режими нанесення захисних покриттів (оксидування, фосфатування, термодифузійне і гаряче оцинкування), зумовлюються параметрами, які властиві кожному способу і знаходяться в інтервалі температур 130...480 °С. Порівнянний аналіз корисної моделі, що заявляється, з прототипом дозволяє зробити висновок, що болт, який заявляється, відрізняється від відомого тим, що отримання високих значень міцності і пластичності досягається шляхом використання сталі визначеного складу, яка підлягала термічному зміцненню в іншому технологічному процесі. Це виключає необхідність нагрівати болт під гартування, а також проводити цю технологічну операцію. Додатковий приріст міцності та пластичності болтів забезпечується проведенням фінішної технологічної операції - деформаційного старіння, яка аналогічна операції відпуску, що застосовується в прототипі. Поєднання операції деформаційного старіння та операцій нанесення захисних покриттів сприяє додатковому зниженню собівартості болта та економії енергоресурсів. Приклад В умовах металургійного виробництва виготовили катанку діаметром 12,0 мм із сталі марки 20, 20Г2 і 35, яка була піддана термічному зміцненню водою з температури кінця прокатки до температури 680...720 °С, змотці в моток та подальшому охолодженню у повітрі. В умовах метизного виробництва здійснили переробку катанки на болти розміром М10x70 мм. Перед волочінням катанку піддавали травленню та фосфатуванню. При волочінні катанки на стані АЗТМ 1/750 на заготовку розміром, необхідним для виробництва болтів М10, використовували трикратне волочіння на діаметр 9,5 мм (ступінь деформування 37 %). Виготовлення болтів М10x70 по ГОСТ 7798-70 проводили на холодновисадочному автоматі АВ 1921 при температурі навколишнього середовища. Після виготовлення болти підлягали деформаційному старінню в інтервалі температур 130...480 °С. Механічні властивості, виготовлених болтів наведені в таблиці. 7 65187 8 Таблиця Марка сталі та кількість легуючих елементів, режими старіння (відпуску), механічні властивості болтів М10x70 Марка стали 1*) 2*) 3 4 5 6 7 8 %, С %, Мn 40Х 20Г2Р 20 20Г2 20Г2 20Г2 20Г2 35 0,39 0,23 0,17 0,21 0,21 0,21 0,21 0,35 0,76 1,26 0,58 1,39 1,39 1,39 1,39 0,68 Температура Кількість настаріння (від- в, Н/мм грівів пуску), °С 3 430 1000 2 450 800 1 300 800 1 150 920 1 300 920 1 390 900 1 460 840 1 390 1060 5, % вх5, 9,0 12,0 12,5 12,5 13,0 14,0 16,0 10,5 9000 9600 10000 11500 11960 12600 13440 11130 Захисне покриття Клас міцності фосф. оксид. фосф. цинк цинк цинк 10.9 8.8 8.8 9.8 9.8 9.8 8.8 10.9 *) - Болти по прототипу термічно зміцнені (гартування + відпуск). Сталі 40Х та 20Г2Р додатково вміщують 0,9 % Сr та 0,004 % В відповідно. Отримані результати свідчать про те, що болт, який пропонується, виготовлений з низьковуглецевих сталей характеризується підвищеними споживчими властивостями (високий клас міцності, наявність захисного покриття) та надійністю (високий рівень пластичності, а також значення добутку межі міцності (МПа) і відносного подовження (%) більш ніж 10000), а також має низьку собівартість за рахунок застосування рядових марок сталі та скорочення витрат на термічну обробку (вилучені операції відпалу заготовки та нагріву болтів під гартування). На підставі вищевикладеного, можливо зробити висновок, що болт, який пропонується, із Комп’ютерна верстка В. Мацело низьковуглецевої сталі дієздатний та усуває недоліки, які мають місце в прототипі. Скорочення кількості коштовних енергоємних операцій на його виробництво (кількості нагрівів при проведенні термічних обробок) дозволяє значно зменшити енергоємність і організувати виробництво кріпильної продукції підвищеної міцності із звичайних низьковуглецевих сталей, що суттєво підвищує рентабельність і зменшує собівартість продукції. Болти з межею міцності більше 800 МПа класів міцності 8.8, 9.8 и 10.9 по ДСТУ ISO 898-1:2003 можуть знайти широке використання в машинобудуванні, автомобілебудуванні та інших галузях. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBolt with increased strength
Автори англійськоюIvchenko Oleksandr Vasyliovych, Hul Yurii Petrovych, Dolzhenkov Ivan Yehorovych, Ambrazhei Maksym Yuriiovych, Machuska Nionila Danylivna, Anisimkin Valerii Viktorovych, Pankov Roman Vasyliovych
Назва патенту російськоюБолт повышенной прочности
Автори російськоюИвченко Александр Васильевич, Гуль Юрий Петрович, Долженков Иван Егорович, Амбражей Максим Юрьевич, Мачуська Нионила Даниловна, Анисимкин Валерий Викторович, Панков Роман Васильевич
МПК / Мітки
МПК: F16B 35/00, C22C 38/04
Мітки: міцності, болт, підвищеної
Код посилання
<a href="https://ua.patents.su/4-65187-bolt-pidvishheno-micnosti.html" target="_blank" rel="follow" title="База патентів України">Болт підвищеної міцності</a>
Сталь конструкційна для продукції підвищеної міцності
Номер патенту: 54340
Опубліковано: 10.11.2010
Автори: Рабінович Олександр Вольфович, Івченко Олександр Васильович, Поляков Георгій Анатолійович, Бубликов Юрій Олександрович, Амбражей Максим Юрійович, Семенов Олександр Анатолійович
МПК: C22C 38/28
Мітки: конструкційна, продукції, міцності, підвищеної, сталь
Формула / Реферат:
Сталь конструкційна для продукції підвищеної міцності, що містить вуглець, марганець, кремній, алюміній, титан, азот і залізо, яка відрізняється тим, що містить компоненти при такому співвідношенні, мас. %: вуглець - 0,14-0,30; марганець - 0,40-1,20; кремній - 0,15-0,60; алюміній - 0,025-0,070; титан - 0,005-0,040; азот - 0,015-0,030; залізо і неминучі домішки - решта, при виконанні умови:0,29Ti+0,52Al≥N≥0,38Ti,...
Спосіб запобігання утворенню гарячих тріщин при електрошлаковому зварюванні сталей підвищеної міцності
Номер патенту: 68682
Опубліковано: 16.08.2004
Автори: Семенов Валентин Михайлович, Гавриш Павло Анатолійович, Кассова Леонтіна Миколаївна
МПК: B23K 25/00
Мітки: гарячих, зварюванні, запобігання, сталей, міцності, підвищеної, спосіб, утворенню, електрошлаковому, тріщин
Формула / Реферат:
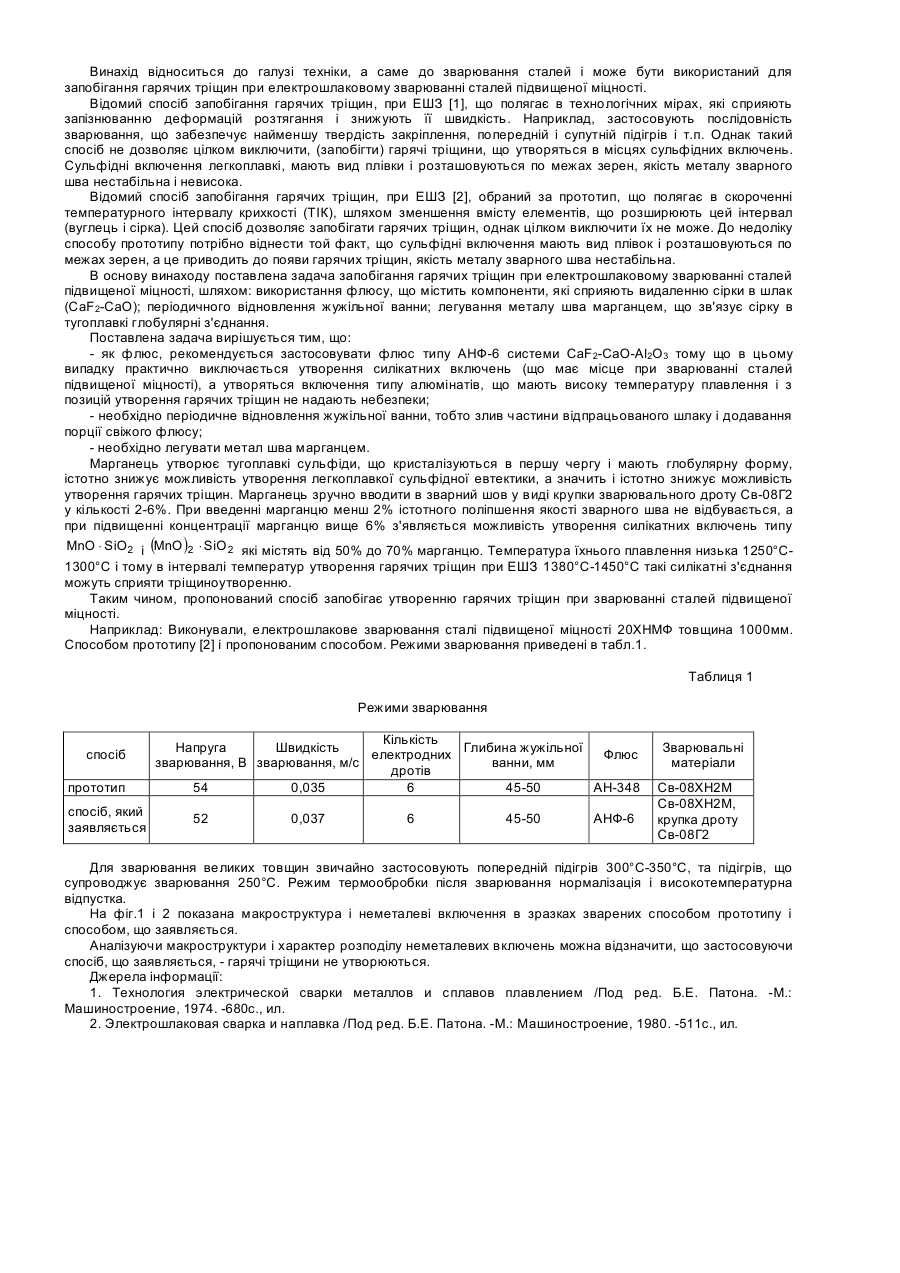
Спосіб запобігання утворенню гарячих тріщин при електрошлаковому зварюванні, що полягає в скороченні температурного інтервалу крихкості (ТІК), шляхом зменшення вмісту елементів, що розширюють цей інтервал (вуглець і сірка), який відрізняється тим, що використовують флюс, що містить компоненти, які сприяють видаленню сірки в шлак (СаF2-СаО), періодично відновлюють жужільну ванну, легують метал зварного шва марганцем, що зв'язує сірку в...
Спосіб одержання заклепувального з’єднання підвищеної міцності
Номер патенту: 41191
Опубліковано: 12.05.2009
Автори: Тарасов Олександр Федорович, Короткий Сергій Олександрович
МПК: B21D 39/03
Мітки: підвищеної, спосіб, заклепувального, одержання, з'єднання, міцності
Формула / Реферат:
Спосіб одержання заклепувального з'єднання підвищеної міцності, який полягає в тому, що в з'єднуваних деталях формують додаткові технологічні елементи (фаску та бурт) по периметру отворів, що пробиваються, який відрізняється тим, що при з'єднанні листових деталей висадження головки на стрижні заклепки виконують сумісно з осадженням буртів деталей, частковим їх виворотом до охвату стрижня заклепки стінками отворів деталей та підкарбуванням...
Гіпсове в’яжуче підвищеної міцності і водостійкості
Номер патенту: 2642
Опубліковано: 15.07.2004
Автори: Черкасов Костянтин Васильович, Бондаренко Дмитро Олександрович, Бабушкін Володимир Іванович, Кондращенко Олена Володимирівна
МПК: C04B 11/28, C04B 28/14
Мітки: міцності, підвищеної, водостійкості, гіпсове, в'яжуче
Формула / Реферат:
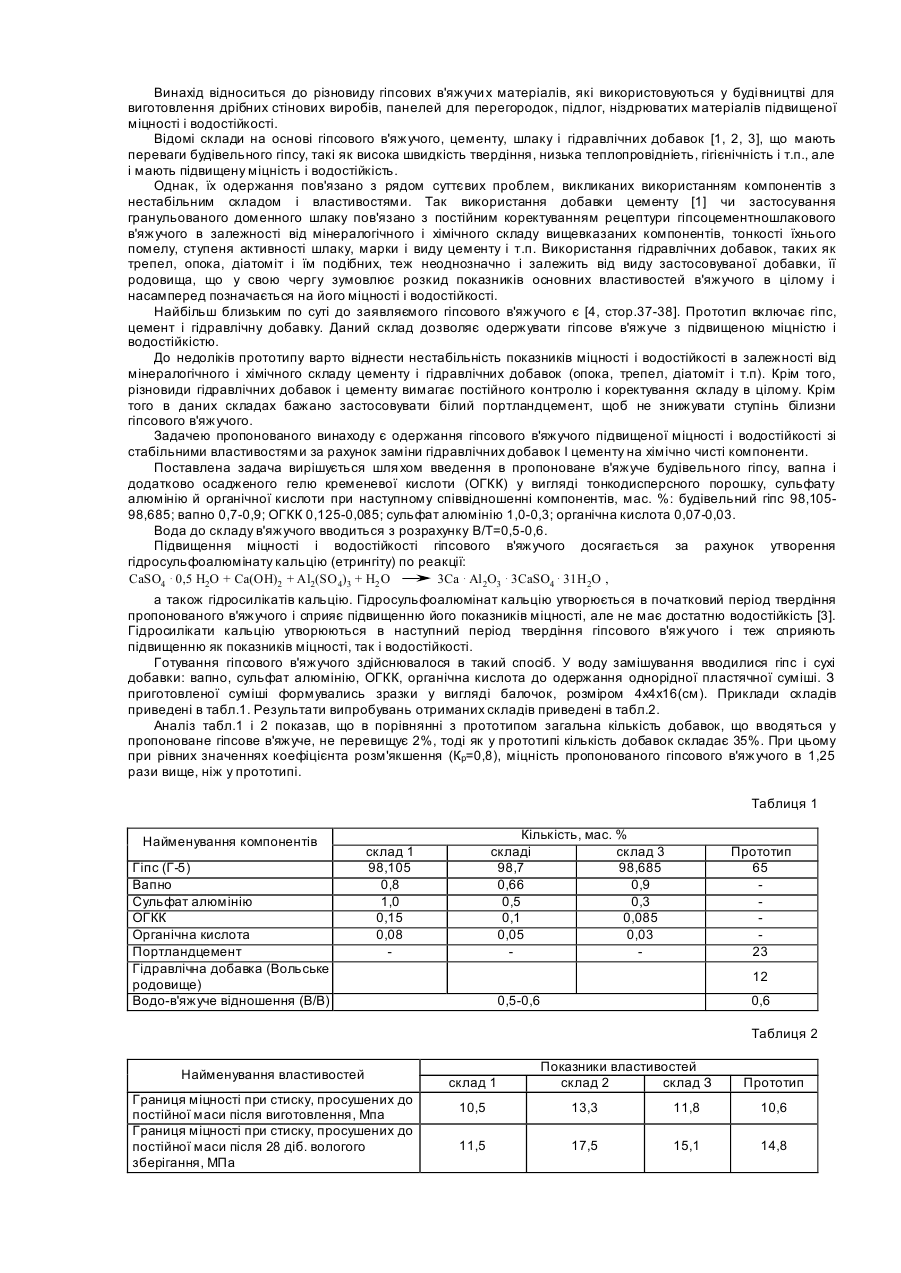
Гіпсове в'яжуче підвищеної міцності і водостійкості, що містить будівельний гіпс, яке відрізняється тим, що додатково містить вапно, осаджений гель кременевої кислоти (ОГКК) у вигляді тонкодисперсного порошку, сульфат алюмінію й органічну кислоту при наступному співвідношенні компонентів, мас. %: будівельний гіпс 98,105-98,685 вапно 0,8-0,9 ОГКК ...
Спосіб виготовлення будівельної кераміки підвищеної міцності
Номер патенту: 42607
Опубліковано: 10.07.2009
Автори: Іващенко Віталій Вадимович, Устьянов Володимир Борисович
МПК: C04B 33/00
Мітки: спосіб, підвищеної, будівельної, міцності, кераміки, виготовлення
Формула / Реферат:
Спосіб виготовлення будівельної кераміки підвищеної міцності, який включає виготовлення виробу пресуванням із двошарових гранул, ядро яких виготовлено з легкоплавкої глини, а оболонка з тугоплавкої, і випалюванням при температурах вище температури плавлення ядер і нижче температури плавлення оболонки, який відрізняється тим, що гранули формують з глини, (20¸40) % якої дегідратовано при температурах 800¸1000 °С.
Попередній патент: Контейнер для перевезення термолабільних конструкцій
Випадковий патент: Високотемпературне мастило для важконавантажених вузлів тертя ковзання