Спосіб закінцювання жили кабеля
Номер патенту: 66214
Опубліковано: 15.04.2004
Автори: Залепа Анатолій Миколайович, Залепа Микола Ананійович, Залепа Гліб Миколайович
Формула / Реферат
1. Спосіб закінцювання багатодротової жили кабеля для рознімного з'єднання, що включає установку на кабель з'єднувального елемента, зачистку кінця жили від ізоляції, установку опорного елемента на жилу і її опресування вздовж осі кабеля до утворення торцевого контактного п'ятачка, який відрізняється тим, що перед опресуванням на жилу надягають гнучку тонкостінну металеву оболонку, а процес опресування жили в контактний п'ятачок здійснюють разом з оболонкою на опорному елементі.
2. Спосіб по п. 1, який відрізняється тим, що опорний елемент виготовляють, як мінімум, з двох уступів, причому уступ, звернений до оболонки, виконують з меншими поперечними розмірами і з поглибленням по периметру бічної поверхні, а другий уступ - з можливістю взаємодіяти із з'єднувальним елементом.
Текст
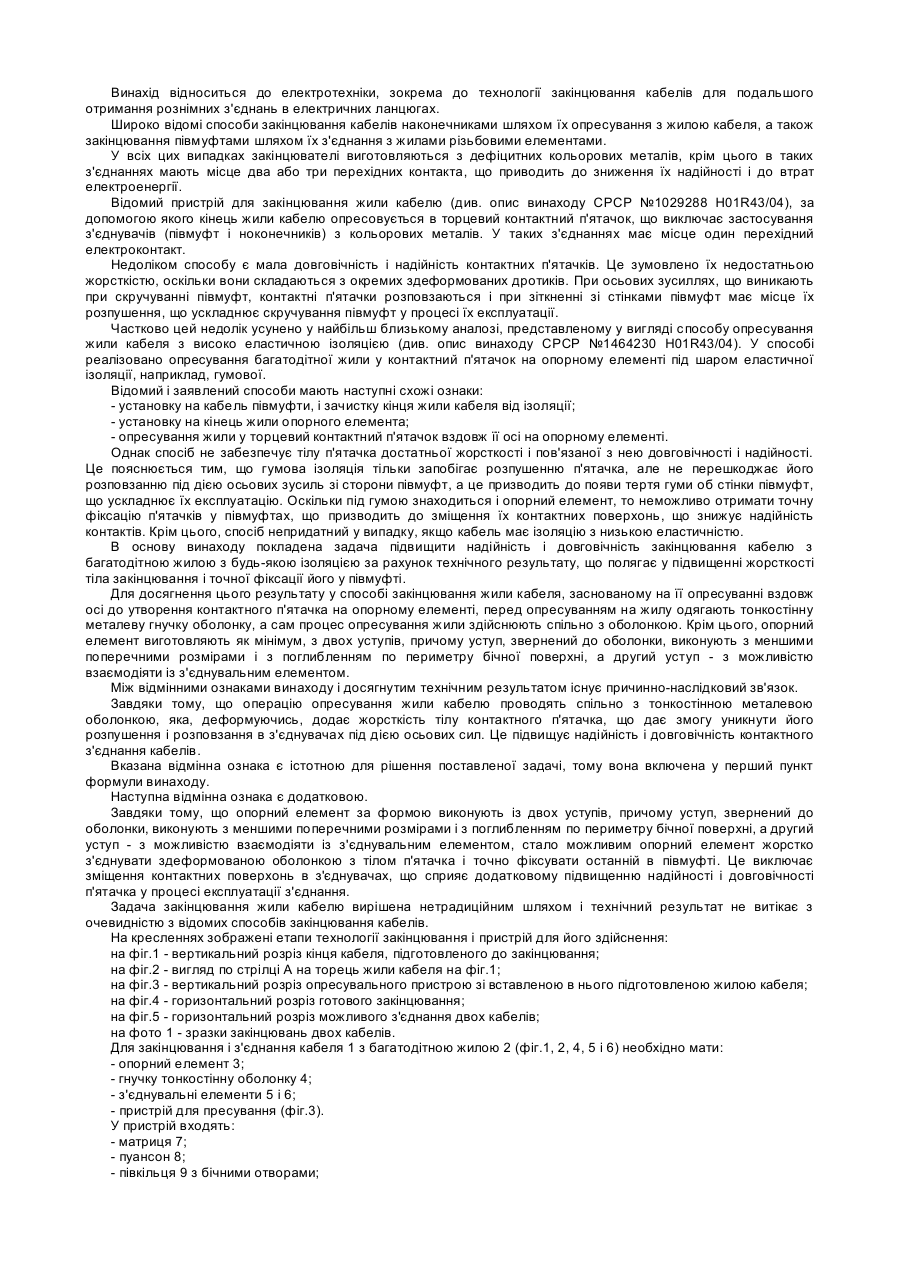
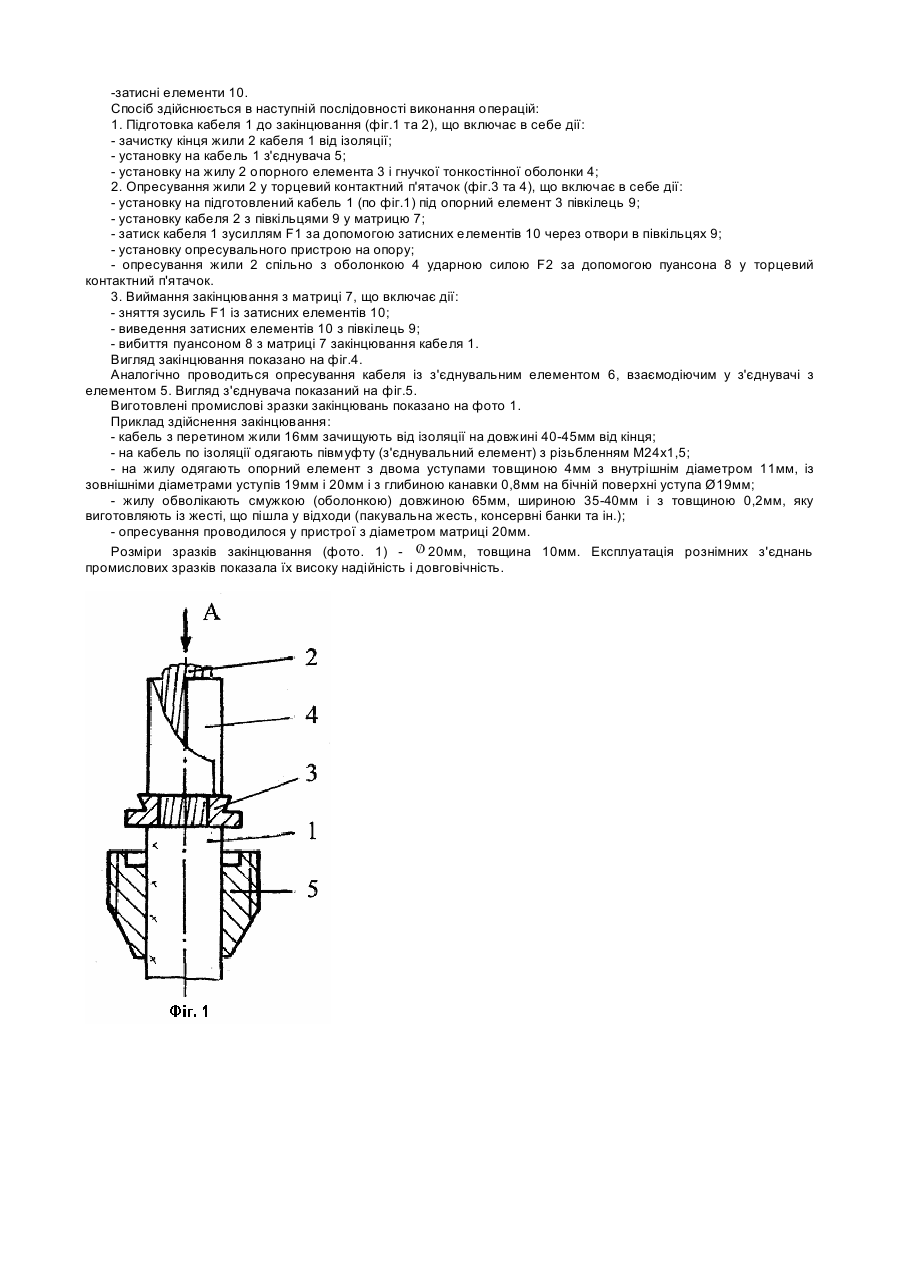
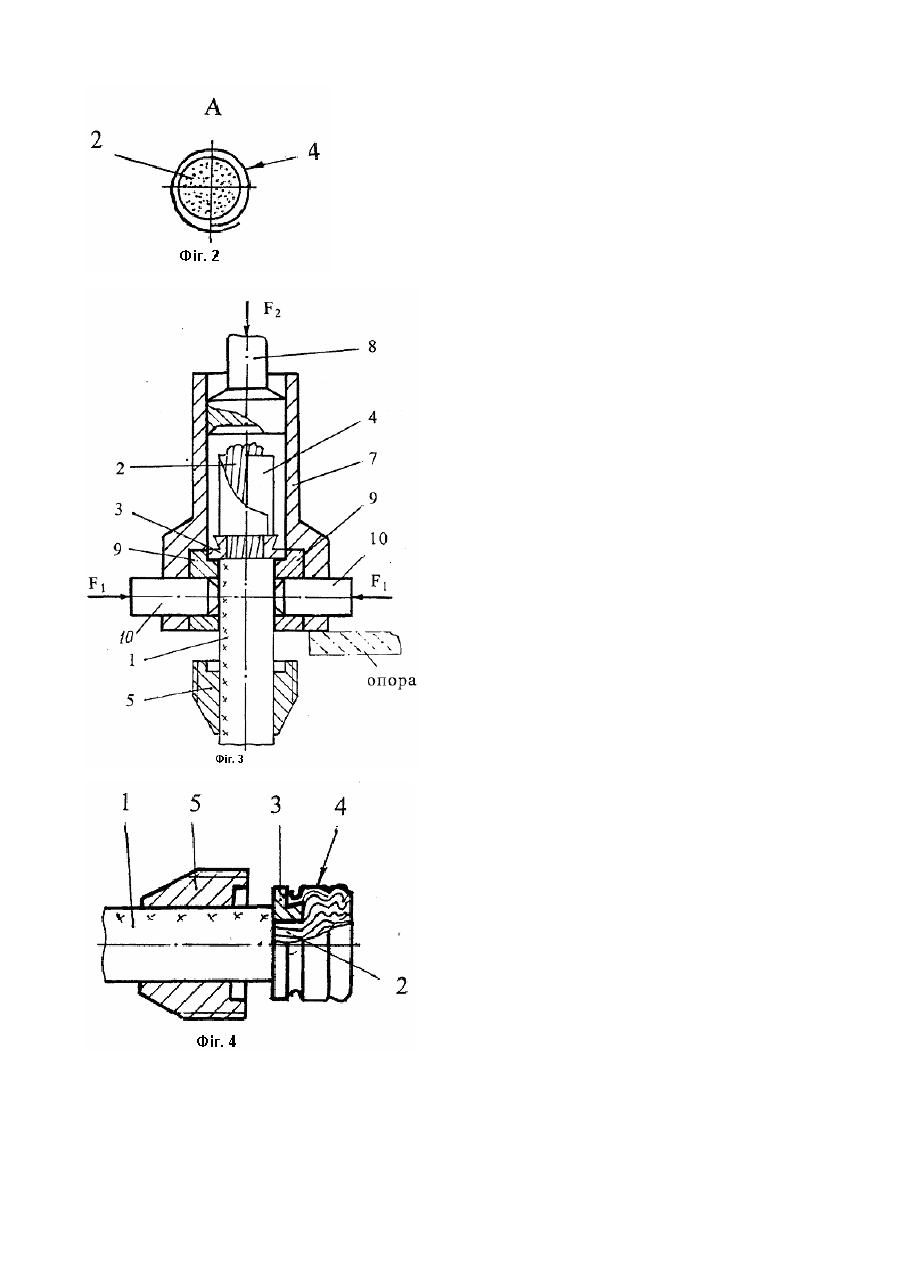
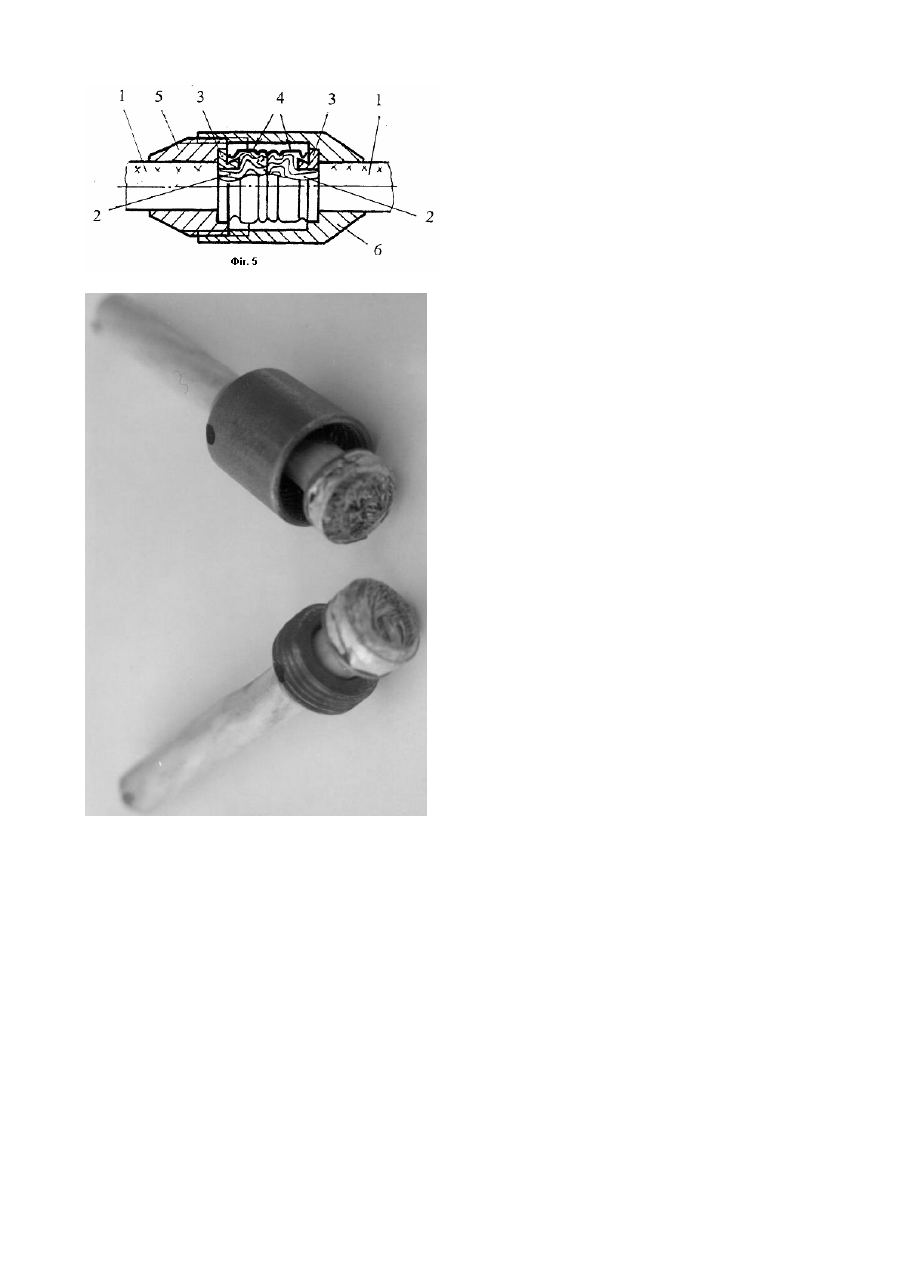
Винахід відноситься до електротехніки, зокрема до технології закінцювання кабелів для подальшого отримання рознімних з'єднань в електричних ланцюгах. Широко відомі способи закінцювання кабелів наконечниками шляхом їх опресування з жилою кабеля, а також закінцювання півмуфтами шляхом їх з'єднання з жилами різьбовими елементами. У всіх цих випадках закінцювателі виготовляються з дефіцитних кольорових металів, крім цього в таких з'єднаннях мають місце два або три перехідних контакта, що приводить до зниження їх надійності і до втрат електроенергії. Відомий пристрій для закінцювання жили кабелю (див. опис винаходу СРСР №1029288 H01R43/04), за допомогою якого кінець жили кабелю опресовується в торцевий контактний п'ятачок, що виключає застосування з'єднувачів (півмуфт і ноконечників) з кольорових металів. У таких з'єднаннях має місце один перехідний електроконтакт. Недоліком способу є мала довговічність і надійність контактних п'ятачків. Це зумовлено їх недостатньою жорсткістю, оскільки вони складаються з окремих здеформованих дротиків. При осьових зусиллях, що виникають при скручуванні півмуфт, контактні п'ятачки розповзаються і при зіткненні зі стінками півмуфт має місце їх розпушення, що ускладнює скручування півмуфт у процесі їх експлуатації. Частково цей недолік усунено у найбільш близькому аналозі, представленому у вигляді способу опресування жили кабеля з високо еластичною ізоляцією (див. опис винаходу СРСР №1464230 H01R43/04). У способі реалізовано опресування багатодітної жили у контактний п'ятачок на опорному елементі під шаром еластичної ізоляції, наприклад, гумової. Відомий і заявлений способи мають наступні схожі ознаки: - установку на кабель півмуфти, і зачистку кінця жили кабеля від ізоляції; - установку на кінець жили опорного елемента; - опресування жили у торцевий контактний п'ятачок вздовж її осі на опорному елементі. Однак спосіб не забезпечує тілу п'ятачка достатньої жорсткості і пов'язаної з нею довговічності і надійності. Це пояснюється тим, що гумова ізоляція тільки запобігає розпушенню п'ятачка, але не перешкоджає його розповзанню під дією осьових зусиль зі сторони півмуфт, а це призводить до появи тертя гуми об стінки півмуфт, що ускладнює їх експлуатацію. Оскільки під гумою знаходиться і опорний елемент, то неможливо отримати точну фіксацію п'ятачків у півмуфтах, що призводить до зміщення їх контактних поверхонь, що знижує надійність контактів. Крім цього, спосіб непридатний у випадку, якщо кабель має ізоляцію з низькою еластичністю. В основу винаходу покладена задача підвищити надійність і довговічність закінцювання кабелю з багатодітною жилою з будь-якою ізоляцією за рахунок технічного результату, що полягає у підвищенні жорсткості тіла закінцювання і точної фіксації його у півмуфті. Для досягнення цього результату у способі закінцювання жили кабеля, заснованому на її опресуванні вздовж осі до утворення контактного п'ятачка на опорному елементі, перед опресуванням на жилу одягають тонкостінну металеву гнучку оболонку, а сам процес опресування жили здійснюють спільно з оболонкою. Крім цього, опорний елемент виготовляють як мінімум, з двох уступів, причому уступ, звернений до оболонки, виконують з меншими поперечними розмірами і з поглибленням по периметру бічної поверхні, а другий уступ - з можливістю взаємодіяти із з'єднувальним елементом. Між відмінними ознаками винаходу і досягнутим технічним результатом існує причинно-наслідковий зв'язок. Завдяки тому, що операцію опресування жили кабелю проводять спільно з тонкостінною металевою оболонкою, яка, деформуючись, додає жорсткість тілу контактного п'ятачка, що дає змогу уникнути його розпушення і розповзання в з'єднувачах під дією осьових сил. Це підвищує надійність і довговічність контактного з'єднання кабелів. Вказана відмінна ознака є істотною для рішення поставленої задачі, тому вона включена у перший пункт формули винаходу. Наступна відмінна ознака є додатковою. Завдяки тому, що опорний елемент за формою виконують із двох уступів, причому уступ, звернений до оболонки, виконують з меншими поперечними розмірами і з поглибленням по периметру бічної поверхні, а другий уступ - з можливістю взаємодіяти із з'єднувальним елементом, стало можливим опорний елемент жорстко з'єднувати здеформованою оболонкою з тілом п'ятачка і точно фіксувати останній в півмуфті. Це виключає зміщення контактних поверхонь в з'єднувачах, що сприяє додатковому підвищенню надійності і довговічності п'ятачка у процесі експлуатації з'єднання. Задача закінцювання жили кабелю вирішена нетрадиційним шляхом і технічний результат не витікає з очевидністю з відомих способів закінцювання кабелів. На кресленнях зображені етапи технології закінцювання і пристрій для його здійснення: на фіг.1 - вертикальний розріз кінця кабеля, підготовленого до закінцювання; на фіг.2 - вигляд по стрілці А на торець жили кабеля на фіг.1; на фіг.3 - вертикальний розріз опресувального пристрою зі вставленою в нього підготовленою жилою кабеля; на фіг.4 - горизонтальний розріз готового закінцювання; на фіг.5 - горизонтальний розріз можливого з'єднання двох кабелів; на фото 1 - зразки закінцювань двох кабелів. Для закінцювання і з'єднання кабеля 1 з багатодітною жилою 2 (фіг.1, 2, 4, 5 і 6) необхідно мати: - опорний елемент 3; - гнучку тонкостінну оболонку 4; - з'єднувальні елементи 5 і 6; - пристрій для пресування (фіг.3). У пристрій входять: - матриця 7; - пуансон 8; - півкільця 9 з бічними отворами; -затисні елементи 10. Спосіб здійснюється в наступній послідовності виконання операцій: 1. Підготовка кабеля 1 до закінцювання (фіг.1 та 2), що включає в себе дії: - зачистку кінця жили 2 кабеля 1 від ізоляції; - установку на кабель 1 з'єднувача 5; - установку на жилу 2 опорного елемента 3 і гнучкої тонкостінної оболонки 4; 2. Опресування жили 2 у торцевий контактний п'ятачок (фіг.3 та 4), що включає в себе дії: - установку на підготовлений кабель 1 (по фіг.1) під опорний елемент 3 півкілець 9; - установку кабеля 2 з півкільцями 9 у матрицю 7; - затиск кабеля 1 зусиллям F1 за допомогою затисних елементів 10 через отвори в півкільцях 9; - установку опресувального пристрою на опору; - опресування жили 2 спільно з оболонкою 4 ударною силою F2 за допомогою пуансона 8 у торцевий контактний п'ятачок. 3. Виймання закінцювання з матриці 7, що включає дії: - зняття зусиль F1 із затисних елементів 10; - виведення затисних елементів 10 з півкілець 9; - вибиття пуансоном 8 з матриці 7 закінцювання кабеля 1. Вигляд закінцювання показано на фіг.4. Аналогічно проводиться опресування кабеля із з'єднувальним елементом 6, взаємодіючим у з'єднувачі з елементом 5. Вигляд з'єднувача показаний на фіг.5. Виготовлені промислові зразки закінцювань показано на фото 1. Приклад здійснення закінцювання: - кабель з перетином жили 16мм зачищують від ізоляції на довжині 40-45мм від кінця; - на кабель по ізоляції одягають півмуфту (з'єднувальний елемент) з різьбленням М24х1,5; - на жилу одягають опорний елемент з двома уступами товщиною 4мм з внутрішнім діаметром 11мм, із зовнішніми діаметрами уступів 19мм і 20мм і з глибиною канавки 0,8мм на бічній поверхні уступа Ø19мм; - жилу обволікають смужкою (оболонкою) довжиною 65мм, шириною 35-40мм і з товщиною 0,2мм, яку виготовляють із жесті, що пішла у відходи (пакувальна жесть, консервні банки та ін.); - опресування проводилося у пристрої з діаметром матриці 20мм. / Розміри зразків закінцювання (фото. 1) - O 20мм, товщина 10мм. Експлуатація рознімних з'єднань промислових зразків показала їх високу надійність і довговічність.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for terminating a cable conductor
Автори англійськоюZalepa Anatolii Mykolaiovych, Zalepa Mykola Ananiiovych, Zalepa Anatolii Mykolaiovych, Zalepa Hlib Mykolaiovych
Назва патенту російськоюМетод оконцовки жилы кабеля
Автори російськоюЗалепа Николай Ананьевич, Залепа Анатолий Николаевич, Залепа Анатолий Николаевич, Залепа Глеб Николаевич
МПК / Мітки
МПК: H01R 43/04
Мітки: жили, спосіб, кабеля, закінцювання
Код посилання
<a href="https://ua.patents.su/4-66214-sposib-zakincyuvannya-zhili-kabelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб закінцювання жили кабеля</a>
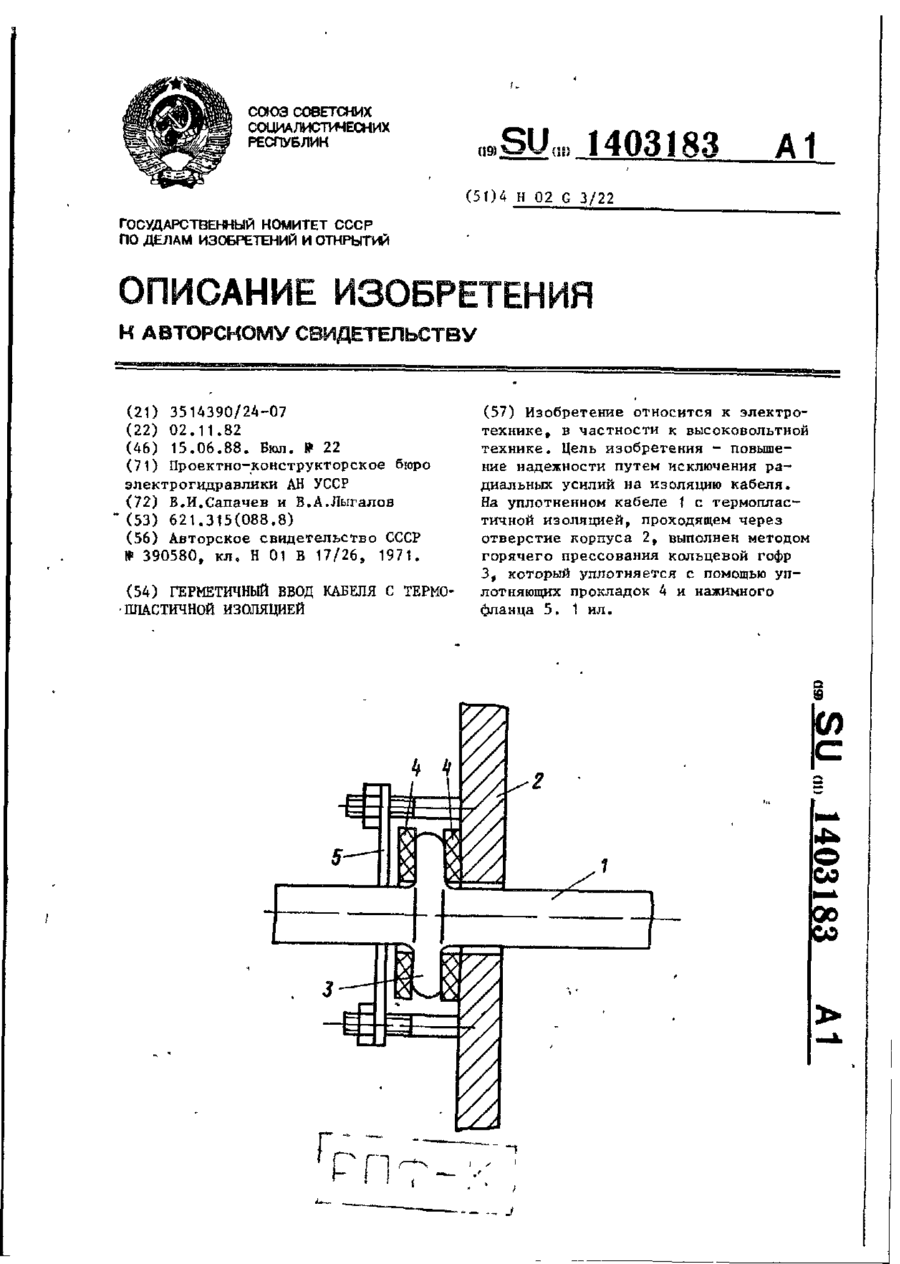
Герметичний ввід кабеля з термопластичною ізоляцією
Номер патенту: 4512
Опубліковано: 27.12.1994
Автори: Сапачов Віктор Іванович, Лигалов Віктор Олександрович
МПК: H02G 3/22
Мітки: термопластичною, герметичний, ізоляцією, ввід, кабеля
Формула / Реферат:
Герметичный ввод кабеля с термопластичной изоляцией, содержащий корпус с отверстием, две уплотняющие прокладки, нажимной фланец и проходящий через них кабель, отличающийся тем, что, с целью повышения надежности путем исключения радиальных усилий на изоляцию кабеля, на последнем из изоляции кабеля выполнен кольцевой гофр, размещенный между уплотняющими прокладками.
Спосіб віддалення з свеодловини каротажного кабеля або каната
Номер патенту: 32779
Опубліковано: 15.02.2001
Автори: Пустовойтенко Іван Павлович, Калина Леон Михайлович
МПК: E21B 31/00
Мітки: свеодловини, віддалення, каната, спосіб, каротажного, кабеля
Формула / Реферат:
Спосіб видалення з свердловини каротажного кабелю або каната при руйнуванні його механічним шляхом, який відрізняється тим, що каротажний кабель або канат, які залишилися в свердловині, проштовхують до якомога більшої глибини, заливають над ними розчин, що швидко тужавіє, і під тиском або під власною вагою розміщують його в зоні знаходження каротажного кабеля чи каната, витримують його в стані спокою до створення твердої металевоцементної...
Спосіб монтажу оптичного кабеля у повітряній лінії електропередачі
Номер патенту: 26458
Опубліковано: 30.08.1999
Автори: Найт Йан Джеффрі, Роуленд Саймон Марк
МПК: G02B 6/44
Мітки: спосіб, електропередачі, повітряній, лінії, монтажу, кабеля, оптичного
Формула / Реферат:
1. Способ монтажа оптического кабеля в воздушной линии электропередачи, заключающийся в установке оптического кабеля, имеющего сплошную защитную оболочку из электрически изоляционного материала, на разнесенных опорах, поддерживающих по меньшей мере одну, находящуюся под нагрузкой, линию электропередачи, и непосредственное или косвенное соединение по меньшей мере одного непрерывного в продольном направлении токопроводящого элемента,...
Пристрій для вилучення кабеля зі свердловини
Номер патенту: 21560
Опубліковано: 06.01.1998
Автор: Храбатин Мирон Григорович
МПК: E21B 31/08
Мітки: вилучення, свердловини, кабеля, пристрій
Формула / Реферат:
Пристрій для вилучення кабеля зі свердловини, що складається з корпусу, зубців і стержня, який відрізняється тим, що в стержні з повздовжнім каналом розміщено різець з фіксатором, а зубці мають армовану ріжучу частину і розташовані на поверхні корпусу по спіралі відносно його осі.
Пристрій для намотування кабеля

Номер патенту: 60562
Опубліковано: 15.10.2003
Автори: Кузьмінський Віталій Павлович, Овчинникова Ольга Віталіївна, Кудрявцев Дмитро Вікторович
МПК: B65H 75/34
Мітки: кабеля, намотування, пристрій
Формула / Реферат:
1. Пристрій для намотування кабеля, що містить барабан з ребордами, раму і роликові опори, який відрізняється тим, що барабан виконаний з кільцевою проточкою, співвісною осі обертання барабана, а сам пристрій обладнаний гнучким елементом, що охоплює кільцеву проточку, один кінець якого закріплений безпосередньо на рамі, а інший - через натяжний пристрій.2. Пристрій за п.1, який відрізняється тим, що кільцева проточка виконана на...
Попередній патент: Система обліку витрат газу для жилих будинків та комунального господарства
Наступний патент: Машина для випробування падаючою вагою
Випадковий патент: Спосіб одержання подовжених виробів із загостреним кінцем